JP4293003B2 - 超音波溶接装置 - Google Patents
超音波溶接装置 Download PDFInfo
- Publication number
- JP4293003B2 JP4293003B2 JP2004027134A JP2004027134A JP4293003B2 JP 4293003 B2 JP4293003 B2 JP 4293003B2 JP 2004027134 A JP2004027134 A JP 2004027134A JP 2004027134 A JP2004027134 A JP 2004027134A JP 4293003 B2 JP4293003 B2 JP 4293003B2
- Authority
- JP
- Japan
- Prior art keywords
- horn
- members
- cradle
- ultrasonic welding
- nipple
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003466 welding Methods 0.000 title claims description 18
- 238000005304 joining Methods 0.000 claims description 13
- 238000003825 pressing Methods 0.000 claims description 3
- 238000005219 brazing Methods 0.000 description 26
- 239000000463 material Substances 0.000 description 24
- 210000002445 nipple Anatomy 0.000 description 23
- 238000000034 method Methods 0.000 description 4
- 239000000945 filler Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images

Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Description
(社)日本電子機械工業会編「超音波工学」 コロナ出版
そして、第1部材(10)に対して第2部材(20)を容易に位置決めして両部材(10、20)を接合することができる。
一様に分布配置され、他方側(10)に突出する複数の凸部(21)が設けられ、両部材
(10、20)は、凸部(21)によって仮接合されるものとして供給されることを
特徴としている。
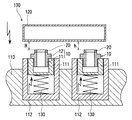
本発明の超音波溶接装置100は、図1に示すように、ここでは二重管式オイルクーラ(図示せず)のオイル出入り口部となるニップル10と、このニップル10をオイルクーラ本体部(図示せず)にろう付けするためのろう材20とを予め接合する溶接装置としており、まず、基本的な構成について説明する。
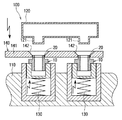
本発明の第2実施形態を図2に示す。第2実施形態は、上記第1実施形態に対して、ろう材20をニップル10にセットする際の位置決め部140を追加したものである。
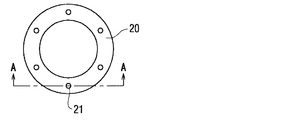
上記第1、第2実施形態におけるろう材20は、オイルクーラ本体へのろう付け用部材であるので、ニップル10に対しては、ろう付けを実施するまでの仮接合として、接合されていれば事足りるものである。よって、仮接合を念頭に置いた場合は、図3、図4に示すように、ろう材20にリング状に均等配置され、ニップル10側に突出する凸部21を複数(ここでは6つ)設けて対応するようにしても良い。
上記第1〜第3実施形態では、二重管式オイルクーラに用いるニップル10およびろう材20を例にして、両部材10、20を接合するものとして説明したが、2つの部材はこれに限定されるものでは無く、その他の板部材等の種々ものへの対応が可能である。
20 ろう材(第2部材)
21 凸部
100 超音波溶接装置
110 受け台
111 支持部
120 ホーン
130 バネ(弾性部材)
140 位置決め部
Claims (2)
- 重ねられた第1部材(10)および第2部材(20)のうち、前記第1部材(10)を支持する支持部(111)を有する受け台(110)と、
前記第2部材(20)側から前記第1部材(10)側に加圧力を与えつつ、振動子によって発生される超音波振動を前記第2部材(20)に付加するホーン(120)とを有し、
前記加圧力および前記超音波振動によって前記両部材(10、20)同士を接合する超音波溶接装置において、
前記支持部(111)は、複数設けられると共に、前記受け台(110)および前記ホーン(120)間方向に摺動可能とし、
前記支持部(111)と前記受け台(110)との間には、前記第1部材(10)を介して前記第2部材(20)を前記ホーン(120)に前記加圧力に相当する付勢力で当接させる弾性部材(130)を設け、
前記第1部材(10)に対する前記第2部材(20)の位置決めを行う位置決め部(140)を有し、
前記ホーン(120)は、前記位置決め部(140)を避けて前記第2部材(20)に当接するようにしたことを特徴とする超音波溶接装置。 - 前記両部材(10、20)間の当接面の一方側(20)には、一様に分布配置され、他方側(10)に突出する複数の凸部(21)が設けられ、
前記両部材(10、20)は、前記凸部(21)によって仮接合されるものとして供給されることを特徴とする請求項1に記載の超音波溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004027134A JP4293003B2 (ja) | 2004-02-03 | 2004-02-03 | 超音波溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004027134A JP4293003B2 (ja) | 2004-02-03 | 2004-02-03 | 超音波溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005219064A JP2005219064A (ja) | 2005-08-18 |
| JP4293003B2 true JP4293003B2 (ja) | 2009-07-08 |
Family
ID=34995118
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004027134A Expired - Fee Related JP4293003B2 (ja) | 2004-02-03 | 2004-02-03 | 超音波溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4293003B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2401081T3 (es) * | 2006-05-11 | 2013-04-16 | Indag Gesellschaft für Industriebedarf mbH & Co. Betriebs KG | Dispositivo para soldadura ultrasónica |
| JP6934688B2 (ja) * | 2016-11-15 | 2021-09-15 | 株式会社キーレックス | 金属部品の製造方法及び金属部品製造装置 |
-
2004
- 2004-02-03 JP JP2004027134A patent/JP4293003B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005219064A (ja) | 2005-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101173671A (zh) | 离心式风机及其制造方法 | |
| JP2006263752A (ja) | 液圧成形方法と装置 | |
| JPS6026011B2 (ja) | 液圧音響式溶着機 | |
| JP4293003B2 (ja) | 超音波溶接装置 | |
| WO2013085942A1 (en) | Linear friction welding method | |
| KR101599987B1 (ko) | 초음파 용착장치 | |
| JP2006212692A (ja) | 超音波接合方法およびその装置 | |
| US20040031423A1 (en) | Self-adjusting dynamic floating fixture | |
| JP6413929B2 (ja) | 半導体装置の製造方法 | |
| JP2018083209A (ja) | 超音波接合装置 | |
| JP2018008294A (ja) | 円筒加工物の製造方法 | |
| JP6957054B1 (ja) | リベット接合方法及び接合処理装置 | |
| JP6934688B2 (ja) | 金属部品の製造方法及び金属部品製造装置 | |
| JP2009178981A (ja) | 超音波溶着装置 | |
| JP3492298B2 (ja) | 超音波振動接合用ツールとそれを支持する支持装置 | |
| JP5131963B2 (ja) | 振動溶着装置 | |
| JP6641097B2 (ja) | 超音波接合方法 | |
| JP6739795B2 (ja) | 金属部品の製造方法及び金属部品製造装置 | |
| JP2006015354A (ja) | 超音波溶接装置、超音波溶接用矯正部材及び超音波溶接方法 | |
| JP4524639B2 (ja) | 超音波接合方法、および超音波接合装置 | |
| JP2009166260A (ja) | 振動溶着装置、および振動溶着方法 | |
| SE0401340D0 (sv) | Häftapparat | |
| JP4572690B2 (ja) | 超音波接合方法、および超音波接合装置 | |
| JP2007230110A (ja) | 合成樹脂製空気管 | |
| JP5480978B2 (ja) | 超音波振動接合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060417 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090317 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090330 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120417 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120417 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130417 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130417 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140417 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S802 | Written request for registration of partial abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311802 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |