JP4268317B2 - 溶接部の低温靱性に優れた超高強度鋼管及びその製造方法 - Google Patents
溶接部の低温靱性に優れた超高強度鋼管及びその製造方法 Download PDFInfo
- Publication number
- JP4268317B2 JP4268317B2 JP2000174186A JP2000174186A JP4268317B2 JP 4268317 B2 JP4268317 B2 JP 4268317B2 JP 2000174186 A JP2000174186 A JP 2000174186A JP 2000174186 A JP2000174186 A JP 2000174186A JP 4268317 B2 JP4268317 B2 JP 4268317B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- weld metal
- temperature toughness
- low temperature
- steel pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Description
【発明の属する技術分野】
本発明は、天然ガス・原油輸送用ラインパイプ等として用いられる低温靱性に優れ900MPa以上の引張り強度(TS)を有する超高強度鋼管に関するものである。
【0002】
【従来の技術】
近年、原油・天然ガスの長距離輸送方法としてラインパイプの重要性がますます高まっている。現在、長距離輸送用の幹線ラインパイプとしては米国石油協会(API)規格X65が設計の基本になっており、実際の使用量も圧倒的に多い。しかし、高圧化による輸送効率の向上、およびラインパイプの外径・重量の低減による現地施工能率の向上のため、より高強度のラインパイプの開発が切望されている。これまでにX80(引張強さ620MPa以上)までのラインパイプの実用化がなされているが、さらにX100(引張強さ760MPa以上)を超える高強度のラインパイプに対するニーズが強くなってきている。現在、超高強度ラインパイプ製造法の研究は、従来のX80ラインパイプの製造技術(例えば、NKK技報No.138(1992), pp24-31 、およびThe 7th Offshore Mechanics and Arctic Engineering (1988), Volume V, pp179-185)を基本に検討されているが、これではせいぜい、X100(引張強さ760MPa以上)ラインパイプの製造が限界と考えられている。現在、X100を越える強度レベルの超高強度鋼板の製造法は、既に研究・報告され、特許出願もされている(例えば、PCT/JP96/00155号、同00157号)。しかしながら、このX100を越える強度レベルの超高強度鋼板を用いて超高強度ラインパイプを製造する場合には、母材の強度・低温靱性バランスを始めとして溶接金属および溶接熱影響部(HAZ)の靱性、現地溶接性、継手軟化など多くの問題を抱えており、実用化のためにはこれらの諸問題を克服する必要がある。
【0003】
特に、超高強度(X100超)ラインパイプを製造する場合には、溶接部の溶接金属は、溶接後、凝固ままで使用され、また、溶接金属の靱性は、一般に強度の上昇とともに低下するため、ラインパイプとしての溶接金属の所要低温靱性を確保することが大きな課題であった。
従来、超高強度厚板を溶接する際の溶接金属の低温靱性を向上させる方法としては、一般に溶接ワイヤまたはフラックス等を用いることにより、溶接金属中に多量のNiを添加する方法(溶接接合便覧(1990.9.3 丸善)p888)が知られている。また、溶接時の入熱量を低く規制して低入熱の多層盛り溶接を行う方法(新日本製鐵Cat.No.EXE332(1973)p1〜69)も、従来から知られている。しかしながら、これらの方法は、高価な合金成分を使用したり、溶接能率が低下するため、何れの方法もラインパイプの製造コストを増加させる点で問題があった。
【0004】
【発明が解決しようとする課題】
本発明は、上記従来技術の課題を鑑みて、特に溶接部の溶接金属の低温靱性に優れた引張強さが900MPa以上(API規格X100超)の超高強度鋼管およびその製造方法を経済的な方法で提供するものである。
【0005】
【課題を解決するための手段】
本発明は、上記課題を解決するものであって、その要旨とするところは、下記の通りである。
(1)溶接金属の成分として、質量%で、C:0.04〜0.14%、Si:0.05〜0.4%、Mn:1.2〜2.2%、P:0.01%以下、S:0.01%以下、Ti:0.003〜0.05%、Al:0.02%以下、Ni:1.3〜3.2%、Cr、Mo及びVの内の1種または2種以上:1〜2.5%、B:0.005%以下を含有し、残部がFe及び不可避的不純物からなり、溶接部の溶接金属中に粒内ベイナイトが存在することを特徴とする溶接部の低温靱性に優れた超高強度鋼管。
(2)前記溶接部の溶接金属中の粒内ベイナイト分率が50%以上であることを特徴とする上記(1)に記載の溶接部の低温靱性に優れた超高強度鋼管。
(3)前記溶接金属中に少なくともTiを含有するTi含有酸化物及び該Ti含有酸化物を核としてその周辺に少なくともMn硫化物が析出した複合粒子を含有することを特徴とする上記(1)または(2)の何れかに記載の溶接部の低温靱性に優れた超高強度鋼管。
(4)前記Ti含有酸化物のサイズが、平均円相当径で0.01〜5μm であり、且つ、平均密度1×103 個/mm2 以上で溶接金属中に存在することを特徴とする助基(1)から(3)の何れか1項に記載の溶接部の低温靱性に優れた超高強度鋼管。
(5)前記溶接金属のベイナイト・マルテンサイト分率が50%以上であることを特徴とする上記(1)から(4)の何れか1項に記載の溶接部の低温靱性に優れた超高強度鋼管。
(6)前記溶接金属の引張り強度が900MPa以上を有することを特徴とする上記(1)から(5)の何れか1項に記載の溶接部の低温靱性に優れた超高強度鋼管。
(7)質量%で、C:0.03〜0.1%、Si:0.6%以下、Mn:1.7〜2.5%、P:0.015%以下、S:0.003%以下、Ti:0.005〜0.03%、Ni:0.1〜1%、Mo:0.15〜0.6%、Nb:0.01〜0.1%、Al:0.06%以下を含有し、さらに選択的に、B:0.005%以下、N:0.001〜0.006%以下、V:0.1%以下、Cu:1%以下、Cr:0.8%以下、Ca:0.01%以下、REM:0.02%以下、Mg:0.006%以下の内の1種または2種以上を含有し、残部がFe及び不可避的不純物からなる鋼板をUO工程で管状に成形し、その鋼板の突き合わせ部の内外面からC:0.01〜0.12%、Si:0.3%以下、Mn:1.2〜2.4%、Ti:0.005〜0.15%、Ni:4〜8.5%、Cr、Mo及びVの内の1種または2種以上:3〜5%を含有し、残部がFe及び不可避的不純物からなる溶接ワイヤ−と焼成型もしくは溶融型フラックスを使用してサブマージドアーク溶接を行い、その後、拡管を行うことを特徴とする溶接部の低温靱性に優れた超高強度鋼管の製造方法。
【0006】
【発明の実施の形態】
以下、本発明の内容について詳細に説明する。
本発明は、母材部及び溶接部ともに900MPa以上の引張強さ(TS)を有し、且つ低温靱性に優れた超高強度鋼管とその製造方法に関するものである。一般に、引張強さ(TS)が900MPa以上(API規格X100超)の超高強度ラインパイプ用鋼管では、従来の主流であるX65と較べて約2倍の圧力に耐えることができるため、同じサイズで約2倍のガスを輸送することが可能になる。また、X65の場合のように所要圧力の増加に耐え得るために肉厚を厚くする必要がないために、X65に比べてパイプライン敷設時の材料費、輸送費、現地溶接施工費等の敷設費用の低下が可能となる。これが、近年、原油・天然ガスの長距離輸送ラインパイプ用として900MPa以上の引張強さ(TS)を有する超高強度鋼管の重要性がますます高まっている理由である。
【0007】
一方、高強度になる程、急激に鋼管の製造が困難になる。特に、900MPa以上の引張強さ(TS)を有する超高強度ラインパイプ用鋼管を製造する場合には、溶接部の溶接金属部の低温靱性を確保することが困難となる。
鋼管のシーム溶接部も含めた強度・靱性等の目標特性を確保するための一つの評価基準として、シーム溶接部を含んだ円周方向の余盛り付き引張試験(バースト試験)において溶接金属から破断せずに、管体から破断させ得ることが必須と考えられている。
【0008】
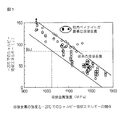
一般に、溶接後、凝固ままで使用され鋼管溶接部の溶接金属の低温靱性は、強度の上昇と共に低下するため、必要な低温靱性を確保するためには溶接金属の強度が規制される。本発明者らの実験結果によれば、溶接金属の強度と低温靱性の関係は、図1に示すような関係にあり、従来の高強度鋼管の溶接金属(○)では、例えば、−20℃で84Jのシャルピー吸収エネルギ−を満足する低温靱性を得るためには、溶接金属の強度を少なくとも1025MPa未満に規制する必要があった。
【0009】
そこで、本発明者らは、上記のような溶接金属の強度の増加にともなう溶接金属の靱性の低下を抑制し、高強度で高靱性の溶接金属が得られる900MPa以上(API規格X100超)の超高強度ラインパイプ用鋼管の製造方法について、鋭意検討を重ねた。
その結果、溶接部の溶接金属の結晶粒内中に特定の介在物が存在すると、それを核として後述する粒内ベイナイト組織(以下粒内ベイナイトという。)が生成し、粒内組織が細分化されるため、結果的に、シャルピー破面単位が極めて小さくなり、溶接金属に靱性が向上することを見いだした。また、粒内ベイナイトを生成させるための核となり得る介在物としては、少なくともTiを含有するTi含有酸化物(Tiの他にAl,Si,Mn,Cr,Mg,Ca等を含有しても良い)とこのTi含有酸化物を核としてその周辺に少なくともMnを含有するMn含有硫化物(Mnの他にCa,Cu,Mg等を含有しても良い)が析出した複合粒子が有効であり、焼き入れ性が高い成分系の溶接金属中の結晶粒内にこれらの介在物が存在すると、これらを核にして粒内ベイナイトが生成することが判った。
【0010】
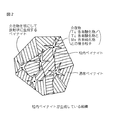
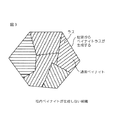
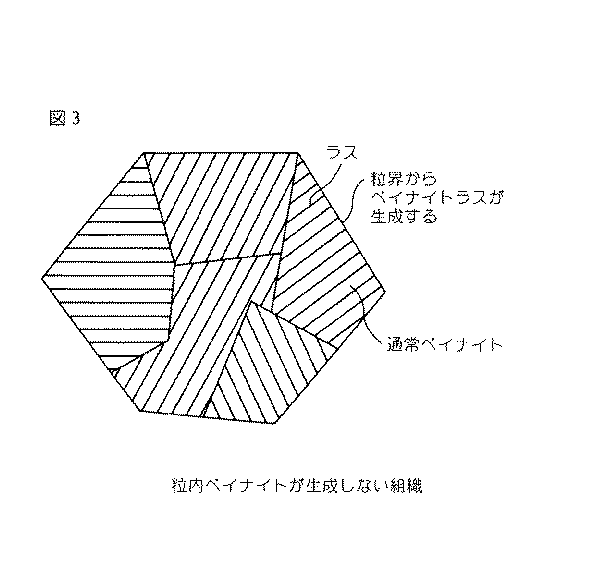
ここで言う粒内ベイナイトとは、図2に示す低Al−高Tiの高焼入れ成分系でTi含有酸化物またはこのTi含有酸化物とMn含有硫化物の複合粒子を核として放射状に生成されるベイナイトであり、図3に示される従来の比較的高Al−低Tiの高焼入れ成分系で結晶粒界からベイナイトラスの成長により生成される通常のベイナイト組織と区別される。
【0011】
本発明者らの実験結果によれば、図1に示すように、粒内ベイナイトが顕著に存在している溶接金属(●)は、従来の高強度鋼管の溶接金属(○)に比べて、粒内溶接金属の強度の増加にともなう溶接金属の靱性の低下は抑制され、引張り強さが900MPaを超える強度においても−20℃でのシャルピー吸収エネルギーが150J以上の低温靱性に優れた溶接金属が得られることが判っている。
【0012】
上記の溶接金属の結晶粒内のTi含有酸化物あるいはこの酸化物とMn含有硫化物の複合粒子から粒内ベイナイトが生成する理由については、次のように考えられる。Ti酸化物は陽イオン空孔型の酸化物であるので、Mnイオンを多く取り込む性質を有するため、粒内にTi含有酸化物が存在すると、その回りにMn欠乏層を形成させるか、または、その周囲にMn含有硫化物を析出させてTi含有酸化物とMn含有硫化物の複合粒子を生成させる。この場合、粒内にTi含有酸化物が単独で存在する場合に比べて、Ti含有酸化物とMn含有硫化物の複合粒子として存在する方がその回りのMn欠乏層の形成をより促進する。溶接金属の粒内に存在するこのMn欠乏層が、高温のオーステナイト相からフェライトに変態する場合の粒内フェライト変態を促進させ、本発明の超高強度鋼管のように、焼き入れ性が高い成分系で比較的冷却速度が早い条件では、フェライト変態後、直ちにベイナイト変態が生じ、粒内ベイナイトが生成する。このようなメカニズムにより粒内ベイナイトが生成することにより結果的に粒内組織が細分化され、シャルピー破面単位が極めて小さくなるため、溶接金属の靱性が向上するものと考えられる。
【0013】
本発明では、溶接部の溶接金属の低温靱性を向上させるために、溶接金属中に粒内ベイナイトを生成させる必要がある。また、溶接金属の低温靱性を向上させるためには、粒内ベイナイト分率(溶接金属組織に占める粒内ベイナイトの面積率(%))が多ければ多い方が好ましく、本発明では、その効果が充分に得られるために50%以上とする。なお、粒内ベイナイト分率を50%以上とするには、Ti含有酸化物が存在する条件下で比較的冷却速度が早い場合、例えば30℃/s〜5℃/sの条件で達成することができる。
【0014】
また、本発明では、溶接部の溶接金属中に粒内ベイナイトを生成させるために、溶溶接金属中に少なくともTiを含有するTi含有酸化物及び該Ti含有酸化物を核としてその周辺に少なくともMn硫化物が析出した複合粒子を含有させることが必要である。より好ましくは、溶接部の溶接金属中に存在するTi含有酸化物のサイズは、平均円相当径で0.01〜5μm の範囲とし、平均密度は、1×103 個/mm2 以上に規定すれば、粒内のベイナイト生成が促進され溶接金属の低温靱性を向上させる上で好ましい。なお、Ti含有酸化物を上述した範囲とするには、サブマージアーク溶接における入熱を2.0〜5.0KJ/mmの条件で得ることができる。
【0015】
また、溶接金属の引張り強度が900MPa以上にするには、溶接金属のベイナイト・マルテンサイト組織においてベイナイト・マルテンサイト分率を50%以上とすることが好ましい。
次に、本発明鋼管の溶接部の溶接金属の成分の限定理由について説明する。なお、以下に示す%は、特に説明がない限りは、質量%を示すものとする。
【0016】
C量は0.04〜0.14%に限定する。Cは鋼の強度向上に極めて有効であり、マルテンサイト組織において目標とする強度を得るためには、最低0.04%は必要である。しかし、C量が多すぎると溶接低温割れが発生しやすくなり、現地溶接部とシーム溶接が交わるいわゆるTクロス部のHAZ最高硬さの上昇を招くので、その上限を0.14%とした。より好ましくは、その上限値を0.1%とするのがよい。
【0017】
Siはブローホール防止のために0.05%以上は必要であるが、含有量が多いと低温靱性を著しく劣化させるので、上限を0.4%とした。特に、内外面溶接や多層溶接を行う場合、再熱部の低温靱性を劣化させる。
Mnは優れた強度・低温靱性のバランスを確保する上で不可欠な元素であり、また、Mn含有硫化物の介在物を生成し、粒内ベイナイトを生成させる。特に、粒内に陽イオン空孔型のTi含有酸化物が存在すると、そのTi含有酸化物の周囲にMn含有硫化物が析出し、粒内のMn含有硫化物の生成を促進し、粒内ベイナイトの生成を促進させる。これらの効果を得られために、その添加量の下限を1.2%とする。しかし、Mnが多すぎると偏析が助長され、低温靱性を劣化させるだけでなく、溶接材料の製造も困難になるので、上限を2.2%とした。
【0018】
Niは、焼き入れ性を高めて強度を確保するために、さらには、低温靱性を向上させるために必要である。1.3%以下では目標の強度・低温靱性を得ることが難しいため、下限を1.3%とする。一方、含有量が多すぎると高温割れの危険があるため上限は3.2%とした。
Cr、Mo、Vは、いずれも焼き入れ性を高め、高強度を得るために必要な元素であり、これらの元素の内の1種または2種以上を1〜2.5%の範囲で添加する。その含有量が1%未満ではその効果が十分でないため、下限を1%とし、過度に多量添加すると低温割れの危険が増すため上限を2.5%とした。
【0019】
Bは微量で焼き入れ性を高め、溶接金属の低温靱性に有効なな元素であるが、含有量が多すぎるとかえって低温靱性を劣化させるので含有範囲を0.005%以下とした。
Tiは粒内ベイナイトを生成させるTi含有酸化物やこの酸化物とMn含有硫化物の複合粒子の介在物を生成させるために必須な成分であり、粒内にこれらの介在物を核として粒内ベイナイトを生成させて溶接金属の低温靱性を向上させる。これらの効果を充分に得るためにその含有量の下限を0.003%とする。また、Tiが過度に多すぎるとTi炭化物が多く生成し、低温靱性を劣化させるのでその上限を0.05%にした。
【0020】
Alは、脱酸成分として知られるが、Al2 O3 等の酸化物を生成するが、その酸化物は、陰イオン空孔型酸化物であり、MnS等のMn含有硫化物との結合性が悪いため、本発明では、粒内でのMn含有硫化物の生成を阻害しないために出来る限り低くすることが望ましい。そのために、本発明では、その含有量の上限を0.02%に規定する。
【0021】
また、本発明でP、Sは、溶接金属の低温靱性の劣化、低温割れ感受性の低減のために、その含有量は低い方が望ましく、それぞれの上限を0.01%とする。なお、溶接金属に含まれる酸素量は20ppm以上であることが好ましい。
また、本発明では、上記成分の他に、溶接時の精錬・凝固を良好に行わせるために必要に応じて、溶接金属中にはZr、Nb、Mg等を添加させても良い。
【0022】
次に本願発明の鋼管の製造方法について、以下に説明する。
本発明の鋼管は、鋼板をU形次いでO形に成形するUO工程で製管し、突き合わせ部をアーク溶接にて仮付け溶接した後に内外面からサブマージドアーク溶接を行い、その後拡管して真円度を高める製造方法にて効率良く製造することができる。
【0023】
鋼板の製管時のサブマージドアーク溶接は母材の希釈率が大きい溶接であり、所望の特性すなわち溶接金属組成を得るためには、母材の希釈を考慮した溶接材料の選択が必要である。
以下に、本発明の鋼管の製造において用いられる溶接ワイヤ−の化学組成の限定理由を述べる。なお、以下に示す%は、特に説明がない限りは、質量%を示すものとする。
【0024】
Cは溶接金属で必要とされるC量の範囲を得るために、母材成分の希釈および雰囲気からのCの混入を考慮して0.01〜0.12%とした。
Siは溶接金属で必要とされるSi量の範囲を得るために、母材成分による希釈を考慮して0.3%以下とした。
Mnは溶接金属で必要とされるMn量の範囲を得るために、母材成分による希釈を考慮して1.2〜2.4%とした。
【0025】
Niは溶接金属で必要とされるNi量の範囲を得るために、母材成分による希釈を考慮して4〜8.5%とした。
Cr、Mo、Vは、これらの内の1種または2種以上の含有量が溶接金属で必要とされる含有量の範囲を得るために、母材成分による希釈を考慮して3〜5%とした。
【0026】
Tiは溶接金属で必要とされるTi含有量の範囲を得るために、母材成分による希釈を考慮して0.005〜0.15%とした。
また、P、S、Alは、不可避成分であり、本発明では、溶接金属の低温靱性の劣化を抑制するために、極力少ない方が望ましく、P及びSはそれぞれ0.01%以下とし、Alは0.02%以下に規制する。
【0027】
また、本発明では、溶接ワイヤー中のBは、特に規定しないが、焼き入れ性成分として、強度調整の必要に応じて微量添加しても良い。
また、溶接ワイヤー中に脱酸材として、Zr、Nb、Mg等を添加させても良い。
なお、本発明では、溶接ワイヤを単極で使用するだけでなく、複数電極で用いて溶接することが可能である。複数電極で溶接の場合は各種ワイヤーの組み合わせが可能であり、それぞれのワイヤーが上記成分範囲にある必要はなく、それぞれのワイヤー成分と消費量からの平均組成が上記成分範囲にあればよい。
【0028】
また、本発明の鋼管製造時のサブマージドアーク溶接において使用されるフラックスは焼成型フラックスと溶融形フラックスに大別してされる。焼成型フラックスは合金添加が可能で拡散性水素量が低い利点があるが、粉化しやすく繰り返し使用が難しい欠点がある。一方、溶融型フラックスはガラス粉状で粒強度が高く、吸湿しにくい利点があり、拡散性水素量が高い欠点がある。本発明では、工業的にどちらも本質的に使用可能である。
【0029】
次に本発明の鋼管の製造に用いられる鋼板の成分の限定理由を述べる。
なお、以下に示す%は、特に説明がない限りは、質量%を示すものとする。
C量は、0.03〜0.1%に限定する。Cは鋼の強度向上に極めて有効であり、マルテンサイト組織において目標とする強度を得るためには、最低0.03%は必要である。しかし、C量が多すぎると母材、HAZ の低温靱性や現地溶接性の著しい劣化を招くので、その上限を0.1%とした。更に望ましくは上限は0.07%が好ましい。
【0030】
Siは脱酸や強度向上のために添加する元素であるが、多く添加するとHAZ 靱性、現地溶接性を著しく劣化させるので、上限を0.6%とした。鋼の脱酸は後述のAl、Tiでも十分可能であり、強度調整のためにこれらの添加量に応じて添加することが好ましい。
Mnは本発明鋼のミクロ組織をマルテンサイト主体の組織とし、優れた強度・低温靱性のバランスを確保する上で不可欠な元素であり、その下限は1.7%である。しかし、Mnを多く入れすぎると鋼の焼き入れ性が増してHAZ 靱性、現地溶接性を劣化させるだけでなく、連続鋳造鋼片の中心偏析を助長し、母材の低温靱性をも劣化させるので上限を2.5%とした。
【0031】
Niは、低炭素鋼板の強度を低温靱性を劣化させることなく向上させるために添加する。Niは、MnやCr、Mo等の焼き入れ成分に比較して圧延組織(とくに連続鋳造鋼片の中心偏析帯)中に低温靱性に有害な硬化組織を形成させることが少ないばかりでなく、0.1%以上の微量の添加量でHAZ 靱性の改善が可能であることが判明した(HAZ 靱性上、とくに有効なNi添加量は0.3%以上である)。しかしその添加量が多すぎると、経済性だけでなく、HAZ 靱性や現地溶接性を劣化させるので、その上限を1%とした。また、Ni添加は、Cu含有鋼の連続鋳造時、熱間圧延時において発生するCu割れの防止にも有効である。この場合、NiはCu含有量の1/3以上添加する必要がある。
【0032】
Moは、鋼板の焼き入れ性を向上させ、目的とするマルテンサイト主体の組織を得るために、0.15%以上添加する。特にB添加鋼においてはMoの焼き入れ性効果が高まり、またMoとNbと共存させることにより制御圧延時にオーステナイトの再結晶を抑制し、オーステナイトの組織微細化にも効果がある。しかし、過度に添加するとHAZ 靱性や現地溶接性を劣化させ、さらにBの焼き入れ性向上効果を低減させるため、その上限を0.6%とする。
【0033】
Nbは、上記のMoと共存させることにより制御圧延時にオーステナイトの再結晶を抑制して組織を微細化するだけでなく、析出硬化や焼入れ性増大にも寄与し、鋼板を強靱化する。特にNbとBが共存すると焼入れ性向上効果が相乗的に高まる。本発明では、これらの効果を得るために0.01%以上添加する。しかし、Nb添加量が多すぎると、HAZ靱性や現地溶接性に悪影響をもたらすので、その上限を0.1%とした。
【0034】
Tiは、鋼中で微細なTiNを形成し、スラブ再加熱時およびHAZのオーステナイト粒の粗大化を抑制してミクロ組織を微細化し、母材およびHAZの低温靱性を改善する。また、Bの焼入れ性向上効果に有害な固溶NをTiNとして固定する役割も有する。この目的のために、Ti量は3.4N(各々重量%)以上添加することが望ましい。また、Al量が少ない時(たとえば0.005%以下)、Tiは酸化物を形成し、HAZにおいて粒内フェライト生成核として作用し、HAZ組織を微細化する効果も有する。このようなTiNの効果を発現させるためには、0.005%以上のTi添加が必要である。しかし、Ti含有量が多すぎると、TiNの粗大化やTiCによる析出硬化が生じ、低温靱性を劣化させるので、その上限を0.03%に限定した。
【0035】
P、Sは、不可避的不純物元素であり、本発明では、母材およびHAZの低温靱性をより一層向上させるために、P、Sの含有量をそれぞれ0.015%、0.003%以下に規制する。P量の低減は連続鋳造スラブの中心偏析を軽減するとともに、粒界破壊を防止して低温靱性を向上させる。また、S量の低減は熱間圧延で延伸化するMnSを低減して延靱性を向上させる効果がある。
【0036】
以上が本発明で使用する鋼板の基本成分であるが、さらに、選択的に以下のような成分を以下の範囲で添加することが好ましい。
Alは、通常脱酸材として鋼に含まれる元素で、組織の微細化にも効果を有する。しかし、Al量が0.06%を越えるとAl系非金属介在物が増加して鋼の清浄度を害するので、上限を0.06%とした。しかし、上述の脱酸はTiあるいはSiでも可能であるため、必ずしも必要なくこれらの使用によりその含有量を調整する。
【0037】
Bは極微量で鋼の焼入れ性を飛躍的に高め、目的とするマルテンサイト主体の組織を得るために、非常に有効な元素である。さらに、BはMoの焼入れ性向上効果を高めると共に、Nbと共存して相乗的に焼入れ性を増す。一方、過剰に添加すると、低温靱性を劣化させるだけでなく、かえってBの焼入れ性向上効果を消失せしめることもあるので、その上限を0.005%とした。
【0038】
Nは、TiNを形成しスラブ再加熱時およびHAZのオーステナイト粒の粗大化を抑制して母材、HAZの低温靱性を向上させる。このために必要な最小量は0.001%である。しかし、N量が多すぎるとスラブ表面疵や固溶NによるHAZ靱性の劣化、Bの焼入れ性向上効果の低下の原因となるので、その上限は0.006%に抑える必要がある。
【0039】
V、Cu、Cr、Ca、REM、Mgは、本発明鋼の優れた特徴を損なうことなく、強度・靱性の一層の向上や製造可能な鋼材サイズの拡大を図るために以下のように適量添加することが出来る。
Vは、Nbとほぼ同様の作用効果を有するが、その効果の程度はNbに比較して弱い。しかし、超高強度鋼におけるV添加の効果は大きく、NbとVの複合添加は本発明鋼の優れた特徴をさらに顕著なものとする。本発明では、その添加量の上限を鋼板のHAZ靱性、現地溶接性の点から0.1%に規定する。さらに上記の効果の点から0.03〜0.08%の添加がより望ましい範囲である。
【0040】
Cuは母材、溶接部の強度を増加させるが、多すぎるとHAZ靱性や現地溶接性を著しく劣化させる。このためCuは、その含有量の上限を1%として添加する。
Crは母材、溶接部の強度を増加させるが、多すぎるとHAZ靱性や現地溶接性を著しく劣化させる。このためCr量は、その含有量の上限を0.8%として添加する。
【0041】
CaおよびREMは、硫化物(MnS)の形態を制御し、低温靱性を向上(シャルピー試験の吸収エネルギーの増加など)させる。Caの添加量が、0.006%を超えたり、REMの添加量が0.02%を越えると、鋼中にCaO−CaSまたはREM−CaSが大量に生成し、大型クラスター、大型介在物となり、鋼の清浄度を害するだけでなく、現地溶接性にも悪影響をおよぼす。したがって、Ca添加量の上限を0.006%とし、REM添加量の上限を0.02%に規定する。なお超高強度ラインパイプでは、S、O量をそれぞれ0.001%、0.002%以下に低減し、かつESSP=(Ca)〔1−124(O)〕/1.25Sを0.5≦ESSP≦10.0とすることがより好ましい。
【0042】
Mgは、微細分散した酸化物を形成し、溶接熱影響部の粒粗大化を抑制して低温靭性を向上させる。0.006%を超えて添加すると、粗大酸化物を生成し逆に靭性を劣化させるために、0.006%以下の範囲で添加する。
以上の個々の添加元素の限定に加えて、強度・低温靱性バランスを達成するために、さらに、P=2.7C+0.4Si+Mn+0.8Cr+0.45(Ni+Cu)+(1+β)Mo−1+βで定まる焼き入れ性指標のP値を1.9≦P≦4.0の範囲に制限することが望ましい。但し、B≧3ppmではβ=1、B<3ppmではβ=0。P値の下限を1.9としたのは900MPa以上の強度と優れた低温靱性を得るためである。また、P値の上限を4.0としたのは優れたHAZ靱性、現地溶接性を維持するためである。なお、上述したP値とは焼き入れ性の指標を表すもので、Pが高くなるほど強度が大きくなり、組織がベイナイト・マルテンサイト組織になり易いことを意味する。
【0043】
【実施例】
次に、本発明の実施例について述べる。
300トン転炉で表1に示す化学成分の超高強度鋼管用鋼を溶製後、連続鋳造鋼片とし、その後1100℃に再加熱後、800〜900℃の温度での累積圧下量が80%の仕上圧延を行い、その後、800℃から200℃までを水冷して900MPa以上の引張り強度を有する16mmの鋼板を作製した。この鋼板を用いて、UO工程で管状に成形し、仮付け溶接後、表2に示す種々の成分の溶接ワイヤ−およびフラックスを用いて、3電極、1.75m/分、入熱2.2kJ/mmの溶接条件で内外面各1パスのサブマージドアーク溶接を行い、その後1%の拡管を行った。表3には得られた鋼管の溶接部の溶接金属の化学成分、組織及び特性を示す。
【0044】
表3において、比較例No.15〜29は、溶接金属の化学成分及び組織が本発明の範囲から外れたものであり、以下のように本発明の目標とする溶接金属の強度または低温靱性を満足することはできなかった。
実施No.15,17,25は、C,Mn,Cr+Mn+Vの合計量がそれぞれ低いために溶接金属の強度が低くなった。
【0045】
実施No.16,18,26は、C,Mn,Cr+Mn+Vの合計量がそれぞれ高いために強度は非常に高くなったが、粒内ベイナイトが生成せずに溶接金属の低温靱性が劣化した。
実施No.19〜23は、Al含有量が高いためにTi含有酸化物及びこれを核として析出するMn含有酸化物との複合粒子の生成が少なく、充分な粒内ベイナイトが生成せず、低温靱性が劣化した。
【0046】
実施No.24は、Ni含有量が高すぎるために、強度は高いものの溶接後に高温割れを生じた。
実施No.27は、Ti含有量が少ないためにTi含有酸化物及びこの酸化物とMn含有酸化物との複合粒子が充分に生成されず、粒内ベイナイトが充分生成されず低温靱性が劣化した。
【0047】
実施No.28は、Ti含有量が多すぎるためにTi炭化物が多量に生成し、低温靱性が劣化した。
実施No.29は、Al含有量が多すぎたためにAl酸化物が増加し、Ti含有酸化物と複合化したことによりTi含有酸化物のサイズが大きくなり、充分な生成個数が得られず粒内ベイナイトの生成が減少し、低温靱性が劣化した。
【0048】
一方、発明例である実施No.1〜14は、溶接金属の成分組成及び組織ともに、本発明範囲を満たしていつため、強度、低温靱性の特性に優れた超高強度鋼管の溶接金属が得られた。
以上から、本発明によって、少なくとも−20℃でのシャルピー吸収エネルギーが150J以上であり、引張り強さが900MPa以上の強度、低温靱性の特性に優れた超高強度鋼管の溶接金属が得られることが判る。
【0049】
【表1】
【表2】
【表3】
【表4】
【表5】
【発明の効果】
本発明によれば、従来のように溶接金属中にNi等のような高価な合金成分を使用したり、低入熱多層盛溶接等の低能率の溶接法を用いなくとも、溶接金属中にTi含有酸化物やTi含有酸化物とMn含有硫化物の複合粒子を核として粒内ベイナイトを生成させることにより、900MPaを超える超高強度の鋼管においても優れた低温靱性(−20℃でのシャルピー吸収エネルギーが150J以上)が得られる溶接部の低温靱性に優れた超高強度ラインパイプ用鋼管の製造が可能となる。
【0055】
本発明をラインパイプに適用することにより、長距離パイプラインの敷設コストは大幅に低下し、世界的エネルギー問題解決に寄与できるものである。
【図面の簡単な説明】
【図1】従来技術と本発明の超高強度鋼管の溶接金属の強度と靱性(−20℃でのシャルピー吸収エネルギー)との関係を示す図である。
【図2】粒内ベイナイトが生成している組織を有する本発明による溶接金属組織を示す図である。
【図3】粒内ベイナイトが生成しない組織を有する従来の溶接金属組織を示す図である。
Claims (7)
- 溶接金属の成分として、質量%で、C:0.04〜0.14%、Si:0.05〜0.4%、Mn:1.2〜2.2%、P:0.01%以下、S:0.01%以下、Ti:0.003〜0.05%、Al:0.02%以下、Ni:1.3〜3.2%、Cr、Mo及びVの内の1種または2種以上:1〜2.5%、B:0.005%以下を含有し、残部がFe及び不可避的不純物からなり、溶接部の溶接金属中に粒内ベイナイトが存在することを特徴とする溶接部の低温靱性に優れた超高強度鋼管。
- 前記溶接部の溶接金属中の粒内ベイナイト分率が50%以上であることを特徴とする請求項1に記載の溶接部の低温靱性に優れた超高強度鋼管。
- 前記溶接金属中に少なくともTiを含有するTi含有酸化物及び該Ti含有酸化物を核としてその周辺に少なくともMn硫化物が析出した複合粒子を含有することを特徴とする請求項1または2の何れかに記載の溶接部の低温靱性に優れた超高強度鋼管。
- 前記Ti含有酸化物のサイズが、平均円相当径で0.01〜5μm であり、且つ、平均密度1×103 個/mm2 以上で溶接金属中に存在することを特徴とする請求項1から3の何れか1項に記載の溶接部の低温靱性に優れた超高強度鋼管。
- 前記溶接金属のベイナイト・マルテンサイト分率が50%以上であることを特徴とする請求項1から4の何れか1項に記載の溶接部の低温靱性に優れた超高強度鋼管。
- 前記溶接金属の引張り強度が900MPa以上を有することを特徴とする請求項1から5の何れか1項に記載の溶接部の低温靱性に優れた超高強度鋼管。
- 質量%で、C:0.03〜0.1%、Si:0.6%以下、Mn:1.7〜2.5%、P:0.015%以下、S:0.003%以下、Ti:0.005〜0.03%、Ni:0.1〜1%、Mo:0.15〜0.6%、Nb:0.01〜0.1%、Al:0.06%以下を含有し、さらに選択的に、B:0.005%以下、N:0.001〜0.006%以下、V:0.1%以下、Cu:1%以下、Cr:0.8%以下、Ca:0.01%以下、REM:0.02%以下、Mg:0.006%以下の内の1種または2種以上を含有し、残部がFe及び不可避的不純物からなる鋼板をUO工程で管状に成形し、その鋼板の突き合わせ部の内外面からC:0.01〜0.12%、Si:0.3%以下、Mn:1.2〜2.4%、Ti:0.005〜0.15%、Ni:4〜8.5%、Cr、Mo及びVの内の1種または2種以上:3〜5%を含有し、残部がFe及び不可避的不純物からなる溶接ワイヤ−と焼成型もしくは溶融型フラックスを使用してサブマージドアーク溶接を行い、その後、拡管を行うことを特徴とする溶接部の低温靱性に優れた超高強度鋼管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000174186A JP4268317B2 (ja) | 2000-06-09 | 2000-06-09 | 溶接部の低温靱性に優れた超高強度鋼管及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000174186A JP4268317B2 (ja) | 2000-06-09 | 2000-06-09 | 溶接部の低温靱性に優れた超高強度鋼管及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001355039A JP2001355039A (ja) | 2001-12-25 |
| JP4268317B2 true JP4268317B2 (ja) | 2009-05-27 |
Family
ID=18676265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000174186A Expired - Fee Related JP4268317B2 (ja) | 2000-06-09 | 2000-06-09 | 溶接部の低温靱性に優れた超高強度鋼管及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4268317B2 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7690417B2 (en) | 2001-09-14 | 2010-04-06 | Nucor Corporation | Thin cast strip with controlled manganese and low oxygen levels and method for making same |
| US7048033B2 (en) | 2001-09-14 | 2006-05-23 | Nucor Corporation | Casting steel strip |
| US7485196B2 (en) | 2001-09-14 | 2009-02-03 | Nucor Corporation | Steel product with a high austenite grain coarsening temperature |
| US20040144518A1 (en) | 2003-01-24 | 2004-07-29 | Blejde Walter N. | Casting steel strip with low surface roughness and low porosity |
| JP4482355B2 (ja) * | 2004-03-17 | 2010-06-16 | 新日本製鐵株式会社 | 耐横割れ性に優れた高強度uo鋼管のシーム溶接方法 |
| CN100558924C (zh) * | 2004-11-05 | 2009-11-11 | 住友金属工业株式会社 | 高强度焊接钢管 |
| US9149868B2 (en) | 2005-10-20 | 2015-10-06 | Nucor Corporation | Thin cast strip product with microalloy additions, and method for making the same |
| US10071416B2 (en) | 2005-10-20 | 2018-09-11 | Nucor Corporation | High strength thin cast strip product and method for making the same |
| US9999918B2 (en) | 2005-10-20 | 2018-06-19 | Nucor Corporation | Thin cast strip product with microalloy additions, and method for making the same |
| JP5251092B2 (ja) | 2006-11-30 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 |
| EP2093302B1 (en) | 2006-11-30 | 2017-01-25 | Nippon Steel & Sumitomo Metal Corporation | Weld steel pipe with excellent low-temperature toughness for high-strength line pipe and process for producing the same |
| JP5251089B2 (ja) | 2006-12-04 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| EP2060643B1 (en) * | 2006-12-20 | 2012-04-18 | Nippon Steel Corporation | Steel excelling in toughness at region affected by welding heat |
| NO343351B1 (no) * | 2006-12-20 | 2019-02-04 | Nippon Steel Corp | Stål med utmerket seighet i sveisevarmepåvirket sveisesone og fremgangsmåte for fremstilling derav |
| JP4860722B2 (ja) * | 2009-06-08 | 2012-01-25 | 新日本製鐵株式会社 | 耐横割れ性に優れた高強度uo鋼管のシーム溶接方法 |
| US8974610B2 (en) | 2010-02-04 | 2015-03-10 | Nippon Steel & Sumitomo Metal Corporation | High-strength welded steel pipe and method for producing the same |
| WO2011100798A1 (en) | 2010-02-20 | 2011-08-25 | Bluescope Steel Limited | Nitriding of niobium steel and product made thereby |
| JP5208178B2 (ja) | 2010-09-30 | 2013-06-12 | 株式会社神戸製鋼所 | 引張強度980MPa以上で、多層盛継手の低温靭性に優れた高強度鋼板 |
| KR101351267B1 (ko) | 2011-10-21 | 2014-02-13 | 한양대학교 산학협력단 | 저온인성이 우수한 1GPa급 고강도 용접부 |
| WO2013100106A1 (ja) | 2011-12-28 | 2013-07-04 | 新日鐵住金株式会社 | 変形性能と低温靭性に優れた高強度鋼管、高強度鋼板、および前記鋼板の製造方法 |
| KR101382991B1 (ko) * | 2012-12-26 | 2014-04-08 | 주식회사 포스코 | 저온인성이 우수한 초고강도 플럭스 코어드 아크 용접이음부 |
| JP6447253B2 (ja) * | 2015-03-06 | 2019-01-09 | 新日鐵住金株式会社 | 溶接用高張力鋼 |
| TWI756226B (zh) | 2016-06-30 | 2022-03-01 | 瑞典商伍德赫爾恩股份有限公司 | 用於工具架之鋼 |
| CN111098059A (zh) * | 2020-01-20 | 2020-05-05 | 西安理工大学 | 增材制造低碳贝氏体钢的焊丝及制造低碳贝氏体钢的方法 |
-
2000
- 2000-06-09 JP JP2000174186A patent/JP4268317B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001355039A (ja) | 2001-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4268317B2 (ja) | 溶接部の低温靱性に優れた超高強度鋼管及びその製造方法 | |
| KR100206151B1 (ko) | 저온인성이 뛰어난 용접성 고장력강 | |
| JP4671959B2 (ja) | 低温靱性に優れた超高強度ラインパイプ用鋼板及び鋼管並びにそれらの製造方法 | |
| JP5292784B2 (ja) | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 | |
| JP3519966B2 (ja) | 低温靱性に優れた超高強度ラインパイプおよびその製造法 | |
| JP5251092B2 (ja) | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 | |
| JP5251089B2 (ja) | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 | |
| EP0867520B1 (en) | Welded high-strength steel structures and methods of manufacturing the same | |
| JP2003138340A (ja) | 溶接部靱性に優れた超高強度鋼管及びその製造方法 | |
| JP4171169B2 (ja) | 耐低温割れ性に優れたシーム溶接部を有する超高強度鋼管とその製造方法 | |
| JP2007314828A (ja) | 耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法 | |
| JP2008163455A (ja) | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 | |
| JP3814112B2 (ja) | シーム溶接部の低温強靱性に優れた超高強度鋼管及びその製造方法 | |
| WO2008069289A1 (ja) | 低温靭性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 | |
| JP3258207B2 (ja) | 低温靭性の優れた超高張力鋼 | |
| JP3244984B2 (ja) | 低降伏比を有する低温靱性に優れた高強度ラインパイプ用鋼 | |
| JP4341395B2 (ja) | 大入熱溶接用高張力鋼と溶接金属 | |
| JP4477707B2 (ja) | 低温靱性に優れた超高強度鋼管およびその製造方法 | |
| JPH0941080A (ja) | 低降伏比を有する低温靭性に優れた溶接性高強度鋼 | |
| JP2002146471A (ja) | 低温靱性および溶接熱影響部靭性に優れた超高強度鋼板、超高強度鋼管およびそれらの製造法 | |
| JP3244981B2 (ja) | 低温靭性の優れた溶接性高強度鋼 | |
| JP3244986B2 (ja) | 低温靭性の優れた溶接性高張力鋼 | |
| JP4523908B2 (ja) | 低温靱性に優れた引張強さ900MPa級以上の高強度ラインパイプ用鋼板およびそれを用いたラインパイプならびにそれらの製造方法 | |
| JP2001207242A (ja) | 円周方向溶接部の低温靱性に優れた厚肉耐サワー鋼管およびパイプライン | |
| JP2003293078A (ja) | 溶接熱影響部靭性及び変形能に優れた鋼管及び鋼管用鋼板の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060905 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090210 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090220 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140227 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |