JP4328017B2 - ウェブの巻取り方法 - Google Patents
ウェブの巻取り方法 Download PDFInfo
- Publication number
- JP4328017B2 JP4328017B2 JP2000530443A JP2000530443A JP4328017B2 JP 4328017 B2 JP4328017 B2 JP 4328017B2 JP 2000530443 A JP2000530443 A JP 2000530443A JP 2000530443 A JP2000530443 A JP 2000530443A JP 4328017 B2 JP4328017 B2 JP 4328017B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- web
- measurement
- winding
- support member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004804 winding Methods 0.000 title claims abstract description 31
- 238000000034 method Methods 0.000 title claims abstract description 25
- 238000005259 measurement Methods 0.000 claims abstract description 31
- 230000003247 decreasing effect Effects 0.000 claims 1
- 230000007547 defect Effects 0.000 abstract description 3
- 230000001105 regulatory effect Effects 0.000 abstract 2
- 239000010410 layer Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/0328—Controlling transverse register of web by moving the winding device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/02—Supporting web roll
- B65H18/06—Lateral-supporting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/40—Holders, supports for rolls
- B65H2405/42—Supports for rolls fully removable from the handling machine
- B65H2405/422—Trolley, cart, i.e. support movable on floor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/16—Irregularities, e.g. protuberances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
Landscapes
- Replacement Of Web Rolls (AREA)
- Winding Of Webs (AREA)
- Sanitary Thin Papers (AREA)
- Train Traffic Observation, Control, And Security (AREA)
- Control Of Vehicles With Linear Motors And Vehicles That Are Magnetically Levitated (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Formation And Processing Of Food Products (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
- Mechanical Operated Clutches (AREA)
- Control Of Combustion (AREA)
Description
本発明は、請求項1の前段に記載のウェブの巻取り方法に関するものである。
【0002】
本願出願人のフィンランド特許出願第942451号には、ウェブの巻取り方法および装置が記載されている。同方法では、ウェブは支持ロールで支持され、支持ロールと生成中のロールとの間に形成されるニップを介して、スプールへ巻取られる。スプールは、スプールの中央に取り付けられた支持部材によって、少なくとも部分的に支持されている。スプールおよびロールは、位置を変更可能な装置によって、支持および/または負荷される。巻取りの初期段階では、前記装置の負荷ユニットおよび支持ユニットは、実質的に支持ロールの軸および生成中のロールの軸を通過する平面内で移動させられ、生成中のロールは巻取り位置で負荷および/または支持される。巻取りが進行すると、前記装置の負荷ユニットおよび支持ユニットは、ロールの外周に実質的に平行な通路に沿って下方へ移動させられ、巻取りの最終段階において、完成されつつあるロールは、前記ユニットによって下から支持される。前記フィンランド公報に記載の技術によれば、1.5メートルより大きな直径および3メートルより大きな幅を有する大型のロールを、問題なく巻取ることができる。
【0003】
しかし、すべてのセンタ駆動式巻取り機において、ロールのディッシングが、特に大きなロール直径を有するものに発生する。ここでディッシングとは、ロール上のウェブ層が巻取り中にロールの軸方向に移動することから生じる、ロール形状の欠陥として解釈される。このため、ロールの両端部が平坦な形状とは異なる形状となり、すなわち凸面または凹面になる。このような横移動が始まった場合、一般的に、横移動はそれ自体を増大させる傾向があり、最終的には、ロール端部は、充分早期に修正作業を行わない限り、凸面となる結果となる。かかる現象は、ニップにおいてウェブに力が加わる結果、巻取り中、ロールの表面層間にわずかな程度の摺動が常に生じることから、発生する。このようなロールの表面層の摺動のためロールの堅さは増大し、仮にこの堅さを増大する力が、例えば入ってくるウェブの不均一な張力プロファイルまたは厚さプロファイルのために均衡していない場合、ウェブの層は、更に、ロールのスプールの軸方向に移動する傾向がある。更に、ロールの支持体の心合せにおける欠陥も、同様の形状の誤りを生じ、ニップ力の不均衡な分布も同様である。このようなロールにおける形状の誤りは、それが生じる巻戻しの問題のため、望ましくない。
【0004】
本発明は、特に大型のロールに生じるこのような形状の誤りを相殺可能な方法を提供することを目的とする。
【0005】
本発明による方法の主たる特徴は、請求項1の特徴段から明らかとなる。
【0006】
本発明による方法は、ロールへ巻取られるウェブの到着方向がロールの軸に対して調節可能であり、またはニップの幅方向に負荷の分布を調節可能な巻取りニップによって巻取りが実行される、あらゆる巻取り方法において利用可能である。したがって、本方法は、ロール上のウェブの張力をウェブロールのシャフトに加わる回転トルクのみによって調節する、ニップ無使用センタ駆動式巻取りにも適している。
【0007】
本発明による方法では、間接または直接測定を使用可能であり、これに基づいて、形状の誤りがロールに形成されているか否かを決定する。直接測定とは、ロール端部の側線を非接触または接触による測定によって直接測定する測定として解釈されている。他方、間接測定とは、ロール端部の側線の変化によって影響を受ける他の何らかの量から、間接的にロール端部の側線の変化を測定する測定として解釈されている。
【0008】
次に、本発明による方法の好ましい実施例を示す添付図面を参照して、本発明を説明するが、本発明は前記実施例の内容のみに限定されるものではない。
【0009】
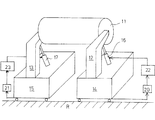
図1は概略軸測図であり、図2はセンタ駆動式巻取り機の側面図であり、図1および図2は更に、センタ駆動式巻取り機において形成中のロール11と、その支持ロール50との間のニップ線を調節するための、本発明による方式を示す。ここで、センタ駆動式巻取り機とは、特にスリッタワインダに対して用いられる種類の巻取り機として解釈され、要素ウェブから形成されている各ロールは、それぞれ別個に、それらのロールスプールの端部から、更に少なくともウェブロールの側の1点から、支持ロールまたはそれと同等の支持部材によって支持される。
【0010】
図1において、形成中のロール11は、その両端部から、ロールスプールに連結された巻取りアーム12、13によって支持する。第1の巻取りアーム12は、第1のスレッジ14に、連接継手30(図2)によって連結し、第2の巻き取りアーム13は、第2のスレッジ15に、同様の方法で連接継手によって連結する。第1のスレッジ14および第2のスレッジ15は、センタ駆動式巻取り機のフレームR上に取り付け、リールスプールの長さおよび巻取られるウェブの送り点の位置に応じて、前記フレームRに対して移動可能である。第1の巻取りアーム12に対し、一方の端部から、第1の負荷シリンダ16を、連接継手40(図2)によって取り付け、同様に、第2の巻取りアーム13に対しては、第2の負荷シリンダ17を、その一方の端部から、連接継手によって取り付けている。第1の負荷シリンダ16の他方の端部は、連接継手41によって、第1のスレッジ14へ取り付け、第2の負荷シリンダ17の他方の端部は、同様に、連接継手によって、第2のスレッジ15へ取り付けている。これらの負荷シリンダ16、17によって、巻取り中のロール11を、所望の方法で支持ロール50に対して押し付けることができる。
【0011】
第1のスレッジ14に対し、第1の力計測検出器20を取り付け、同様に、第2のスレッジ15に対し、第2の力計測検出器21を取り付けている。これらの力計測検出器20、21を、例えばスレッジ14、15とそれらのブレーキとの間に配置可能である。これに代えて、これらの力計測検出器20、21を、形成中のロール11の受け座に対して配置可能である。力計測検出器20、21は、ロールスプールの軸方向に働く力を計測し、その力は、ロールスプールから巻取りアーム12、13へ、更にスレッジ14、15へ転送する。
【0012】
第1の力計測検出器20から受信された信号は、第1の調整器22へ送り、第2の力計測検出器21から受信された信号は、第2の調整器23へ送る。第1の調整器22によって、第1の負荷シリンダ16の液圧システムを制御し、第2の調整器23によって、第2の負荷シリンダ17の液圧システムを制御する。力計測検出器20、21の信号もまた、別個のコンピュータ、または巻取り工程全体を制御するコンピュータへ送ることができ、その場合、調整器22、23の制御は、前記コンピュータによって行う。そのような場合、巻取りに関連して得られる情報は、ロール11に関係したデータの一部として使用可能であり、そのデータは、後に、例えば印刷機におけるロール11の巻き戻しに関連して使用可能である。
【0013】
巻取りの開始時に、ロールスプールの両端部へ加わる軸方向の押圧力はゼロにリセットし、その場合、力計測信号20、21の総合計測信号はゼロになる。その後、仮に、ロールスプールの軸に平行な力が、ロール11上へ巻取り中のウェブに発生し、したがってその力が、その作用方向へウェブ層を移動させようとする場合、その力も、力計測検出器20、21によって得られた計測信号における変化として検出する。計測検出器20、21における、ロール11がディッシングしている方向の力は増大し、その反対側に配されている計測検出器20、21で測定される力は減少する。リールスプールは、ウェブが移動して向かってくる巻取りアーム12、13を押し、それぞれの力計測検出器20、21に力信号を生成する。この信号はインパルスをそれぞれの調整器22、23へ送り、それは液圧システムに対して負荷シリンダ16、17の位置を修正するよう命令を与える。前記負荷シリンダ16、17が、巻取りアームの一方を、他方の巻取りアームに対して上昇または下降させると、ロール11と搬送ドラム50との間のニップ力のプロファイルが変化し、ニップ線が傾斜する。このような修正によって、形成中のロール11へ加えられウェブ層を方向転換させる力は、消去可能であり、その場合、ウェブ層は、ロールスプールの軸方向に移動しようとはせず、ロールのディッシングが防止される。
【0014】
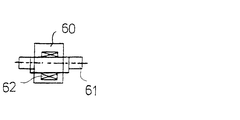
図3Aは本発明によるニップ線の第2の調節方式を示していて、その調節は、スレッジの車輪60の懸架装置に対して取り付けられているアクチュエータによって行う。したがって、本実施例では、調整器22、23は、スレッジ14、15の後輪60に対して取り付けられているアクチュエータを制御する。ここでアクチュエータは、偏心シャフト上で回転するように図3Bに示す方法で軸受け62によって取り付けられている、スレッジ14の後部支持車輪60で構成する。偏心シャフト61を回転させると、スレッジ14の後部エッジは、その前方のエッジに対して上昇可能であり、これによってスレッジ14は、その前輪70の軸を中心として回転する。この回転によって、スレッジ14へ取り付けられている支持アーム12上のロール11の支点12aは、角度αだけ移動し、他方のスレッジ15が静止した状態にある場合、ロール11の軸方向は、ロール上へ搬送中のウェブの走行方向に対して変化し、ロール11の内部における軸方向の力が補正され、その場合、ロール11の形状の誤りが防止される。
【0015】
図3の場合、更に力検出器20、21を、例えばスレッジ14、15とそれらのブレーキとの間に、または形成中のロール11の受け座に対して、配置可能である。同様に、力検出器20、21の信号をコンピュータへ送信し、そこで再び調整器22、23を制御可能である。
【0016】
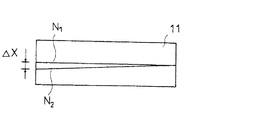
図4Aは、ロール11の一方の端部におけるアクチュエータによって生じる動きの方向を軸測図として示し、図4Bは、調節が、ロール11の面上の巻取りニップの位置に及ぼす影響と同時に、ロール11の軸に対するウェブの相対的な到着方向に及ぼす影響を示す。ロール11の一方の端部が矢印Sで示す方法で移動する一方、ロール11の他方の端部がその定位置に留まっている場合、ロール11と支持ロール50との間のニップ線N1が変化し、ニップ線N2になる。ロール11の静止している端部では、ニップ線N1およびN2を一致させ、移動しているロール11の端部では、ニップ線N1およびN2を、互いに一定の間隔△xをおいて配する。このような構造により、ロール11上へ巻取られるウェブの軸方向への移動を防止し、巻取られるロール11の両端部を、平坦にすることが可能である。
【0017】
スレッジ14、15に加わる横断方向の力を計測しないで、ロール11の側面を直接、例えば光電管、超音波検出器によって、または容量測定もしくは接触測定によって測定することも可能である。しかし、これらの直接測定に比べると、前記横断方向の力の計測が望ましい。なぜなら、これによれば、巻取りニップから、またはウェブのプロファイル誤差から生じる力が、ロール11へ巻取られるウェブ層をその所望の位置から転換させようとしてロール11へ加わる場合、それをかなり早期に間接的に知ることができ、修正措置を早期に開始可能だからである。
【0018】
次に特許請求の範囲を記載するが、本発明の内容は前記特許請求の範囲に記載する本発明の概念の範囲内で改変することができ、一例としてのみ上述したものとは異なるものとすることができる。
【図面の簡単な説明】
【図1】 本発明の方法を適用可能なセンタ駆動式巻取り機の概略軸測図である。
【図2】 図1に示すセンタ駆動式巻取り機の概略側面図である。
【図3】 アクチュエータをスレッジの車輪の懸架装置に対して取り付けた、ニップ線の調節方式を示す図である。
【図4】 形成中のロールとその支持ロールとの間のニップ線において、図3に示すアクチュエータによって生じる方向の変化を示す図である。
Claims (5)
- 形成中のロールを該ロールの両側に配した第1および第2の支持部材によって該ロールの軸方向に支持するウェブの巻取り方法において、前記形成中のロールの軸方向に加わる力を少なくとも該ロールの一方の端部を支持する前記支持部材に対して測定し、該測定に基づいて第1および第2の支持部材の相対的高さを調節して、前記ロールの両端部の形状を平坦な形状にすることを特徴とするウェブの巻取り方法。
- 請求項1に記載の方法において、形成中の前記ロールに加わる軸方向の力を該ロールの両端部で前記支持部材に対して測定し、該測定に基づいて前記支持部材の相対位置を調節することを特徴とするウェブの巻取り方法。
- 請求項2に記載の方法において、形成中の前記ロールに加わる軸方向の力の合力を、測定された支持力間の差と定め、該測定に基づいて前記支持部材の相対位置を調節することを特徴とするウェブの巻取り方法。
- 請求項1ないし3のいずれかに記載の方法において、形成中の前記ロールの支持部材の相対位置を、前記測定から得られるデータに基づき、形成中の前記ロールに一方の支持部材を介して加わる負荷を増減することによって調節することを特徴とするウェブの巻取り方法。
- 請求項1ないし4のいずれかに記載の方法において、形成中の前記ロールの支持部材の相対位置を、前記測定から得られるデータに基づき、該支持部材の一方を移動させることによって調節し、形成中の前記ロールの面上へ送られるウェブの、形成中の前記ロールの軸に対する走行方向を変更することを特徴とするウェブの巻取り方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI980252A FI106446B (fi) | 1998-02-04 | 1998-02-04 | Menetelmä rainan rullauksessa |
| FI980252 | 1998-02-04 | ||
| PCT/FI1999/000070 WO1999040003A1 (en) | 1998-02-04 | 1999-02-02 | Method in winding of a web |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002502786A JP2002502786A (ja) | 2002-01-29 |
| JP2002502786A5 JP2002502786A5 (ja) | 2006-03-23 |
| JP4328017B2 true JP4328017B2 (ja) | 2009-09-09 |
Family
ID=8550703
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000530443A Expired - Fee Related JP4328017B2 (ja) | 1998-02-04 | 1999-02-02 | ウェブの巻取り方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6095452A (ja) |
| EP (1) | EP1054830B1 (ja) |
| JP (1) | JP4328017B2 (ja) |
| AT (1) | ATE217850T1 (ja) |
| AU (1) | AU2280699A (ja) |
| DE (1) | DE69901540T2 (ja) |
| FI (1) | FI106446B (ja) |
| NO (1) | NO316219B1 (ja) |
| WO (1) | WO1999040003A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1005922B1 (en) * | 1998-03-26 | 2005-08-10 | JFE Steel Corporation | Method and device for taking up metal foil |
| FI107908B (fi) * | 1998-11-04 | 2001-10-31 | Metso Paper Inc | Menetelmä ja laitteisto rullan rakenteen hallitsemiseksi |
| FI105803B (fi) * | 1999-03-30 | 2000-10-13 | Valmet Corp | Menetelmä ja laitteisto paperirullan jatkuvatoimisessa aukirullauksessa |
| US6669818B2 (en) * | 2000-06-28 | 2003-12-30 | Metso Paper Karlstad Ab | Shortened layout from dryer to reel in tissue machine |
| DE10234958A1 (de) * | 2002-07-31 | 2004-02-12 | Voith Paper Patent Gmbh | Verfahren zum Überführen eines Aufführstreifens einer Materialbahn auf eine Wickelvorrichtung |
| DE10250863B4 (de) * | 2002-10-31 | 2005-06-02 | Brückner Maschinenbau GmbH | Wickelvorrichtung für bahnförmige Materialien, insbesondere Kunststofffolien |
| DE10327245A1 (de) * | 2003-06-17 | 2005-01-05 | Voith Paper Patent Gmbh | Aufwickelvorrichtung |
| JP4982313B2 (ja) * | 2007-09-20 | 2012-07-25 | リョービ株式会社 | 転写用フィルムの巻取り方法及び印刷用紙への転写装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1219576B (de) * | 1962-12-10 | 1966-06-23 | Continental Elektro Ind Ag | Einrichtung zur Regelung der Bandmittenlage bandfoermiger Wickelgueter |
| US3570735A (en) * | 1968-11-18 | 1971-03-16 | Gpe Controls Inc | Method and apparatus of guiding moving webs |
| JPS5221139B1 (ja) * | 1971-05-27 | 1977-06-08 | ||
| US4500045A (en) * | 1983-08-29 | 1985-02-19 | Xerox Corporation | Laterally translatable roll apparatus |
| JPS6242378A (ja) * | 1985-08-19 | 1987-02-24 | Fuji Photo Film Co Ltd | 磁気テ−プ巻込方法および装置 |
| DE3721969C2 (de) * | 1987-07-03 | 1994-02-10 | Reifenhaeuser Masch | Vorrichtung zum Aufwickeln einer Folienbahn, insbes. einer Kunststoffolienbahn, zu einem Folienwickel auf einem Wickelkern |
| DE3924612A1 (de) * | 1989-07-26 | 1991-01-31 | Jagenberg Ag | Tragwalzen-wickelmaschine zum aufwickeln von materialbahnen |
| DE4232363C2 (de) * | 1992-09-26 | 1995-11-30 | Kloeckner Er We Pa Gmbh | Vorrichtung zum kontinuierlichen Wickeln von Materialbahnen |
| DE4408863C2 (de) * | 1994-03-16 | 1998-07-09 | Kampf Gmbh & Co Maschf | Vorrichtung zum Aufwickeln einer Warenbahn, insbesondere Kunststoffolienbahn |
| FI100467B (fi) * | 1994-05-26 | 1997-12-15 | Valmet Corp | Menetelmä ja laite rainan rullauksessa |
| EP0919499B1 (en) * | 1997-11-29 | 2003-07-02 | Meinan Machinery Works, Inc. | Veneer reeling apparatus |
-
1998
- 1998-02-04 FI FI980252A patent/FI106446B/fi not_active IP Right Cessation
-
1999
- 1999-01-11 US US09/227,808 patent/US6095452A/en not_active Expired - Lifetime
- 1999-02-02 JP JP2000530443A patent/JP4328017B2/ja not_active Expired - Fee Related
- 1999-02-02 EP EP99902561A patent/EP1054830B1/en not_active Expired - Lifetime
- 1999-02-02 AU AU22806/99A patent/AU2280699A/en not_active Abandoned
- 1999-02-02 AT AT99902561T patent/ATE217850T1/de active
- 1999-02-02 WO PCT/FI1999/000070 patent/WO1999040003A1/en active IP Right Grant
- 1999-02-02 DE DE69901540T patent/DE69901540T2/de not_active Expired - Lifetime
-
2000
- 2000-07-14 NO NO20003623A patent/NO316219B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| FI106446B (fi) | 2001-02-15 |
| FI980252A (fi) | 1999-08-05 |
| EP1054830A1 (en) | 2000-11-29 |
| AU2280699A (en) | 1999-08-23 |
| NO20003623L (no) | 2000-09-27 |
| ATE217850T1 (de) | 2002-06-15 |
| US6095452A (en) | 2000-08-01 |
| NO316219B1 (no) | 2003-12-29 |
| WO1999040003A1 (en) | 1999-08-12 |
| DE69901540D1 (de) | 2002-06-27 |
| EP1054830B1 (en) | 2002-05-22 |
| JP2002502786A (ja) | 2002-01-29 |
| DE69901540T2 (de) | 2002-11-21 |
| NO20003623D0 (no) | 2000-07-14 |
| FI980252A0 (fi) | 1998-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100431723B1 (ko) | 종이를 권취시키기 위한 장치 및 방법 | |
| KR100478420B1 (ko) | 제지의 와인딩을 위한 장치 및 방법 | |
| JP2587396B2 (ja) | 紙ウェブ巻取り装置及び巻取り方法 | |
| GB2183223A (en) | Web winder | |
| JP2604001B2 (ja) | ペーパウェブ等の巻取り方法および装置 | |
| JP3243721B2 (ja) | ウエブ巻取りにおける方法と装置 | |
| US20130037647A1 (en) | Winding Machine and Method for Controlling the Winding Machine | |
| US6550713B1 (en) | Device in connection with reel-up of a web | |
| US6629659B1 (en) | Method and apparatus for measuring web tension profile to control the reeling of a web | |
| JP4328017B2 (ja) | ウェブの巻取り方法 | |
| FI121228B (fi) | Menetelmä paperi- tai kartonkirainan rullauksessa ja kiinnirullain | |
| US20060081179A1 (en) | Device, method and arrangement for pressing two axis-parallel rollers approachable to one another in a device for producing and/or treating a web of material | |
| CA2054250C (en) | Reel-up and method for regulation of the nip pressure in a reel-up | |
| JP4329904B2 (ja) | 材料ウェブ巻取り装置 | |
| US5154367A (en) | Web winder having driven cams to relieve roller pressure | |
| CA2306467C (en) | Paper web treatment control system based on energy supplied to a bearing | |
| CN101652199B (zh) | 双枢转轴压平辊 | |
| JP4205766B2 (ja) | ウェブの巻取り方法および装置 | |
| JPH0339940B2 (ja) | ||
| JPH0824944A (ja) | 金属板または金属条の巻き取り装置 | |
| JPH07290142A (ja) | アンコイラ装置 | |
| JP2002362794A (ja) | ウェブ巻取装置及びウェブ巻取装置のニップ圧制御方法 | |
| JPH05231846A (ja) | ロール表面の凹凸計測装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090331 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090519 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090612 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120619 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120619 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130619 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |