ポリアミド樹脂(PA)とは、分子内に繰り返し単位としてアミド結合(−CONH−)を有する高分子のことを指し、ナイロン樹脂とも呼ばれる。
ポリアミド樹脂は、破断伸びが大きい上に(強靭である上に)、弾性率が高い材料であるため、耐久性が求められる電子写真エンドレスベルトの材料として好適である。特に、ポリアミド樹脂は、樹脂全体としては弾性率が高く強靭であるが、その表面は他の熱可塑性樹に比べて柔軟性を有するために、ポリアミド樹脂を電子写真エンドレスベルトの中でも転写材搬送ベルトや中間転写ベルトに用いた場合には、ソフトな転写が可能となり、中抜けや飛び散りが抑制された良好な画像を得ることができる。
本発明に用いられるポリアミド樹脂としては、例えば、ポリアミド4・6(PA4・6)、ポリアミド6(PA6)、ポリアミド6・10(PA610)、ポリアミド6・12(PA612)、ポリアミド6・6(PA66)、ポリアミド6T(PA6T)、ポリアミド7(PA7)、ポリアミド8(PA8)、ポリアミド9(PA9)、ポリアミド9T(PA9T)、ポリアミド10(PA10)、ポリアミド11(PA11)、ポリアミド12(PA12)、ポリアミドMXD6などが挙げられる。これらは、1種類または2種類以上用いることができる。また、これらは、市場で容易に入手することが可能である。
ポリアミド樹脂は耐屈曲性に優れている(屈曲による亀裂、破断が発生しにくい)材料であるが、その中でも結晶性のポリアミド樹脂は、耐屈曲性が特に優れている。一方、非晶性のポリアミド樹脂は、結晶性のポリアミド樹脂に比べれば耐屈曲性は劣るが、結晶性のポリアミド樹脂に比べて寸法安定性に優れているため、結晶性のポリアミド樹脂と非晶性のポリアミド樹脂とを併用してもよい。また、複数種のモノマーを用いて合成される共重合ポリアミド樹脂を用いてもよい。
本発明において、ポリアミド樹脂の分子量は、機械的強度および成形性の観点から、数平均分子量で5000〜50000の範囲が好適である。分子量が大きいほど機械的強度が高くなる傾向にあり、分子量が小さいほど成形性が高くなる傾向にある。
また、使用するポリアミド樹脂の種類は、求める特性に応じて適宜選択すればよい。例えば、水分の影響を小さくするには、アミド基の割合が小さいポリアミド樹脂(例えば、ポリアミド11、ポリアミド12など)を用いればよいし、より高い弾性率を求める場合は、アミド基の割合が大きいポリアミド樹脂や、主鎖にベンゼン環を持つ構造のポリアミド樹脂を用いればよい。
上述のように、ポリアミド樹脂は、電子写真エンドレスベルトに用いる材料として優れた材料ではあるものの、反面、成形加工時の熱による劣化を引き起こしやすいという欠点を持っている。
また、電子写真エンドレスベルトの体積抵抗率は、後述のとおり、1×106〜1×1014Ω・cmであることが好ましく、本発明の電子写真エンドレスベルトは、体積抵抗率がその好適範囲にあるものである。
ポリアミド樹脂自体は、体積抵抗率が高すぎるため、ポリアミド樹脂だけを用いて上記好適な体積抵抗率の電子写真エンドレスベルトを作製することは難しい。体積抵抗率の調整には導電剤を併用することが好ましく、また、導電剤としては、抵抗調整が容易で安定した体積抵抗率が得られるという点で、粒状の導電剤が好ましく、その中でもカーボンブラックがより好ましい。
しかしながら、カーボンブラックなどの粒状の導電剤を併用する場合、すなわち、カーボンブラックなどの粒状の導電剤をポリアミド樹脂に混合してなる樹脂組成物を成形加工してエンドレスベルトを作製する場合、成形加工時、カーボンブラックなどの粒状の導電剤を併用しない場合に比べて樹脂組成物の温度は高くなる傾向にあり、よって、ポリアミド樹脂の熱による劣化が顕著になる。
また、電子写真エンドレスベルトには、カーボンブラックなどの粒状の導電剤以外の各種フィラーを、コスト低減、物性改善、機能付与、加工性改善などを目的として添加することがあるが、このようなフィラーを用いた場合にも、やはり、ポリアミド樹脂の熱による劣化が顕著になる。
すなわち、カーボンブラックなどの粒状の導電剤やその他各種フィラーをポリアミド樹脂に混合してなる樹脂組成物を成形加工して電子写真エンドレスベルトを作製しようとする場合、樹脂組成物中のカーボンブラックなどの粒状の導電剤やその他各種フィラーの量が多いほど、樹脂組成物の粘度は高くなる。樹脂組成物の粘度が高いと、これを混練機などで混練している間に発生する剪断発熱により、樹脂組成物の温度は、本来の設定温度(成形加工時設定温度)よりも高くなる。
剪断発熱を抑える方法として、設定温度を上げて樹脂組成物の粘度を低めるという方法があるが、設定温度を上げることによって、樹脂組成物の温度は高まってしまう。逆に、設定温度を下げれば樹脂組成物の粘度が高まるため、剪断発熱は大きくなり、やはり、樹脂組成物の温度は高まってしまう。
上述のポリアミド樹脂の熱による劣化を抑制するため、本発明の電子写真エンドレスベルトを作製する際には、ポリアミド樹脂に加えて、ヨウ化銅(I)、ヨウ化カリウム、塩化銅(I)および塩化カリウムからなる群より選択される少なくとも1種からなる添加剤Aが用いられる。
なお、本発明においては、ヨウ化銅(I)、ヨウ化カリウム、塩化銅(I)および塩化カリウムからなる群より選択される少なくとも1種からなる添加剤を他の添加剤と区別するために「添加剤A」と称している。「添加剤A」には、ヨウ化銅(I)、ヨウ化カリウム、塩化銅(I)および塩化カリウム以外の化合物は含まれない。また、「添加剤A」は、ヨウ化銅(I)、ヨウ化カリウム、塩化銅(I)および塩化カリウムのうちの1種からなっていてもよいし、2種からなっていてもよいし、3種からなっていてもよいし、4種からなっていてもよい。
また、ポリアミド樹脂の熱による劣化、すなわちポリアミド樹脂の低分子量化は、作製される電子写真エンドレスベルトの破断伸び・弾性率の低下を招くだけでなく、カーボンブラックなどの粒状の導電剤やその他各種フィラーを併用する場合には、これらの分散性の低下も招き、その結果、作製される電子写真エンドレスベルトはリークポイントの多いものとなってしまう。
カーボンブラックなどの粒状の導電剤やその他各種フィラーを併用して電子写真エンドレスベルトを作製する場合においても、添加剤Aを用いることにより、リークポイントの少ない電子写真エンドレスベルトを作製することが可能になる。
ポリアミド樹脂の熱による劣化の抑制効果に対する添加剤Aの作用の詳細は不明であるが、本発明者らは、ヨウ化銅(I)、ヨウ化カリウム、塩化銅(I)または塩化カリウム中の銅イオンまたはカリウムイオンがポリアミド樹脂のアミド基に配位することによって、ポリアミド樹脂が熱の影響を受けにくくなっているものと推測している。
また、本発明者らによる検討の結果、ポリアミド樹脂と添加剤Aとを用いて電子写真エンドレスベルトを作製した場合、上述のポリアミド樹脂の熱による劣化の抑制以外の効果もあることがわかった。
すなわち、ポリアミド樹脂を用い、添加剤Aを用いずに電子写真エンドレスベルトを作製すると、ポリアミド樹脂の部分的なゲル化が発生し、薄肉形状のエンドレスベルトの表面にブツとなって現れ、その結果、出力画像に欠陥が生じることがあった。また、エンドレスベルトの表面上、ブツとなって現れていなくても、エンドレスベルトの内部に不均一な部分が存在すると、そこを起点に異常放電が発生し、その結果、出力画像に欠陥が生じることがあった。
ところが、ポリアミド樹脂と添加剤Aとを用いて電子写真エンドレスベルトを作製すると、このようなブツ(不均一な部分)が低減されることがわかった。
本発明に用いられるヨウ化銅(I)、ヨウ化カリウム、塩化銅(I)、塩化カリウムは、市場で容易に入手することが可能である。
本発明の電子写真エンドレスベルト中の添加剤Aの含有量は、ポリアミド樹脂および添加剤Aの合計質量に対して0.01〜1質量%であることが好ましい。添加剤Aの含有量が少なすぎると本発明の効果が乏しくなる傾向にあり、多すぎると電子写真エンドレスベルトの機械的強度が低下したり、体積抵抗率が上記好適範囲から逸脱したりする場合がある。
電子写真エンドレスベルトに導電剤を用いる場合、その導電剤としては、上述のとおり、抵抗調整が容易で安定した体積抵抗率が得られるという点で、粒状の導電剤が好ましく、その中でもカーボンブラックがより好ましい。
カーボンブラックなどの粒状の導電剤は、有機帯電防止剤や電解質と異なり、温度・湿度によって抵抗が変動しにくいという利点がある。また、電子写真エンドレスベルトの表面にブリードアウトするおそれが少ない。また、結着材料であるポリアミド樹脂に対する補強効果があり、よって電子写真エンドレスベルトの耐破断性、耐クリープ性を向上させる効果がある。
カーボンブラックとしては、例えば、ファーネスブラック、サーマルブラック、ガスブラック、アセチレンブラック、ケッチェンブラックなどが挙げられる。また、着色用のカーボンブラックでも十分に導電剤として機能する。
上記カーボンブラックは、市場で容易に入手することが可能である。例えば、アセチレンブラックとしては、電気化学工業(株)製のデンカブラック(粉状品、粒状品、プレス品、HS−100など)、ライオン(株)製のケッチェンブラック(EC、EC600JD)、デグサ社製のカラーブラック、スペシャルブラック、プリンテックス、ハイブラック、ランプブラック、コロンビアンカーボン社製のラーベン、キャボット社製のバルカン、モナーク、リーガル、ブラックパールズ、モーガル、旭カーボン(株)製の旭カーボン、東海カーボン(株)製のトーカブラックなどが挙げられる。
本発明の電子写真エンドレスベルト中のカーボンブラックの含有量は、電子写真エンドレスベルトの抵抗調整の観点から、また、電子写真エンドレスベルトの耐破断性、耐クリープ性の向上の観点から、電子写真エンドレスベルト全質量に対して2質量%以上であることが好ましい。一方、カーボンブラックの含有量が多いほど、電子写真エンドレスベルトの脆性が増し、耐屈曲性が低下する傾向にあるので、本発明の電子写真エンドレスベルト中のカーボンブラックの含有量は、電子写真エンドレスベルト全質量に対して40質量%未満であることが好ましい。
本発明の電子写真エンドレスベルトには、カーボンブラック以外の導電剤を用いることもできる。カーボンブラック以外の導電剤としては、体積抵抗率が1010Ω・cm以下のポリエーテルユニットを含む樹脂や、パーフロロアルキル基を有する塩などが挙げられる。
本発明の電子写真エンドレスベルトには、カーボンブラックとカーボンブラック以外の導電剤とを併用することができる。
電子写真エンドレスベルトに所定の量のカーボンブラックを含有させる方法としては、カーボンブラックの分散性の向上の観点から、あらかじめポリアミド樹脂に高濃度のカーボンブラックを含有させてなる樹脂組成物を作製し、これを希釈することによってカーボンブラックの量を所定の量とする、いわゆるマスターバッチ法が好ましい。
電子写真エンドレスベルトの体積抵抗率は、上述のとおり、1×106〜1×1014Ω・cmであることが好ましい。
本発明の電子写真エンドレスベルトを転写材搬送ベルトとして用いる場合、電子写真エンドレスベルトの体積抵抗率が低くすぎると、高温高湿環境下において、転写材を転写材搬送ベルトに確実に吸着させ、転写材を一定速度で搬送する能力が低下する場合があり、すると色ズレが悪化しやすくなる。
本発明の電子写真エンドレスベルトを中間転写ベルトとして用いる場合、電子写真エンドレスベルトの体積抵抗率が低くすぎると、突き抜け画像(一部に濃度が薄い部分が発生した画像)が発生しやすくなる。これは、中間転写ベルトの場合、電子写真感光体からトナーが紙を介することなく直接に転写されるため、抵抗が低いことによる影響が出やすく、転写ニップにかかる電圧が増加するため、異常放電が発生し、電子写真感光体からの転写が十分に行われにくくなるためと考えられる。
一方、本発明の電子写真エンドレスベルトを転写材搬送ベルトや中間転写ベルトなどの転写部材として用いる場合、電子写真エンドレスベルトの体積抵抗率が高すぎると、転写電流が流れにくくなる場合があり、するとその分高い転写電圧が必要となるので、転写時の異常放電が発生しやすくなり、出力画像に不良が発生しやすくなる。また、転写に必要な電流を得るために大きな電源が必要となり、電子写真装置の大型化・高消費電力化を招く。
本発明の電子写真エンドレスベルトには、上述のとおり、コスト低減、物性改善、機能付与、加工性改善などを目的として、フィラーを添加してもよい。フィラーとしては、例えば、炭酸カルシウム、タルク、カオリン、クレー、シリカ、マイカ、ウォラストナイト、チタン酸カリウム、また、その他の金属酸化物、金属水酸化物、金属炭酸塩、金属ケイ酸塩などを用いることができる。
また、上記のような吸水率の小さいフィラーを添加することによって、ポリアミド樹脂を用いた電子写真エンドレスベルトの吸水率の低下にも効果がある。吸水率低下の結果、電子写真エンドレスベルトの抵抗の環境変動が小さくなり、低温低湿環境下および高温高湿環境下のどちらにおいても良好な画像が得られるようになる。
電子写真エンドレスベルトにフィラーを用いる場合、フィラーの粒径(最大径と最小径の平均)は0.01〜5μmの範囲にあることが好ましい。粒径が小さすぎると、フィラーが飛散しやすくなり、作業性が悪くなって、均一な分散が困難になる場合がある。粒径が大きすぎると、フィラーを用いることによる効果が得られにくくなり、また、フィラーが電子写真エンドレスベルトの表面にブツとなって現れてしまうことがある。
フィラーの形状は、粒状(球状、不定形状)、板状、繊維状(針状)などが挙げられる。
電子写真エンドレスベルトに、カーボンブラックなどの粒状の導電剤やその他各種フィラーを用いる場合、電子写真エンドレスベルト中のカーボンブラックなどの粒状の導電剤とその他各種フィラーとの合計質量は、電子写真エンドレスベルトの脆性を抑制する観点から、電子写真エンドレスベルト全質量に対して40質量%未満であることが好ましい。
また、本発明の電子写真エンドレスベルトには、成形性の改良や樹脂特性の改質を目的として、ポリアミド樹脂に対して反応性のある反応性ポリオレフィン、変性ポリオレフィン、熱可塑性エラストマーなどを添加してもよい。
ポリアミド樹脂は、一般的に、温度に対する溶融粘度の変化が大きく、押し出し成形などにより電子写真エンドレスベルトを作製する場合、安定して成形できる温度範囲が狭い。ある程度温度が上下しても安定して成形加工するためには、ポリアミド樹脂と変性ポリオレフィンとを併用することが好ましい。
この変性ポリオレフィンとは、反応性のある官能基(エポキシ基、無水マレイン酸基、オキサゾリン基など)を分子鎖中に導入したポリオレフィン(ポリエチレン、ポリプロピレンなど)を意味する。
変性ポリオレフィンとしては、例えば、エポキシ基含有オレフィン共重合体、エチレン/グリシジルメタクリレート共重合体、無水マレイン酸/エチレン共重合体、エチレン/酢酸ビニル/メタクリル酸グリシジル三元共重合体、エチレン/アクリル酸エチル/メタクリル酸グリシジル三元共重合体、エチレン/アクリル酸グリシジル共重合体、エチレン/酢酸ビニル/アクリル酸グリシジル三元共重合体、エチレン/アクリル酸エステル/無水マレイン酸三元共重合体などが挙げられる。
このような変性ポリオレフィンは、市場で容易に入手することが可能である。例えば、住友化学工業(株)製のボンドファースト、住化アトフィナ社製のボンダイン、日本ポリエチレン(株)製のレクスパール、アドテックス、日本油脂(株)製のモディパー、三洋化成工業(株)製のユーメックスなどが挙げられる。
また、上記変性ポリオレフィンの中でも変性ポリエチレンは、ポリアミド樹脂と比較して非粘着性に優れ、電子写真装置内に飛散したトナーの電子写真エンドレスベルトの裏面への付着の低減効果や、電子写真エンドレスベルトの表面に付着したトナーのクリーニング性の向上効果がある。
一般的に、変性ポリオレフィンは、ポリアミド樹脂よりも弾性率が低く、電子写真エンドレスベルトへの添加量の増加に伴い、電子写真エンドレスベルトの弾性率が低下する傾向にあるため、電子写真エンドレスベルト中の変性ポリオレフィンの含有量は、電子写真エンドレスベルト中のポリアミド樹脂に対して50質量%未満であることが好ましい。
また、各種特性を改良することを目的として、本発明の電子写真エンドレスベルトに熱可塑性エラストマーを含有させてもよい。熱可塑性エラストマーは導電性を持つものであってもよいし、導電性を持たないものであってもよい。
熱可塑性エラストマーとしては、例えば、ポリオレフィン系エラストマー、ポリスチレン系エラストマー、ポリアミド系エラストマー、ポリエステル系エラストマー、水添SBS系エラストマー、ポリウレタン系エラストマーなどが挙げられる。
ただし、熱可塑性エラストマーの場合も、電子写真エンドレスベルトへの添加量の増加に伴い、電子写真エンドレスベルトの弾性率が低下する傾向にあり、電子写真エンドレスベルトのクリープを助長してしまうため、ポリアミド樹脂に対して50質量%未満であることが好ましい。
電子写真エンドレスベルト中の添加剤Aや、カーボンブラックなどの粒状の導電剤や、その他各種フィラーの分散性を向上させるために、電子写真エンドレスベルトには、分散剤を用いてもよい。分散剤としては、例えば、縮合リシノレイン酸ポリグリセル、ポリグリセリンステアリン酸エステルなどが挙げられる。
分散剤は、公知の処理方法(湿式、乾式など)、公知の処理装置(ヘンシェルミキサー、スーパーミキサーなど)により処理すればよい。
また、本発明の電子写真エンドレスベルトには、難燃性向上のために、難燃剤を添加してもよい。難燃剤としては、特に、トリアジン化合物であるメラミンや、シアヌル酸メラミンや、リン酸エステルなどが、ポリアミド樹脂を用いた電子写真エンドレスベルトに対して特に顕著に難燃効果が現れるため好ましい。
本発明の電子写真エンドレスベルトには、ヒンダードフェノール系酸化防止剤などの酸化防止剤を添加してもよい。
また、本発明の電子写真エンドレスベルトには、本発明の効果を損なわない範囲内で、上述の成分に加えて他の成分を添加することができる。その他の成分としては、例えば、加工助剤、潤滑剤、離型剤、可塑剤、着色剤、核剤、老化防止剤などが挙げられる。
本発明において、本発明の効果を損なわない範囲内で、ポリアミド樹脂以外の熱可塑性樹脂や熱硬化性樹脂を併用してもよい。例えば、ポリエチレン樹脂(高密度(HDPE)、中密度(MDPE)、低密度(LDPE)、直鎖状低密度(LLDPE)、超高分子量(UHMW−PE))、ポリエステル樹脂(ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN))ポリプロピレン(PP)、ポリアセタール(POM)、ポリフェニレンサルファイド(PPS)、液晶ポリマー(LCP)、ポリメチルペンテン(PMP)、ポリトリメチレンテレフタレート(PTT)、ポリシクロへキシレンジメチレンテレフタレート(PCT)、ポリスチレン(PS)、アクリロニトリル・スチレン樹脂(AS)、メタクリル樹脂(ポリメチルメタクリレート(PMMA))、ポリカーボネート(PC)、ポリフェニレンエーテル(PPE)、ポリメタクリルスチレン(MS)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリアリレート(PAR)、ポリエーテルイミド(PEI)、ポリアミドイミド(PAI)、熱可塑性ポリイミド(PI)、ポリエーテルエーテルケトン(PEEK)、シクロオレフィンポリマー(COP)、シクロオレフィンコポリマー(COC)、ポリアクリロニトリル(PAN)、PET−G(ポリエチレンテレフタレート(PET)とポリシクロへキシレンジメチレンテレフタレート(PCT)との共重合体)、ハイインパクトポリスチレン(HIPS)、アクリロニトリル・スチレン・ブタジエン樹脂(ABS)、メタクリル・ブタジエン・スチレン樹脂(MBS)、ポリアクリロニトリル(PAN)など、また、これらの共重合体が挙げられる。
本発明の電子写真エンドレスベルトの製造方法としては、例えば、押し出し成形法、インフレーション成形法、射出成形法、ブロー成形法などが挙げられるが、これらの中でもインフレーション成形法が好ましい。
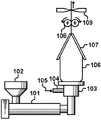
図1は、インフレーション成形法を採用した、電子写真エンドレスベルトを製造する装置の概略構成の一例を示す図である。
まず、上記ポリアミド樹脂および添加剤A、また、必要に応じてカーボンブラックやフィラーなどを所定の処方に基づいて予備混合し、混練分散して得られた成形用原料を、ホッパー102から押し出し機101に投入する。押し出し機101における温度やスクリュー構成は、成形用原料がベルト成形可能な溶融粘度となるように、また、成形用原料中に導電剤が均一に分散するように選択される。
成形用原料は、押し出し機101中で溶融混練されて溶融体となり、環状ダイ103に入る。環状ダイ103には気体導入路104が配設されており、空気などの気体105が気体導入路104から環状ダイ103に吹き込まれることにより、環状ダイ103を通過した溶融体は径方向に拡大膨張する。なお、気体導入路104に気体105を吹き込まずに成形してもよい。
膨張した成形体106は、冷却リング108によって冷却されながら上方向に引き上げられる。上方向に引き上げられる際に所定寸法の寸法安定ガイド107の間を通過することによって、電子写真エンドレスベルトの周方向長さ(周長)が決まり、また、カッター109により所望の長さに切断されることによって、電子写真エンドレスベルトの母線方向長さ(幅)が決まる。
このようにして、電子写真エンドレスベルトを得ることができる。
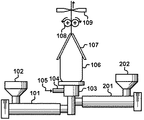
上述の説明は、単層構成の電子写真エンドレスベルトの製造方法に関するものであるが、2層構成の電子写真エンドレスベルトの場合は、図2に示すように、第2の押し出し機201(202は第2のホッパー)を設置し、押し出し機101からの溶融体と押し出し機201からの溶融体とを同時に環状ダイ103へ送り込み、2層を同時に拡大膨張させることによって、2層構成の電子写真エンドレスベルトを得ることができる。3層以上のときも、層数に応じて押し出し機を用意すればよい。
なお、本発明の電子写真エンドレスベルトは、つなぎ目があってもなくてもよい。すなわち、シート状に押し出して、その後シートを丸めて超音波溶着などによってつなぎ合わせてエンドレスベルトとしてもよいし、上記のような内型−外型を用いることによって、エンドレスベルトとしてもよい。
本発明の電子写真エンドレスベルトは、厚みが50〜250μmであることが好ましい。電子写真エンドレスベルトが厚すぎると、高い剛性と乏しい柔軟性のためにベルト走行性が低下し、走行中に撓みや寄りなどが発生する場合がある。一方、電子写真エンドレスベルトが薄すぎると、引っ張り強度が低下したり、繰り返し使用によってクリープが発生したりする場合がある。
なお、上述のインフレーション成形を行う前には、上述のとおり、ポリアミド樹脂および添加剤A、必要に応じてカーボンブラックやフィラーなどを所定の処方に基づいて予備混合し、混練分散して成形用原料を得ておく。
成形用原料を得る方法としては、上記材料を2軸押し出し機にて混練することによって成形用原料を得る方法が好ましい。
また、本発明において添加剤Aを添加する方法としては、あらかじめポリアミド樹脂に添加剤Aをまぶしておき、それを2軸押し出し機などに投入する、または、ポリアミド樹脂と添加剤Aとを一緒に2軸押し出し機に投入するのが好ましい。
カーボンブラックなどの粒状の導電剤やフィラーなどを投入する前に、ポリアミド樹脂の粘度が低い状態で添加剤Aをポリアミド樹脂中に分散させておき、十分にポリアミド樹脂中に添加剤Aが分散された状態でカーボンブラックなどの粒状の導電剤やフィラーなどを投入した方が、添加剤Aを用いることによる効果を十分に引き出すことができるため好ましい。
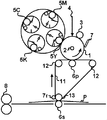
図3に、2軸押し出し機の概略構成の一例を示す。
成形用原料を構成する成分は、ホッパー302から2軸押し出し機301に一度に投入するのが一般的である。
しかしながら、電子写真エンドレスベルトには、一般の樹脂成形品に比べて高い精密さが求められ、また、カーボンブラックなどの導電剤を併用する場合、導電剤の高い分散性が求められるため、2軸押し出し機301にポリアミド樹脂を投入し、ポリアミド樹脂が溶融した段階で、2軸押し出し機301に導電剤を投入する方法が好ましい。フィラーを用いる場合も導電剤と同様である。なお、302’もホッパーである。
2軸押し出し機で溶融混練された材料は、ストランドダイ303からストランド304として押し出され、水槽305を通って冷却され、次いでストランドカッター306を通されることによって、成形用原料となる。
2軸押し出し機での混練は、1回練りでもよいし、一旦2軸押し出し機を通したものを、複数回2軸押し出し機で混練(複数回練り)してもよい。
2軸押し出し機としては、例えば、(株)日本製鋼所(JSW)製のTEX、東芝機械(株)製のTEM、(株)池貝製のPCMなどが挙げられる。
また、上述のインフレーション成形法は、あらかじめ成形用原料を得てから、エンドレスベルト形状に成形しているが、混練工程と成形工程とを連結して、1工程でエンドレスベルト形状に成形してもよい。
混練時は、窒素置換などを行いながら混練を行うのが好ましい。
本発明の電子写真エンドレスベルトは単層構成であってもよいし、複数の層からなる多層構成でもよい。
電子写真エンドレスベルトは、通常、電子写真装置中では複数本の張架ローラーに張架されて使用される。このとき、各張架ローラーの真直度、振れなどの影響により、電子写真エンドレスベルトの蛇行が避けにくい場合には、電子写真エンドレスベルトに蛇行防止部材(リブなど)を設けてもよい。
電子写真エンドレスベルトに添加剤Aが含まれるか否かは、原子吸光光度計など公知の装置を用いた方法によって分析可能である。
図4に、中間転写方式のカラー電子写真装置の概略構成の一例を示す。電子写真感光体から転写材へのトナー像の転写は、主に一次転写帯電部材、中間転写ベルト、二次転写帯電部材により行われる。
図4において、1は円筒状の電子写真感光体であり、軸2を中心に矢印方向に所定の周速度で回転駆動される。
回転駆動される電子写真感光体1の表面は、一次帯電部材3により、正または負の所定電位に均一に帯電され、次いで、スリット露光やレーザービーム走査露光などの露光手段(不図示)から出力される露光光(画像露光光)4を受ける。この際の露光光は、目的のカラー画像の第1色成分像(例えばイエロー成分像)に対応した露光光である。こうして電子写真感光体1の表面に、目的のカラー画像の第1色成分像に対応した第1色成分静電潜像(イエロー成分静電潜像)が順次形成されていく。
張架ローラー12および二次転写対向ローラー13によって張架された中間転写ベルト11は、矢印方向に電子写真感光体1とほぼ同じ周速度(例えば電子写真感光体1の周速度に対して97〜103%)で回転駆動される。
電子写真感光体1の表面に形成された第1色成分静電潜像は、第1色用現像剤担持体(イエロー用現像剤担持体)5Yに担持された現像剤に含まれる第1色トナー(イエロートナー)により現像されて第1色トナー像(イエロートナー像)となる。次いで、電子写真感光体1の表面に形成担持されている第1色トナー像が、一次転写帯電部材(一次転写帯電ローラー)6pからの一次転写バイアスによって、電子写真感光体1と一次転写帯電部材6pとの間を通過する中間転写ベルト11の表面に順次一次転写されていく。
第1色トナー像転写後の電子写真感光体1の表面は、クリーニング部材7によって一次転写残りの現像剤(トナー)の除去を受けて清浄面化された後、次色の画像形成に使用される。
第2色トナー像(マゼンタトナー像)、第3色トナー像(シアントナー像)、第4色トナー像(ブラックトナー像)も、第1色トナー像と同様にして電子写真感光体1の表面に形成され、中間転写ベルト11の表面に順次転写される。こうして中間転写ベルト11の表面に目的のカラー画像に対応した合成トナー像が形成される。第1色〜第4色の一次転写の間は、二次転写帯電部材(二次転写帯電ローラー)6s、電荷付与部材(電荷付与ローラー)7rは中間転写ベルト11の表面から離れている。
中間転写ベルト11の表面に形成された合成トナー像は、二次転写帯電部材6sからの二次転写バイアスによって、転写材供給手段(不図示)から二次転写対向ローラー13・中間転写ベルト11と二次転写帯電部材6sとの間(当接部)に中間転写ベルト11の回転と同期して取り出されて給送された転写材(紙など)Pに順次二次転写されていく。
合成トナー像の転写を受けた転写材Pは、中間転写ベルト11の表面から分離されて定着手段8へ導入されて像定着を受けることによりカラー画像形成物(プリント、コピー)として装置外へプリントアウトされる。
合成トナー像転写後の中間転写ベルト11の表面には電荷付与部材7rが当接される。電荷付与部材7rは、中間転写ベルト11の表面の二次転写残りの現像剤(トナー)に一次転写時と逆極性の電荷を付与する。一次転写時と逆極性の電荷が付与された二次転写残りの現像剤(トナー)は、電子写真感光体1と中間転写ベルト11との当接部およびその近傍において、電子写真感光体1の表面に静電的に転写される。こうして合成トナー像転写後の中間転写ベルト11の表面は、転写残りの現像剤(トナー)の除去を受けて清浄面化される。電子写真感光体1の表面に転写された二次転写残りの現像剤(トナー)は、電子写真感光体1の表面の一次転写残りの現像剤(トナー)とともに、クリーニング部材7によって除去される。中間転写ベルト11から電子写真感光体1への二次転写残りの現像剤(トナー)の転写は、一次転写と同時に行うことができるため、スループットの低下を生じない。
また、クリーニング部材7による転写残りの現像剤(トナー)除去後の電子写真感光体1の表面を、前露光手段からの前露光光により除電処理してもよいが、図4に示すように、電子写真感光体の表面の帯電にローラー形状の一次帯電部材(一次帯電ローラー)などを用いた接触帯電を採用した場合は、前露光は必ずしも必要ではない。
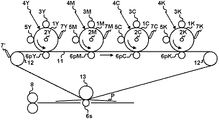
図5に、インライン方式のカラー電子写真装置の概略構成の一例を示す。電子写真感光体から転写材へのトナー像の転写は、主に転写材搬送ベルト、転写帯電部材により行われる。
図5において、1Y、1M、1C、1Kは円筒状の電子写真感光体(第1色〜第4色用電子写真感光体)であり、それぞれ軸2Y、2M、2C、2Kを中心に矢印方向に所定の周速度で回転駆動される。
回転駆動される第1色用電子写真感光体1Yの表面は、第1色用一次帯電部材3Yにより、正または負の所定電位に均一に帯電され、次いで、スリット露光やレーザービーム走査露光などの露光手段(不図示)から出力される露光光(画像露光光)4Yを受ける。露光光4Yは、目的のカラー画像の第1色成分像(例えばイエロー成分像)に対応した露光光である。こうして第1色用電子写真感光体1Yの表面に、目的のカラー画像の第1色成分像に対応した第1色成分静電潜像(イエロー成分静電潜像)が順次形成されていく。
張架ローラー12によって張架された転写材搬送ベルト14は、矢印方向に第1色〜第4色用電子写真感光体1Y、1M、1C、1Kとほぼ同じ周速度(例えば第1色〜第4色用電子写真感光体1Y、1M、1C、1Kの周速度に対して97〜103%)で回転駆動される。また、転写材供給手段(不図示)から給送された転写材(紙など)Pは、転写材搬送ベルト14に静電的に担持(吸着)され、第1色〜第4色用電子写真感光体1Y、1M、1C、1Kと転写材搬送ベルトとの間(当接部)に順次搬送される。
第1色用電子写真感光体1Yの表面に形成された第1色成分静電潜像は、第1色用現像剤担持体5Yに担持された現像剤に含まれる第1色トナーにより現像されて第1色トナー像(イエロートナー像)となる。次いで、第1色用電子写真感光体1Yの表面に形成担持されている第1色トナー像が、第1色用転写帯電部材(第1色用転写帯電ローラー)6Yからの転写バイアスによって、第1色用電子写真感光体1Yと第1色用転写帯電部材6Yとの間を通過する転写材搬送ベルト14に担持された転写材Pに順次転写されていく。
第1色トナー像転写後の第1色用電子写真感光体1Yの表面は、第1色用クリーニング部材(第1色用クリーニングブレード)7Yによって転写残りの現像剤(トナー)の除去を受けて清浄面化された後、繰り返し第1色トナー像形成に使用される。
第1色用電子写真感光体1Y、第1色用一次帯電部材3Y、第1色用露光手段、第1色用現像剤担持体5Y、第1色用転写帯電部材6Yをまとめて第1色用画像形成部と称する。
第2色用電子写真感光体1M、第2色用一次帯電部材3M、第2色用露光手段、第2色用現像剤担持体5M、第2色用転写帯電部材6Mを有する第2色用画像形成部、第3色用電子写真感光体1C、第3色用一次帯電部材3C、第3色用露光手段、第3色用現像剤担持体5C、第3色用転写帯電部材6Cを有する第3色用画像形成部、第4色用電子写真感光体1K、第4色用一次帯電部材3K、第4色用露光手段、第4色用現像剤担持体5K、第4色用転写帯電部材6Kを有する第4色用画像形成部の動作は、第1色用画像形成部の動作と同様であり、転写材搬送ベルト14に担持され、第1色トナー像が転写された転写材Pに、第2色トナー像(マゼンタトナー像)、第3色トナー像(シアントナー像)、第4色トナー像(ブラックトナー像)が順次転写されていく。こうして転写材搬送ベルト14に担持された転写材Pに目的のカラー画像に対応した合成トナー像が形成される。
合成トナー像が形成された転写材Pは、転写材搬送ベルト14の表面から分離されて定着手段8へ導入されて像定着を受けることによりカラー画像形成物(プリント、コピー)として装置外へプリントアウトされる。
また、第1色〜第4色用クリーニング部材7Y、7M、7C、7Kによる転写残りの現像剤(トナー)除去後の第1色〜第4色用電子写真感光体1Y、1M、1C、1Kの表面を、前露光手段からの前露光光により除電処理してもよいが、図5に示すように、電子写真感光体の表面の帯電にローラー形状の一次帯電部材(一次帯電ローラー)などを用いた接触帯電を採用した場合は、前露光は必ずしも必要ではない。
なお、図5中、15は転写材搬送ベルトに転写材を吸着させるための吸着ローラーであり、16は転写材搬送ベルトから転写材を分離するための分離帯電器である。
図6に、中間転写方式のカラー電子写真装置の概略構成の別の例を示す。この中間転写方式の場合、電子写真感光体から転写材へのトナー像の転写は、主に一次転写帯電部材、中間転写ベルト、二次転写帯電部材により行われる。
図6において、1Y、1M、1C、1Kは円筒状の電子写真感光体(第1色〜第4色用電子写真感光体)であり、それぞれ軸2Y、2M、2C、2Kを中心に矢印方向に所定の周速度で回転駆動される。
回転駆動される第1色用電子写真感光体1Yの表面は、第1色用一次帯電部材3Yにより、正または負の所定電位に均一に帯電され、次いで、スリット露光やレーザービーム走査露光などの露光手段(不図示)から出力される露光光(画像露光光)4Yを受ける。露光光4Yは、目的のカラー画像の第1色成分像(例えばイエロー成分像)に対応した露光光である。こうして第1色用電子写真感光体1Yの表面に、目的のカラー画像の第1色成分像に対応した第1色成分静電潜像(イエロー成分静電潜像)が順次形成されていく。
張架ローラー12および二次転写対向ローラー13によって張架された中間転写ベルト11は、矢印方向に第1色〜第4色用電子写真感光体1Y、1M、1C、1Kとほぼ同じ周速度(例えば第1色〜第4色用電子写真感光体1Y、1M、1C、1Kの周速度に対して97〜103%)で回転駆動される。
第1色用電子写真感光体1Yの表面に形成された第1色成分静電潜像は、第1色用現像剤担持体5Yに担持された現像剤に含まれる第1色トナーにより現像されて第1色トナー像(イエロートナー像)となる。次いで、第1色用電子写真感光体1Yの表面に形成担持されている第1色トナー像が、第1色用一次転写帯電部材(第1色用一次転写帯電ローラー)6pYからの一次転写バイアスによって、第1色用電子写真感光体1Yと第1色用一次転写帯電部材6pYとの間を通過する中間転写ベルト11の表面に順次一次転写されていく。
第1色トナー像転写後の第1色用電子写真感光体1Yの表面は、第1色用クリーニング部材(第1色用クリーニングブレード)7Yによって転写残りの現像剤(トナー)の除去を受けて清浄面化された後、繰り返し第1色トナー像形成に使用される。
第1色用電子写真感光体1Y、第1色用一次帯電部材3Y、第1色用露光手段、第1色用現像剤担持体5Y、第1色用一次転写帯電部材6pYをまとめて第1色用画像形成部と称する。
第2色用電子写真感光体1M、第2色用一次帯電部材3M、第2色用露光手段、第2色用現像剤担持体5M、第2色用一次転写帯電部材6pMを有する第2色用画像形成部、第3色用電子写真感光体1C、第3色用一次帯電部材3C、第3色用露光手段、第3色用現像剤担持体5C、第3色用一次転写帯電部材6pCを有する第3色用画像形成部、第4色用電子写真感光体1K、第4色用一次帯電部材3K、第4色用露光手段、第4色用現像剤担持体5K、第4色用一次転写帯電部材6pKを有する第4色用画像形成部の動作は、第1色用画像形成部の動作と同様であり、中間転写ベルト11の表面に、第2色トナー像(マゼンタトナー像)、第3色トナー像(シアントナー像)、第4色トナー像(ブラックトナー像)が順次一次転写されていく。こうして中間転写ベルト11の表面に目的のカラー画像に対応した合成トナー像が形成される。
中間転写ベルト11の表面に形成された合成トナー像は、二次転写帯電部材6sからの二次転写バイアスによって、転写材供給手段(不図示)から二次転写対向ローラー13・中間転写ベルト11と二次転写帯電部材6sとの間(当接部)に中間転写ベルト11の回転と同期して取り出されて給送された転写材(紙など)Pに順次二次転写されていく。
合成トナー像の転写を受けた転写材Pは、中間転写ベルト11の表面から分離されて定着手段8へ導入されて像定着を受けることによりカラー画像形成物(プリント、コピー)として装置外へプリントアウトされる。
合成トナー像転写後の中間転写ベルト11の表面は、中間転写ベルト用クリーニング部材7’によって二次転写残りの現像剤(トナー)の除去を受けて清浄面化された後、次の合成トナー像形成に使用される。
また、第1色〜第4色用クリーニング部材7Y、7M、7C、7Kによる転写残りの現像剤(トナー)除去後の第1色〜第4色用電子写真感光体1Y、1M、1C、1Kの表面を、前露光手段からの前露光光により除電処理してもよいが、図6に示すように、電子写真感光体の表面の帯電にローラー形状の一次帯電部材(一次帯電ローラー)などを用いた接触帯電を採用した場合は、前露光は必ずしも必要ではない。
本発明の電子写真エンドレスベルトは、中間転写ベルトや転写材搬送ベルト以外にも、感光ベルト、転写材搬送ベルトや中間転写ベルト以外の転写ベルト、転写材搬送ベルト以外の搬送ベルト、現像ベルト、帯電ベルト、給紙ベルトなどの電子写真装置に使用されるエンドレスベルト全般に適用することができるが、上述の中間転写ベルトや転写材搬送ベルトに特に好適に使用することができる。
また、本発明の電子写真エンドレスベルトは、電子写真装置本体にそのまま装着してもよいし、エンドレスベルトカートリッジとして、電子写真装置本体と着脱自在な形として用いてもよい。例えば、本発明の電子写真エンドレスベルトと、電子写真感光体や一次帯電部材などの電子写真プロセス部材とを一体化したプロセスカートリッジとしてもよい。
以下に、実施例における評価方法および電子写真エンドレスベルトの体積抵抗率の測定方法について説明する。
<電子写真エンドレスベルトの体積抵抗率の測定方法>
・測定装置
抵抗計:超高抵抗計R8340A((株)アドバンテスト製)
試料箱:超高抵抗測定用資料箱TR42((株)アドバンテスト製)
主電極は直径25mm、ガード・リング電極は内径41mm、外径49mmとした。
・サンプル
電子写真エンドレスベルトを直径56mmの円形に切断する。切断後、一方の面にはその全面にPt−Pd蒸着膜により電極を設け、他方の面にはPt−Pd蒸着膜により直径25mmの主電極と内径38mm、外径50mmのガード電極を設ける(ASTM D257−78に準ずる)。Pt−Pd蒸着膜は、マイルドスパッタE1030((株)日立製作所製)を用いて、被蒸着物とPt−Pdターゲットとの距離約15mm、電流15mAで、蒸着操作を2分間行うことにより得られる。蒸着操作を終了したものを測定サンプルとする。
・測定条件
測定雰囲気:23℃/55%RH(N/N)
なお、測定サンプルは、あらかじめ23℃、55%RH環境下に12時間以上放置しておく。
測定モード:ディスチャージ10秒、チャージおよびメジャー30秒
印加電圧:100V
印加電圧は、電子写真装置において、通常、電子写真エンドレスベルトに印加される電圧の範囲1〜1000Vの中の100Vを採用した。
<リークの評価>
・リークの評価装置、評価方法
以下に本発明における電子写真用エンドレスベルトのリークポイントの有無確認方法を、図7を用いて説明する。
測定機としては、図7に示される構成の電気特性測定装置を用いる。
図7中、エンドレスベルト700は、駆動ローラー701(JIS A硬度60°のゴム製、直径は30mm)と電極ローラー702(アルミニウム製、直径30mm)およびテンションローラー704(アルミニウム製、直径20mm、テンション荷重50N)により張架されている。また、給電ローラー703が電極ローラー702に対して20N(幅300mmあたり)の力で当接されており、給電ローラー703は、抵抗を測定するベルトに対して十分に抵抗の低い(1×106Ω・cm程度)ゴムロールであり、JISA硬度は60°、直径は30mmである。
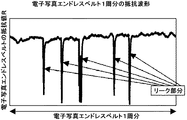
エンドレスベルト700を、駆動ローラー701により100mm/sのスピードで矢印の方向に駆動し、高圧電源HV(例えばTReK社製MODEL610C)から給電ローラー703に+300Vの電圧を印加する。電極ローラー702とアースの間に既知の電気抵抗値(例えば1kΩ)を有する抵抗器Rを接続し、この抵抗器Rの両端の電位差をレコーダーRec.(例えば横河電機社製オシログラフィックレコーダーORM1200)に記録して、抵抗器R両端の電位差と抵抗器Rの抵抗値から、給電ローラー703と電極ローラー702との間に流れた電流(抵抗器Rに流れた電流に等しい)を計算し、その計算された電流値と印加電圧300Vからエンドレスベルトの抵抗値を計算により求める。ここで、レコーダーRec.のサンプルレートを100Hzとして、ベルト1周分の抵抗値を測定し、その1周分のデータをグラフ化し、リーク(周りよりも極端に抵抗の低い部分)の有無を確認する。リークがある場合には、図8に示すように、鋭いピークがあらわれる。図8では、電子写真エンドレスベルト1周あたり5箇所のリークポイントが観察されている。
・リークの評価基準
リークポイントの数が0個:AA
リークポイントの数が1〜3個:A
リークポイントの数が4〜10個:B
リークポイントの数が10個を超える:C
<耐屈曲性の評価>
図9に示される構成の屈曲試験装置により耐屈曲性(亀裂、破断の生じにくさ)を評価した。
・耐屈曲性の評価装置、評価方法
電子写真エンドレスベルトを幅20mm×長さ200mmの短冊状に切り出し(エンドレスベルトの厚さが100μmの場合)、この短冊状サンプル901を屈曲試験装置のチャック902、903にセットする。チャック903はクランク904側につながっており、チャック902には荷重(F)をかける(かかる応力が19.6MPaとなるように、荷重あるいはサンプル幅を調整する)。クランク904を駆動させる(円盤を矢印方向に回転させる)ことにより、短冊状サンプル901はローラー(フリー回転)905上を往復移動し、繰り返し曲げ伸ばし動作を行う。
この試験によって、実際に電子写真装置中で電子写真エンドレスベルトが受ける以上のストレスをサンプルに与えることができる。
ローラー905の直径は10mm、移動ストロークは20mm、速度は1往復/0.5秒である。
・耐屈曲性の評価基準
耐屈曲性の評価試験で、100万回を超えて往復しても亀裂や破断を生じないものをA、50〜100万回の間に亀裂や破断を生じたものをB、50万回往復未満で亀裂や破断を生じたものをCとした。
<出力画像の評価>
・初期の出力画像の評価方法
実施例および比較例で作製した電子写真エンドレスベルトを電子写真装置に転写材搬送ベルトまたは中間転写ベルトとして装着し、フルカラー画像を出力し、得られる画像品位を評価した。
・画像出力耐久試験後の出力画像の評価方法
初期の出力画像の評価後、1万枚の画像出力耐久試験を行い、耐久試験後の出力画像の画像品位を評価した。
・出力画像の評価基準
良好な画像が得られたもの:A
概ね良好な画像が得られたもの(軽微な画像不良あり):B
AおよびBよりも劣るもの:C
<耐クリープ性の評価>
・耐クリープ性の評価方法
画像出力耐久試験前のエンドレスベルト周長(L0)を測定しておく。その後、1万枚画像出力耐久試験を行い、画像出力耐久試験終了後の周長(L1)を測定する。クリープ率を以下の式によって計算する。
クリープ率[%]=(L1−L0)/L0×100
・耐クリープ性の評価基準
クリープ率1%未満:A
クリープ率1〜3%:B
クリープ率が3%を超える:C
<実施例1>
下記材料を用いて電子写真エンドレスベルトを作製した。
ポリアミド610 57部
ポリアミド12 14部
ヨウ化銅(I) 0.3部
カーボンブラック(デンカブラック粉状品) 10部
ポリエーテルエステルアミド樹脂 2部
パーフロロブタンスルホン酸カリウム 3部
酸化亜鉛1種 13.6部
分散剤(太陽化学(株)製のチラバゾールH818) 0.1部
ポリアミド樹脂、ヨウ化銅(I)、ポリエーテルエステルアミド樹脂およびパーフロロブタンスルホン酸カリウムをタンブラーミキサーで混合した(これを混合物Aとする)。
また、別途、カーボンブラックおよび分散剤をヘンシェルミキサーで混合した。
次に、図3に示される構成の装置において、ホッパー302から2軸押し出し機301に、混合物Aを投入し、樹脂が溶融した段階で、ホッパー302’から2軸押し出し機301に酸化亜鉛および、あらかじめ分散剤と混合しておいたカーボンブラックを投入した。
2軸押し出し機301で溶融混練(混練温度:250℃)された上記材料を、ストランドダイ303からストランド304(直径2mm)として押し出し、水槽305を通して冷却し、次いでストランドカッター306を通して、成形用原料を得た。
次に、図1に示される構成の装置において、上記成形用原料を押し出し機101に備えられたホッパー102に投入し、上述のインフレーション成形によってチューブを得た。
これを、両端を密閉した外径150mmのPFA(パーフルオロアルコキシ樹脂)チューブの外周面に被せた。
次に、その上から、内径154mm、長さ320mm、厚さ0.5mmのニッケル電鋳スリーブを被せ、PFAチューブの内側から0.4(MPa)の圧縮空気を送り込んでPFAチューブを膨らませ、インフレーション成形によって得られたチューブを、PFAチューブ(内周面)とニッケル電鋳スリーブ(外周面)で挟み込んだ。
この状態で、ニッケル電鋳スリーブにハロゲンヒータの熱をあて、ニッケル電鋳スリーブを加熱した。その後、ニッケル電鋳スリーブを室温まで冷却し、PFAチューブの内側に送り込んだ圧縮空気を開放して、挟み込みを解除した。
解除後、インフレーション成形されたチューブを取り出すと、折り目は消えていた。これは、ニッケル電鋳スリーブを加熱した際に、インフレーション成形チューブが溶融あるいは半溶融状態になったためである。
次に、上記工程により、折り目の除去、表面平滑性の調整およびサイズの調整が施されたエンドレスベルトの両端部を精密にカットして、周長480mm、幅250mm、厚さ100μmの電子写真エンドレスベルトを得た。
また、この電子写真エンドレスベルトには、裏面に蛇行防止部材を取り付けた。
この電子写真エンドレスベルトの体積抵抗率は1×1011Ω・cmであった。
作製した電子写真エンドレスベルトのリークの評価を行ったところ、上述の基準でAAであった。
また、作製した電子写真エンドレスベルトの耐屈曲性の評価を行ったところ、上述の基準でAであった。
また、上記と同様にして作製した電子写真エンドレスベルトを転写材搬送ベルトとして図5に示す構成の電子写真装置(カラーレーザービームプリンター)に装着し、フルカラー画像の出力し、初期の出力画像の評価を行ったところ、上述の基準でAであった。
初期の出力画像の評価後、1万枚の画像出力耐久試験を行い、耐久試験後の出力画像の評価を行ったところ、上述の基準でAであり、また、耐クリープ性の評価を行ったところ、上述の基準でAであった。また、亀裂や破断も見られなかった。
測定結果および評価結果を表1に示す。
<実施例2〜19>
電子写真エンドレスベルトの作製に用いる材料を表1〜3に示すとおりにした以外は、実施例1と同様にして電子写真エンドレスベルトを作製した。ただし、実施例16では混練温度を280℃、実施例17では混練温度を300℃、実施例18および実施例19では混練温度を320℃とした。
作製した電子写真エンドレスベルトの体積抵抗率の測定および評価を実施例1と同様にして行った。
測定結果および評価結果を表1〜3に示す。
<実施例20〜21>
電子写真エンドレスベルトの作製に用いる材料を表3に示すとおりにし、作製する電子写真エンドレスベルトの寸法を周長440mm、幅240mm、厚さ100μmとした以外は、実施例1と同様にして電子写真エンドレスベルトを作製した。
作製した電子写真エンドレスベルトの体積抵抗率の測定を実施例1と同様にして行った。
作製した電子写真エンドレスベルトを装着する電子写真装置を図4に示す構成の電子写真装置(カラーレーザービームプリンター)にした(中間転写ベルトとして使用)以外は、作製した電子写真エンドレスベルトの評価を実施例1と同様にして行った。
測定結果および評価結果を表3に示す。
<実施例22>
電子写真エンドレスベルトの作製に用いる材料を表3に示すとおりにし、作製する電子写真エンドレスベルトの寸法を周長700mm、幅260mm、厚さ100μmとした以外は、実施例1と同様にして電子写真エンドレスベルトを作製した。
作製した電子写真エンドレスベルトの体積抵抗率の測定を実施例1と同様にして行った。
作製した電子写真エンドレスベルトを装着する電子写真装置を図6に示す構成の電子写真装置(カラーレーザービームプリンター)にした(中間転写ベルトとして使用)以外は、作製した電子写真エンドレスベルトの評価を実施例1と同様にして行った。
測定結果および評価結果を表3に示す。
<比較例1〜5>
電子写真エンドレスベルトの作製に用いる材料を表4に示すとおりにした以外は、実施例1と同様にして電子写真エンドレスベルトを作製した。
作製した電子写真エンドレスベルトの体積抵抗率の測定を実施例1と同様にして行った。
比較例3で作製した電子写真エンドレスベルトの評価を実施例1と同様にして行った。また、比較例1および2で作製した電子写真エンドレスベルトは、初期の出力画像にリークに起因する画像欠陥が多数発生し、また、耐屈曲性にも劣っていたため、画像出力耐久試験は行わなかったが、それ以外の評価は実施例1と同様にして行った。また、比較例4で作製した電子写真エンドレスベルトは、体積抵抗率が小さすぎて、転写材(紙)を十分に吸着することができず、初期から色ズレの大きな画像であったため、画像出力耐久試験は行わなかったが、それ以外の評価は実施例1と同様にして行った。また、比較例5で作製した電子写真エンドレスベルトは、体積抵抗率が大きすぎて、転写時の異常放電により、水玉画像となってしまったため、画像出力耐久試験は行わなかったが、それ以外の評価は実施例1と同様にして行った。
測定結果および評価結果を表4に示す。
以下に、表1〜4の説明をする。
・材料
PA12:宇部興産(株)製のウベスタ3030U
PA11:アトフィナ社製のリルサンBESN−O−TL
PA612:ダイセル・デグサ社製のダイアミドD22
PA610:東レ(株)製のアミランCM2001
PA6:東レ(株)製のアミランCM1041(LO)
PAMXD6:三菱ガス化学(株)製のMXナイロンS6121
PA66:旭化成(株)製のレオナ1700S
PA46:DJEP社製のStanylTS300
PA9T:(株)クラレ製のジェネスタN1000A
PA6T:三井化学(株)製のアーレンAE4200
アクリル樹脂:旭化成ケミカルズ(株)製のデルペットSR6500
ヨウ化銅(I):キシダ化学(株)製の試薬1級
ヨウ化カリウム:キシダ化学(株)製の試薬特級
塩化銅(I):キシダ化学(株)製の試薬特級
塩化カリウム:キシダ化学(株)製の試薬特級
イルガノックス245:チバ・スペシャルティ・ケミカルズ(株)製
デンカブラック粉状品:電気化学工業(株)製
ケッチェンブラックEC600JD:ライオン(株)製
PEEA(ポリエーテルエステルアミド(導電性樹脂)):三洋化成工業(株)製のペレスタットNC6321
KFBS(パーフロロブタンスルホン酸カリウム(導電剤)):三菱マテリアル(株)製のエフトップ
ZnO:堺化学製の酸化亜鉛1種
タルク:日本タルク(株)製のミクロエースP−3
シリカ:日本アエロジル(株)製のアエロジルRY200
BF−E(エチレン/グリシジルメタクリレート共重合体(変性ポリオレフィン)):住友化学工業(株)製のボンドファーストE
MAH−PE(マレイン酸変性ポリエチレン(変性ポリオレフィン)):日本ユニカー(株)製のNUCポリエチGA−004
PAE(ポリアミドエラストマー(熱可塑性エラストマー)):アトフィナ社製のペバックス#3533
H−818(縮合リシノレイン酸ポリグリセル(分散剤)):太陽化学(株)製のチラバゾールH818
P−4(ポリグリセリンステアリン酸エステル(分散剤)):太陽化学(株)製のチラバゾールP−4
メラミンシアヌレート(難燃剤):日産化学工業(株)のMC−610
リン酸エステル(難燃剤):大八化学工業(株)製のPX−200
・ベルト種類(電子写真エンドレスベルトの種類)
ETB:転写材搬送ベルト
ITB:中間転写ベルト