JP4338749B2 - 蓄光板の製造方法及び蓄光板 - Google Patents
蓄光板の製造方法及び蓄光板 Download PDFInfo
- Publication number
- JP4338749B2 JP4338749B2 JP2007168001A JP2007168001A JP4338749B2 JP 4338749 B2 JP4338749 B2 JP 4338749B2 JP 2007168001 A JP2007168001 A JP 2007168001A JP 2007168001 A JP2007168001 A JP 2007168001A JP 4338749 B2 JP4338749 B2 JP 4338749B2
- Authority
- JP
- Japan
- Prior art keywords
- phosphorescent
- layer
- plate
- dot
- glass frit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/06—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain multicolour or other optical effects
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C8/00—Enamels; Glazes; Fusion seal compositions being frit compositions having non-frit additions
- C03C8/14—Glass frit mixtures having non-frit additions, e.g. opacifiers, colorants, mill-additions
- C03C8/16—Glass frit mixtures having non-frit additions, e.g. opacifiers, colorants, mill-additions with vehicle or suspending agents, e.g. slip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/36—Successively applying liquids or other fluent materials, e.g. without intermediate treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/89—Coating or impregnation for obtaining at least two superposed coatings having different compositions
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F13/00—Illuminated signs; Luminous advertising
- G09F13/20—Illuminated signs; Luminous advertising with luminescent surfaces or parts
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2207/00—Compositions specially applicable for the manufacture of vitreous enamels
- C03C2207/04—Compositions specially applicable for the manufacture of vitreous enamels for steel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24893—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including particulate material
- Y10T428/24901—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including particulate material including coloring matter
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Structural Engineering (AREA)
- Theoretical Computer Science (AREA)
- Road Signs Or Road Markings (AREA)
- Illuminated Signs And Luminous Advertising (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
- Planar Illumination Modules (AREA)
Description
この方法によれば、蓄光材を複数積層することにより、残光輝度(蓄光性)を一応向上させることができる。
なお、近年は多種多様な場所への蓄光板の設置が求められていることから、更なる輝度の向上が求められている。
したがって、上記蓄光板の製造方法によれば、十分な輝度の燐光を発生すると共に、蓄光性を十分に向上させた蓄光板が得られる。
ここで、蓄光性とは、蛍光灯や太陽光線の光エネルギーを蓄積し、暗所において残光を保持する性質をいう。
したがって、上記蓄光板の製造方法によって得られる蓄光板は、蓄光式誘導標識として歩道等に長期間設置可能となる。
したがって、上記蓄光板の製造方法によれば、蓄光性をより十分に向上させた蓄光板が得られる。
したがって、上記蓄光板の製造方法によって得られる蓄光板は、蓄光式誘導標識として歩道に設置した場合、蓄光板上を歩いても滑りにくくなる。
この場合、得られる蓄光板は、メッセージを伝えることを目的として蓄光式誘導標識として好適に用いられる。
よって、この場合、メッセージを伝えることを目的として蓄光式誘導標識としてより好適に用いられる。
すなわち、上記蓄光板の製造方法によって得られる蓄光板は、蓄光式誘導標識として歩道等に長期間設置した場合であっても、汚れにくくなる。
よって、かかる蓄光板はたとえ暗所に設置した場合であっても、十分な視認性を有する。
したがって、上記蓄光板は、蓄光式誘導標識として歩道に設置した場合、蓄光板上を歩いても滑りにくいという利点がある。
すなわち、上記蓄光板の製造方法によって得られる蓄光板は、蓄光式誘導標識として歩道に設置した場合、長期間使用でき、且つ汚れにくくなる。
まず、本発明の蓄光板の第1実施形態について説明する。
図1は、本発明に係る蓄光板の第1実施形態を模式的に示す断面図である。
図1に示すように、本実施形態に係る蓄光板100は、基板10と、基板10の一方の面に形成され、ガラスフリット、蓄光材及び樹脂を含む蓄光層20と、蓄光層20の表面に形成され、ガラスフリット及び無機顔料を含む画像層40とを備える。
すなわち、本実施形態に係る蓄光板100は、基板10上に蓄光層20が積層され、蓄光層20上に画像層40が積層された構成となっている。
この場合の蓄光板100は、強度と輝度に優れる。
厚みが600μm未満であると、厚みが上記範囲にある場合と比較して、蓄光性が不十分となる傾向にあり、厚みが1000μmを超えると、厚みが上記範囲にある場合と比較して、光が蓄光板100内に十分に侵入しなくなる傾向にある。
この場合、十分に発色できると共に、画像層40が磨耗に強くなるという利点がある。
また、上記蓄光板100は、ガラスフリットを用いているので、十分な耐水性及び耐薬品性を有する。
したがって、上記蓄光板100は、蓄光式誘導標識として歩道等に長期間設置可能となる。
図2の(a)(b)(c)(d)及び(e)は、本実施形態に係る蓄光板の製造工程を模式的に示す工程図である。
図2の(a)(b)(c)(d)及び(e)に示すように、本実施形態に係る蓄光板100の製造方法は、基板10の一方の面にガラスフリット、蓄光材及び樹脂を含む第1混合液をドット状に付与することにより、ドット(以下便宜的に「第1ドット」という。)を形成する第1ドット形成工程と、第1ドットの表面に蓄光材を散布し、乾燥させることにより、第1ドット層21を形成する散布工程と、第1ドット層21の表面にガラスフリット、蓄光材及び樹脂を含む第2混合液をコーティングしコーティング層22を形成するコーティング工程と、第1ドット層21及びコーティング層22を焼成することにより、蓄光層20を形成する第1焼成工程と、蓄光層20の表面にガラスフリット及び無機顔料を含む印刷液をコーティングして画像層40を形成する画像層形成工程と、を備える。
第1ドット形成工程は、図2の(a)に示すように、基板10の一方の面にガラスフリット、蓄光材及び樹脂を含む第1混合液をドット状に付与することにより、第1ドットを形成する工程である。
したがって、この場合、蓄光性を向上させた蓄光板100が得られる。
なお、後述するように、上記鋼板は両面にホーロー釉薬からなる釉薬層が備えられていてもよい。
かかるガラスフリットとしては、無鉛ガラスフリットが好適に用いられる。かかる無鉛ガラスフリットとしては、鉛やカドミウムを含まないホウ珪素系のガラスフリット、ソーダ石灰系のガラスフリット、アルミノケイ酸塩系のガラスフリット等が挙げられる。
これらのガラスフリットは単独で用いても複数を混合して用いてもよい。
かかる無機蛍光体としては、アルミン酸ストロンチウム又はアルミン酸カルシウムにユーロピウム又はデスプロシウムを賦活剤として添加したもの、酸化亜鉛に銅又はコバルトを賦活剤として添加したもの等が挙げられる。
これらの無機蛍光体は単独で用いても複数を混合して用いてもよい。
かかる樹脂としては、アクリル樹脂、カルボキシメチルセルロース、メチルセルロース、エチルセルロース、ブチラール樹脂、ウレタン樹脂、ポリアミド樹脂等が挙げられる。
これらの樹脂は単独で用いても複数を混合して用いてもよい。
厚みが300μm未満であると、厚みが上記範囲にある場合と比較して、蓄光性が不十分となる傾向にあり、厚みが500μmを超えると、厚みが上記範囲にある場合と比較して、例えば、蓄光板100を地面に設置した場合、蓄光板100に引っ掛かって転ぶ危険性がある。
この場合、後述する散布工程において散布する蓄光材が第1混合液と十分に混ざり合う。
これらの中でもドットスクリーンコーティングが好ましく、用いるスクリーンは、厚みが0.3〜0.5mm、メッシュが80〜120であることがより好ましい。
散布工程は、図2の(b)に示すように、第1ドット形成工程において形成された第1ドットの表面に蓄光材を散布し、乾燥させることにより、第1ドット層21を形成する工程である。
したがって、この場合、蓄光性をより十分に向上させた蓄光板が得られる。
また、散布工程における蓄光材と、第1混合液の蓄光材、後述する第2混合液又は後述する第3混合液の蓄光材とは同一であっても、異なっていてもよい。
コーティング工程は、まず、図2の(c)に示すように、第1ドット層21の表面にガラスフリット、蓄光材及び樹脂を含む第2混合液をコーティングしコーティング層22を形成する工程である。
これにより、後述の第2実施形態における第2ドット形成工程において、第2ドットの形成がしやすくなる。
なお、第2混合液のガラスフリット、蓄光材及び樹脂と、それぞれ対応する第1混合液のガラスフリット、蓄光材及び樹脂とは同一であっても、異なっていてもよい。
この場合、ガラスフリットを十分に内部(第1ドット側)に浸透させることができる。
第1焼成工程は、第1ドット層21及びコーティング層22を焼成することにより、蓄光層20を形成する工程である。
これにより、図2の(d)に示すように、第1ドット層21及びコーティング層22が一体となった蓄光層20が得られる。
焼成温度が750℃未満であると、焼成温度が上記範囲内にある場合と比較して、十分に焼成されない傾向にあり、焼成温度が800℃を超えると、焼成温度が上記範囲内にある場合と比較して、蓄光材の輝度が低下する傾向にある。
画像形成工程は、図2の(e)に示すように、蓄光層20の表面にガラスフリット及び無機顔料を含む印刷液をコーティングして画像層40を形成する工程である。
なお、かかる画像形成工程は、本発明において必ずしも必須の工程ではない。
よって、この場合、メッセージを伝えることを目的として蓄光式誘導標識として好適に用いられる。
これらの無機顔料は単独で用いても複数を混合して用いてもよい。
なお、ガラスフリットは、上述した第1混合液におけるガラスフリットと同義である。また、第1混合液又は第2混合液のガラスフリットと、印刷液のガラスフリットとは同一であっても、異なっていてもよい。
以上より、本実施形態に係る蓄光板100の製造方法によれば、十分な輝度の燐光を発生すると共に、蓄光性を向上させた蓄光板100が得られる。
次に、本発明に係る蓄光板の第2実施形態について説明する。なお、第1実施形態と同一又は同等の構成要素には同一符号を付し、重複する説明を省略する。
図3は、本発明に係る蓄光板の第2実施形態を模式的に示す断面図である。
図3に示すように、本実施形態に係る蓄光板200は、基板10と、基板10の一方の面に形成され、ガラスフリット、蓄光材及び樹脂を含む蓄光層20と、蓄光層20の表面に形成され、ガラスフリット、蓄光材及び樹脂を含むドット30(以下便宜的に「第2ドット」という。)と、第2ドット30以外の蓄光層20の表面に形成され、ガラスフリット及び無機顔料を含む画像層40とを備える。
すなわち、本実施形態に係る蓄光板200は、蓄光層20の表面に第2ドット30が形成されている点で、第1実施形態に係る蓄光板100と相違する。
この場合、十分な輝度を発生すると共に、磨耗に強く、汚れにくくなる。
よって、かかる蓄光板200はたとえ暗所に設置した場合であっても、十分な視認性を有する。
したがって、蓄光板200は、蓄光式誘導標識として歩道に設置した場合、蓄光板200上を歩いても滑りにくいという利点がある。
図4の(a)(b)(c)(d)及び(e)は、本実施形態に係る蓄光板の製造工程を模式的に示す工程図である。
なお、図4の(a)から(d)までの工程は、図2の(a)から(d)までの工程と同一であるので、これらの工程の説明は省略する。
第2ドット形成工程は、図4の(e)に示すように、画像層40以外の蓄光層20の表面にガラスフリット、蓄光材及び樹脂を含む第3混合液をドット状に付与することにより第2ドット30を形成する工程である。
なお、画像層40の視認性の観点から、画像層40上には、第2ドット30を形成しないことが好ましい。
よって、たとえ暗所に設置した場合であっても、十分な視認性を有する蓄光板が得られる。
さらに、得られる蓄光板200は、蓄光式誘導標識として歩道に設置した場合、蓄光板上を歩いても滑りにくいという利点がある。
厚みが300μm未満であると、厚みが上記範囲にある場合と比較して、燐光の輝度が十分に向上しない傾向にあり、厚みが500μmを超えると、厚みが上記範囲にある場合と比較して、汚れが付着した場合、その汚れを除去しにくくなる傾向にある。
直径が0.5mm未満又は3.0mmを超えると、直径が上記範囲にある場合と比較して、燐光の輝度が十分に向上しない傾向にある。
なお、上述したように、第2ドット形成工程において、厚みが300〜500μmとなるように第2ドット30を形成することが好ましい。
この場合、十分な輝度を発生すると共に、強度、磨耗性に優れる。
これらの中でもドットスクリーンコーティングが好ましく、用いるスクリーンは、厚みが0.3〜0.5mm、メッシュが80〜120であることがより好ましい。
第2焼成工程は、第2ドット30を焼成する工程である。なお、第2ドット30を焼成する際には、基板10や蓄光層20が再度焼成されてもよい。
焼成温度が750℃未満であると、焼成温度が上記範囲内にある場合と比較して、十分に焼成されない傾向にあり、焼成温度が800℃を超えると、焼成温度が上記範囲内にある場合と比較して、蓄光材の輝度が低下する傾向にある。
以上より、本実施形態に係る蓄光板200の製造方法によれば、十分な輝度の燐光を発生すると共に、蓄光性を向上させた蓄光板200が得られる。
次に、本発明に係る蓄光板の第3実施形態について説明する。なお、第1実施形態及び第2実施形態と同一又は同等の構成要素には同一符号を付し、重複する説明を省略する。
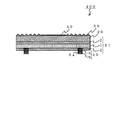
図5に示すように、本実施形態に係る蓄光板300は、基板10と、基板10の一方の面に形成され、ガラスフリット、蓄光材及び樹脂を含む蓄光層20と、蓄光層20の表面に形成され、ガラスフリット、蓄光材及び樹脂を含む第2ドット30と、第2ドット30以外の蓄光層20の表面に形成され、ガラスフリット及び無機顔料を含む画像層40と、第2ドット30及び画像層40の表面に形成され、ガラスフリットを含む表面層80と、を備える。
すなわち、本実施形態に係る蓄光板300は、第2ドット30の表面に表面層80が形成されている点で、第2実施形態に係る蓄光板200と相違する。
したがって、第2実施形態に係る蓄光板200と比較して、表面に凹凸がないので、汚れにくくなるという利点がある。
このことから、蓄光板300は、蓄光式誘導標識として歩道に設置した場合、長期間使用でき、且つ汚れにくくなる。
図6の(a)(b)(c)(d)(e)及び(f)は、本実施形態に係る蓄光板の製造工程を模式的に示す工程図である。
なお、図6の(a)から(e)までの工程は、図4の(a)から(e)までの工程と同一であるので、これらの工程の説明は省略する。
表面層形成工程は、図6の(f)に示すように、第2ドット30及び画像層40の表面にガラスフリットを含む処理液を付与することにより、表面が平滑な表面層を形成する工程である。
すなわち、上記蓄光板の製造方法によって得られる蓄光板300は、蓄光式誘導標識として歩道等に長期間設置した場合であっても、汚れにくくなる。
なお、かかるガラスフリットは、上述した第1混合液におけるガラスフリットと同義である。また、第1混合液、第2混合液、第3混合液又は印刷液のガラスフリットと、処理液に含まれるガラスフリットとは同一であっても、異なっていてもよい。
第3焼成工程は、表面層80を焼成する工程である。なお、表面層80を焼成する際には、基板10、蓄光層20、第2ドット30が再度焼成されてもよい。
焼成温度が750℃未満であると、焼成温度が上記範囲内にある場合と比較して、十分に焼成されない傾向にあり、焼成温度が800℃を超えると、焼成温度が上記範囲内にある場合と比較して、蓄光材の輝度が低下する傾向にある。
以上より、本実施形態に係る蓄光板300の製造方法によれば、十分な輝度の燐光を発生すると共に、蓄光性を向上させた蓄光板300が得られる。
次に、本発明に係る蓄光板の第4実施形態について説明する。なお、第1実施形態、第2実施形態及び第3実施形態と同一又は同等の構成要素には同一符号を付し、重複する説明を省略する。
図7に示すように、本実施形態に係る蓄光板400は、鋼板1、及び、該鋼板1の両面に形成されたホーロー釉薬からなる釉薬層2からなる基板11と、基板11の一方の面に形成された蓄光層20と、蓄光層20の表面にドットが形成された第2ドット30と、蓄光層20の表面に画像層40とを備え、基板11の蓄光層20とは反対側の面に、嵌合具50が取付けられている。
すなわち、本実施形態に係る蓄光板400は、基板11が、鋼板1と、該鋼板1の両面に形成されたホーロー釉薬からなる釉薬層2とからなる点、及び、基板11の蓄光層20とは反対側の面に、嵌合具50が取付けられている点で第3実施形態に係る蓄光板300と相違する。
図8の(a)及び(b)は、本実施形態に係る蓄光板における基板の製造工程を模式的に示す工程図である。
図8の(a)及び(b)に示すように、本実施形態に係る蓄光板400の製造工程においては、基板11を製造するためのブラスト工程と、基板形成工程とを更に備える。
すなわち、本実施形態に係る蓄光板400の製造方法は、鋼板1の少なくとも一方の面をブラスト加工し、該面を粗面とするブラスト工程と、粗面に白色顔料を含むホーロー釉薬を塗布し、焼成することにより基板11とする基板形成工程と、基板11の一方の面にガラスフリット、蓄光材及び樹脂を含む第1混合液をドット状に付与することにより、第1ドットを形成する第1ドット形成工程と、第1ドットの表面に蓄光材を散布し、乾燥させることにより、第1ドット層21を形成する散布工程と、第1ドット層21の表面にガラスフリット、蓄光材及び樹脂を含む第2混合液をコーティングしコーティング層22を形成するコーティング工程と、第1ドット層21及びコーティング層22を焼成することにより、蓄光層20を形成する第1焼成工程と、蓄光層20の表面にガラスフリット及び無機顔料を含む印刷液をコーティングして画像層40を形成する画像層形成工程と、画像層40以外の蓄光層20の表面にガラスフリット、蓄光材及び樹脂を含む第3混合液をドット状に付与することにより第2ドット30を形成する第2ドット形成工程と、第2ドット30を焼成する第2焼成工程と、基板11の蓄光層20とは反対の面に、嵌合具50を取付ける取付工程と、を備える。
ブラスト工程は、図8の(a)に示すように、鋼板1の面をブラスト加工し、該面を粗面とする工程である。
ブラスト加工を施すことにより、鋼板1とホーロー釉薬との接着性が向上する。
これらの中でも、鋼板1がステンレス板であることが好ましい。
なお、かかるステンレス板には、珪素、モリブデン、リン、硫黄、クロム、ニオブ、タンタル等が含まれていてもよい。
この場合、耐水性、耐薬品性が更に優れるものとなる。
この場合、後の焼成の際、ホーロー釉薬、ガラスフリット又は樹脂が膨張し、蓄光板400が歪むのを抑制できる。
なお、かかるブラスト加工により、上述した鋼板1を弓状としてもよい。すなわち、鋼板1の一方の面側を他方の面側よりも強力に加工して、鋼板1を弓状としてもよい。
基板形成工程は、図8の(b)に示すように、粗面に白色顔料を含むホーロー釉薬を塗布し、焼成することにより基板11とする工程である。
鋼板1にホーロー釉薬を塗布することにより、耐水性、耐薬品性がより優れるものとなり、長期間の使用も可能となる。
この基板11には、上述した第2実施形態に係る蓄光板200と同様にして、第1ドット形成工程、散布工程、コーティング工程、第2ドット形成工程が施される。
取付工程は、基板11の蓄光層20とは反対の面に、嵌合具50を取付ける工程である。
本実施形態に係る蓄光板400は、取付工程を備えているので、嵌合具50を介して地面や壁等への設置が容易になる。
このとき、キャップ部6が溝部6aを備えるため、より強固に設置されることになる。
すなわち、第2焼成工程が、第1焼成工程を兼ねていてもよく、第3焼成工程が第1焼成工程及び/又は第2焼成工程を兼ねていてもよい。
以下の工程を行うことにより、蓄光板を作製した。
[ブラスト工程及び基板形成工程]
モリブデンを含むステンレス板(鋼板、製品名:SUS316J1L、日本金属工業株式会社製)の両面にショットブラスト装置を用いてアルミナショットブラスト加工を行った。このとき、一方の面側のアルミナショットブラスト加工における噴射口とステンレス板との距離を20cmとし、他方の面側のアルミナショットブラスト加工における噴射口とステンレス板との距離を30cmとすることにより、ステンレス板を弓状とした。
そして、得られたステンレス板の両面に酸化チタン粉90%、ガラスフリット10%からなるホーロー釉薬を塗布し、800℃にて焼成することにより、基板を得た。
得られた弓状の基板の凹んだ面に、10gのガラスフリット(製品名:21707、東罐マテリアルテクノロジー株式会社製)、5gの無機蓄光材(製品名:N夜光、根本特殊化学株式会社製)、及び5gのアクリル樹脂(製品名:OS−4521−C、互応化学株式会社製)を含む第1混合液を100メッシュの版を用いたドットスクリーン印刷にてドット状に付与した。
そして、ドット上方から、30gの無機蓄光材を散布し、750℃で焼成させることにより、第1ドット層を作製した。
次いで、第1ドット層の表面に10gのガラスフリット、5gの無機蓄光材、及び5gのアクリル樹脂を含む第2混合液を100メッシュの版を用いたスクリーン印刷にて塗布し、コーティング層を作製した。
こうして得られたコーティング層及び第1ドット層が形成させた基板を800℃にて焼成することにより、蓄光層が形成され、蓄光板を得た。得られた蓄光層の厚みは、600μmであった。
実施例1の工程に加え以下の工程を行うことにより、蓄光板を作製した。
[第2ドット形成工程]
蓄光層の表面に、10gのガラスフリット、5gの無機蓄光材、及び5gのアクリル樹脂を含む第3混合液を100メッシュの版を用いたドットスクリーン印刷にてドット状に付与し、第2ドットを作製した。
そして、最後に800℃にて焼成することにより、蓄光板を得た。
実施例2の工程に加え以下の工程を行うことにより、蓄光板を作製した。
[表面層形成工程]
第2ドットの表面に、5gのガラスフリットを含む処理液を100メッシュの版を用いたスクリーン印刷にて、表面が平滑になるように付与した。
そして、最後に800℃にて焼成することにより、蓄光板を得た。
(実施例4)
蓄光層の厚みを900μmにしたこと以外は、実施例2と同様にして蓄光板を得た。
蓄光層の厚みを1200μmにしたこと以外は、実施例2と同様にして蓄光板を得た。
[燐光輝度試験1]
実施例1〜3の蓄光板を用い、JIS−Z−9107に準拠した燐光輝度試験を行った。
まず、実施例1〜3の蓄光板に、光評価システムTL−1(テクノス社製)を用いて、暗所で3時間以上外光を遮断保管した。そして、常用光源D65蛍光ランプにて100ルクス(1x)の照度で20分間照射を行い、照射停止後、20分間の輝度測定を行った。
得られた結果を表1に示す。
実施例2,4及び5の蓄光板を用い、JIS−Z−9107に準拠した燐光輝度試験を行った。
まず、実施例2,4及び5の蓄光板に、光評価システムTL−1(テクノス社製)を用いて、暗所で3時間以上外光を遮断保管した。そして、常用光源D65蛍光ランプにて200ルクス(1x)の照度で20分間照射を行い、照射停止後、60分間の輝度測定を行った。
得られた結果を表2に示す。
実施例2,4及び5の蓄光板を用い、JIS−Z−9107に準拠した燐光輝度試験を行った。
まず、実施例2,4及び5の蓄光板に、光評価システムTL−1(テクノス社製)を用いて、暗所で3時間以上外光を遮断保管した。そして、常用光源D65蛍光ランプにて100ルクス(1x)の照度で20分間照射を行い、照射停止後、60分間の輝度測定を行った。
得られた結果を表3に示す。

なお、実施例1の蓄光板は、平成11年消防庁告第2号に規定する高輝度蓄光式誘導標識の試験基準及び判定基準によると、A100級に相当する。
2・・・釉薬層
5・・・螺子部
6・・・キャップ部
6a・・・溝部
10,11・・・基板
20・・・蓄光層
21・・・第1ドット層
22…コーティング層
30…第2ドット
40…画像層
50…嵌合部
80…表面層
100,200,300,400…蓄光板
Claims (6)
- 基板の一方の面にガラスフリット、蓄光材及び樹脂を含む第1混合液をドット状に付与することにより、第1ドットを形成する第1ドット形成工程と、
前記第1ドットの表面に蓄光材を散布し、乾燥させることにより、第1ドット層を形成する散布工程と、
前記第1ドット層の表面にガラスフリット、蓄光材及び樹脂を含む第2混合液をコーティングしコーティング層を形成するコーティング工程と、
前記第1ドット層及び前記コーティング層を焼成することにより、蓄光層を形成する第1焼成工程と、
を備えることを特徴とする蓄光板の製造方法。 - 前記蓄光層の表面にガラスフリット、蓄光材及び樹脂を含む第3混合液をドット状に付与することにより第2ドットを形成する第2ドット形成工程と、
前記第2ドットを焼成する第2焼成工程と、
を更に備えることを特徴とする請求項1記載の蓄光板の製造方法。 - 前記蓄光層の表面にガラスフリット及び無機顔料を含む印刷液をコーティングして画像層を形成する画像層形成工程を更に備えることを特徴とする請求項1記載の蓄光板の製造方法。
- 前記第2ドットの表面にガラスフリットを含む処理液を付与することにより、表面が平滑な表面層を形成する表面層形成工程と、
前記表面層を焼成する第3焼成工程と、
を更に備えることを特徴とする請求項2記載の蓄光板の製造方法。 - 前記第1ドット形成工程の前に、鋼板の少なくとも一方の面をブラスト加工し、該面を粗面とするブラスト工程と、
前記粗面に白色顔料を含むホーロー釉薬を塗布し、焼成することにより基板とする基板形成工程と、
を更に備えることを特徴とする請求項1記載の蓄光板の製造方法。 - 請求項1〜5のいずれか一項に記載の製造方法により得られる蓄光板。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007168001A JP4338749B2 (ja) | 2006-10-25 | 2007-06-26 | 蓄光板の製造方法及び蓄光板 |
| PCT/JP2007/069803 WO2008050612A1 (en) | 2006-10-25 | 2007-10-11 | Method for manufacturing phosphorescent plate, and phosphorescent plate |
| KR1020097010101A KR100942662B1 (ko) | 2006-10-25 | 2007-10-11 | 축광판의 제조 방법 및 축광판 |
| US12/312,134 US20100136305A1 (en) | 2006-10-25 | 2007-10-11 | Method for manufacturing phosphorescent plate, and phosphorescent plates |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006290038 | 2006-10-25 | ||
| JP2007168001A JP4338749B2 (ja) | 2006-10-25 | 2007-06-26 | 蓄光板の製造方法及び蓄光板 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009144700A Division JP2009209455A (ja) | 2006-10-25 | 2009-06-17 | 蓄光板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008132470A JP2008132470A (ja) | 2008-06-12 |
| JP4338749B2 true JP4338749B2 (ja) | 2009-10-07 |
Family
ID=39324415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007168001A Active JP4338749B2 (ja) | 2006-10-25 | 2007-06-26 | 蓄光板の製造方法及び蓄光板 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20100136305A1 (ja) |
| JP (1) | JP4338749B2 (ja) |
| KR (1) | KR100942662B1 (ja) |
| WO (1) | WO2008050612A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010180380A (ja) * | 2009-02-09 | 2010-08-19 | Arise Corporate Corp | ガラス被覆蓄光性発光体粒子及びその製造方法 |
| JP5392865B2 (ja) * | 2010-10-22 | 2014-01-22 | 泰典 岩本 | 蓄光体の製造方法及びこれにより製造された蓄光体並びに蓄光体を用いたネイル用ストーン |
| KR101044595B1 (ko) | 2011-04-07 | 2011-06-29 | 주식회사 다인그룹엔지니어링건축사사무소 | 축선 표시판 |
| JP2013113053A (ja) * | 2011-11-30 | 2013-06-10 | Impact:Kk | 非常時用サインを備える壁面および壁の製造方法 |
| KR101286043B1 (ko) * | 2012-02-16 | 2013-07-19 | 디에스엔터프라이즈(주) | 내구성이 우수한 법랑 추모판과 기념판 및 그 제조 방법 |
| WO2015198938A1 (ja) * | 2014-06-23 | 2015-12-30 | コドモエナジー株式会社 | 絵柄付き蓄光体の製造方法及び絵柄付き蓄光体並びに避難誘導標識 |
| JP2016069240A (ja) * | 2014-09-30 | 2016-05-09 | 国立研究開発法人産業技術総合研究所 | ホウケイ酸ガラス及びそれを用いたガラスフリット、並びに該ガラスフリットを用いたガラス成形品 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU1861792A (en) | 1991-07-06 | 1993-01-07 | Pilkington Glass Limited | Phosphorescent panel |
| JP3119721B2 (ja) * | 1992-06-15 | 2000-12-25 | 東芝テック株式会社 | 空気マット装置 |
| JP3684207B2 (ja) * | 2002-04-15 | 2005-08-17 | 常陽マーク株式会社 | 蓄光性カラー分解印刷物 |
| JP4587771B2 (ja) | 2004-09-06 | 2010-11-24 | 大塚オーミ陶業株式会社 | 蓄光性蛍光板及びその製造方法 |
| JP2006213543A (ja) * | 2005-02-02 | 2006-08-17 | Nitto:Kk | 蓄光セラミックス及び蓄光セラミックスの製造方法 |
| JP4623572B2 (ja) | 2005-02-08 | 2011-02-02 | 有限会社筒山太一窯 | 蓄光機能を有する焼成物の製法及び蓄光機能を有する焼成物からなる避難誘導用表示部材 |
| JP2006285880A (ja) * | 2005-04-05 | 2006-10-19 | Osamu Tsutsui | 蓄光式避難誘導板および蓄光式避難誘導板ユニット |
| JP3119721U (ja) * | 2005-12-15 | 2006-03-09 | クリヤマ株式会社 | 避難誘導標示装置付床又は壁材 |
-
2007
- 2007-06-26 JP JP2007168001A patent/JP4338749B2/ja active Active
- 2007-10-11 KR KR1020097010101A patent/KR100942662B1/ko not_active IP Right Cessation
- 2007-10-11 WO PCT/JP2007/069803 patent/WO2008050612A1/ja active Application Filing
- 2007-10-11 US US12/312,134 patent/US20100136305A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008132470A (ja) | 2008-06-12 |
| WO2008050612A1 (en) | 2008-05-02 |
| KR20090082896A (ko) | 2009-07-31 |
| US20100136305A1 (en) | 2010-06-03 |
| KR100942662B1 (ko) | 2010-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4338749B2 (ja) | 蓄光板の製造方法及び蓄光板 | |
| JP5338304B2 (ja) | 加熱調理器用ガラストッププレート | |
| US9243151B2 (en) | Afterglow coating for cabins | |
| KR100712414B1 (ko) | 백열 램프 | |
| JP5459968B2 (ja) | 積層体 | |
| US20050238911A1 (en) | Non-powered luminous panels and devices and method of manufacture | |
| US20100285284A1 (en) | Inorganic phosphorescent article and method for making same | |
| JP2009209455A (ja) | 蓄光板 | |
| CN103835465A (zh) | 一种长余辉荧光陶瓷砖 | |
| JP4623572B2 (ja) | 蓄光機能を有する焼成物の製法及び蓄光機能を有する焼成物からなる避難誘導用表示部材 | |
| KR101240597B1 (ko) | 발광도료의 제조방법 | |
| WO2018070597A1 (ko) | 축광부와 논슬립부가 동시에 이격되어 형성되는 계단용 논슬립의 제조방법 | |
| EP3159874B1 (en) | Production method for patterned phosphorescent body | |
| US6528186B1 (en) | Stratified composite with phosphorescent properties, method for the production and the use thereof | |
| EP1492155A3 (en) | Fluorescent lamp | |
| KR200426648Y1 (ko) | 축광성 타일 | |
| KR20060122398A (ko) | 축광물질을 이용한 유도표시판 및 그 제조방법 | |
| CN104150877A (zh) | 一种荧光陶瓷砖 | |
| KR101240590B1 (ko) | 발광도료 | |
| WO2010090312A1 (ja) | ガラス被覆蓄光性発光体粒子の製造方法 | |
| CN113683440A (zh) | 一种可发光呈现星空效果的陶瓷砖 | |
| CN201084354Y (zh) | 高亮度发光、反光标志牌 | |
| JP2006213543A (ja) | 蓄光セラミックス及び蓄光セラミックスの製造方法 | |
| JP2007270094A (ja) | 水性塗料組成物及びそれを用いた積層塗膜 | |
| KR200346098Y1 (ko) | 축광블록 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090428 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20090428 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20090515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090630 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4338749 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |