JP4334635B2 - パルスmag溶接方法 - Google Patents
パルスmag溶接方法 Download PDFInfo
- Publication number
- JP4334635B2 JP4334635B2 JP10555998A JP10555998A JP4334635B2 JP 4334635 B2 JP4334635 B2 JP 4334635B2 JP 10555998 A JP10555998 A JP 10555998A JP 10555998 A JP10555998 A JP 10555998A JP 4334635 B2 JP4334635 B2 JP 4334635B2
- Authority
- JP
- Japan
- Prior art keywords
- pulse
- welding
- current
- current group
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003466 welding Methods 0.000 title claims description 176
- 238000000034 method Methods 0.000 title claims description 81
- 238000004140 cleaning Methods 0.000 claims description 25
- 239000000463 material Substances 0.000 claims description 20
- 230000007423 decrease Effects 0.000 claims description 6
- 230000003247 decreasing effect Effects 0.000 claims description 5
- 230000001360 synchronised effect Effects 0.000 claims description 5
- 239000011324 bead Substances 0.000 description 32
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 21
- 239000000956 alloy Substances 0.000 description 21
- 229910000838 Al alloy Inorganic materials 0.000 description 20
- 238000010586 diagram Methods 0.000 description 19
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 9
- 229910052782 aluminium Inorganic materials 0.000 description 9
- 229910018134 Al-Mg Inorganic materials 0.000 description 8
- 229910018467 Al—Mg Inorganic materials 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 8
- 238000007796 conventional method Methods 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 239000011261 inert gas Substances 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 230000035939 shock Effects 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 239000000945 filler Substances 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000012447 hatching Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- LDXJRKWFNNFDSA-UHFFFAOYSA-N 2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]ethanone Chemical compound C1CN(CC2=NNN=C21)CC(=O)N3CCN(CC3)C4=CN=C(N=C4)NCC5=CC(=CC=C5)OC(F)(F)F LDXJRKWFNNFDSA-UHFFFAOYSA-N 0.000 description 1
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 1
- 229910021364 Al-Si alloy Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 240000001973 Ficus microcarpa Species 0.000 description 1
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



















Landscapes
- Arc Welding Control (AREA)
- Generation Of Surge Voltage And Current (AREA)
- Arc Welding In General (AREA)
Description
【発明の属する技術分野】
本発明は、第1パルス電流群と第2パルス電流群とを周期的に切り換えたパルス電流を通電して溶接するパルスMAG溶接方法に関するものである。
【0002】
【従来の技術】
近年、アルミニウム及びアルミニウム合金(以下、アルミニウムという)が、建築構造物の内装、車両、輸送機器等に広く使われるようになってきている。これらの溶接継手が、そのままこれらの構造物の外面を形成しているので、溶接継手の溶接強度が要求されるだけでなく、最近、溶接ビードの外観が良好であることも要求されるようになっている。
【0004】
また、構造物の多様化にともなって、板厚が1[mm]以下のアルミニウムを溶接する要求も増加している。そこで、溶接ビード外観が良好であるアーク溶接方法として、フィラワイヤを添加するティグ溶接方法が広く採用されている。
【0006】
図1は、従来のティグフィラアーク溶接方法により溶接した規則正しい波形状の「うろこ状ビード」の外観を示す図である。
このフィラワイヤ添加ティグ溶接方法(以下、ティグフィラアーク溶接という)で溶接すると、図1に示すように、規則正しい波形状のビード外観(以下、「うろこ状ビード」という)が得られる。
【0008】
この溶接ビードの外観は、ミグアーク溶接方法の溶接ビードよりも美観性があり、板厚が1[mm]以下のアルミニウムであっても、溶け落ち等の溶接不良が発生することなく溶接することができる。
【0010】
しかし、このティグフィラアーク溶接方法は、消耗電極を溶融するミグアーク溶接方法に比べて、溶接速度が遅いために生産効率が悪い。
したがって、溶接速度の速いミグアーク溶接方法によって、ティグフィラアーク溶接方法における「うろこ状ビード」に近い溶接ビード外観を得ようとする提案がなされている。
【0012】
(従来技術1)
従来技術1は、特開昭62−279087に開示されたパルスミグ溶接方法であって、ベース電流又はベース電圧をスプレー移行と短絡移行とに切り換えることによって、アルミニウムの薄板でも溶け落ちを生じさせることなく「うろこ状ビード」を形成しようとするものである。
【0014】
図2は、従来技術のミグ溶接によって溶接したスパッタが付着し波形状が明確でない「うろこ状ビード」外観を示す図である。
【0020】
(従来技術2)
図3は、本出願人が出願して特開平4−333368に開示された技術(以下、従来技術2という)であって、第1パルス電流群と第2パルス電流群とを周期的に切り換えたパルスMAG溶接方法の溶接電流波形を示す図である。
同図(A)は、第1パルス電流群通電期間T1と第2パルス電流群通電期間T2とで周期的に切り換えたときに、アーク電圧が高い値Hと低い値Lとの間で周期的に変化する平均アーク電圧HPを示す図であり、同図(B)は、第1パルス電流群通電期間T1と第2パルス電流群通電期間T2とで周期的に切り換えたときに、第1パルス電流群PC1及び第2パルス電流群PC2の溶接電流Iの瞬時値を示す図である。
【0022】
この従来技術2の溶接方法は、同図(B)に示すように、第1パルス電流群PC1のピーク電流値Ip1、ピーク電流通電周期D1、ピーク電流通電時間Tp1及びベース電流値Ib1の4つのパルス条件を、1パルス1溶滴移行又は複数パルス1溶滴移行する値に設定しておき、第2パルス電流群PC2のピーク電流値Ip2、ピーク電流通電周期D2、ピーク電流通電時間Tp2及びベース電流値Ib2の4つのパルス条件の1つ以上を、1パルス1溶滴移行又は1パルス複数溶滴移行する範囲に切り換えて、ワイヤ突き出し長を増減させることによってアーク長を周期的に増減させて溶接する方法である。
上記の通電期間を周期的に切り換えることによって、溶接中にワイヤ送給速度と溶融速度とがアンバランスになってアーク長が増減したときに、このアーク長の増減を検出して、4つのパルス条件のいずれか1つ以上を制御してアーク長を復帰させることによって、「うろこ状ビード」に近い溶接ビード外観を得ようとするものである。
【0024】
図3に示す従来技術2の溶接方法は、第1パルス電流群PC1及び第2パルス電流群PC2の各ピーク電流に同期して溶滴移行をさせながらアーク長をワイヤ突き出し長の範囲内で増減させることによって、板厚1. 5[mm]までのアルミニウムの重ね継手、突合わせ継手等の溶接において、ギャップが存在しても良好な溶接部を得ることができる。
【0030】
図4は、矩形波パルスの強いアーク力及び熱衝撃によって、アルミニウム被溶接材表面の酸化皮膜中に吸着している水分、油分等が、溶融池周辺の広い範囲で除去されるために、溶接進行中にクリーニング領域が広がっていることを説明する図である。
【0032】
このようにクリーニング領域が広がるために、実際のアーク放電電圧が上昇して、定電圧特性の溶接電源では、アーク電圧フィードバックによって出力電圧が減少し、ワイヤ先端と溶融池表面との距離に相当する見かけのアーク長が短くなる。そこで、常時、アーク長を監視しながら出力電圧設定の修正をしなければならなかった。なお、同図において、BWは溶接ビード幅であり、CLはクリーニング幅である。
【0040】
図5は、ベース電流からピーク電流までの立ち上がり(以下、立ち上がりという)及びピーク電流からベース電流までの立ち下り(以下、立ち下りという)を説明する溶接電流波形を示す図である。同図において、Tupは、ベース電流Ibからピーク電流Ipまでの立ち上がり時間を示し、Tdownは、ピーク電流Ipからベース電流Ibまでの立ち下り時間を示す。
【0045】
(従来技術3)
従来技術3の方法は、特開平2−268971に開示されたパルスMAG溶接方法であって、図5に示すように、立ち上がり時間Tup及び立ち下り時間Tdownをワイヤの材質、直径及びワイヤ送給速度に応じて設定して安定なスプレー移行を得ることによってビード外観、アーク音等の溶接官能の改善をしようとするものである。
【0050】
【発明が解決しようとする課題】
前述した従来技術1の溶接方法は、スプレー移行と短絡移行とが周期的に繰り返され、短絡移行時にワイヤ先端が溶融池に接触して溶滴が移行するために、図2に示すような溶接ビード外観であって、図1に示すような「うろこ状ビード」が得られていない。
【0052】
前述した従来技術2の溶接方法は、第1パルス電流群PC1及び第2パルス電流群PC2は、各パルスの立ち上がり時間及び立ち下がり時間が極短時間の矩形波パルスで実施しているために、アーク力、熱衝撃(局部に瞬間的に投入される熱量)等が強くなり、板厚が1[mm]未満の極薄板の溶接では、溶け落ちが発生することがあり、規則正しい波形状の「うろこ状ビード」外観を得ることができない。
【0054】
前述した従来技術3の方法は、従来技術1又は従来技術2のように、パルス条件を周期的に変化させていないので、本発明の主たる目的であるアーク長を増減させティグ溶接のような「うろこ状ビード」外観を得ることができない。また、ギャップの存在する突き合わせ、重ね継ぎ手の溶接に対してギャップ裕度がない等の欠点がある。
【0056】
課題を解決するための要件は、つぎのとおりである。
(1)スパッタの発生を防止する。そのために、短絡移行をさせないでスプレー移行だけで溶接する。
(2)薄い被溶接材であっても溶け落ちが生じないように、またアルミニウムの溶接中にクリーニング領域の変化が生じないように、被溶接材に加わるアーク力又は熱衝撃を少なくする。そのために、立ち上がり時間及び立ち下がり時間を長くした台形波のピーク電流を使用する。
【0058】
(3)明確な波形状の「うろこ状ビード」外観を得るために、またギャップの大なる溶接継ぎ手でも良好な溶接結果を得るために、周期的にアーク長を大きく変化させる。そのために、溶滴の移行回数を小にしてアーク長を小にする期間と溶滴の移行回数を大にしてアーク長を大にする期間とを周期的に変化させる。
【0060】
本発明の溶接方法において、パルスMAG溶接方法とは、シールドガスの成分として、アルゴンガス又はヘリウムガス(以下、不活性ガスという)又は不活性ガスに5%以下の酸素、炭酸ガス等の活性ガスを混合したガスを使用するMIG溶接方法及び不活性ガスに20%以下の活性ガスを混合したガスを使用したMAG溶接方法をいう。
【0061】
【課題を解決するための手段】
【0062】
【0063】
【0064】
本発明の溶接方法は、消耗電極を予め設定した一定のワイヤ送給速度で送給し、第1パルス電流群と第2パルス電流群とを周期的に切り換えたパルス電流を通電して溶接するパルスMAG溶接方法において、
前記第1パルス電流群では、ピーク電流値、パルス周期、パルス通電時間及びベース電流値を溶滴移行が複数パルス1溶滴移行又は1パルス1溶滴移行となりかつアーク長が前記第2パルス電流群の通電時よりも短くなるように設定し、さらにベース電流からピーク電流までの立ち上がり時間及びピーク電流からベース電流までの立ち下がり時間を安定したクリーニング幅を得ることができかつパルスに同期して溶滴移行が行われるように1[ms]乃至3[ms]の範囲内に設定し、
前記第2パルス電流群では、ピーク電流値、パルス周期、パルス通電時間及びベース電流値を溶滴移行が1パルス1溶滴移行又は1パルス複数溶滴移行となりかつアーク長が前記第1パルス電流群の通電時よりも長くなるように設定し、さらにベース電流からピーク電流までの立ち上がり時間及びピーク電流からベース電流までの立ち下がり時間を安定したクリーニング幅を得ることができかつパルスに同期して溶滴移行が行われるように1[ms]乃至3[ms]の範囲内に設定し、
消耗電極の給電チップ先端と消耗電極先端とのワイヤ突き出し長を増減させてワイヤ先端と被溶接材表面との最短距離のアーク長を周期的に増減させるパルスMAG溶接方法である。
【0070】
【発明の実施の形態】
本発明の溶接方法は、後述する図6、図11及び図16に示すように、複数パルス1溶滴移行又は1パルス1溶滴移行となるピーク電流値、パルス周期、パルス通電時間及びベース電流値を設定してアーク長を短くするパルス電流群と、1パルス1溶滴移行又は1パルス複数溶滴移行となるピーク電流値、パルス周期、パルス通電時間及びベース電流値を設定してアーク長を長くするパルス電流群とを周期的に繰り返すと共に、上記2つのパルス電流群のうちの一方又は両方のパルス電流群のベース電流からピーク電流までの立ち上がり時間及びパルス電流からベース電流までの立ち下がり時間を1[ms]乃至3[ms]の範囲内に設定したアーク力の弱いスプレー移行を形成するパルスMAG溶接方法である。
【0080】
【実施例】
(実施例1)
図6は、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に、平均アーク電圧が低くなるように設定した第1パルス電流群と、アーク力が強い矩形波ピーク電流を第1パルス電流群よりも平均アーク電圧が高くなるように設定した第2パルス電流群とを周期的に切り換えて溶接するパルスMAG溶接方法の溶接電流波形を示す図である。
【0082】
この図6の溶接方法は、消耗電極を一定のワイヤ送給速度で送給し、同図(A)に示すように、第1パルス電流群PC1と第2パルス電流群PC2とを、第1パルス電流群通電期間T1と第2パルス電流群通電期間T2とで周期的に切り換えて溶接するパルスMAG溶接方法において、同図(B)に示すように、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に、平均アーク電圧HPが低くなるように設定した第1パルス電流群PC1と、アーク力が強い矩形波ピーク電流を第1パルス電流群よりも平均アーク電圧HPが高くなるように設定した第2パルス電流群PC2とを周期的に切り換えて溶接する方法である。図6の符号の説明は、図3及び図5と同じである。
【0090】
(実施例1の1)
図7は、V型開先突き合わせ開先のルートギャップRGを変化させて本発明の方法及び従来技術によって、アルミニウム合金材を溶接した場合において、初層溶接の可能範囲を比較した初層溶接可能範囲比較図である。
同図(A)はV型開先突き合わせ開先のルートギャップRGを示す図である。同図(B)は、同図(A)に示すルートギャップRGを変化させて本発明の方法及び従来技術によって、アルミニウム合金材のV型開先突き合わせ溶接をした場合の初層溶接の可能範囲を比較した初層溶接可能範囲比較図である。
【0091】
同図(B)のように、従来技術2では最大1.5[mm]のルートギャップRGまで、従来技術3では最大0.5[mm]のルートギャップRGまでしか溶接ができないが、本発明では最大4[mm]のルートギャップRGまで溶接が可能となっている。
【0092】
このときの溶接条件は、消耗電極が、直径1.2[mm]のAl−Mg合金ワイヤ(A5356)であり、被溶接材が、同図(A)に示すV型開先突き合わせ溶接の開先加工をした板厚20[mm]のAl−Mg合金(A5083)であり、平均溶接電流値が50[A]乃至200[A]で、平均溶接電圧が17[V]乃至22[V]である。
【0093】
図8は、図7のアルミニウム合金材のV型開先突き合わせ溶接のパルス条件を示す図である。パルス条件は図8に示すとおりである。
【0094】
上記のように、本発明の第1の溶接方法は、アーク力が強い矩形波ピーク電流の第2パルス電流群を通電させると共にアーク長を大にして深い溶け込みを得ることによって厚板のルート部を確実に溶融させた後で、アーク力が弱い立ち上がり時間及び立ち下がり時間のピーク電流の第1パルス電流群を通電させると共にアーク長を小にして浅い溶け込みを得ることによって、第2パルス電流群で溶融したルート部の溶け落ちを防ぐことができる。
【0095】
(実施例1の2)
図9は、V型開先突き合わせ開先のルートギャップRGを変化させて本発明の方法及び従来技術によって、軟鋼板を溶接した場合において、初層溶接の可能範囲を比較した初層溶接可能範囲比較図である。
同図(A)は、図7と同様に、V型開先突き合わせ開先のルートギャップRGを示す図である。同図(B)は、同図(A)に示すルートギャップRGを変化させて本発明の方法及び従来技術によって、軟鋼板のV型開先突き合わせ溶接をした場合の初層溶接の可能範囲を比較した初層溶接可能範囲比較図である。
【0096】
同図(B)のように、従来技術2では最大1.0[mm]のルートギャップRGまで、従来技術3では最大0.5[mm]のルートギャップRGまでしか溶接ができないが、本発明では最大3[mm]のルートギャップRGまで溶接が可能となっている。
【0097】
このときの溶接条件は、消耗電極が、直径1.2[mm]の軟鋼ワイヤ(JISのYGW11)であり、被溶接材が、同図(A)に示すV型開先突き合わせ溶接の開先加工をした板厚16[mm]の軟鋼板(SS400)であり、平均溶接電流値が120[A]乃至250[A]で、平均溶接電圧が22[V]乃至25[V]である。
【0098】
図10は、図9の軟鋼板のV型開先突き合わせ溶接のパルス条件を示す図である。パルス条件は図10に示すとおりである。
【0099】
上記のように、軟鋼板の溶接においても、前述したアルミニウム合金材と同様に、本発明の第1の溶接方法は、アーク力が強い矩形波ピーク電流の第2パルス電流群を通電させると共にアーク長を大にして深い溶け込みを得ることによって厚板のルート部を確実に溶融させた後で、アーク力が弱い立ち上がり時間及び立ち下がり時間のピーク電流の第1パルス電流群を通電させると共にアーク長を小にして浅い溶け込みを得ることによって、第2パルス電流群で溶融したルート部の溶け落ちを防ぐことができる。
【0100】
(実施例2)
図11は、アーク力が強い矩形波ピーク電流の第1パルス電流群と、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に平均アーク電圧が第1パルス電流群よりも高くなるように設定した第2パルス電流群とを周期的に切り換えて溶接するパルスMAG溶接方法の溶接電流波形を示す図である。
【0101】
この図11の溶接方法は、消耗電極を一定のワイヤ送給速度で送給し、同図(A)に示すように、第1パルス電流群PC1と第2パルス電流群PC2とを、第1パルス電流群通電期間T1と第2パルス電流群通電期間T2とで周期的に切り換えて溶接するパルスMAG溶接方法において、同図(B)に示すように、アーク力が強い矩形波ピーク電流の第1パルス電流群PC1と、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に平均アーク電圧HPが第1パルス電流群よりも高くなるように設定した第2パルス電流群PC2とを周期的に切り換えて溶接する方法である。図11の符号の説明は、図3及び図5と同じである。
【0102】
(実施例2の1)
図12は、被溶接材が、本発明の方法及び従来技術によって、T継ぎ手のアルミニウム合金の薄板を溶接した場合において、良好な溶接部が得られる範囲を本発明の方法と従来技術とで比較したT継ぎ手溶接可能範囲比較図である。
【0103】
本発明の溶接方法では、図12に示すように、板厚0.8[mm]までの薄板でも良好なT継ぎ手溶接部を得ることができる。
これに対して、従来技術2においては、板厚1.5[mm]以上の板厚でないと良好なT継ぎ手溶接部を得ることができない。また、従来技術3においては、板厚2.5[mm]以上の板厚でなければ、良好なT継ぎ手溶接部を得ることができない。
【0104】
このときの溶接条件は、消耗電極が、直径1.2[mm]のAl−Mg合金ワイヤ(A5356)であり、被溶接材が、板厚が0.8[mm]乃至3[mm]のAl−Mg合金(A5083)であり、平均溶接電流値は、50[A]乃至200[A]であり、平均溶接電圧は、17[V]乃至22[V]である。
図13は、図12のアルミニウム合金薄板のT継ぎ手溶接のパルス条件を示す図であり、パルス条件は図13に示すとおりである。
【0105】
上記のように、本発明の第2の溶接方法では、第1パルス電流群の矩形波パルスのアーク長が短く集中したアークによって、T継ぎ手のウエブとフランジ間の溶融橋絡部を確実に形成し、次に、第2パルス電流群の台形波パルスのアーク長が長くかつアーク力の弱いアークによって、溶け落ちを発生させないように被溶接材を幅広く溶かすことができる。
【0106】
(実施例2の2)
図14は、本発明の方法及び従来技術によって、T継ぎ手の軟鋼板の薄板を溶接した場合において、良好な溶接部が得られる範囲を本発明の方法と従来技術とで比較したT継ぎ手溶接可能範囲比較図である。
【0107】
本発明の溶接方法では、図14に示すように、板厚0.6[mm]までの薄板でも良好なT継ぎ手溶接部を得ることができる。
これに対して、従来技術2においては、板厚1.2[mm]以上の板厚でないと良好なT継ぎ手溶接部を得ることができない。また、従来技術3においては、板厚1.6[mm]以上の板厚でなければ、良好なT継ぎ手溶接部を得ることができない。
【0108】
このときの溶接条件は、消耗電極が、直径1.2[mm]の軟鋼ワイヤ(JISのYGW11)であり、被溶接材が、板厚が0.6[mm]乃至3[mm]の軟鋼板であり、平均溶接電流値は、50[A]乃至200[A]であり、平均溶接電圧は、18[V]乃至23[V]である。
図15は、図14の軟鋼薄板のT継ぎ手溶接のパルス条件を示す図であり、パルス条件は図15に示すとおりである。
【0109】
上記のように、軟鋼板の溶接においても、前述したアルミニウム合金材と同様に、本発明の第2の溶接方法では、第1パルス電流群の矩形波パルスのアーク長が短く集中したアークによって、T継ぎ手のウエブとフランジ間の溶融橋絡部を確実に形成し、次に、第2パルス電流群の台形波パルスのアーク長が長くかつアーク力の弱いアークによって、溶け落ちを発生させないように被溶接材を幅広く溶かすことができる。
【0115】
(実施例3)
あああ 図16は、第1パルス電流群と第2パルス電流群との両方を、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に、第1パルス電流群と平均アーク電圧HPが第1パルス電流群よりも高くなるように設定した第2パルス電流群とを周期的に切り換えて溶接するパルスMAG溶接方法の溶接電流波形を示す図である。
【0117】
この図16の溶接方法は、消耗電極を一定のワイヤ送給速度で送給し、同図(A)に示すように、第1パルス電流群PC1と第2パルス電流群PC2とを、第1パルス電流群通電期間T1と第2パルス電流群通電期間T2とで周期的に切り換えて溶接するパルスMAG溶接方法において、同図(B)に示すように、第1パルス電流群と第2パルス電流群との両方を、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に、第1パルス電流群と平均アーク電圧HPが第1パルス電流群よりも高くなるように設定した第2パルス電流群とを周期的に切り換えて溶接する方法である。図16の符号の説明は、図3及び図5と同じである。
【0120】
(実施例3の1)
図17は、重ね隅肉溶接の開先ルートギャップRGを変化させて本発明の方法及び従来技術によって、アルミニウム合金材を溶接した場合において、溶接可能な範囲を比較した重ね隅肉溶接可能範囲比較図である。
同図(A)は重ね隅肉溶接のルートギャップRGを示す図である。同図(B)は、同図(A)に示すルートギャップRGを変化させて本発明の方法及び従来技術によって、重ね隅肉溶接をした場合の溶接可能な範囲を比較した重ね隅肉溶接可能範囲比較図である。
【0121】
この本発明の第3の溶接方法では、第1パルス電流群及び第2パルス電流群ともアーク力が弱く、アーク長も緩やかに変化するので、板厚0.8[mm]の重ね継ぎ手では、2[mm]のギャップまで溶接が可能であり、板厚1[mm]以上であれば、3[mm]のギャップまでの溶接が可能である。
これに対して、従来技術2においては、板厚2[mm]以上で2[mm]のギャップまでが限界であり、従来技術3では板厚2[mm]以上で1[mm]のギャップまでが限界である。
【0122】
このときの溶接条件は、消耗電極が、直径1.2[mm]のAl−Mg合金ワイヤ(A5356)であり、の被溶接材が、同図(A)に示すルートギャップRGがある板厚が0.8[mm]乃至板厚3[mm]のAl−Mg合金(A5083)であり、平均溶接電流値が50[A]乃至100[A]であり、平均溶接電圧が17[V]乃至22[V]であり、溶接速度が100[cm/分]である。
【0123】
図18は、図17のアルミニウム合金薄板の重ね隅肉溶接のパルス条件を示す図である。パルス条件は図18に示すとおりである。
【0124】
(実施例3の2)
図19は、重ね隅肉溶接の開先ルートギャップRGを変化させて本発明の方法及び従来技術によって、軟鋼板を溶接した場合において、溶接可能な範囲を比較した重ね隅肉溶接可能範囲比較図である。
同図(A)は重ね隅肉溶接のルートギャップRGを示す図である。同図(B)は、同図(A)に示すルートギャップRGを変化させて本発明の方法及び従来技術によって、軟鋼板の重ね隅肉溶接をした場合の溶接可能な範囲を比較した重ね隅肉溶接可能範囲比較図である。
【0125】
この本発明の第3の溶接方法では、第1パルス電流群及び第2パルス電流群ともアーク力が弱く、アーク長も緩やかに変化するので、板厚0.8[mm]の重ね継ぎ手では、1.5[mm]のギャップまで溶接が可能であり、板厚1[mm]以上であれば、2[mm]のギャップまでの溶接が可能である。
これに対して、従来技術2においては、板厚2[mm]以上で1.5[mm]のギャップまでが限界であり、従来技術3では板厚2[mm]以上で1[mm]のギャップまでが限界である。
【0126】
このときの溶接条件は、消耗電極が、直径1.2[mm]の軟鋼ワイヤ(JISのYGW11)であり、被溶接材が、ルートギャップRGがある板厚が0.8[mm]乃至板板厚3[mm]の軟鋼板(SS400)であり、平均溶接電流値が50[A]乃至150[A]であり、平均溶接電圧が18[V]乃至24[V]であり、溶接速度が100[cm/分]である。
【0127】
図20は、図19の軟鋼薄板の重ね隅肉溶接のパルス条件を示す図である。パルス条件は図20に示すとおりである。
【0130】
(実施例4)
図21は、本発明の方法及び従来技術によって、開先のない被溶接材上に溶接した場合の平均アーク電圧値、クリーニング幅及びビード幅の変化を比較したクリーニング作用比較図である。
このときの溶接開始時の溶接条件は、消耗電極が、直径1.2[mm]のAl−Si合金ワイヤ(A4043)であり、被溶接材が板厚6[mm]のAl−Mg合金であり、平均溶接電流値が150[A]、平均アーク電圧値Eavが21[V]であり、溶接速度が40[cm/分]である。
【0132】
従来技術2では、アーク長の周期的な変化によって、ビード幅BWは溶接開始から100秒間は安定しているが、平均アーク電圧値はクリーニング幅CLの増加と共に増加する。その結果、溶接電源の外部特性によって出力電圧が下がり、100秒以後は溶接ワイヤが溶融池に突っ込むようになってビード幅が不安定に変化する。
従来技術3では、平均アーク電圧値Eav及びクリーニング幅CLの経時変化はないが、ビード幅BWは時間の経過と共に増加する。
これに対して、本発明の溶接方法では、長時間の溶接でも平均アーク電圧値Eav、クリーニング幅CL及びビード幅BWに変化は見られない。
【0140】
(実施例5)
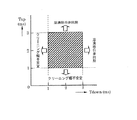
図22は、パルスに同期した溶滴移行が実現できる立ち上がり時間及び立ち下がり時間の範囲と溶接中にクリーニング幅が変化しない立ち上がり時間及び立ち下がり時間の範囲とを斜線で囲んだ範囲で示したクリーニング幅範囲関係図である。
このときの溶接開始時の溶接条件は、消耗電極が、直径1.2[mm]のAl−Mg合金ワイヤ(A5356)であり、平均溶接電流値が100[A]であり、平均アーク電圧値が20[V]である。パルス条件は、ピーク電流値が320[A]であり、パルス通電時間が1.2[ms]のユニットパルス条件である。
【0142】
同図に示すように、立ち上がり時間Tup及び立ち下がり時間Tdownは、両者とも、3[ms]以下であることが望ましく、これを越えると、図の右向き及び上向きの矢印で示すように、溶滴移行非同期となってパルスに同期した溶滴移行を得ることができない。
また、安定したクリーニング幅を得るためには、立ち上がり時間及び立ち下がり時間はいずれも、1[ms]以上であることが望ましく、これ未満の値のパルス電流波形で溶接を行うと、図の左向き及び下向きの矢印で示すように、クリーニング幅不安定となって溶接中にクリーニング幅が広がり、見かけのアーク長が短くなって、良好な溶接ビードを得ることができない。したがって、立ち上がり時間及び立ち下がり時間は、1[ms]乃至3[ms]であることが望ましい。
【1001】
【発明の効果】
本発明の溶接方法の効果は、次のとおりである。
(1)アルミニウム合金材又は銅材に適用したときは、明確な波形状の「うろこ状ビード」外観を得ることができる。
(2)鋼板は勿論、アルミニウム合金材においても、ギャップの大なる溶接継ぎ手でも良好な溶接結果を得ることができる。
(3)鋼板は勿論、アルミニウム合金材においても、薄い被溶接材であっても溶け落ちが生じない。
(4)スパッタの発生を防止することができる。
(5)アルミニウム合金材に適用したときは、長時間溶接しても、平均アーク電圧値、クリーニング幅及びビード幅の変化が生じない。
【1002】
【1003】
【図面の簡単な説明】
【図1】 図1は、従来のティグフィラアーク溶接方法により溶接した規則正しい波形状の「うろこ状ビード」の外観を示す図である。
【図2】 図2は、従来技術のミグ溶接によって溶接したスパッタが付着し波形状が明確でない「うろこ状ビード」外観を示す図である。
【図3】 図3は、第1パルス電流群と第2パルス電流群とを周期的に切り換えたパルスMAG溶接方法の溶接電流波形を示す図である。
【図4】 図4は、矩形波パルスの強いアーク力及び熱衝撃によって、アルミニウム被溶接材表面の酸化皮膜中に吸着している水分、油分等が、溶融池周辺の広い範囲で除去されるために、溶接進行中にクリーニング領域が広がっていることを説明する図である。
【図5】 図5は、ベース電流からピーク電流までの立ち上がり及びピーク電流からベース電流までの立ち下りを説明する溶接電流波形を示す図である。
【図6】 図6は、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に、平均アーク電圧が低くなるように設定した第1パルス電流群と、アーク力が強い矩形波ピーク電流を第1パルス電流群よりも平均アーク電圧が高くなるように設定した第2パルス電流群とを周期的に切り換えて溶接するパルスMAG溶接方法の溶接電流波形を示す図である。
【図7】 図7は、V型開先突き合わせ開先のルートギャップRGを変化させて本発明の方法及び従来技術によって、アルミニウム合金材を溶接した場合において、初層溶接の可能範囲を比較した初層溶接可能範囲比較図である。
【図8】 図8は、図7のアルミニウム合金材のV型開先突き合わせ溶接のパルス条件を示す図である。
【図9】 図9は、V型開先突き合わせ開先のルートギャップRGを変化させて本発明の方法及び従来技術によって、軟鋼板を溶接した場合において、初層溶接の可能範囲を比較した初層溶接可能範囲比較図である。
【図10】 図10は、図9の軟鋼板のV型開先突き合わせ溶接のパルス条件を示す図である。
【図11】 図11は、アーク力が強い矩形波ピーク電流の第1パルス電流群と、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に平均アーク電圧が第1パルス電流群よりも高くなるように設定した第2パルス電流群とを周期的に切り換えて溶接するパルスMAG溶接方法の溶接電流波形を示す図である。
【図12】 図12は、被溶接材が、本発明の方法及び従来技術によって、T継ぎ手のアルミニウム合金の薄板を溶接した場合において、良好な溶接部が得られる範囲を本発明の方法と従来技術とで比較したT継ぎ手溶接可能範囲比較図である。
【図13】 図13は、図12のアルミニウム合金薄板のT継ぎ手溶接のパルス条件を示す図である。
【図14】 図14は、本発明の方法及び従来技術によって、T継ぎ手の軟鋼板の薄板を溶接した場合において、良好な溶接部が得られる範囲を本発明の方法と従来技術とで比較したT継ぎ手溶接可能範囲比較図である。
【図15】 図15は、図14の軟鋼薄板のT継ぎ手溶接のパルス条件を示す図である。
【図16】 図16は、第1パルス電流群と第2パルス電流群との両方を、アーク力が弱くなるようにピーク電流の立ち上がり時間及び立ち下がり時間を設定すると共に、第1パルス電流群と平均アーク電圧HPが第1パルス電流群よりも高くなるように設定した第2パルス電流群とを周期的に切り換えて溶接するパルスMAG溶接方法の溶接電流波形を示す図である。
【図17】 図17は、重ね隅肉溶接の開先ルートギャップRGを変化させて本発明の方法及び従来技術によって、アルミニウム合金材を溶接した場合において、溶接可能な範囲を比較した重ね隅肉溶接可能範囲比較図である。
【図18】 図18は、図17のアルミニウム合金薄板の重ね隅肉溶接のパルス条件を示す図である。
【図19】 図19は、重ね隅肉溶接の開先ルートギャップRGを変化させて本発明の方法及び従来技術によって、軟鋼板を溶接した場合において、溶接可能な範囲を比較した重ね隅肉溶接可能範囲比較図である。
【図20】 図20は、図19の軟鋼薄板の重ね隅肉溶接のパルス条件を示す図である。
【図21】 図21は、本発明の方法及び従来技術によって、開先のない被溶接材上に溶接した場合の平均アーク電圧値、クリーニング幅及びビード幅の変化を比較したクリーニング作用比較図である。
【図22】 図22は、パルスに同期した溶滴移行が実現できる立ち上がり時間及び立ち下がり時間の範囲と溶接中にクリーニング幅が変化しない立ち上がり時間及び立ち下がり時間の範囲とを斜線で囲んだ範囲で示したクリーニング幅範囲関係図である。
【符号の説明】
BW 溶接ビード幅
CL クリーニング幅
D1 第1パルス電流群PC1のピーク電流通電周期
D2 第2パルス電流群PC2のピーク電流通電周期
Eav 平均アーク電圧値
HP 平均アーク電圧
I 溶接電流
Ib1 第1パルス電流群PC1のベース電流値
Ib2 第2パルス電流群PC2のベース電流値
Ip1 第1パルス電流群PC1のピーク電流値
Ip2 第2パルス電流群PC2のピーク電流値
PC1 第1パルス電流群
PC2 第2パルス電流群
RG ルートギャップ
T1 第1パルス電流群通電期間
T2 第2パルス電流群通電期間
Tp1 第1パルス電流群PC1のピーク電流通電時間
Tp2 第2パルス電流群PC2のピーク電流通電時間
Tup ベース電流Ibからピーク電流Ipまでの立ち上がり時間
Tdown ピーク電流Ipからベース電流Ibまでの立ち下り時間
Claims (1)
- 消耗電極を予め設定した一定のワイヤ送給速度で送給し、第1パルス電流群と第2パルス電流群とを周期的に切り換えたパルス電流を通電して溶接するパルスMAG溶接方法において、
前記第1パルス電流群では、ピーク電流値、パルス周期、パルス通電時間及びベース電流値を溶滴移行が複数パルス1溶滴移行又は1パルス1溶滴移行となりかつアーク長が前記第2パルス電流群の通電時よりも短くなるように設定し、さらにベース電流からピーク電流までの立ち上がり時間及びピーク電流からベース電流までの立ち下がり時間を安定したクリーニング幅を得ることができかつパルスに同期して溶滴移行が行われるように1[ms]乃至3[ms]の範囲内に設定し、
前記第2パルス電流群では、ピーク電流値、パルス周期、パルス通電時間及びベース電流値を溶滴移行が1パルス1溶滴移行又は1パルス複数溶滴移行となりかつアーク長が前記第1パルス電流群の通電時よりも長くなるように設定し、さらにベース電流からピーク電流までの立ち上がり時間及びピーク電流からベース電流までの立ち下がり時間を安定したクリーニング幅を得ることができかつパルスに同期して溶滴移行が行われるように1[ms]乃至3[ms]の範囲内に設定し、
消耗電極の給電チップ先端と消耗電極先端とのワイヤ突き出し長を増減させてワイヤ先端と被溶接材表面との最短距離のアーク長を周期的に増減させるパルスMAG溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10555998A JP4334635B2 (ja) | 1998-03-31 | 1998-03-31 | パルスmag溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10555998A JP4334635B2 (ja) | 1998-03-31 | 1998-03-31 | パルスmag溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11285827A JPH11285827A (ja) | 1999-10-19 |
| JP4334635B2 true JP4334635B2 (ja) | 2009-09-30 |
Family
ID=14410912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10555998A Expired - Fee Related JP4334635B2 (ja) | 1998-03-31 | 1998-03-31 | パルスmag溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4334635B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100415462B1 (ko) * | 2001-02-14 | 2004-01-24 | 주식회사 세일 기전 | 펄스 마그 아크 용접 방법 |
| JP4643111B2 (ja) * | 2002-03-07 | 2011-03-02 | 株式会社ダイヘン | アーク長揺動パルスアーク溶接制御方法 |
| JP4757426B2 (ja) * | 2002-03-27 | 2011-08-24 | 株式会社ダイヘン | パルスアーク溶接制御方法 |
| JP4995698B2 (ja) * | 2007-11-12 | 2012-08-08 | 株式会社ダイヘン | ステッチパルス溶接装置 |
| JP4995697B2 (ja) * | 2007-11-12 | 2012-08-08 | 株式会社ダイヘン | ステッチパルス溶接装置 |
| CN104582888B (zh) | 2012-11-07 | 2016-08-17 | 松下知识产权经营株式会社 | 电弧焊接装置以及电弧焊接控制方法 |
| JP7060159B2 (ja) * | 2019-10-31 | 2022-04-26 | Jfeスチール株式会社 | Mig溶接方法 |
| CN112828419A (zh) * | 2020-12-31 | 2021-05-25 | 唐山松下产业机器有限公司 | 形成鱼鳞纹焊缝的焊接控制方法、装置、介质和电子设备 |
| CN113333914B (zh) * | 2021-05-28 | 2023-02-17 | 天津中车唐车轨道车辆有限公司 | 一种双脉冲mag焊不锈钢立向上角焊缝焊接工艺 |
| CN114798732B (zh) * | 2022-06-30 | 2022-10-21 | 太原理工大学 | 一种多频复合电流调控双金属层状复合板界面结构的方法 |
| CN115990697B (zh) * | 2022-12-30 | 2024-08-27 | 深圳市麦格米特焊接技术有限公司 | 熔化电极气体保护焊系统及其控制方法、控制器、介质 |
-
1998
- 1998-03-31 JP JP10555998A patent/JP4334635B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11285827A (ja) | 1999-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3219413B2 (ja) | 横向溶接方法及びその溶接装置 | |
| CN103415369B (zh) | 异种金属接合方法 | |
| JPWO1997043073A1 (ja) | 横向溶接方法及びその溶接装置 | |
| JP4334635B2 (ja) | パルスmag溶接方法 | |
| JP2004223548A (ja) | アルミニウムと鉄鋼の接合方法 | |
| Ueyama et al. | High-speed welding of steel sheets by the tandem pulsed gas metal arc welding system | |
| JP4037109B2 (ja) | アルミニウムと鉄鋼の接合方法 | |
| JPH11267839A (ja) | アーク溶接方法 | |
| JP4749555B2 (ja) | 3電極アーク溶接制御方法 | |
| JP4836234B2 (ja) | 異材接合方法 | |
| JP2004160496A (ja) | パルスアーク溶接の溶接電流制御方法 | |
| CN115703163A (zh) | 多电极单面埋弧焊接方法 | |
| JPH06114587A (ja) | 厚板の突合わせ溶接方法 | |
| JP4470482B2 (ja) | 重ね隅肉継手のろう付け方法 | |
| JP2007301623A (ja) | 薄鋼板の横向重ね継手の高速ガスシールドアーク溶接方法 | |
| JP2008018436A (ja) | 溶接方法および溶接物 | |
| JPH0320310B2 (ja) | ||
| JP2006088174A (ja) | 異材接合方法 | |
| JP3282285B2 (ja) | アルミニウム合金の硬化肉盛溶接方法 | |
| Ueyama et al. | Aluminium alloy sheet welding by the laser AC pulsed MIG hybrid process | |
| JP2003053544A (ja) | 亜鉛メッキ鋼板を用いた隅肉継手のtig溶接方法 | |
| JP4890179B2 (ja) | プラズマミグ溶接方法 | |
| JP2003334657A (ja) | 亜鉛メッキ鋼板重ね合わせ継手のアークスポット溶接方法 | |
| US7371994B2 (en) | Buried arc welding of integrally backed square butt joints | |
| JP3547776B2 (ja) | 亜鉛メッキ鋼板のtig溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20020628 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080909 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090623 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090624 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130703 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |