JP4353787B2 - フィルタ装置、および、その成形方法 - Google Patents
フィルタ装置、および、その成形方法 Download PDFInfo
- Publication number
- JP4353787B2 JP4353787B2 JP2003423512A JP2003423512A JP4353787B2 JP 4353787 B2 JP4353787 B2 JP 4353787B2 JP 2003423512 A JP2003423512 A JP 2003423512A JP 2003423512 A JP2003423512 A JP 2003423512A JP 4353787 B2 JP4353787 B2 JP 4353787B2
- Authority
- JP
- Japan
- Prior art keywords
- main body
- cylindrical
- cylindrical main
- columnar
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 title claims description 18
- 238000000034 method Methods 0.000 title claims description 9
- 229920005989 resin Polymers 0.000 claims description 17
- 239000011347 resin Substances 0.000 claims description 17
- 239000012530 fluid Substances 0.000 claims description 15
- 239000000428 dust Substances 0.000 description 4
- 238000000605 extraction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14836—Preventing damage of inserts during injection, e.g. collapse of hollow inserts, breakage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/37—Mould cavity walls, i.e. the inner surface forming the mould cavity, e.g. linings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/14—Filters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01M—LUBRICATING OF MACHINES OR ENGINES IN GENERAL; LUBRICATING INTERNAL COMBUSTION ENGINES; CRANKCASE VENTILATING
- F01M11/00—Component parts, details or accessories, not provided for in, or of interest apart from, groups F01M1/00 - F01M9/00
- F01M11/03—Mounting or connecting of lubricant purifying means relative to the machine or engine; Details of lubricant purifying means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01M—LUBRICATING OF MACHINES OR ENGINES IN GENERAL; LUBRICATING INTERNAL COMBUSTION ENGINES; CRANKCASE VENTILATING
- F01M1/00—Pressure lubrication
- F01M1/10—Lubricating systems characterised by the provision therein of lubricant venting or purifying means, e.g. of filters
- F01M2001/1007—Lubricating systems characterised by the provision therein of lubricant venting or purifying means, e.g. of filters characterised by the purification means combined with other functions
- F01M2001/1014—Lubricating systems characterised by the provision therein of lubricant venting or purifying means, e.g. of filters characterised by the purification means combined with other functions comprising supply of additives
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Filtration Of Liquid (AREA)
- Filtering Materials (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
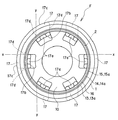
(1)筒状をなすと共に、筒側部にオイルなどの流体の流出入開口を筒軸を巡る向きにおいて隣り合う流出入開口との間に間隔を開けて二以上有している筒状本体と、
(2)筒状本体の筒軸を巡る筒状をなすと共に、この筒状本体の隣り合う流出入開口間に形成された柱状部分の肉厚内を通って流出入開口を塞ぐように筒状本体のインサートとなっているろ材とを備えており、
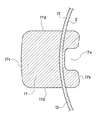
(3)しかも、少なくとも一つの柱状部分の内側部に、筒状本体の筒軸方向に沿った溝部を備えており、
(4)金型に設けたゲート口から注入された樹脂によって筒状本体が成形されていると共に、
(5)柱状部分の少なくとも一つの外側部で金型のゲート口に相対していた部位と、柱状部分の内側部に設けた溝部とが対向しているフィルタ装置の成形方法であって、
(6)筒状本体の内側部を形成させる雄型であって、筒状本体における柱状部分の溝部を、この雄型側に形成された前記柱状部分の内側部の成型用の溝内に形成させたリブによって形成させるようにしている雄型と、
この筒状本体の外側部を形成させる雌型との間に形成される空間内に、雄型を取り巻くように筒状のろ材を配した後、この空間に樹脂を充填させて筒状本体を形成させるようにしている。
このようにした場合、雄型に設けたリブによって、インサートされたろ材を成形時に内方から支えて、前記隣り合う流出入開口間に形成される柱状部分において、成形時に金型内に送り込まれてくる樹脂の送り込み圧によりろ材が成形される筒状本体の内方に向けて過度に押し込まれないようにした状態で適切にフィルタ装置を成形させることができる。
すなわち、前記溝部を成形させる雄型の一部、つまり、この雄型に設けたリブによって、インサートされたろ材を成形時に内方から支えるようにすることができる。この結果、前記隣り合う流出入開口間に形成される柱状部分において、成形時に金型内に送り込まれてくる樹脂の送り込み圧によりろ材が成形される筒状本体の内方に向けて過度に押し込まれないようにすることができ、複数の流出入開口の一部をろ材が緊張した状態で塞ぐ一方で、これらの流出入開口の他の一部をろ材がたるんだ状態で塞ぐといった事態を防止させることができる。また、樹脂の送り込み圧が最も強まる箇所においてろ材が成形される筒状本体の内方に向けて過度に押し込まれないようにすることができる。
前記柱状部分の少なくとも一つの内側部に、二以上の溝部を形成させておくようにしておくこともある。このようにしておけば、二以上の溝部を形成させる雄型の二以上のリブによって樹脂の送り込み圧によりろ材が成形される筒状本体の内方に向けて過度に押し込まれないようにすることができる。
前記吐出端部Paの外径よりも内径をやや大きくした導入部分13と、
この導入部よりも奥に形成されると共に、前記吐出端部Paの外径よりも内径をやや小さくした受圧入部分14と、
導入部分13と受圧入部分14との間にあってこの受圧入部分14の側に向けて斜上する傾斜面により構成された案内部分15とが形成されている。
筒状本体1
筒一端10
筒他端11
流出入開口12
導入部分13
受圧入部分14
案内部分15
柱状部分17
内側部17b
溝部17a
ろ材2
雄型100
溝 101
リブ102
雌型200
Claims (2)
- 筒状をなすと共に、筒側部にオイルなどの流体の流出入開口を筒軸を巡る向きにおいて隣り合う流出入開口との間に間隔を開けて二以上有している筒状本体と、
筒状本体の筒軸を巡る筒状をなすと共に、この筒状本体の隣り合う流出入開口間に形成された柱状部分の肉厚内を通って流出入開口を塞ぐように筒状本体のインサートとなっているろ材とを備えており、
しかも、少なくとも一つの柱状部分の内側部に、筒状本体の筒軸方向に沿った溝部を備えており、
金型に設けたゲート口から注入された樹脂によって筒状本体が成形されていると共に、
柱状部分の少なくとも一つの外側部で金型のゲート口に相対していた部位と、柱状部分の内側部に設けた溝部とが対向しているフィルタ装置の成形方法であって、
筒状本体の内側部を形成させる雄型であって、筒状本体における柱状部分の溝部を、この雄型側に形成された前記柱状部分の内側部の成型用の溝内に形成させたリブによって形成させるようにしている雄型と、
この筒状本体の外側部を形成させる雌型との間に形成される空間内に、雄型を取り巻くように筒状のろ材を配した後、この空間に樹脂を充填させて筒状本体を形成させるようにしていることを特徴とするフィルタ装置の成形方法。 - 筒状をなすと共に、筒側部にオイルなどの流体の流出入開口を筒軸を巡る向きにおいて隣り合う流出入開口との間に間隔を開けて二以上有している筒状本体と、
筒状本体の筒軸を巡る筒状をなすと共に、この筒状本体の隣り合う流出入開口間に形成された柱状部分の肉厚内を通って流出入開口を塞ぐように筒状本体のインサートとなっているろ材とを備えており、
しかも、少なくとも一つの柱状部分の内側部に、筒状本体の筒軸方向に沿った二以上の溝部を備えており、
金型に設けたゲート口から注入された樹脂によって筒状本体が成形されていると共に、
柱状部分の少なくとも一つの外側部で金型のゲート口に相対していた部位と、柱状部分の内側部に設けた溝部とが対向しているフィルタ装置の成形方法であって、
筒状本体の内側部を形成させる雄型であって、筒状本体における柱状部分の溝部を、この雄型側に形成された前記柱状部分の内側部の成型用の溝内に形成させたリブによって形成させるようにしている雄型と、
この筒状本体の外側部を形成させる雌型との間に形成される空間内に、雄型を取り巻くように筒状のろ材を配した後、この空間に樹脂を充填させて筒状本体を形成させるようにしていることを特徴とするフィルタ装置の成形方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003423512A JP4353787B2 (ja) | 2003-12-19 | 2003-12-19 | フィルタ装置、および、その成形方法 |
| US11/013,097 US20050133440A1 (en) | 2003-12-19 | 2004-12-16 | Filter device and method of manufacturing the same |
| GB0427522A GB2409184B (en) | 2003-12-19 | 2004-12-16 | Filter device and method of manufacturing the same |
| CNB2004101016287A CN100558529C (zh) | 2003-12-19 | 2004-12-20 | 过滤装置及其成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003423512A JP4353787B2 (ja) | 2003-12-19 | 2003-12-19 | フィルタ装置、および、その成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005177639A JP2005177639A (ja) | 2005-07-07 |
| JP4353787B2 true JP4353787B2 (ja) | 2009-10-28 |
Family
ID=34101312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003423512A Expired - Fee Related JP4353787B2 (ja) | 2003-12-19 | 2003-12-19 | フィルタ装置、および、その成形方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20050133440A1 (ja) |
| JP (1) | JP4353787B2 (ja) |
| CN (1) | CN100558529C (ja) |
| GB (1) | GB2409184B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMO20070162A1 (it) * | 2007-05-15 | 2008-11-16 | Pyxis S R L | Procedimento per la realizzazione di unita' di filtraggio e relativa apparecchiatura |
| JP4935751B2 (ja) * | 2008-05-13 | 2012-05-23 | 株式会社デンソー | 濾過エレメント、およびその製造方法 |
| JP7257346B2 (ja) * | 2020-02-25 | 2023-04-13 | 株式会社ニフコ | インサート成形用メッシュ |
| JP7257347B2 (ja) * | 2020-02-25 | 2023-04-13 | 株式会社ニフコ | インサート成形フィルター、および、インサート成形フィルターの製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3746595A (en) * | 1971-09-29 | 1973-07-17 | Scovill Manufacturing Co | Method of making a self supporting filter with positioning of a tubular sleeve in a mold |
| JPS50156766A (ja) * | 1974-06-08 | 1975-12-18 | ||
| US4130622A (en) * | 1977-02-22 | 1978-12-19 | Abbott Laboratories | Method of making self-supporting tubular filter |
| US4608166A (en) * | 1985-04-01 | 1986-08-26 | Filtertek, Inc. | Press fit filter |
| DE4236490C1 (de) * | 1992-10-29 | 1994-05-19 | Stihl Maschf Andreas | Saugkopf |
-
2003
- 2003-12-19 JP JP2003423512A patent/JP4353787B2/ja not_active Expired - Fee Related
-
2004
- 2004-12-16 GB GB0427522A patent/GB2409184B/en not_active Expired - Fee Related
- 2004-12-16 US US11/013,097 patent/US20050133440A1/en not_active Abandoned
- 2004-12-20 CN CNB2004101016287A patent/CN100558529C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20050133440A1 (en) | 2005-06-23 |
| GB0427522D0 (en) | 2005-01-19 |
| GB2409184A (en) | 2005-06-22 |
| JP2005177639A (ja) | 2005-07-07 |
| GB2409184B (en) | 2008-01-30 |
| CN100558529C (zh) | 2009-11-11 |
| CN1651124A (zh) | 2005-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11400396B2 (en) | Filter element with air-bleed conduit | |
| JP4558937B2 (ja) | 流体フィルタおよびそれを作成する方法 | |
| EP2393311A1 (en) | A cerumen filter for a hearing aid | |
| JP4750208B2 (ja) | 射出機用ノズルアセンブリー | |
| JP2004187685A (ja) | エミッターユニット | |
| CN107428037B (zh) | 网眼过滤器 | |
| US20070163937A1 (en) | Oil strainer and method of manufacturing the same | |
| WO2006039518A3 (en) | Filter and method of making | |
| JP4353787B2 (ja) | フィルタ装置、および、その成形方法 | |
| JP2010253473A (ja) | 樹脂溶融体用フィルタ装置 | |
| CN104039428A (zh) | 用于膜分离装置的密封板 | |
| US6261079B1 (en) | Screen exchanging device | |
| WO2016047205A1 (ja) | 筒状メッシュフィルタ | |
| JP2018511716A (ja) | 円筒状カートリッジカーボンフィルター製造用紡糸ノズル部材、前記円筒状カートリッジカーボンフィルター製造用紡糸ノズル部材を含む円筒状カートリッジカーボンフィルターの製造装置及び前記円筒状カートリッジカーボンフィルター製造用紡糸ノズル部材を用いて製造された円筒状カートリッジカーボンフィルター | |
| KR101105500B1 (ko) | 주조용 금형의 가스배출 벤트 | |
| US6830684B2 (en) | Integrated liquid and gas distribution device for underdrain block laterals | |
| JP5697908B2 (ja) | 燃料噴射弁の燃料供給口用フィルタ | |
| CN107427971A (zh) | 用于将模制料挤出为成型坯的喷嘴以及用于制造这种喷嘴的方法 | |
| JP4243365B2 (ja) | 燃料噴射ポンプ内に組み込むための絞りエレメント | |
| US6036853A (en) | Articulated filter core element | |
| US3058158A (en) | Mold for plastic perforated diaphragms | |
| CN109562549B (zh) | 用于形成模制部件的模具和方法 | |
| JP2018204502A (ja) | オイルストレーナ | |
| JP4024654B2 (ja) | 濾過体用センターチューブの射出成形用金型及び濾過体用センターチューブの製造方法 | |
| CN113509772B (zh) | 具有竖管和流动翅片的过滤器中心管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090714 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090728 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |