JP4339960B2 - 塗装物ならびに上記塗装物を用いた自動販売機用のシューター - Google Patents
塗装物ならびに上記塗装物を用いた自動販売機用のシューター Download PDFInfo
- Publication number
- JP4339960B2 JP4339960B2 JP16296399A JP16296399A JP4339960B2 JP 4339960 B2 JP4339960 B2 JP 4339960B2 JP 16296399 A JP16296399 A JP 16296399A JP 16296399 A JP16296399 A JP 16296399A JP 4339960 B2 JP4339960 B2 JP 4339960B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- shooter
- coating
- temperature
- polytetrafluoroethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Control Of Vending Devices And Auxiliary Devices For Vending Devices (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
Description
【発明の属する技術分野】
本発明は、材料表面の摺動性改善用塗料、その塗装方法及び塗装物に関する。より詳しく述べると、自動販売機内部のディストリビュータ、エスカレータ側壁下部、並びに郵便物配送センターの物品の分配設備部材等に使われる摺動性の優れた金属板等の塗装物を得るための塗料、上記塗料を用いた金属板の塗装方法及び上記方法により得られた金属板等の塗装物に関する。本発明は、さらに上記塗装物を用いた自動販売機用のシューターに関する。より詳しく述べると、結露状態を起こす可能性のある商品を低温で保存している自動販売機におけるシューターから非常に高い耐摩耗が要求さる商品を高温で保存している自動販売機におけるシューターまで種々の温度条件に対応可能な摺動性が改善された自動販売機用のシューターに関する。
【0002】
【従来の技術】
従来から、給油不要な自己摺動性を有する材料として、ポリテトラフルオロエチレン樹脂(以下「PTFE」と略称する)、フェノール樹脂、アセタール樹脂等が知られている。具体的には、エスカレータ側壁下部材としてステンレス金属板にPTFE粉末を分散した塗料がポストコートされたり、また郵便物配送センターの物品の分配設備部材にPTFE削り出しシートが粘着剤で貼り付けられたりして使用されている。
【0003】
ここで、PTFE削り出しシートは難接着材料であるため、現在は両面テープを用いた粘着接合により対処されているが、接着耐久性に問題が残っている。
一方、特開平8−57413号公報には、金属板との密着性が良好なマトリックス樹脂とPTFEとを主成分とし、焼付塗装温度がPTFEの融点より高い塗料を金属板に焼付け塗装した表面摩擦係数の小さい金属板が開示されている。
すなわち、この公報には、マトリックス樹脂にPTFE微粒子を分散させた塗料をPTFEの融点よりも高い温度で金属板に焼付け塗装することによって得られた摺動性が改善された金属板が記載されている。
【0004】
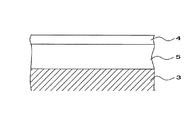
図2に示す通り、この公報に記載の発明として金属板3の摺動性は、PTFEが溶融して表面移行することに基づいて発現する。すなわち、熱力学的に安定な表面張力を小さくする表面形態としてPTFE層4がマトリックス樹脂塗膜5の表面を全面被覆し、この表面に存在するPTFE層4の高摺動特性が表面摩擦係数を小さくする。
しかしながら、PTFE微粒子を溶融するためには、マトリックス樹脂塗料をPTFEの融点以上の温度で焼付ける必要があり、このため、マトリックス樹脂塗料を構成する樹脂としては、PTFEの融点である約326℃以上の温度での塗膜焼付けに対して、熱分解などの樹脂劣化を生じない耐熱性に優れた樹脂を使用する必要があった。このようなマトリックス樹脂として、例えばポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルスルホン樹脂、ポリフェニレンサルファイド樹脂などが挙げられるが、これらの耐熱性に優れた樹脂は、いずれもエンジニアリングプラスチックと称される非常に高価な樹脂である。
【0005】
本発明者等は、予備実験Aとして比較的安価で一般的なプレコート鋼板用塗料であるポリエステル樹脂に一般的PTFE微粒子(平均粒径0.3μm)を10重量%配合した塗料を金属板表面に適用した。次いで、ポリエステル樹脂塗料の標準焼付温度である210℃で塗膜を焼付け、SUS304BA面を対面とした動摩擦係数を測定したところ、0.38であり、PTFE微粒子を配合しなかった場合の0.41とほぼ同一の値を示し、摺動性の改善は認められなかった。この理由は、PTFEの融点未満で塗膜焼付けを行ったため、PTFEは通常の顔料と同様に塗膜中に均一分散し、塗膜表面へのPTFEの移行に伴う摺動性発現が起こらなかったためである。
【0006】
ここで、摺動性が優れているという基準は動摩擦係数が0.20未満であることをいう。
次いで、予備実験Bとして、上記の予備実験Aと同じ塗料を用い塗膜を380℃で焼付けをしたところ、動摩擦係数は0.18であり、優れた摺動性を示した。このことはPTFE微粒子が溶融し塗膜の表面へ移行したためと推察される。しかしながら、この場合はポリエステル樹脂が明らかに熱劣化していた。すなわち、曲げ加工性試験として曲率半径5mmで90度曲げ試験を行ったところ塗膜が剥離し、また塗膜密着性試験として碁盤目セロハンテープ剥離を行ったところ塗膜の剥離が認められた。
【0007】
従って、摺動性を改善するためにPTFE微粒子を溶融させて使用する場合には、以下のような問題がある。
1)PTFEの融点より耐熱温度が低い比較的安価なマトリックス樹脂を使用すると曲げ強度、表面密着性等の所望の物性が得られず、従ってPTFEの融点より高い融点を有して高価な樹脂を使用する必要がある。
2)塗膜の焼付温度を高く設定する必要があり、従って焼付け用オーブン能力、操作条件が限定される。
3)摺動性の発現がPTFEの表面移行に基づいているので、溶融したPTFEから成る表面層が摩耗すると摺動性が発現できなくなる。
【0008】
また逆に、前記の予備実験AのようにPTFE微粒子を溶融させないで単に分散させて使用しても所望の摺動性が得られない。
かかる摺動性の改善が要求される分野として、自動販売機用シュータが挙げられる。
自動販売機は、時間、場所を問わず、いつでもどこでも、飲料、タバコ等の種々の嗜好品、さらには食品等を購入できることから、あらゆる場所に設置されている。一方、自動販売機での商品販売に関る人件費削減のための自動販売機への商品の投入機会を減らす目的で、一時期、自動販売機、具体的には商品収納ラックが大型化して、自動販売機の設置スペースが道路にはみ出す傾向にあった。しかしながら、このように大型化すると、設置場所によっては道路の通行の妨害となる等の種々の問題点が指摘され、そのため奥行きや幅を狭い設置スペースの小さいコンパクトな自動販売機の開発が望まれていた。
【0009】
このような、コンパクトな自動販売機において、上述の如く自動販売機内の商品収納ラックを大型化することが望まれている。このようにコンパクトな自動販売機における商品収納ラックを大型化する方法として、商品収納ラック底部の商品搬出口の位置を下げて収納量を増大する方法が考案されている。この際に、設計上の観点から、商品収納ラック底部から商品取り出し口までの商品誘導板(シューターと称する)の傾斜を低減する必要があった。従来、シューターとして亜鉛めっき鋼板が用いられてきたが、このようなシューターでは商品がシューターの途中で止まってしまう恐れがある。更に、このようなシューターは、商品が繰り返し落下するので耐磨耗性が要求されている。
【0010】
例えば、飲料水をはじめとする商品は、温度調整された収納ラックに収納されており、これに対応してシューターの温度が設定されている。例えば、低温保存に対応した商品収納ラックを用いた自動販売機におけるシューターでは、シューター温度が約5℃に設定されているため、梅雨時期をはじめとした高湿度下ではシュータ表面に結露が発生して、シューターの表面全体が水滴に覆われる。このような状態では、商品とシューターとの間に水が介在して、商品が滑りにくくなり、場合によってはシューターの途中で商品が止まってしまうことがある。すなわち、このような金属板は、特に表面が結露した状態では、シューターの滑り性が著しく低下するという欠点を有している。
【0011】
シューターの摺動性を改善する方法として、特開平8−57413号公報には、金属板との焼付け密着性が良好な樹脂とPTFEとの混合物を主成分とした塗料を金属板に焼付けた表面摩擦係数の小さい金属板をシューターに用いることが提案されている。このような金属板をシューターに用いると、傾斜が緩やかであっても商品を安定して滑らせることが可能となる。この際に金属板に付与された摺動性は、前述の如くPTFEの表面移行に基づくものである。特に、この方法では、前述の通りのシューター表面に結露が発生した場合に、摺動性の発現が十分ではなく、商品が途中でとまってしまうという問題点を有していた。
【0012】
すなわち、本発明者等は予備実験Cとして、特開平8−57413号公報等に提案されている従来のPTFEとPTFEの融点以上の温度で焼き付けられる耐熱性樹脂との混合物をPTFEの融点以上の温度で焼付けた樹脂における結露状態で静摩擦係数を測定した。すなわち、亜鉛めっき鋼板表面にPTFE/ポリエーテルスルホン(50/50重量比)をPTFEの融点(326℃)を超える410℃で焼付け塗装した塗装金属板をシューターに成形加工し、このシューターを−20℃に冷却した後、相対湿度65%の環境に取り出して結露させ、結露直後に静摩擦係数測定装置を用いて静摩擦係数を測定したところ、結露していない条件では0.10であった静摩擦係数が、結露条件においては0.21まで大きく増大していた。
【0013】
また、お茶、コーヒー、紅茶類等の飲料水は、高温貯蔵する場合がある(以下、高温貯蔵商品と言う)。このような高温貯蔵商品は、温度調整された収納ラック内に保存されている。収納ラックに対応したシューターでは、商品の温度を下げないために、シューター温度は60℃程度に設定されている。このような、高温に設定されたシューターではシューターの表面に塗装された樹脂塗膜の摩耗が著しく、繰り返し高温商品を落下させると樹脂塗膜が摩耗して塗膜が剥離してしまう可能性がある。
従って、商品に合わせて温度調整されたシューターにおいて、結露状態における摺動性が改善されたシューターや高温時においても十分な耐摩耗性を有するシューターの開発が望まれていた。
【0014】
【発明が解決しようとする課題】
本発明の第一の課題は、上述のPTEF微粒子を溶融させて使用する場合に生ずる問題を解決すべく案出されたものであり、PTFEの融点よりも低い温度で焼付け塗装が可能であり、通常のプレコート鋼板連続塗装設備で安価に摺動性に優れた塗装金属板等の処理が可能な摺動性改善用塗料、その塗装方法及び塗装物を提供することを課題とする。
【0015】
本発明の第二の課題は、設定温度に対応した特性、即ち結露状態でも優れた滑動性を発揮することが可能な自動販売機用のシューター及び/又は優れた摺動性を有するとともに高温使用時における耐磨耗性に優れた自動販売機用のシューターを提供することである。
【0016】
【課題を解決するための手段】
本発明者等は、上記課題を達成するために鋭意検討した結果、PTFEが本来有する摺動性を従来技術に記載のようなPTFEを溶融して表面移行することに基づくのではなく、所定の平均粒径を有する未溶融のPTFE粒子を所定のマトリックス樹脂に所定量配合した塗料を所定条件で焼付け塗装すると、未溶融のPTFEがその一部が塗膜表面から露出した状態で塗膜中に均一に分散した状態となり、その露出した未溶融のPTFE粒子により高い摺動性を発現することを見出して本発明を創作するに至った。このようにして得られた高い摺動性が発現した金属板を特定の条件で使用すると自動販売機のシューターとして有効であることを見出した。
【0020】
本発明の第一の態様は、成膜温度がPTFEの融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのPTFE5〜50重量%とを主成分として含む摺動性改善用塗料を、金属板等の処理すべき材料の表面に塗布し、PTFEの融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記PTFEの粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散して成ることを特徴とする塗膜が設けられた高い摺動性を有する塗装物に関する。
【0021】
本発明の第二の態様は、金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのポリテトラフルオロエチレン樹脂5〜50重量%とを主成分として含む摺動性改善用塗料を、処理すべき金属板の表面に塗布し、ポリテトラフルオロエチレン樹脂の融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記ポリテトラフルオロエチレン樹脂の粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散し、かつ上記樹脂塗膜表面の対水接触角が100度以下であることを特徴とする。
【0022】
本発明の第二の態様はまた、金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのポリテトラフルオロエチレン樹脂5〜50重量%とを主成分として含む摺動性改善用塗料を、処理すべき金属板の表面に塗布し、ポリテトラフルオロエチレン樹脂の融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記ポリテトラフルオロエチレン樹脂の粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散し、かつ使用温度における樹脂塗膜の破断強度が20N/mm2以上であることを特徴とする。
【0023】
さらにまた本発明の第二の態様は、金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのポリテトラフルオロエチレン樹脂5〜50重量%とを主成分として含む摺動性改善用塗料を、処理すべき金属板の表面に塗布し、ポリテトラフルオロエチレン樹脂の融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記ポリテトラフルオロエチレン樹脂の粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散し、かつ上記樹脂塗膜表面の対水接触角が100度以下であり、かつ使用温度における樹脂塗膜の破断強度が20N/mm2以上であることを特徴とする。
また、本発明の第二の態様は、上記シューターを設けた自動販売機に関する。
【0024】
【発明の実施の形態】
以下、本発明の実施の形態を説明する。
図1は、本発明による摺動性の発現の概念を示す断面図であり、図2は、従来の技術による摺動性の発現の概念を示す断面図である。
本発明の摺動性改善機構は、図1に示す通り、材料3の表面上でPTFE粒子1がマトリックス塗膜2全体に均一に分散し、なおかつ同様の頻度で塗膜表面近傍にも存在し、この塗膜2の表面近傍に存在する未溶融のPTFE粒子1が一部塗膜表面から露出し、そして、この露出部が対象面に対して摺動性を発現する。加えて、PTFE粒子1は未溶融の粒子であるため、塗膜2の表面から露出した部分と対象面との接触面積は小さく、摺動性をより一層増大させる効果を生じる。なお、PTFE粒子1は塗膜2中に均一に分散していることから、塗膜2が摩耗しても摺動性は保持される特徴を有し、この点では従来のPTFE微粒子が溶融して表面に移行してPTFE層4を形成する図2に示すような従来技術の塗料と比較して耐久性が格段に高い。
本発明は、このような観点から創作されたものであり、本発明による摺動性改善用塗料におけるPTFEの粒径および塗料中の配合量が重要な要素となる。
【0025】
このような観点から、本発明におけるPTFEの平均粒径は2〜40μmの範囲であり、好ましくは2〜20μmの範囲である。PTFEの平均粒径が2μm未満では、塗膜中に均一に分散したPTFE粒子が塗膜面から露出する(換言すればPTFE粒子が塗膜表面から突き出る)形態を取り難く、そのため摺動性が発現できないので好ましくない。逆に、PTFEの平均粒径が40μmを超えると、PTFE粉末を配合した樹脂塗量を金属板等の材料の表面に塗装する際の塗料の塗布性に問題があり、均一な塗装ができないので好ましくない。より具体的には、例えば金属板に塗装する際にロールコータで塗装する場合には、PTFE粉末がピックアップロールとアプリケーターロールの間で挟まり、またカーテンフローコータで塗装する場合にはカーテンが切れてしまい均一な塗装はできなくなる。
【0026】
また、PTFE粒子は、塗膜表面から突き出た形態をとり、なおかつ対象面との接触面積を小さくすると摺動性を増大させるので、球状の粒子形態であることが好ましい。
本発明において、上述の通りのPTFE粒子をマトリックス樹脂(バインダー樹脂)に配合するが、その際のPTFE粒子の配合量は、全体を100重量%として、5〜50重量%の範囲である。PTFE粒子の配合量が5重量%未満では、塗膜表面への露出量や露出頻度が低くなり、十分な摺動性を得ることができないので好ましくない。逆に、PTFE粒子の配合量が50重量%を超えると、塗膜の物性、例えば曲げ加工性や衝撃加工性が低下するので好ましくない。
【0027】
また、この際に使用されるマトリックス樹脂は、樹脂塗料全体の焼付け温度がPTFEの融点よりも低くなるように適宜選択される。すなわち、本発明による塗料の摺動性の発現は、前述の如く従来の塗料のようにPTFE微粒子の溶融による表面移行に基づくものではなく、PTFE粒子を未溶融状態でマトリックス塗膜中に均一に存在させることによるものだからである。
【0028】
このようなマトリックス樹脂としては、成膜温度がPTFEの融点よりも低い樹脂であり、かつ焼付け塗装用の樹脂として通常に使用されているものであれば特に限定されるものではなく、例えばポリエステル樹脂、線状高分子ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂、フェノキシ樹脂、フェノール樹脂、ポリフッ化ビニリデン樹脂(PVdF)/アクリル樹脂、塩化ビニル樹脂等が挙げられる。
【0029】
また、樹脂塗料には、その使用目的に応じて当該技術分野に公知の種々の添加物、例えば、着色顔料、体質顔料等の顔料、防錆顔料等を添加することができる。
本発明における樹脂塗料は、処理すべき材料、例えばAl板、普通鋼板、Znめっき鋼板、Alめっき鋼板、Zn−Alめっき鋼板、ステンレス鋼板等の金属板に通例の方法で適用することが可能であり、またこれらの金属板は必要に応じてリン酸塩処理、塗布型クロメート処理等を施すことができる。また、本発明においては、PTFEの融点より低い温度で焼付けが可能であるので、金属板以外に、エンジニアリングプラスチック、木材、ガラス板、セラミックス等にも適用可能である。
【0030】
以下、本発明による樹脂塗料の適用法について説明する。
本発明における樹脂塗料をまず、処理すべき材料の表面に塗布する。この際の塗布法については、金属板等の処理すべき材料に樹脂塗料を適用できる方法であれば特に限定されるものではなく、例えばロールコータ、カーテンコータによる公知の方法が挙げられる。このようにして金属板等に塗布するが、その際の塗布量は、塗布する塗料の配合、塗布する材料の種類、要求される摺動性等により異なるが、一般には乾燥厚みで3〜40μmの範囲である。
【0031】
次いで、このようにして摺動性を改善しようとする材料の表面に塗布された本発明による摺動性改善用塗料の焼付け乾燥処理を行う。この際の焼付け温度は、PTFEの融点より低い温度でかつマトリックス樹脂の融点より高い温度で適宜選択される。通常は、オーブン中で材料温度が最高到達温度として180〜250℃となるように30〜120秒加熱することによって焼付けを行う。本発明による塗料を焼付け後、直ちに冷却処理を行う。このようにして処理すると、摺動性が要求される材料の表面上に本発明による塗料の塗膜が形成される。
【0032】
なお、本発明による摺動性を付与する方法において、金属板等の摺動性を改善すべき材料の表面に予めプライマー層を設けてもよい。
例えば、金属板表面にプライマー層を設け、次いで本発明による塗膜を形成する場合には、上記の本発明による塗料の適用方法と同様にしてプライマー塗料を乾燥厚みで1〜10μmの塗膜が形成されるように塗装、乾燥しておき、その上に本発明による塗料を適用することもできる。
なお、本明細書においては主として金属板に本発明による摺動性改善用の塗料を塗布することについて記載してきたが、本発明による塗料は、これに限定されるものではなく、例えば本発明の焼付け温度よりも高い融点を有する樹脂により成形された成形物、木材、ガラス類、セラミック類等にも適用可能である。
【0033】
更に、本発明による焼付け方法についても特に熱オーブンでの加熱に限定されるものではない。例えば、既存の設備の金属板等の処理すべき材料の表面に摺動性を付与したい場合や特定部位に選択的に摺動性を付与したい場合には、上記の通りに本発明による塗料を塗布した後、アイロン、焼きごて、加熱ローラ等の接触熱伝導による加熱処理を行い、次いで急冷することによって、既存の設備を分解することなしに、あるいは特定の部位に選択的に摺動性を付与することが可能である。
【0034】
(自動販売機用シューター)
本発明の第二の態様において、金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%を焼付けることにより成膜されたマトリックス塗膜に平均粒径が2〜40μmの未溶融のポリテトラフルオロエチレン樹脂の粒子5〜50重量%をその一部が塗膜表面から露出した状態で塗膜中に均一に分散した自動販売機用のシューターが提供される。
【0035】
本発明における自動販売機用のシューターは、a)樹脂塗膜表面の対水接触角が100度以下とすることによって、摺動性が改善され、かつ結露状態でもその摺動性を発揮可能な自動販売機用のシューター及びb)使用温度における樹脂塗膜の破断強度を20N/mm2以上とすることによって、高温貯蔵商品に対応した自動販売機用シューターが提供される。なお、これらの態様において、使用する樹脂塗料は基本的には第一の態様と同様であるのでその詳細については省略する。
【0036】
(結露状態での摺動性の改善機構)
(対水接触角)
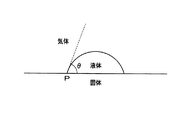
図3に示す通り、空気中にある固体表面に液体がある場合、固体、液体、気体の三相の接点Pから液体に引いた切線と固体とのなす角のうち、液体を含む方の角をその液体の固体に対する接触角と言う。本発明の如く、液体が水の場合にこれを「対水接触角」と言う。
【0037】
すなわち、本発明者等は、上記予備実験Cで、従来の塗装金属板を用いたシュータが結露状態における静摩擦係数の増大する原因について鋭意検討を行ったところ、PTFEの対接触角が大きいことが原因であることが判った。
【0038】
具体的には、結露水が塗装金属板表面に対して濡れにくいために、塗装金属板表面を飲料缶等の商品が滑り落ちる際に、水は塗装金属板の滑落を抑制しようと大きく働くことによる。ここで、濡れやすさとは、固体表面への液体の濡れ拡がり具合を示し、濡れにくいとは接触角が大きく、液体、すなわち水が水銀のように玉の状態となることを言う。
【0039】
同様な現象は、例えば撥水加工した、すなわち対水接触角の大きい自動車のフロントガラスでは、ワイパーのゴムの摩耗、機械的損傷が著しいことや、ふっ素加工したお釜では、通常のお釜に比べて、お釜を濯ぐ際に感じる手への抵抗が大きいことが挙げられる。従って、高い摺動性を発現するPTFEが撥水性を有しており、このことが結露下での摩擦係数の増加の原因となっている。
【0040】
本発明の塗装金属板の塗装に使用する樹脂塗料は、上述の第一の態様で記載した通り、PTFEを全面に覆うのではなく、PTFEが露出した形態を取る。このため、全面がPTFEで覆われている、従来の塗装金属板の対水接触角が事実上PTFEの対水接触角であるのとは異なり、本発明においてシューターに使用する塗装金属板においては、マトリックス樹脂に大きく依存する。すなわち、後述の通り、この態様において、マトリックス樹脂の配合量、PTFEの平均粒径を調整することによって対水接触角を調整することが可能である。
この態様における樹脂塗料表面の対水接触角は、100度以下であり、90度以下であることがより好ましい。樹脂塗料表面の対水接触角が100度を超えると結露状態での商品の滑り性が著しく低下する。
【0041】
(金属板)
本発明よるシューターにおいて使用される金属板は、従来自動販売機のシューターとして使用されてきたものであれば特に限定されるものではなく、例えばAl板、普通交換、Znめっき鋼板、Alめっき鋼板、Zn−Alめっき鋼板、ステンレス鋼板等が挙げられ、これらの金属板は必要に応じてリン酸塩処理、塗布型クロメート処理が施される。
(PTFE粉末)
PTFE粉末については、上記の第一の態様と同様であるのでその説明を省略する。但し、PTFE粉末のマトリックス樹脂への配合量が対水接触角の調整に関与し、50重量%を超えると本発明の範囲を逸脱して対水接触角が大きくなるので好ましくない。
(マトリックス樹脂)
この態様に用いられるマトリックス樹脂は、上記第一の態様と同様に樹脂塗料全体の焼付け温度がPTFEの融点よりも低くなるように適宜選択され、例えばポリエステル樹脂、線状高分子ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂、フェノキシ樹脂、フェノール樹脂、ポリフッ化ビニリデン樹脂(PVdF)/アクリル樹脂、塩化ビニル樹脂等が挙げられる。これらの樹脂はいずれも単体では対水接触角は90度未満であり、この態様における樹脂塗膜表面の対水接触角を100度以下に制御するためにはマトリックス樹脂固有の対水接触角とPTFEの配合量とのバランスで調整することが可能であり、PTFEの配合量が少ないほど樹脂塗膜表面の対水接触角を低下させることが可能である。
【0042】
なお、この態様において、前述の第一の態様と同様に樹脂塗料中に任意成分を添加することも可能である。また、金属板の表面に樹脂塗膜を形成する方法についても前述の第一の態様と同様である。
このようにして得られたこの態様による塗装金属板を自動販売機のシューターとして用いると、PTFEが塗膜中に均一に分散しかつ塗膜表面の対水接触角も小さいので、従来のシューターに比較して、結露状態でも良好な滑り性を発現可能であるとともに、塗膜が摩耗しても摺動性が保持され、耐久性が高い。従って、飲料缶、飲料ビン等の比較的重量のある商品が繰り返し落下するシューターに非常に好適である。
【0043】
また、本発明の第二の態様において、b)金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%を焼付けることにより成膜されたマトリックス塗膜に平均粒径が2〜40μmの未溶融のポリテトラフルオロエチレン樹脂の粒子5〜50重量%をその一部が塗膜表面から露出した状態で塗膜中に均一に分散し、かつ樹脂塗膜の使用温度における破断強度を20N/mm2以上とすることによって、高温貯蔵商品に対応した自動販売機用シューターが提供される。
【0044】
(高温時における耐久性の改善機構)
この態様において、前述の通りシューターは、使用温度、代表的には60℃程度に加温されている。この温度で高温商品を繰り返し落下させると樹脂塗膜が熱軟化により耐磨耗性が損なわれ、塗装金属板の表面素地が露出する可能性がある。この問題を解決するために、この態様において、破断強度を制御することによって使用温度に加温された塗装金属板の耐磨耗性を改善する。
【0045】
耐磨耗性を決定する因子は、樹脂塗膜の凝集エネルギーであり、この凝集エネルギーは高分子材料のみならず、あらゆる材料において温度上昇と共に低下する。特に樹脂塗膜のマトリックス樹脂である高分子材料においては、常温下でガラス領域であるものが使用温度、代表的には60℃ではガラス転移温度を超えて、ゴム領域に達し、凝集エネルギーがガラス転移温度を境に著しく低下するものがある。
【0046】
本発明のこの態様によると、この凝集エネルギーは、樹脂塗膜の破断強度で規定することが可能することを見出した。
すなわち、この態様において、樹脂塗膜の使用温度における破断強度を20N/mm2以上と規定することによって、高温貯蔵用商品用の自動販売機用のシューターの耐摩耗性を改善することが可能である。この破断強度が20N/mm2未満であると、耐摩耗性に劣り、例えば500mlの飲料缶を連続落下させると、落下回数が50万回以下で摩耗による金属素地の露出が観察されるので好ましくない。
この態様において、上述の結露状態でも摺動性の発現が可能なシューターの態様と異なる点は、マトリックス樹脂の選定であり、それ以外の繰り返し部分についてはその説明は省略する。
【0047】
(マトリックス樹脂)
この態様においてマトリックス樹脂として使用される樹脂として、上記第一の態様及び上記結露状態においても摺動性が発現可能なシューターにおいて使用される樹脂塗料全体の焼付け温度がPTFEの融点よりも低くなる樹脂のうち、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂、フェノキシ樹脂、フェノール樹脂等が挙げられ、これらのうち樹脂のガラス転移温度、分子量、橋かけ密度(橋かけ間分子量)等を制御して、60℃における樹脂塗膜の破断強度を20N/mm2以上となるように制御する。樹脂のガラス転移温度、分子量、橋かけ密度(橋かけ間分子量)等の物性と60℃における樹脂塗膜の破断強度との関係は一義的には規定できず、これらがコンプレックス化して60℃における樹脂塗膜の破断強度が決定される。一般に、樹脂のガラス転移温度が高く、分子量が大きく、橋かけ密度が高く(橋かけ分子量が小さく)、また硬化剤の官能基数が多く、その硬化剤のガラス転移温度が高いほど、樹脂塗膜の破断強度が高くなり、すなわち60℃における破断強度も大きくなるような傾向を示す。従って、この態様においてはPTFEの融点である327℃より低い温度で焼付けが可能であり、また60℃における樹脂塗膜の破断強度が20N/mm2以上となるマトリックス樹脂を適宜選択することができる。なお、ポリエーテルサルホン樹脂もPTFEの融点である327℃より低い温度で焼付けが可能であり、また使用温度における樹脂塗膜の破断強度が20N/mm2以上となる。
【0048】
このようなマトリックス樹脂を使用して、上述のシューターと同様な方法で金属板上に塗膜を形成することによって、使用温度で保持されても充分な耐磨耗性を有する摺動性が改善されたシューターを得ることができる。
【0049】
なお、本発明におけるシューターにおいて、a)樹脂塗膜表面の対水接触角を100度以下に規定し、b)かつ樹脂塗膜の使用温度における破断強度を20N/mm2以上とすることにより、結露時においても十分な摺動性を発現可能でかつ高温時でも充分な耐磨耗性を有する摺動性が改善されたシューターを提供することが可能である。
【0050】
従って、本発明のこの態様において、収納される商品の収納温度に見合った性能を有する摺動性が改善されたシューターが提供される。
【0051】
【実施例】
(実施例1〜6及び比較例7〜12)
以下、本発明を実施例および比較例に基づいて詳細に説明する。しかしながら、本発明はこれらの実施例に限定されるものではない。
板厚0.5mm、亜鉛目付量片面45g/m2の溶融亜鉛めっき鋼板に塗布型クロメート処理を施し、表1に示す樹脂塗料を乾燥膜厚で10μmになるように、塗布し60秒間表1に示す条件で熱オーブン中で焼付けた。なお、樹脂塗料にはいずれもカーボンブラックを10重量%配合した。また、実施例4〜6および比較例10〜12では、Sr−Cr系防錆顔料を20重量%配合した乾燥膜厚5μmのポリエステルプライマー層を予め設けた。
得られた塗装金属板の特性を表1に示す。表1において、曲げ加工性、衝撃強度はJIS Z5400およびG3312に準拠して、4T曲げ加工後のセロハンテープ剥離試験、1kg×50cmの衝撃加工後のセロハンテープ剥離試験で評価した。動摩擦係数は、(株)東洋精機製作所製測定機TR型を用いて対象面:SUS304BA板に対する値を測定した。なお、摺動性に優れた金属板としては動摩擦係数0.20未満である必要がある。
【0052】
【表1】

表1の結果から明らかなように、本発明による塗装金属板(実施例1〜6)は、何れも良好な塗装外観、曲げ加工性、衝撃加工性、動摩擦係数を示した。これに対して、本発明の要件を満たしていない比較例(比較例7〜12)では、塗装外観が不良であったり、曲げ加工性、衝撃加工性が乏しかったり、動摩擦係数が低かったりして、優れた塗装金属板は得られなかった。
【0054】
(結露状態での摺動性が改善された自動販売機用のシューター)
実施例13〜18及び比較例19〜24
板厚0.8mm、亜鉛目付量片面45g/m2の溶融亜鉛めっき鋼板に塗布型クロメート処理を施し、表2に示す塗料樹脂を乾燥膜厚で14μmとなるように塗装し、60秒間焼付けた。なお、樹脂塗料にはいずれもカーボンブラックを10重量%配合し、また実施例15〜19及び比較例21〜24についてはSr−Cr系防錆顔料を20重量%配合したエポキシ樹脂プライマーを膜厚が5μmになるように塗装し、210℃で45秒間焼付けた、また、得られた塗装金属板を自動販売機シューターに成形加工した。
【0055】
次いで、水平に配置したシューターの上に1)角型500mlPETボトルおよび2)角型200ml紙パックを、飲料口が下向きになるように載せ、シューターの下方側を試験台に固定して、シューターの上方側について0.5度/秒の速度でシューター角度を増大させ、1)角型500mlPETボトル及び2)角型200ml紙パックが滑り出した角度を結露の有無の場合について評価した。結露無しの測定環境は、20℃で相対湿度65%であり、結露有りの測定環境は、−20℃に冷却したシューターを上記測定環境下に取り出して結露させた直後に行ったものである。なお、商品の滑り出し角度は、結露の有無に関わらず10度以下であることが必要である。
【0056】
また、シューターを10度に傾斜させた状態で、同じ位置に直径10mmのステンレス球を1000個落下させた場合の表面外観について、塗膜剥離の有無を目視評価した。塗膜剥離を起こさなかったものを異常なしとし、塗膜剥離を生じたものを異常ありとした。
これらの結果を表2に併記した。
【0057】
【表2】
表2の結果から明らかな通り、本発明のこの実施態様による自動販売機シューターは、いずれも優れた摺動性を有し、かつ結露状態においても商品の取り出し角度の著しい増加は認められなかったのに対して、比較例における自動販売機シューターにおいては、摺動性に乏しかったり、結露状態での滑り出し角度が大きかったりあるいはステンレス球落下試験において塗膜剥離を生じる等の欠点を有していた。
実施例25〜29及び比較例30〜35
板厚0.8mm、亜鉛目付量片面45g/m2の溶融亜鉛めっき鋼板に塗布型クロメート処理を施し、Sr−Cr系防錆顔料を20重量%配合したエポキシ樹脂プライマーを膜厚が5μmになるように塗装し、210℃で45秒間焼付け、表3に示すカーボンブラックを10重量%配合した樹脂塗料を乾燥膜厚で14μmとなるように塗装し60秒間焼付けた。そして得られた塗装金属板を自動販売機シューターに成形加工した。
【0059】
次いで、水平に配置したシューターの上に1)角型500mlPETボトルおよび2)角型200ml紙パックを、飲料口が下向きになるように載せ、シューターの下方側を試験台に固定して、シューターの上方側について0.5度/秒の速度でシューター角度を増大させ、1)角型500mlPETボトル及び2)角型200ml紙パックが滑り出した角度を測定した。この測定環境は、20℃で相対湿度65%である。商品の滑り出し角度は、10度未満である必要がある。
【0060】
また、60℃の環境下で、シューターに350mlコーヒースチール缶を50万回連続落下させて、高温時の塗膜磨耗性を評価した。50万回連続落下試験を実施して、塗膜摩耗による素地露出が見られないものを異常なしと評価した。
これらの結果を表3に併記した。
【0061】
【表3】
表3から明らかな通り、この態様における60℃における破断強度が20N/mm2以上の本発明による塗膜を適用した自動販売機用シューターは、いずれも優れた摺動性を発現しかつ、高温での塗膜磨耗性に優れていた。これに対して、比較例の自動販売機用シューターは、摺動性が乏しかったり、高温での塗膜性に劣っていた。
【0063】
【発明の効果】
以上説明した通り、本発明は、マトリックス樹脂として成膜温度がPTFEの融点よりも低い樹脂を使用し、かつ特定の粒径のPTFEを特定の量で配合して成る材料表面の摺動性改善用塗料であり、樹脂塗膜中にPTFE粒子が溶融することなしに均一に分散しても高い摺動性を発現する塗料であるので、安価に製造可能であり、かつ既存の設備を使用して焼付塗装が可能であり、得られた塗装物は、塗膜が摩耗して消滅する直前まで摺動性が保持可能であるという優れた効果を奏する。
また、本発明によると、結露時においても優れた摺動性を発現することが可能であり、及び/又は高温時においても摺動性と耐磨耗性に優れたシューターが得られる。従って、使用状況に応じて、所望の性質を有するシューターが提供可能である。
【図面の簡単な説明】
【図1】本発明による摺動性の発現の概念を示す断面図である。
【図2】従来の方法による摺動性の発現の概念を示す断面図である。
【図3】本発明に使用される用語「対水接触角」を説明するための図面である。
【符号の説明】
1...PTFE粒子
2...マトリックス塗膜
3...材料(鋼板)
4...PTFE層
5...塗膜
Claims (6)
- 成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのポリテトラフルオロエチレン樹脂5〜50重量%とを主成分として含む摺動性改善用塗料を、処理すべき材料の表面に塗布し、ポリテトラフルオロエチレン樹脂の融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記ポリテトラフルオロエチレン樹脂の粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散して成ることを特徴とする塗膜が設けられた高い摺動性を有する塗装物。
- 前記材料が金属である請求項1に記載の高い摺動性を有する塗装物。
- 金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのポリテトラフルオロエチレン樹脂5〜50重量%とを主成分として含む摺動性改善用塗料を、処理すべき金属板の表面に塗布し、ポリテトラフルオロエチレン樹脂の融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記ポリテトラフルオロエチレン樹脂の粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散し、かつ上記樹脂塗膜表面の対水接触角が100度以下であることを特徴とする、自動販売機用のシューター。
- 金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのポリテトラフルオロエチレン樹脂5〜50重量%とを主成分として含む摺動性改善用塗料を、処理すべき金属板の表面に塗布し、ポリテトラフルオロエチレン樹脂の融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記ポリテトラフルオロエチレン樹脂の粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散し、かつ使用温度における樹脂塗膜の破断強度が20N/mm2以上であることを特徴とする、自動販売機用のシューター。
- 金属板の表面上にポリテトラフルオロエチレン樹脂を配合した樹脂塗料を設けてなる自動販売機用シューターにおいて、成膜温度がポリテトラフルオロエチレン樹脂の融点よりも低いマトリックス樹脂95〜50重量%と、平均粒径が2〜40μmのポリテトラフルオロエチレン樹脂5〜50重量%とを主成分として含む摺動性改善用塗料を、処理すべき金属板の表面に塗布し、ポリテトラフルオロエチレン樹脂の融点よりも低くかつマトリックス樹脂の成膜温度よりも高い温度で焼付けすることによって、前記ポリテトラフルオロエチレン樹脂の粒子はその一部が塗膜表面から露出した状態で塗膜中に均一に分散し、かつ上記樹脂塗膜表面の対水接触角が100度以下であり、かつ使用温度における樹脂塗膜の破断強度が20N/mm2以上であることを特徴とする、自動販売機用のシューター。
- 請求項3ないし5のいずれか一つに記載の自動販売機用のシューターを設けた自動販売機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16296399A JP4339960B2 (ja) | 1999-02-01 | 1999-06-09 | 塗装物ならびに上記塗装物を用いた自動販売機用のシューター |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11-23476 | 1999-02-01 | ||
| JP2347699 | 1999-02-01 | ||
| JP16296399A JP4339960B2 (ja) | 1999-02-01 | 1999-06-09 | 塗装物ならびに上記塗装物を用いた自動販売機用のシューター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000290595A JP2000290595A (ja) | 2000-10-17 |
| JP4339960B2 true JP4339960B2 (ja) | 2009-10-07 |
Family
ID=26360835
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16296399A Expired - Fee Related JP4339960B2 (ja) | 1999-02-01 | 1999-06-09 | 塗装物ならびに上記塗装物を用いた自動販売機用のシューター |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4339960B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005096442A (ja) * | 2003-08-28 | 2005-04-14 | Okamura Corp | 滑り性に優れた金属板 |
| JP4636000B2 (ja) * | 2006-10-18 | 2011-02-23 | 富士電機リテイルシステムズ株式会社 | 自動販売機の商品搬出扉 |
| JPWO2021111890A1 (ja) * | 2019-12-06 | 2021-06-10 |
-
1999
- 1999-06-09 JP JP16296399A patent/JP4339960B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000290595A (ja) | 2000-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0056280B2 (en) | Article coated with fluoropolymer finish with improved durability | |
| JP3075117B2 (ja) | 滑り板用塗装金属板及びその製造方法 | |
| CA2099615A1 (en) | Non-stick coating system with ptfe and pfa or fep for concentration gradient | |
| JPS632306B2 (ja) | ||
| JP4339960B2 (ja) | 塗装物ならびに上記塗装物を用いた自動販売機用のシューター | |
| EP0789733A1 (en) | Universal primer for non-stick finish | |
| JP2003127285A (ja) | 材料表面の摺動性を改善した塗装物ならびに上記塗装物を用いた自動販売機のシューター | |
| JP2002047452A (ja) | 材料表面の摺動性改善用塗料、その塗装方法及び塗装物ならびに上記塗装物を用いた自動販売機のシューター | |
| JP3994632B2 (ja) | 塗装金属板とそのための塗料組成物 | |
| JP2003033995A (ja) | 耐磨耗性に優れた耐熱非粘着塗装金属板及び耐熱非粘着塗装用塗料 | |
| JP3503383B2 (ja) | プレコート鋼板とその製造方法 | |
| JP2002012826A (ja) | 材料表面の摺動性改善用塗料、その塗装方法及び塗装物ならびに上記塗装物を用いた自動販売機のシューター | |
| JP2001295069A (ja) | 意匠樹脂被覆金属板 | |
| JP4335716B2 (ja) | 耐熱非粘着プレコート金属板 | |
| JPH0985880A (ja) | クリア塗装ステンレス鋼板 | |
| JP3363049B2 (ja) | 耐プレッシャーマーク性に優れたプレコート金属板 | |
| JP3157105B2 (ja) | 耐プレッシャーマーク性に優れた塗装鋼板 | |
| CN109096944B (zh) | 一种具有镀铝无纺布或镀铝卡纸基材的预涂膜 | |
| JP3757744B2 (ja) | 意匠性と耐磨耗性とに優れた塗装金属板 | |
| JP2001046960A (ja) | 塗膜に梱包資材の転写模様が発生し難いプレコート鋼板 | |
| JP2007044196A (ja) | 物品陳列棚用滑走板 | |
| JP2002173646A (ja) | 材料表面の摺動性改善用塗料、その塗装方法および塗装物 | |
| JP2003170525A (ja) | 耐熱性に優れた塗装鋼板 | |
| JPH0737108B2 (ja) | 耐熱性プレコート金属板 | |
| KR102372936B1 (ko) | 도장 강판, 그 제조 방법 및 조리 기구용 부재 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090324 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090519 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090616 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090703 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140710 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |