JP4201977B2 - 工具バイト - Google Patents
工具バイト Download PDFInfo
- Publication number
- JP4201977B2 JP4201977B2 JP2000510558A JP2000510558A JP4201977B2 JP 4201977 B2 JP4201977 B2 JP 4201977B2 JP 2000510558 A JP2000510558 A JP 2000510558A JP 2000510558 A JP2000510558 A JP 2000510558A JP 4201977 B2 JP4201977 B2 JP 4201977B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting edge
- tool
- hook
- cutting
- undercut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 54
- 238000005452 bending Methods 0.000 claims description 3
- 239000002184 metal Substances 0.000 abstract description 15
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 238000003754 machining Methods 0.000 abstract description 4
- 238000000926 separation method Methods 0.000 abstract description 3
- 239000000463 material Substances 0.000 description 6
- 230000001154 acute effect Effects 0.000 description 1
- 230000002860 competitive effect Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/22—Cutting tools with chip-breaking equipment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
- Y10T407/245—Cutters, for shaping with chip breaker, guide or deflector comprising concave surface in cutting face of tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/28—Miscellaneous
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Tires In General (AREA)
- Drilling Tools (AREA)
- Turning (AREA)
- Sawing (AREA)
Description
【発明の属する技術分野】
本発明は、金属切削工具、特に、チューブ端スクエア工具に使用される工具バイトに関する。
【0002】
【従来技術】
1982年3月16日に特許された米国特許No.4,319,503に開示されているようなチューブ端スクエア工具に効果的に使用され得る代表的な工具バイトは、切刃の後で適当な逃げ角となって、金属ワークピースに切刃を当てるように、機械加工により成形された主本体と、切削動作の間に金属ワークピースからチップが流れて離れる入口角をなすように切刃の前領域の中に切り込まれた“湾曲領域(hook radius)とを有する。この形式の工具バイトは、前記米国特許No.4,319,503に開示されている。
【0003】
この形式の工具バイトは、チューブ並びにパイプの端部を、これらがチューブ部材の長軸に対して矩形(squar)となっって、溶接処理用に部材を準備するためにチューブ部材の端部に円滑で好ましくはばりの無い面を有するように、機械加工するチューブ端スクエア工具に使用されている。
【0004】
ばりの無い円滑な機械加工面を得るために、工具バイトの切刃からの切削金属チップの自由な流れを促進しながら、切削領域での金属の加熱が最小となるよう避けるとこが非常に望まれていることがわかっている。従来の技術に従えば、自由なチップの流れの促進は、切刃から離れるように続く湾曲領域を研磨するか、工具バイトの切刃の入口角領域で可能なかぎり円滑な面を維持する機械加工処理により湾曲領域を形成することによりなされている。また、特に、切削される金属が比較的柔らかい場合には、バリを最小に維持するために切刃に対して高い入口角を与えることが一般的である。機械研削により形成された工具バイトは、研削ラインが切刃にほぼ平行に延びるように代表的には形成されており、他の仕上げ処理は、切刃に垂直な研削ラインを発生させるか、機械加工処理の間切刃から離れるチップの流れに対する抵抗を減じるように切刃の入口角側の仕上げを改良することが必要である。
【0005】
【発明が解決しようとする課題】
チューブ端スクエア工具に有用な効果的の工具バイトを形成するのに必要な製造ならびに仕上げ作業は、製造ならびに処理工程が多くなり、このような工具バイトの製造に係わるコストが高くなる。従って、このような工具バイトのための製造コストを低くすることが強く望まれている。このような低価格化は、工具バイトが消費材である観点から高い競争力となっている。
【0006】
特に、これは、切刃の入口角側が、切刃に垂直に延びる研削ラインと共に、高度に研磨もしくは精度良く研削される必要(これはら、チューブ状のワークピースのフェースングもしくはスクエアーリングのために有用な工具バイトの製造コストが高くなるもととなっている)がない場合には、強く望まれている。
【0007】
また、従来技術に従って構成された工具バイトは、“上縁切削(up−edge−cutting)”(BUE切削”を呈する。これは,切削処理が進のに従って、工具バイトの切刃に金属ワークピース材料の仮想溶接を生じさせて、切削効率を低下させ、極端な場合には、工具バイトの素材に溶接されたワークピース金属を含む荒い切削縁となる。また、このBUE切削は、機械加工の間に、切削縁上にワークピース金属を周期的に付着させ、このワークピース金属を周期的に剥がす必要が生じ、このことは、また、不規則でバリのある表面を形成してしまう。
【0008】
【課題を解決するための手段】
本発明に係われば、工具バイトのフック湾曲領域は、入口側で切刃の直ぐ後方に逃げセクションを与えて、工具バイトの動作の間、フック湾曲面からの工具バイトにより切削される金属チップの分離を果たすように、僅かにアンダーカットされている。このアンダーカットは、切刃の入口角側を高精度で研磨する必要性を減じると共に、切刃に垂直な研削ラインを有する切刃を形成する必要性を無くす。フック曲率領域での切刃の入口側と金属チップとの間の摩擦を少なくすることができることにより、工具バイトの製造コストを研磨工具バイトと比較して減じていながら、円滑でバリの無い切刃が得られる。
【発明の実施の形態】
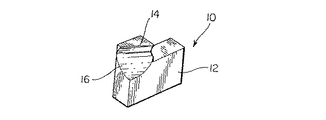
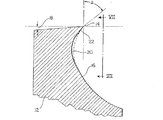
図面に示すように、工具バイト10は、本体12と、切刃14とを有する。この切刃は、“湾曲(hook radius)”領域16で、本体材料の一部を機械加工もしくは研削することにより形成されている。この湾曲領域は、正確な円曲線ではなく、回転平面が工具バイト材料を通る研削ホイールの進行方向に対して鋭角に傾斜された回転研削ホイールを使用した弓形切削により形成された放物線である。便宜上,この曲率は、“フック・ラジウス”と一般的に称されており、この説明ならびに請求の範囲全体に渡って、この湾曲の用語の使用は、図6に示すように、切刃角Aを形成するように、切刃14に続く工具バイト材料並びに本体の曲率に対してであることが理解されよう。
【0009】
図6に詳細に示されるように,逃げ角18は、既知の工具バイトデザインの原理に従って、工具バイトの切刃の後方に代表的には設けられている。
【0010】
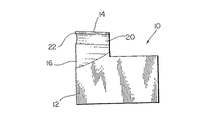
本発明に係われば、アンダーカット20が,切刃14の後方に湾曲領域16の入口角幅22を残すようにして、切刃14の直ぐ後ろの湾曲領域16の部分に機械加工により形成されている。好ましくは、約0.020インチ(0.5mm)の幅が、チューブ端スクエア工具に使用される工具バイトで効果的であることがわかった。
【0011】
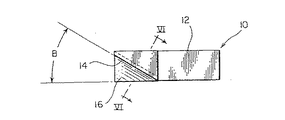
前記アンダーカットの深さは、絶対的ではなく、一例として、0.265インチ(6.7mm)の半径と0.010ないし0.015インチ(0.25ないし0.38mm)の深さとを有する円形のアンダーカットを生じさせる研削もしくは成形工具を使用して、湾曲領域をアンダーカットすることにより形成され得る。図示された形式の工具バイトの入口角Aは、代表的には、38°のオーダである。図2に示されているような切刃14のアプローチ角(前オーバハング角)Bは、図示形式の工具バイトに対しては代表的には30°である。
【0012】
前記アンダーカット20の姿並びに形状と、この深さとは、特定の工具バイトの入口角並びに湾曲領域の曲率と、工具バイトの動作状態と、切削されるワークピースの冶金に対応するように変えられ得る。残りの中断されていない入口角湾曲材22を備えたアンダーカット20は、アンダーカット20の領域に続く湾曲材22により与えられる非常に短い入口角傾斜面を有する切刃14となる。アンダーカット20は、チップの形成の直後にチップと工具バイトとの間の摩擦を減じるように,アンダーカットの領域で、工具バイトの湾曲セクションからの切削される金属チップの分離を果たす。これは、切削領域での熱の発生を減じるのでチップの摩擦とBUEとを減じ、これら全ては、機械加工されたワークピースに、円滑でバリの無い表面を形成する。
【0013】
本発明は、以下の請求項により規定された本発明の精神並びに範囲を逸脱しないで、全ての他の形状を有する工具バイトに使用され得ることは理解されるであろう。
【図面の簡単な説明】
【図1】 図1は、本発明の実施の形態に係わる工具バイトを左上から見た斜視図である。
【図2】 図2は、この工具バイトの上面図である。
【図3】 図3は、この工具バイトの左側面図である。
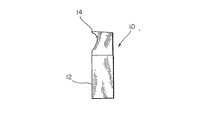
【図4】 図4は、この工具バイトの正面図である。
【図5】 図5は、この工具バイトの右側面図である。
【図6】 図6は、図2のVI−VI千に沿って切断した拡大断面図である。
【図7】 図7は、図6のVII−VII線に沿って切断した図である。
Claims (2)
- 工具バイト本体と、
前記本体に形成された作業入口側を備えた切刃(14)と、
凹状に連続して一様に湾曲された輪郭で規定された、前記本体に形成されこの本体の前記作業入口側で前記切刃から離れるように続いたフック湾曲領域(16)と、
前記本体内のアンダーカット(20)であって、前記フック湾曲領域内に形成され前記切刃と平行で同一の広がりを持って延び、かつ、前記切刃の作業入口側での前記切刃に沿って延びた所定の幅のフック湾曲領域部分(22)と、前記切刃が位置しているのとは反対側の前記アンダーカットの側でのフック湾曲領域とを残すように前記切刃から所定距離離間して終端しているアンダーカットと、
を具備する工具バイト。 - 前記フック湾曲領域は、放物断面形状を有する請求項1に記載の工具バイト。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/923,921 US5868531A (en) | 1997-09-05 | 1997-09-05 | Tool bit with undercut hook radius |
| US923,921 | 1997-09-05 | ||
| PCT/US1998/017996 WO1999012683A1 (en) | 1997-09-05 | 1998-09-03 | Tool bit with undercut hook radius |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003525751A JP2003525751A (ja) | 2003-09-02 |
| JP4201977B2 true JP4201977B2 (ja) | 2008-12-24 |
Family
ID=25449474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000510558A Expired - Fee Related JP4201977B2 (ja) | 1997-09-05 | 1998-09-03 | 工具バイト |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US5868531A (ja) |
| EP (1) | EP1017526B1 (ja) |
| JP (1) | JP4201977B2 (ja) |
| AT (1) | ATE238864T1 (ja) |
| AU (1) | AU9211898A (ja) |
| DE (1) | DE69814116T2 (ja) |
| WO (1) | WO1999012683A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5868531A (en) * | 1997-09-05 | 1999-02-09 | Tri Tool Inc. | Tool bit with undercut hook radius |
| US6460438B2 (en) | 1998-07-10 | 2002-10-08 | Swagelok Company | Facing tool |
| JP3739591B2 (ja) * | 1999-04-05 | 2006-01-25 | 三菱マテリアル株式会社 | ソリッドエンドミル |
| KR20020055862A (ko) * | 2000-12-29 | 2002-07-10 | 조정남 | 이동 통신 단말기를 이용한 쿠폰 서비스 방법 |
| KR20060039924A (ko) * | 2003-07-31 | 2006-05-09 | 가부시키가이샤 가네카 | 이온성 액체를 사용한 금속 표면 산화 피막 형성 방법,전해콘덴서 및 그 전해질 |
| DE112008000819B4 (de) * | 2007-03-27 | 2016-05-19 | Kyocera Corporation | Schneideinsatz, Schneidwerkzeug und Verfahren zum Schneiden von Arbeitsmaterial unter Verwendung des Schneidwerkzeugs |
| US8091455B2 (en) | 2008-01-30 | 2012-01-10 | Cummins Filtration Ip, Inc. | Apparatus, system, and method for cutting tubes |
| DE102010021730B4 (de) | 2010-05-27 | 2018-12-13 | Kennametal Inc. | Wendeschneidplatte |
| EP3023178B1 (en) * | 2014-11-24 | 2022-05-11 | Sandvik Intellectual Property AB | A method of grinding a parting/grooving insert and a parting/grooving insert |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1945535A (en) * | 1932-01-26 | 1934-02-06 | Foote Burt Co | Broaching tool |
| US3381349A (en) * | 1966-04-25 | 1968-05-07 | Newcomer Prod Inc | Cutting tool |
| JPS4815470U (ja) * | 1971-06-29 | 1973-02-21 | ||
| US3947937A (en) * | 1973-11-16 | 1976-04-06 | Karl Hertel | Control groove in cutting elements for metal working tools |
| US4060880A (en) * | 1975-06-16 | 1977-12-06 | The Motch And Merryweather Machinery Company | Circular saw having an improved tooth geometry and method of making the same |
| US4159885A (en) * | 1977-07-05 | 1979-07-03 | Schott Lawrence A | Cutting tool |
| US4319503A (en) * | 1980-06-26 | 1982-03-16 | Tri Tool Inc. | Tube facing machine |
| BE900444A (fr) * | 1983-08-29 | 1984-12-17 | Gte Valeron Corp | Outil de coupe rapporte comportant des surfaces provoquant l'enroulement des copeaux formes. |
| US4606679A (en) * | 1983-08-29 | 1986-08-19 | Gte Valeron Corporation | Cutting insert with chip control |
| SE459646B (sv) * | 1986-08-27 | 1989-07-24 | Jonsson Karl Erik Arnold | Treeggat verktyg foer en traebearbetningsmaskin |
| DE3713161C3 (de) * | 1987-04-17 | 1994-07-28 | Walter Ag | Wendeschneidplatte für ein Bohrfräswerkzeug |
| KR930011655B1 (ko) * | 1988-08-25 | 1993-12-16 | 스미도모덴기고오교오 가부시기가이샤 | 나사절삭용 드로우 어웨이팁 |
| US5049009A (en) * | 1990-08-21 | 1991-09-17 | The Weldon Tool Company | Improved cutting tool |
| SE502199C2 (sv) * | 1990-12-19 | 1995-09-11 | Sandvik Ab | Borrskär med snedställd främre skäregg samt borrverktyg för detta |
| US5222843A (en) * | 1992-06-22 | 1993-06-29 | Valenite Inc. | Insert for light feed, light depth of cut |
| JPH0615517A (ja) * | 1992-07-01 | 1994-01-25 | Sumitomo Electric Ind Ltd | スローアウェイチップ及び正面フライスカッタ |
| US5868531A (en) * | 1997-09-05 | 1999-02-09 | Tri Tool Inc. | Tool bit with undercut hook radius |
-
1997
- 1997-09-05 US US08/923,921 patent/US5868531A/en not_active Expired - Lifetime
-
1998
- 1998-09-03 WO PCT/US1998/017996 patent/WO1999012683A1/en active IP Right Grant
- 1998-09-03 AT AT98944614T patent/ATE238864T1/de not_active IP Right Cessation
- 1998-09-03 EP EP98944614A patent/EP1017526B1/en not_active Expired - Lifetime
- 1998-09-03 DE DE69814116T patent/DE69814116T2/de not_active Expired - Lifetime
- 1998-09-03 JP JP2000510558A patent/JP4201977B2/ja not_active Expired - Fee Related
- 1998-09-03 AU AU92118/98A patent/AU9211898A/en not_active Abandoned
-
1999
- 1999-02-05 US US09/244,886 patent/US6042309A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1017526A1 (en) | 2000-07-12 |
| WO1999012683A1 (en) | 1999-03-18 |
| DE69814116T2 (de) | 2004-03-04 |
| US6042309A (en) | 2000-03-28 |
| US5868531A (en) | 1999-02-09 |
| AU9211898A (en) | 1999-03-29 |
| EP1017526B1 (en) | 2003-05-02 |
| EP1017526A4 (en) | 2000-12-27 |
| JP2003525751A (ja) | 2003-09-02 |
| DE69814116D1 (de) | 2003-06-05 |
| ATE238864T1 (de) | 2003-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2010682C1 (ru) | Сменная режущая пластина для фрезы | |
| US7063487B2 (en) | Tool and cutting insert for the fine turning of grooves in workpieces | |
| JP2688302B2 (ja) | 棒部材をピーリング加工するための切削工具 | |
| JP2002192407A (ja) | 切削工具 | |
| JP2002301605A (ja) | スローアウェイチップ | |
| JPS63256309A (ja) | 丸鋸の刃部 | |
| JPH0620657B2 (ja) | 正面フライスカツタ | |
| JPH04761B2 (ja) | ||
| JPH02198707A (ja) | ドリル | |
| JP2002516185A (ja) | 溝加工用の切削インサート | |
| JP4201977B2 (ja) | 工具バイト | |
| JP2595079B2 (ja) | 切削工具の切削用差込体 | |
| JP2007503320A (ja) | エンドミル用のチップ | |
| US6095723A (en) | Engraving tool and method for forming | |
| US6419561B1 (en) | Method and apparatus for making a cutting tool having a plurality of margins | |
| EP1322448B1 (en) | Method and apparatus for making a cutting tool having a flute | |
| JP2502610Y2 (ja) | スロ―アウェイ式チップ | |
| JPH08336704A (ja) | ダイヤモンド被覆フライス加工チップ | |
| CN113399727A (zh) | 一种面铣精加工刀具 | |
| JPS59232702A (ja) | ダイヤモンド切削バイト | |
| JP2005319529A (ja) | スローアウェイチップ | |
| JPH01228705A (ja) | 切削工具 | |
| JP2611043B2 (ja) | ダイヤモンドバイトの刃付方法 | |
| JPS6317608Y2 (ja) | ||
| JPH0531619A (ja) | ヘールバイト及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050712 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080226 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080522 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080624 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080909 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081008 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131017 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |