JP4292009B2 - 単独駆動機構により駆動される軸を備えた機械の同期化された運転を行うための方法 - Google Patents
単独駆動機構により駆動される軸を備えた機械の同期化された運転を行うための方法 Download PDFInfo
- Publication number
- JP4292009B2 JP4292009B2 JP2002580095A JP2002580095A JP4292009B2 JP 4292009 B2 JP4292009 B2 JP 4292009B2 JP 2002580095 A JP2002580095 A JP 2002580095A JP 2002580095 A JP2002580095 A JP 2002580095A JP 4292009 B2 JP4292009 B2 JP 4292009B2
- Authority
- JP
- Japan
- Prior art keywords
- function
- axis
- basic axis
- axes
- basic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/414—Structure of the control system, e.g. common controller or multiprocessor systems, interface to servo, programmable interface controller
- G05B19/4141—Structure of the control system, e.g. common controller or multiprocessor systems, interface to servo, programmable interface controller characterised by a controller or microprocessor per axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2213/00—Arrangements for actuating or driving printing presses; Auxiliary devices or processes
- B41P2213/70—Driving devices associated with particular installations or situations
- B41P2213/73—Driving devices for multicolour presses
- B41P2213/734—Driving devices for multicolour presses each printing unit being driven by its own electric motor, i.e. electric shaft
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/42—Servomotor, servo controller kind till VSS
- G05B2219/42186—Master slave, motion proportional to axis
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50218—Synchronize groups of axis, spindles
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50229—Synchronize axis by simulating several virtual axis to control real axis
Description
特に、これは電子的、時間的な期待値の連続である。
補足的に、複数の、見当に従って作動する軸は、基本軸関数とは対照的に、素材ラインの見当マークの走査結果に基づき修正される。これらは、軸のその時の位置、軸の回転速度、あるいは該当するパラメーターに応じて修正される。修正の程度は、見当マークの走査により決定される。見当マークは、-技術水準で一般的なように-例えば、印刷された状態のものが考えられ、光学的に走査される。
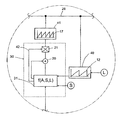
は、位置ずらし装置109であり、これは、後差動の方法により、従属基本軸Fのその時の位置(あるいはこれと一致するパラメーター)に関係している。この二つのオフセット適合108、109の間には、伝動装置モジュール106と微調整伝動装置モジュール107が設置されている。これらは、純粋に基本軸サイクル122の電子的変換である。また、伝動装置モジュール106、107のパラメーター化は、調整装置126、あるいは手動によるタイピング(これは、特に微調整伝動装置モジュール107のパラメーター化に関して)により実行される。
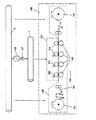
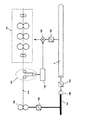
一般的に、既に存在する軸の同期化を行うためには、基本軸を備えており、これは、データバス28を介して、単独駆動機構9へ個別に伝達/アドレス化することができる。また、
それぞれの駆動機構9よりも上位に配置され同期化する。一部拡大して示した左側のペー
ジには、見当調整30の詳細を示している。ここでは、期待値Sと走査信号Aとから修正関数16が導き出され、修正の程度に基づき、上位に配置されている基本軸関数12により見当結果-基本軸関数17へと処理される。詳細図から、それぞれの場合、まず期待値S、基本軸関数12、若しくは基本軸L、及び走査信号Aから、計算装置31の中でひとつの関数(A、S、L)が算出されることが解る。ここに提示したケースでは、(優先してその時の/活性化した)基準値が、その値の程度に応じてパラメーター回路を介して、基本軸関数12から見当結果-基本軸関数17が導き出される。詳細図に示したように、見当結果-基本軸関数17の伝達に対して、一つのオフセット加算機20並びに/あるいは一つの変換機構ユニット21が備えられており、計算装置31によりパラメーター回路42を介して応答される。このことは、走査の程度に基づき、純粋な位置ずらし、あるいは伝動装置の導関数、あるいはその双方が、見当結果-基本軸関数17の伝達のために用いられる。修正関数16/見当結果-基本軸関数17の形成のために、走査結果、期待値(これは時間的な期待値関数であり得る)、並びに基本軸12から、位置ずらし19の程度、並びに/あるいは変換機構ユニット21に対しての伝動装置の歯車比が計算され、優先的に関与したTaktrateと調整システムに対して予想される時定数の範囲内で活性化する。パラメーター回路42を介して、これによりこの関数を形成するために必要なパラメーターが、変換機構ユニット20、21に導かれる。
2 素材ライン
3 搬送軸
4 搬送軸
5 加工軸
6 加工軸
7 加工軸
8 加工軸
9 単独駆動機構
10 駆動機構調整
11 パワーエレクトロニクス
12 基本軸関数
13 基本軸の瞬間的位置
14 見当マーク
15 見当に従う軸のグループ
16 修正関数
17 見当結果-基本軸関数
18 記載なし
19 位置ずらし
20 オフセット-加算器
21 変換装置ユニット
22 中央領域
23 素材ラインの縦方向
24 記載なし
25 個々の製品
26 製品の長さ
27 製品の長さ毎の縦方向のエラー
28 データバス
29 センサー
30 見当調整
31 計算装置ユニット
32 記載なし
33 駆動されているローラー
34 加圧ローラー
35 駆動されているローラーの回転軸
36 加圧ローラーの回転軸
37 位置ずらしのみによる見当結果-基本軸関数
38 基本軸関数の周期的継続
39 見当結果-基本軸関数の周期的継続
40 基本軸ジェネレーター
41 基本軸ジェネレーター
42 パラメーター伝送
43 グループ
44 走査箇所
45 走査箇所から加工位置までの距離
S 期待値発信装置
101 駆動機構
102 機械軸、誘導される
103 駆動装置
L 基本軸
F 従属基本軸
105 機械軸
106 従属基本軸を導くための駆動モジュール
107 従属基本軸を導くための微調整駆動装置モジュール
108 従属基本軸を導く前に接続されているオフセット加算器
109 従属基本軸を導いた後に接続されているオフセット加算器
110 機械軸、誘導される
111 機械軸、誘導される
116 補足的な位置ずらし
117 軸のグループ
118 後置されている基本軸
119 事実上の基本軸
120 仮想の基本軸
121 ポジショニングモジュール
122 基本軸サイクル
123 同期化モジュール
124 前に接続されているオフセットモジュール
125 後ろに接続されているオフセットモジュール
126 調整装置モジュール
127 補足的なオフセットモジュール
128 従属誘導サイクル
130 (駆動)装置モジュール
131 駆動-微調整モジュール
132 切り替え装置
133 駆動-オフセットモジュール
134 駆動-オフセット加算器
135 期待値サイクル
136 機械的駆動装置
137 モーター
138 機械
139 基本軸Lから直接的に導かれる機械軸
140 搬送装置
141 巻き出しd装置
142 巻き取り装置)
143 引っぱり調整/ライン記憶装置
144 素材ライン
145 搬送軸
146 発信装置
147 機械カム
Claims (9)
- 多数の同期化された軸(102、110、111、141、142、145)を有する機械(138)の運転を行うための方法であり、これらの軸(102、110、111、141、142、145)が、それぞれ付属する単独駆動機構(103)により相互に同期化されて、予め設定された基本軸Lの瞬間的位置(13)と一致する関数である時間的な基本軸関数に応じて駆動され、また複数の、駆動される軸(102、110、111)の動きが、基本軸Lとの関係でそれぞれあらかじめ決められている、機械的な変換(106、107、108、109)に相当する関数に従って、基本軸関数から導かれるものであり、次のように特徴付けられる。
すなわち、変換(106、107、108、109)の点から相互に対応している軸の少なくとも一つのグループの全ての軸(102、110、111)は、当該グループについて設定された一つの時間的な従属基本軸関数に従って動くようになっており、この従属基本軸関数は、当該グループの各軸に対しての基本的な軸として設定される従属基本軸Fの瞬間的位置と一致し、適切な変換関数と基本軸関数との結合により形成されるものである。 - 請求項1に基づく方法は、次のように特徴付けられる。
すなわち、変換関数は、機械的な変換により決定された基本軸の瞬間的位置に対する位相ずらし分である位置ずらしを含む。 - 請求項1、あるいは2に基づく方法は、次のように特徴付けられる。
すなわち、変換関数は、機械的な変換により決定された基本軸の瞬間的速度に対する回転速度変化を含む。 - 請求項1から3のいずれか1項に基づく方法は、次のように特徴付けられる。
すなわち、変換関数は、機械的な変換により決定された関数であって、基本軸との関係で伝動装置の歯車比に相当する関数を含む。 - 請求項1から4のいずれか1項に基づく方法は、次のように特徴付けられる。
すなわち、機械的な変換に相当するものは、手動によるか、見当調整装置、引っぱり調整装置、ダンサー調整装置のうちのいずれかの調整装置により形成されるかのいずれか一方もしくは両方により与えられる変換関数の微調整を含む。 - 請求項1から5のいずれか1項に基づく方法は、次のように特徴付けられる。
すなわち、機械的な変換に相当するものは、手動によるか、見当調整装置、引っぱり調整装置、ダンサー調整装置のうちのいずれかの調整装置により形成されるかのいずれか一方もしくは両方により与えられる変換関数の位置ずらしを含む。 - 請求項1から6のいずれか1項に基づく方法は、次のように特徴付けられる。
すなわち、機械的な変換に相当するものは、手動によるか、見当調整装置、引っぱり調整装置、ダンサー調整装置のうちのいずれかの調整装置により形成されるかのいずれか一方もしくは両方により与えられる変換関数の回転速度変化を含む。 - 請求項5から7のいずれか1項に基づく方法は、次のように特徴付けられる。
すなわち、微調整、位置ずらし、回転速度変化のいずれか一つもしくは二つまたは全てが、基本軸関数の期待値の実行サイクルとの関係で、事実上瞬時に実行される。 - 請求項1から8のいずれか1項に基づく方法は、次のように特徴付けられる。
すなわち、補足的な位置ずらしを備えており、これは、単に一つのグループの軸のそれぞれの駆動に対して、従属基本軸に基づき発生する従属基本軸信号の軸への伝達に影響を与えるので、該当する軸は、従属基本軸Fに対してこの位置ずらしの分だけ移動される。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10117455A DE10117455A1 (de) | 2001-04-06 | 2001-04-06 | Verfahren zum synchronisierten Betrieb von Maschinen mit durch Einzelantriebe angetriebenen Achsen |
| PCT/DE2002/001284 WO2002082192A2 (de) | 2001-04-06 | 2002-04-08 | Verfahren zum synchronisierten betrieb von maschinen mit durch einzelantriebe angetriebenen achsen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004530207A JP2004530207A (ja) | 2004-09-30 |
| JP2004530207A5 JP2004530207A5 (ja) | 2009-01-08 |
| JP4292009B2 true JP4292009B2 (ja) | 2009-07-08 |
Family
ID=7680809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002580095A Expired - Fee Related JP4292009B2 (ja) | 2001-04-06 | 2002-04-08 | 単独駆動機構により駆動される軸を備えた機械の同期化された運転を行うための方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6914402B2 (ja) |
| EP (1) | EP1373992B1 (ja) |
| JP (1) | JP4292009B2 (ja) |
| AT (1) | ATE360843T1 (ja) |
| AU (1) | AU2002304889A1 (ja) |
| DE (2) | DE10117455A1 (ja) |
| DK (1) | DK1373992T3 (ja) |
| ES (1) | ES2292761T3 (ja) |
| WO (1) | WO2002082192A2 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005322076A (ja) * | 2004-05-10 | 2005-11-17 | Fanuc Ltd | 数値制御装置 |
| DE102005027435B4 (de) | 2005-06-14 | 2007-04-26 | Siemens Ag | Regelverfahren für eine Anzahl von in einem Regeltakt lagegeregelten Folgeachsen |
| DE102005040263A1 (de) * | 2005-08-24 | 2007-03-01 | Müller Weingarten AG | Verfahren und Vorrichtung zur Steuerung und Regelung der Stößelbewegung an servo-elektrischen Pressen |
| DE102005048472A1 (de) | 2005-10-07 | 2007-04-12 | Bosch Rexroth Ag | Rotationsdruckmaschine und Verfahren des Betriebs einer Rotationsdruckmaschine |
| US20080143807A1 (en) * | 2006-12-13 | 2008-06-19 | Bartley Russell L | Media printing and folding system |
| DE102007049447B4 (de) | 2007-10-16 | 2023-11-30 | Elau Gmbh | Grenzwertsensitive Elektronikkurvenscheibe |
| EP2149831B1 (de) | 2008-07-31 | 2012-02-01 | Siemens Aktiengesellschaft | Steuerungsverfahren für einen Verbund aus mehreren, hintereinander und/oder nebeneinander angeordneten, mehrachsigen Handlingsgeräten sowie Datenspeichermedium, Steuerungssystem und Verbund |
| DE102008053127B4 (de) * | 2008-10-24 | 2015-04-02 | Robert Bosch Gmbh | Bereitstellungsvorrichtung und Verfahren zur Bereitstellung eines Verknüpfungssignals zur Steuerung einer Anlage |
| DE102009010322A1 (de) * | 2009-02-12 | 2010-08-19 | Harburg-Freudenberger Maschinenbau Gmbh | Verfahren und Vorrichtung zur Steuerung der Produktion von Reifen |
| DE102010060158B4 (de) * | 2010-10-26 | 2012-07-12 | Schuler Pressen Gmbh | Steuereinrichtung und Verfahren zur Steuerung der Stationen einer Fertigungsstraße |
| DE102014001249A1 (de) * | 2014-02-03 | 2015-08-06 | Juan Carlos González-Villar | Antriebssystem für Zentrumswickler |
| DE102014010336A1 (de) * | 2014-07-10 | 2016-01-28 | Juan Carlos González Villar | Antriebssystem für Förder-, Extruder-, Schub -, Zugeinrichtungen, Gleichlaufanwendungen |
| CA2976640C (en) * | 2016-08-17 | 2022-09-06 | Les Emballages Trium Inc. | Process for manufacturing bags for packaging items, and bag produced therefrom |
| CN108340673B (zh) * | 2017-01-23 | 2020-04-10 | 长胜纺织科技发展(上海)有限公司 | 用于印花设备的控制系统及其控制方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3234981C3 (de) * | 1982-09-22 | 1998-12-24 | Krauss Maffei Ag | Stanz-Biege-Maschine zum Bearbeiten von Draht oder Band |
| DE3627719C1 (de) * | 1986-08-14 | 1988-03-03 | Lescha Maschf Gmbh | Bagger,insbesondere selbstfahrender hydraulischer Universal-Kleinbagger |
| JP3010583B2 (ja) * | 1989-12-31 | 2000-02-21 | 株式会社エスジー | 複数軸の同調制御方式 |
| DE4214394C2 (de) | 1992-04-30 | 1998-08-20 | Asea Brown Boveri | Antriebsvorrichtung für eine längswellenlose Rotationsdruckmaschine |
| JPH06110553A (ja) * | 1992-09-30 | 1994-04-22 | Yokogawa Electric Corp | モータの位置決め制御装置 |
| DE4339628C2 (de) * | 1993-11-20 | 2003-04-10 | Ismar Maschinen Gmbh | Knetvorrichtung |
| DE4420598A1 (de) | 1994-06-13 | 1995-12-14 | Siemens Ag | Verfahren zur numerisch gesteuerten Lageregelung gekoppelter Achsen |
| US5659480A (en) * | 1995-06-27 | 1997-08-19 | Industrial Service And Machine, Incorporated | Method for coordinating motion control of a multiple axis machine |
| DE19527199C2 (de) | 1995-07-26 | 2002-10-31 | Baumueller Nuernberg Gmbh | Flexodruckmaschine und deren Verwendung |
| DE19626287A1 (de) * | 1996-07-01 | 1997-02-13 | Abb Management Ag | Verfahren zum Betrieb eines Antriebssystems und Vorrichtung zur Durchführung des Verfahrens |
| DE19631849C1 (de) * | 1996-08-07 | 1998-01-08 | Svedala Gfa Aufbereitungsmasch | Schwingungsantrieb für eine Siebmaschine |
| JPH10201279A (ja) * | 1997-01-07 | 1998-07-31 | Fanuc Ltd | モータの同期回転制御方法 |
| DE19727507A1 (de) * | 1997-06-30 | 1999-01-07 | Abb Daimler Benz Transp | Regelung für einen Antrieb mit einem Asynchronmotor |
| EP0930552A3 (de) | 1998-01-20 | 1999-12-08 | BAUMÜLLER ANLAGEN-SYSTEMTECHNIK GmbH & Co. | Elektrisches Antriebssystem mit verteilter, virtueller Leitachse |
| AU5153299A (en) * | 1998-08-13 | 2000-03-06 | Neg Micon A/S | A method and a device for adjusting the pitch and stopping the rotation of the blades of a wind turbine |
| DE19903869B4 (de) * | 1999-02-01 | 2013-08-14 | Siemens Aktiengesellschaft | Verfahren zur Antriebssteuerung von Bogendruckmaschinen |
| DE19934044A1 (de) * | 1999-07-16 | 2001-01-25 | Mannesmann Ag | Arbeitstaktsynchrones Ein- und Auskuppeln von Servoachsengruppen mittels elektronisch simulierter Kurvenscheiben |
| DE10117454A1 (de) * | 2001-04-06 | 2002-10-17 | Rexroth Indramat Gmbh | Verfahren zur Registerregelung |
-
2001
- 2001-04-06 DE DE10117455A patent/DE10117455A1/de not_active Ceased
-
2002
- 2002-04-08 DK DK02732381T patent/DK1373992T3/da active
- 2002-04-08 US US10/474,100 patent/US6914402B2/en not_active Expired - Lifetime
- 2002-04-08 AU AU2002304889A patent/AU2002304889A1/en not_active Abandoned
- 2002-04-08 DE DE50210028T patent/DE50210028D1/de not_active Expired - Lifetime
- 2002-04-08 WO PCT/DE2002/001284 patent/WO2002082192A2/de active IP Right Grant
- 2002-04-08 JP JP2002580095A patent/JP4292009B2/ja not_active Expired - Fee Related
- 2002-04-08 EP EP02732381A patent/EP1373992B1/de not_active Expired - Lifetime
- 2002-04-08 ES ES02732381T patent/ES2292761T3/es not_active Expired - Lifetime
- 2002-04-08 AT AT02732381T patent/ATE360843T1/de active
Also Published As
| Publication number | Publication date |
|---|---|
| ATE360843T1 (de) | 2007-05-15 |
| US20040133287A1 (en) | 2004-07-08 |
| ES2292761T3 (es) | 2008-03-16 |
| DE10117455A1 (de) | 2002-11-07 |
| WO2002082192A3 (de) | 2003-04-10 |
| DK1373992T3 (da) | 2007-09-17 |
| DE50210028D1 (de) | 2007-06-06 |
| AU2002304889A1 (en) | 2002-10-21 |
| WO2002082192A2 (de) | 2002-10-17 |
| EP1373992A2 (de) | 2004-01-02 |
| US6914402B2 (en) | 2005-07-05 |
| JP2004530207A (ja) | 2004-09-30 |
| EP1373992B1 (de) | 2007-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4292009B2 (ja) | 単独駆動機構により駆動される軸を備えた機械の同期化された運転を行うための方法 | |
| JP4353547B2 (ja) | 駆動システムを動作する方法及びこの方法を実施する装置 | |
| CN100434273C (zh) | 机组式凹版印刷机光电套准与无轴传动一体化控制系统 | |
| JP4359432B2 (ja) | 見当調整を行うための方法 | |
| CN104772978B (zh) | 一种机组式电子轴同步机械轴装置及控制方法 | |
| JPH11511407A (ja) | 無軸の輪転印刷機 | |
| US7012980B2 (en) | Synchronous, clocked communication system with relative clock and method for configuring such a system | |
| EP1912325B1 (en) | Electronic line shaft with phased lock loop filtering and predicting | |
| JP2000512480A (ja) | 連係された多重電動機駆動システムの個別的駆動機構の自主独立的な角度的に正確な同期運転の調節の非集中的な作動または構成のための方法および装置 | |
| US7997202B2 (en) | Web offset printing press and method for operating a web offset printing press | |
| JP4652661B2 (ja) | 複数の電気駆動ユニットを同期させる装置と方法 | |
| CN101716846A (zh) | 卫星式柔版辊印刷机的自动伺服调压方法及装置 | |
| US6354214B1 (en) | Synchronous control system for rotary printing presses | |
| CN102501593B (zh) | 适用于二次套印的料膜定长拉伸控制系统 | |
| US20060207450A1 (en) | Drive device and method for controlling a unit of a printing press | |
| US4406389A (en) | High speed web processing unit adjustable to variable length documents | |
| JPH1086343A (ja) | 輪転印刷機における見当調整方法および輪転印刷機 | |
| CN108706364A (zh) | Gdx2包装机内框纸滚切的改进装置及其控制方法 | |
| JP2023063209A (ja) | 多軸サーボ制御システム | |
| CN115104252A (zh) | 具有编码器的电动机的组件 | |
| US20090161691A1 (en) | Method for determining multiturn modulo master axis data | |
| US20020124743A1 (en) | Printing-machine drive system | |
| JPH11202915A (ja) | 自動機械の制御装置 | |
| JP2002305889A (ja) | 同期制御装置 | |
| JP4557753B2 (ja) | 同期制御システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20071128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20071129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080501 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080730 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080806 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080829 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080905 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080930 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081031 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20081031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20081031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090317 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090406 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140410 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |