JP4324643B2 - 熱流センサー及びその製造方法 - Google Patents
熱流センサー及びその製造方法 Download PDFInfo
- Publication number
- JP4324643B2 JP4324643B2 JP2002190329A JP2002190329A JP4324643B2 JP 4324643 B2 JP4324643 B2 JP 4324643B2 JP 2002190329 A JP2002190329 A JP 2002190329A JP 2002190329 A JP2002190329 A JP 2002190329A JP 4324643 B2 JP4324643 B2 JP 4324643B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- heat flow
- flow sensor
- metal
- flexible support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Landscapes
- Measuring Temperature Or Quantity Of Heat (AREA)
Description
【発明の属する技術分野】
本発明は、可撓性支持体と熱抵抗体とからなる熱流センサーに係り、より詳細には、熱電堆パターンを構成する導体パターンを有する可撓性支持体を含む熱流センサーに関する。
【0002】
【従来の技術】
近年、地球温暖化防止、エネルギー資源節減の要請から、省エネルギー対策が重要な課題となっている。そのため、さまざまなエネルギー節減方法が考案されている。しかしながら、その実施化に当たっては、エネルギー節減の経済性評価が困難な場合が多い。特に、現状では、空調設備、冷却機、加熱炉等の制御及び関連する省エネルギー装置の評価は困難である。
【0003】
例えば、化学反応装置などで、高温条件ほど反応速度が速く、生産物の収率も高められ、生産コスト低減、省エネルギーになるという場合があるが、この場合、運転条件を高温に設定することが望ましいが、系内温度の微小な変化などによって反応条件が敏感に変動し、反応が暴走する可能性も生じる。
【0004】
そのため、通常、安全性の観点から、最適温度よりも若干低温で運転することが多いのが実情であり、その運転を制御している要素に熱流センサーが使用され、運転制御に重要な役割を果たしている。
【0005】
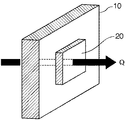
図1及び図2は、熱流センサーの原理を説明する図である。図1に示すように、熱流Qは被測定放熱壁10を貫通し、さらに、該壁に貼付された熱流センサー20も貫通する。その際、熱流センサーの両面に温度差が発生する。この温度差はΔTは、図2に示すように、ΔT=T1−T2と定義され、そのΔTを測定すれば、以下の式により熱流量Qを算出することができる。
【0006】
Q = λ・ΔT/d [W/m2]
ここでλは熱流センサーの熱伝導率[W/m/K]であり、dは熱流センサーの厚さ[m]である。
【0007】
被測定放熱壁10中の熱の流れを乱すことなく、高精度で熱流量Qを測定するためには、(1)熱流センサーの厚さdを薄くすること、(2)その熱抵抗が小さいこと、すなわち、材料の熱伝導率λが大きいことが望まれる。
【0008】
しかしながら、正確な熱流量の測定のためのは、上記二つの手段はいずれも上式から分かるように、センサー感度を低下させる方向に働く。
【0009】
そこで、実用化されている熱流センサーにおいては、センサーの感度を高めるための種々の構造が採用されている。
【0010】
図3及び図4は、従来技術における熱流センサーの構造を例示する。
【0011】
図3の示す熱センサーの具体例は、熱抵抗体のシート30の表裏間の熱電対素線を何重にも巻回させた構成である。この熱電対素線は2種類の金属線40及び50からなり、クロメル線とアルメル線の組合せや、銅線とコンスタンタン線の組合せが知られている。
【0012】
図3に示すように、2種類の熱電対素線40及び50を熱抵抗体30に交互に巻回させて、センサーの表面及び裏面で、2種類の熱電対素線40及び50の接点60にてロウ付けし、全体が直列接続となるように接続する。
【0013】
かかる構造を採用することにより、熱抵抗体の表裏の温度差ΔTで定まる熱電対の熱起電力が素線の巻き回数分に応じて増幅されて、熱流センサー端子70から出力される。
【0014】
図4に示す別の具体例も、熱抵抗体30のシートの熱電対素線を何重にも巻回させた構造であるが、異種金属40及び50の接点をロウ付けではなく、めっきによって一括して形成できるようにした構造の熱流センサーを例示する。
【0015】
図4に例示する熱流センサーの構造の製造法は、まず、前述のように、熱抵抗体30のシートにコンスタンタン線を巻回させる。次いで、図4に示す向きで、銅めっき液80を有する銅めっき槽90に前記シートの半分の高さまで浸漬し、コンスタンタン素線に銅めっき処理を行う(図5を参照)。
【0016】
めっき処理終了後、前記シートを引き上げると、図4の下半分が銅めっきされたコンスタンタン素線、上半分が銅めっきされないコンスタンタン素線という構造になる。
【0017】
銅めっきされたコンスタンタン素線は、銅めっきの厚さを十分な厚さにすれば、銅素線と同じ熱起電力を発生する。したがって、かかる構造の熱流センサーは、銅・コンスタンタン熱電対により構成した熱流センサーと同視することができる。
【0018】
【発明が解決しようとする課題】
しかしながら、上記従来の熱流センサーにおいては、その厚みを増すことである程度の感度を向上させることはできたが、反面、それに伴って熱容量が大きくなるために応答速度が遅くなってしまうという問題があった。このため、上記従来の熱流センサーは、高感度、且つ、高応答速度が要求されるような制御装置に適するに十分なものでなかった。
【0019】
そこで、本発明ではかかる事情に鑑み、薄型で、且つ、応答速度の速い熱流センサー及びその製造方法を提供することを目的とする。
【0020】
【課題を解決するための手段】
上記目的は、第一の金属からなる第一の導体パターンと、前記第一の金属とは異なる第二の金属からなる第二の導体パターンと、を含み、前記第一の導体パターンの端部と前記第二の導体パターンの端部とを連結して前記第一の導体パターンと前記第二の導体パターンとを交互に繰り返す熱電堆パターンを有する可撓性支持体と、前記可撓性支持体を少なくとも1回巻回させた熱抵抗体と、を具備する熱流センサーにより達成される。
【0021】
本発明の好ましい態様によれば、前記熱流センサーにおいて、前記第二の導体パターンは、前記第一の金属と、前記第一の金属とは異なる金属と、を含むことを特徴とする。
【0022】
本発明の好ましい態様によれば、前記熱流センサーにおいて、前記第一の導体パターンは、コンスタンタンであり、第二の導体パターンは、コンスタンタンと銅とを含むことを特徴とする。
【0023】
本発明の好ましい態様によれば、前記熱流センサーにおいて、前記可撓性支持体はポリイミドフィルムであることを特徴とする。
【0024】
また、上記目的は、可撓性支持体と、該可撓性支持体を巻回させた熱抵抗体と、を具備する熱流センサーの製造方法であって、(1)前記可撓性支持体に第一の金属を付着させる工程と、(2)前記第一の金属上に第二の金属でめっき処理する工程と、(3)所定のパターンの第一のレジスト膜を前記めっき処理された領域に形成する工程と、(4)前記第一及び第二の金属をエッチングさせて所定の導体パターンを形成するように、第一のエッチング溶液でエッチング処理する第一のエッチング工程と、(5)前記第一のレジスト膜を剥離する第一の剥離工程と、(6)所定のパターンの第二のレジスト膜を前記可撓性支持体に形成する工程と、(7)前記第二のレジスト膜により露出された前記第二の金属のみをエッチングさせて、前記第一の金属からなる第一のパターンを形成し、前記第一の導体パターン及び前記第一の金属と前記第二の金属とからなる前記第二の導体パターンとが連結して交互に繰り返される所要の導体パターンを形成するように、第二のエッチング溶液でエッチング処理する第二のエッチング工程と、(8)前記第二のレジストを剥離する第二の剥離工程と、(9)前記所要の導体パターンを所定の屈曲位置で屈曲させて、前記熱抵抗体に巻回させる工程と、
を具備する製造方法により達成される。
【0025】
本発明の好ましい態様によれば、前記製造方法において、前記第一の金属はコンスタンタンであり、前記第二の金属は銅であることを特徴とする。
【0026】
本発明の好ましい態様によれば、前記製造方法において、前記可撓性支持体はポリイミドフィルムであることを特徴とする。
【0027】
本発明の好ましい態様によれば、前記製造方法において、前記屈曲位置は、前記第一の導体パターンと前記第二の導体パターンの連結位置以外の位置であることを特徴とする。
【0028】
【発明の実施の形態】
以下、本発明による熱流センサー及びその製造方法を、その好ましい実施形態に基づいて説明するが、本発明はこれらに限定されるものではない。
【0029】
本発明による熱流センサーは、可撓性支持体であるフレキシブル配線板を利用し、フォトリソグラフィー技術により必要な導体パターンからなる熱電堆パターンを前記配線板に形成したのち、熱抵抗体に少なくとも1回巻回させた構造を有する。
【0030】
図6は、本発明による熱流センサーの製造方法のうち、可撓性支持体であるポリイミドフィルムに熱電堆パターンを形成させる工程図を示す。
【0031】
図7は、ポリイミドフィルム100上に形成される熱電堆パターンの製造工程を説明する図である。
【0032】
図8は、本発明によりポリイミドフィルム上に製造される熱電堆パターンの平面図である。なお、図8は熱電対パターンを簡略化したものであるが、0.35mmピッチで108対の熱電対を構成するパターンを例示する。
【0033】
工程S100にて、図7(A)に示すように、可撓性支持体である、厚さ35μmのポリイミドフィルム100に、15μm厚のコンスタンタンフィルム110を接着させる。その際に、コンスタンタンフィルムとポリイミドフィルムに気泡が混入しないように、ローラ等によりコンスタンタンフィルムを押圧しながら接着させることが好ましい。
【0034】
図6の工程S101において、図7(B)に示すように、前記コンスタンタンフィルム110に対して銅めっき処理を行い、該フィルム110上に約4μm厚の銅膜120を形成させる。
【0035】
次いで、工程S102にて、図7に示す熱電堆パターンに相当するパターンを有するレジスト膜130を、前記銅120上に形成し(図7(C))、塩化第二鉄エッチング液によるエッチング処理を行い(工程S103、図7(D))、コンスタンタン及び銅の双方をエッチングし、工程S104にてレジスト膜130を、例えば水酸化ナトリューム溶液を用いて剥離すると、図7(E)に示すコンスタンタン110上に銅120を有するパターンが形成される。
【0036】
図7(E)に示す導体パターンはコンスタンタン上に銅めっきされた構造を有する。以下の説明では、図7(E)の示す導体パターンの一部の領域のみの銅めっきされた部分を削除し、図8に示す、コンスタンタンからなる第一の導体パターン210と、コンスタンタンと銅とからなる第二の導体パターン220が交互に連結した熱電堆パターンの形成を説明する。なお、前記第一の導体パターン210及び前記第二の導体パターン220は、本発明による熱流センサーに利用される熱電対素線を構成する。
【0037】
工程S105にて、図7(F)に示すように、所定のパターンを有する新たなレジスト膜140を、コンスタンタンと銅とからなる導体パターンが形成されたポリイミドフィルム上に形成する。この場合におけるレジスト膜140の所定のパターンは、図8に示すコンスタンタンからなる第一の導体パターン210及びコンスタンタンと銅とからなる第二の導体パターン220が交互に連結した熱電堆パターンを形成させるパターンを有することが必要である。
【0038】
しかるの後に、工程S106にて、塩化ジアミン銅、塩化アンモン、アンモニアガスその他を含むアルカリエッチャントにより銅のみをエッチングする(図7(G))。なお、このアルカリエッチャントは銅のみをエッチングし、コンスタンタンはエッチングされないものを選択する。
【0039】
次いで、前述のレジスト膜140を剥離し(工程S107)、図8に示す所要の熱電堆パターンが形成される。なお、図7(H)は、図8に示す屈曲線の位置にて切断した際の概略断面図の一部である。
【0040】
前述のように、2段エッチング法を採用することにより、本発明による熱電堆パターンを有するフレキシブル配線板300が形成される。
【0041】
図9は、図8に示すフレキシブル配線板300を、屈曲線に沿って折り曲げて熱抵抗体30に一回巻回させて構成される熱流センサーの概略図である。本発明に利用される熱抵抗体の具体例としては、ポリエステル、ポリイミド、ポリテトラフルオロエチレンなどの樹脂フィルムやアルミナなどのセラミック材を使用することができる。また、それぞれの多孔質化した材料も使用することができる。
【0042】
なお、図9中に示すA及びBは、図8に示すフレキシブル配線板の縁部A及びBを表す。熱抵抗体30へ巻回し、熱抵抗体30へフレキシブル配線板300を接着すれば、本発明による熱流センサーが完成する。
【0043】
上記実施態様において、幅20mm、長さ40mm、熱抵抗体30の厚さ0.4mmで、フレキシブル配線板300、カバーフィルム等(例えば、ポリエステル、ポリミド等)により、仕上がり厚は、約0.8mmである本発明による熱流センサーの製造が実現される。
【0044】
本発明による熱流センサーの厚さは従来の熱流センサーのそれと比較すると、約半分の厚さであり、従来の熱流センサーの1.5倍の感度が得られた。
【0045】
なお、ここで用いた評価方法は、次の通りある。すなわち、高温用及び低温用の2枚の金属プレートをそれぞれ一定の温度に保ち、その間に従来型の熱流センサー計と本発明による熱流センサーを並置して両プレートに密着させた。両プレートの間には温度差により熱流が生じる。この熱流により、従来型の熱流センサーと本発明による熱流センサーとからそれぞれ出力される値の比を求め、これから感度(出力値/熱流値)を得た。
【0046】
図10は、本発明の別の実施態様によるフレキシブル配線板300の概略平面図を示す。図8とは異なり、図10に示す熱電堆パターンは、後述するように、熱抵抗体30へ2回巻回させるためのパターンである。前出の図6及び図7にて説明したのと同様の製造工程により、レジスト膜が有するパターンを図10に例示する熱電堆パターンを形成させるパターンを利用して製造可能であることは、当業者には容易に理解できる。
【0047】
図11は、図10に示す熱電堆パターンを、図10に示す屈曲線に沿って3回折り曲げて、熱抵抗体30に2回巻回させた熱流センサーの概略断面図である。
【0048】
なお、図11中に示すC及びDは、図10に示すフレキシブル配線板の縁部C及びDを表す。図9の説明と同様に、熱抵抗体30へ巻回し、熱抵抗体30へフレキシブル配線板300を接着すれば、熱電堆パターンが積層された構造を有する本発明による熱流センサーの製造が可能となる。
【0049】
フレキシブル配線板を2回巻回させた上記実施態様による熱流センサーにおいて、幅20mm、長さ40mm、熱抵抗体30の厚さ0.4mmで、フレキシブル配線板300、カバーフィルム等により、仕上がり厚は、約0.8mmである本発明による熱流センサーの感度は、従来のセンサーを比較して2.4倍の感度が得られた。
【0050】
【発明の効果】
本発明によれば、従来型のセンサーと比較して、感度が高く且つ応答速度の速い熱流センサーが得られる。
【0051】
また、本発明による熱流センサーの製造方法は、量産性が高く、センサーの製造コストを低減できる。
【図面の簡単な説明】
【図1】熱流測定の原理を説明するために、熱流測定における被測定放熱壁と熱流センサーとの配置を示す斜視図である。
【図2】図1の断面図である。
【図3】従来技術における熱流センサーの構成を示す図である。
【図4】従来技術における別の熱流センサーの構成を示す図である
【図5】図4に示す熱流センサーを製造するために利用されるめっき装置の概略図である。
【図6】本発明による熱流センサーの製造方法のうち、可撓性支持体に熱電堆パターンを形成する工程図である。
【図7】本発明による可撓性支持体に熱電堆パターンを形成する各工程の概略断面図の一部である。
【図8】本発明による一の実施態様における熱電堆パターンを有するフレキシブル配線板の概略平面図である。
【図9】図8に示すフレキシブル配線板を、図8に示す屈曲線に沿って折り曲げて、熱抵抗体に一回巻回させて構成される熱流センサーの概略図である。
【図10】本発明による別の実施態様における熱電堆パターンを有する可撓性支持体の概略平面図である。
【図11】図10に示すフレキシブル配線板を、図10に示す屈曲線に沿って折り曲げて、熱抵抗体に2回巻回させて構成される熱流センサーの概略図である。
【符号の説明】
10 被測定放熱壁、 20 熱流センサー、 30 熱抵抗体、 40、50 熱電対素線、 60 接点、 70 熱流センサー端子、 80 めっき溶液、 90 めっき槽、 100 ポリイミドフィルム、 110 コンスタンタンフィルム、 120 銅、 130、140 レジスト膜、 210 第一の導体パターン、 220 第二の導体パターン、 300 フレキシブル配線板
Claims (7)
- 可撓性支持体と、
前記可撓性支持体の一面に設けられた熱電堆パターンと、
前記可撓性支持体が少なくとも1回巻回された熱抵抗体と、
を含み、
前記熱電堆パターンは、第一の金属からなり一端から他端へ連続して設けられた第一の膜と、第二の金属からなり前記第一の膜上において前記一端から他端の間で間欠的に設けられた第二の膜と、を含み、前記第一の膜のみからなる第一の導体パターンと、前記第一の膜と前記第二の膜とが重畳してなる第二の導体パターンと、が交互に繰り返されて熱電堆が構成された、
熱流センサー。 - 前記第一の金属がコンスタンタンであり、第二の金属が銅である、請求項1に記載の熱流センサー。
- 前記可撓性支持体がポリイミドフィルムである、請求項1に記載の熱流センサー。
- 前記可撓性支持体が前記熱抵抗体に2回以上巻回された、請求項1に記載の熱流センサー。
- 可撓性支持体と、当該可撓性支持体の一面に設けられた熱電堆パターンと、前記可撓性支持体が巻回された熱抵抗体を具備する熱流センサーの製造方法であって、
(1) 前記可撓性支持体に金属フィルムを貼り合わせることによって当該可撓性支持体上に第一の金属膜を形成する工程と、
(2) 前記第一の金属膜上に、めっき処理によって第二の金属膜を形成する工程と、
(3) 所定のパターンの第一のレジスト膜を前記第二の金属膜上に形成する工程と、
(4) 前記第一のレジスト膜を介して前記第一及び第二の金属膜を第一のエッチング溶液でエッチング処理することにより、前記第一及び第二の金属膜を一端から他端へ連続した形状に整形する工程と、
(5) 前記第一のレジスト膜を剥離する工程と、
(6) 前記(5)の工程において整形された前記第二の金属膜の複数箇所を部分的に露出させるパターンを有する第二のレジスト膜を前記可撓性支持体上に形成する工程と、
(7) 前記第二のレジスト膜を介して、前記第二の金属膜のみを第二のエッチング溶液でエッチング処理することにより、前記第二の金属膜が前記第一の金属膜上に間欠的に配置された前記熱電堆パターンを形成する工程と、
(8) 前記第二のレジスト膜を剥離する工程と、
(9) 前記熱電堆パターンが形成された前記可撓性支持体を所定の屈曲位置で屈曲させて前記熱抵抗体に巻回す工程と、
を含む、熱流センサーの製造方法。 - 前記第一の金属膜がコンスタンタン膜であり、前記第二の金属膜が銅膜である、請求項5に記載の熱流センサーの製造方法。
- 前記可撓性支持体がポリイミドフィルムである、請求項5に記載の熱流センサーの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002190329A JP4324643B2 (ja) | 2002-06-28 | 2002-06-28 | 熱流センサー及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002190329A JP4324643B2 (ja) | 2002-06-28 | 2002-06-28 | 熱流センサー及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004037097A JP2004037097A (ja) | 2004-02-05 |
| JP2004037097A5 JP2004037097A5 (ja) | 2005-10-20 |
| JP4324643B2 true JP4324643B2 (ja) | 2009-09-02 |
Family
ID=31700273
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002190329A Expired - Lifetime JP4324643B2 (ja) | 2002-06-28 | 2002-06-28 | 熱流センサー及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4324643B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5638871B2 (ja) * | 2010-08-18 | 2014-12-10 | 江藤電気株式会社 | 熱流センサ |
| FR3032529B1 (fr) * | 2015-02-06 | 2019-06-07 | Saint-Gobain Isover | Determination de la resistance thermique d'une paroi |
| JP6799522B2 (ja) * | 2017-11-30 | 2020-12-16 | 三菱重工業株式会社 | 熱流束計測システム |
-
2002
- 2002-06-28 JP JP2002190329A patent/JP4324643B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004037097A (ja) | 2004-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102665306B (zh) | 加热器及利用pcb制造加热器的方法 | |
| JP4009520B2 (ja) | 温度測定用フレキシブル配線回路基板 | |
| JP2006258520A (ja) | 電子体温計用プローブ | |
| JP2006078478A (ja) | フィルム温度センサ及び温度測定用基板 | |
| JP5368715B2 (ja) | 熱流センサ | |
| US9267961B2 (en) | Thermal convection-type accelerometer | |
| JP4801396B2 (ja) | ガスセンサ及びガスセンサの製造方法 | |
| US3495328A (en) | Electric heating unit | |
| JP4324643B2 (ja) | 熱流センサー及びその製造方法 | |
| US10393598B1 (en) | Heat flux gage | |
| JP2005091045A (ja) | 薄膜抵抗測温シート | |
| JP2007085880A (ja) | 薄型熱電対及びその製造方法 | |
| JP4798961B2 (ja) | ヒータデバイス及びこれを用いた気体センサ装置 | |
| JP2002340646A (ja) | マスフローコントローラ用フローセンサおよびフローセンサの製造方法 | |
| JP4934867B2 (ja) | 熱電対センサ基板及びその製造方法 | |
| JPH06104494A (ja) | 薄膜熱電対素子とその製造方法 | |
| EP3615176B1 (en) | Air filtration monitoring based on thermoelectric devices | |
| JP2017026415A (ja) | 温度センサ | |
| JP2004037097A5 (ja) | ||
| JPH0227569Y2 (ja) | ||
| JP2013072790A (ja) | フローセンサ及びフローセンサの製造方法 | |
| JP2005195553A (ja) | 熱流計 | |
| JP2006053075A (ja) | 温度測定装置および温度測定用基板 | |
| KR20000059127A (ko) | 온도 측정용 웨이퍼 제작방법 및 이 웨이퍼를 이용한온도측정 방법 | |
| JP2005214801A (ja) | 熱流計 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050621 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090227 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120619 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4324643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120619 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120619 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150619 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |