JP4201645B2 - 光スイッチおよびその製造方法 - Google Patents
光スイッチおよびその製造方法 Download PDFInfo
- Publication number
- JP4201645B2 JP4201645B2 JP2003153951A JP2003153951A JP4201645B2 JP 4201645 B2 JP4201645 B2 JP 4201645B2 JP 2003153951 A JP2003153951 A JP 2003153951A JP 2003153951 A JP2003153951 A JP 2003153951A JP 4201645 B2 JP4201645 B2 JP 4201645B2
- Authority
- JP
- Japan
- Prior art keywords
- groove
- film
- optical switch
- cut groove
- switching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000003287 optical effect Effects 0.000 title claims description 128
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 238000003825 pressing Methods 0.000 claims description 42
- 238000000034 method Methods 0.000 claims description 23
- 239000004033 plastic Substances 0.000 claims description 6
- 238000012544 monitoring process Methods 0.000 claims description 3
- 230000001902 propagating effect Effects 0.000 claims description 2
- 229920000642 polymer Polymers 0.000 description 42
- 230000005540 biological transmission Effects 0.000 description 12
- 239000000835 fiber Substances 0.000 description 10
- 238000006073 displacement reaction Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 6
- 238000012545 processing Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 241000755266 Kathetostoma giganteum Species 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000003776 cleavage reaction Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 210000003205 muscle Anatomy 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 230000007017 scission Effects 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images








Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/26—Optical coupling means
- G02B6/35—Optical coupling means having switching means
- G02B6/3502—Optical coupling means having switching means involving direct waveguide displacement, e.g. cantilever type waveguide displacement involving waveguide bending, or displacing an interposed waveguide between stationary waveguides
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/25—Preparing the ends of light guides for coupling, e.g. cutting
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/26—Optical coupling means
- G02B6/35—Optical coupling means having switching means
- G02B6/3564—Mechanical details of the actuation mechanism associated with the moving element or mounting mechanism details
- G02B6/3568—Mechanical details of the actuation mechanism associated with the moving element or mounting mechanism details characterised by the actuating force
- G02B6/3574—Mechanical force, e.g. pressure variations
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/26—Optical coupling means
- G02B6/35—Optical coupling means having switching means
- G02B6/3586—Control or adjustment details, e.g. calibrating
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/26—Optical coupling means
- G02B6/35—Optical coupling means having switching means
- G02B6/3596—With planar waveguide arrangement, i.e. in a substrate, regardless if actuating mechanism is outside the substrate
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Light Control Or Optical Switches (AREA)
Description
【発明の属する技術分野】
本発明は、光通信設備において光路の切替に用いられる光スイッチに関するものである。
【0002】
【従来の技術】
従来技術に基づく光スイッチの一例が、特開2002−174784号公報(特許文献1)に開示されている。この光スイッチでは、光を搬送する媒体としてポリマー光導波路フィルムが用いられる。ポリマー光導波路フィルムは、母材はポリイミドフィルムであって、内部に周囲(クラッド部)よりもわずかに屈折率が高いコアと呼ばれる線状の部分が2次元的に格子状に埋め込まれて配置されたものである。コア同士が交差する箇所には切込み溝が形成されている。この光スイッチは、切込み溝が形成されたポリマー光導波路フィルムを、コア同士が交差する箇所にそれぞれ対応する貫通穴が設けられた押さえ板で、貫通穴からコアの交差箇所がそれぞれ露出するように挟み込み、コアの交差箇所の両面または片面に駆動用部材を配置することで構成されている。
【0003】
この光スイッチにおいては、切込み溝が閉じているときは、光はこの部分を通過する。この状態を「透過状態」という。一方、切込み溝の裏側から駆動用部材によって押された状態では切込み溝が開くので、切込み溝を挟んで対向するコア同士の間に空気の層が生じることになる。コアおよびクラッド部の屈折率、コア同士の交差角を予め適切に設計しておけば、切込み溝が開いて切込み溝内に十分な厚みの空気層が形成されたとき、通過しようとする光は全反射することとなる。すなわち、光路の切換えが実現できる。この状態を「反射状態」という。
【0004】
特許文献1の図8に示されるように、入力側の複数のコアと、出力側の複数のコアとを設け、これらのコアの交差点の各々に切込み溝を形成し、入力ポートと出力ポートとが1対1で対応するように、入力側の各コアに対して、これと交差する切込み溝のうち1つを反射状態とし、他を透過状態とする。こうすれば、所望の出力ポートに光を導くことができる。
【0005】
特許文献1に開示された光スイッチでは、切込み溝の形成は、鋭利な刃物や、ダイサーなどの刃を用いて行なわれている。あるいは、これらの刃を進入させながら劈開を生じさせて行なっている。
【0006】
【特許文献1】
特開2002−174784号公報
【0007】
【発明が解決しようとする課題】
刃物を進入させるという行為を伴って切込み溝を形成すると、切りくずが出る。また、刃物の側面が加工面に擦れ合う。これらのことによって、加工面である切込み溝側面に凹凸ができてしまう。これはすなわち反射状態における反射面に凹凸ができることを意味する。反射面に凹凸があると、反射損失が大きくなってしまう。さらに、切込み溝を閉じて透過状態にしたときであっても、切込み溝側面の凹凸の存在によって切込み溝内部に空気の介在する微小なギャップがある部分が生じてしまう。このような微小なギャップがある部分において、光の一部が反射されてしまうことで、透過状態であるにもかかわらず反射側のポートにも光の一部が進んでしまい、クロストークをもたらす。
【0008】
一方、切込み溝の形成を、ダイサーを用いて刃を回転させながら行なう場合には、加工面は刃の回転によって研磨されるのである程度平滑な面となるが、完全な切削加工であるので材料を部分的に削り取ることとなり、通常、切りしろの部分が幅15μmほどできてしまう。これでは、反射状態を得ることは可能であるが、十分良好な透過状態を得ることはほとんど不可能となってしまう。
【0009】
そこで、本発明は、反射状態における加工面による反射損失や、透過状態における透過損失やクロストークを低減した光スイッチおよびその製造方法を提供することを目的とする。
【0010】
【課題を解決するための手段】
上記目的を達成するため、本発明に基づく光スイッチは、基本的にポリマーからなるフィルムと、スイッチング用貫通穴を有する押さえ板と、駆動手段とを備える。ここで、上記フィルムは、その内部に線状に延びる光導波路と、上記光導波路の途中の切替箇所を横断するように設けられた切込み溝とを有する。また、上記フィルムは上記切替箇所が上記スイッチング用貫通穴から露出するように上記押さえ板によって保持されている。さらに、上記駆動手段は、上記切込み溝の間隙を接近および離隔させることによって光の進路を選択するためのものである。上記切込み溝は、上記フィルムの表面に起点溝を先に形成して、上記押さえ板によって上記フィルムを保持した状態で上記起点溝の裏側から加圧部材で上記切替箇所を押圧することによってクリーブを生じさせることで形成されたものである。
【0011】
【発明の実施の形態】
(実施の形態1)
(構成)
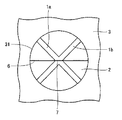
図1〜図3を参照して、本発明に基づく実施の形態1における光スイッチについて説明する。図1、図2に示すように、この光スイッチは、基本的にポリマーからなるフィルムであるポリマー光導波路フィルム2と、これを挟み込んで保持する押さえ板3とを備える。ポリマー光導波路フィルム2の内部には光導波路としてコア1(コア1a,1b)が通っている。コア1aとコア1bとが交差するコア交差部7を横断するように切込み溝6が設けられている。コア交差部7は、光の進路の切替箇所である。
【0012】
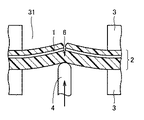
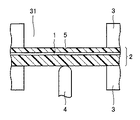
断面図を図2に示す。図2の状態では、切込み溝6は閉じている。すなわち、透過状態となっている。押さえ板3はスイッチング用の貫通穴31を有する。押さえ板3は、コア交差部7およびそこに設けられた切込み溝6を貫通穴31から露出するようにポリマー光導波路フィルム2を保持している。切込み溝6のある箇所においては下側からポリマー光導波路フィルム2を押し上げることができるように加圧部材4が配置されている。加圧部材4は駆動手段(図示せず)によって上下に変位可能となっている。駆動手段によって加圧部材4を上げた状態を図3に示す。この状態では、加圧部材4によって下側から押し上げられることによって切込み溝6が開いている。すなわち、反射状態となっている。
【0013】
駆動手段は、このように切込み溝の間隙を接近および離隔させることによって光の進路を選択するためのものである。
【0014】
切込み溝6は、図4に示すようにポリマー光導波路フィルム2の表面に起点溝5を先に形成して、押さえ板3によってポリマー光導波路フィルム2を保持した状態で起点溝5の裏側から加圧部材4で切替箇所を押圧することによってクリーブを生じさせることで形成されたものである。
【0015】
(切込み溝の形成方法)
切込み溝6の形成方法について、より詳しく説明する。ポリマー光導波路フィルム2は、図4、図5に示すように、表面の切込み溝6を形成すべき箇所には予め浅く起点溝5が形成された状態で押さえ板3に挟み込まれて保持される。この時点では切込み溝6はまだ形成されていない。この状態で、駆動手段(図示せず)を用いて加圧部材4を押し上げる。すると、起点溝5の部分に応力が集中する。しかも、起点溝5の部分が最も脆い部分であるので、起点溝5を起点として亀裂が進展する。すなわち、クリーブが起こる。こうして、図3に示すように切込み溝6が形成される。
【0016】
本発明に基づく光スイッチの製造方法は、上述のように、押圧することによってクリーブを生じさせる工程を含むものである。押圧することによってクリーブを生じさせる加工を「クリーブ加工」ともいう。
【0017】
(起点溝についての好ましい条件)
起点溝5は浅い溝で足りる。起点溝5は、コア1の中心から、コア1を伝播するビームのモードフィールド径の半分の長さよりも遠い上方にあることが望ましい。すなわち、起点溝5の最も深い部分における底とコア1の中心との距離がモードフィールド径の半分の長さよりも大きくなっていることが好ましい。なぜなら、起点溝5は、従来の切込み溝の形成方法と同様に刃物などで削って作られるものであるので、仮に起点溝5がコア1に近すぎると起点溝5によって多くの光量が反射されることとなってしまい、従来同様の問題となるからである。
【0018】
起点溝5はなるべく狭い幅で形成されていることが好ましい。起点溝5は最も深くなる位置において溝上端の幅が特に大きくなると考えられるが、この位置における幅が1μm以下であることが好ましい。なぜなら、起点溝5が最も深くなる位置における溝上端の幅が広すぎると、幅方向のどの位置からクリーブが進行するかが不定となり、結果として加工面に凹凸が生じてしまうからである。
【0019】
なお、図2、図5など、起点溝5が登場する図では、説明の便宜のために起点溝5を誇張して大きく表示している。
【0020】
(クリーブ加工についての好ましい条件)
加圧部材4を単に1回上げることによってクリーブを行なうよりも、上げ下げを繰返してポリマー光導波路フィルム2に繰返し疲労を与えることによってクリーブを行なう方が好ましい。このようにすれば、過剰な応力が作用する時間を短縮しつつ、クリーブの進展を早めることができるからである。
【0021】
なお、亀裂が生じていない状態からいきなり大きな変位量で押上げを行なうと、その際に作用する力がクリーブの進行(亀裂の進展)に寄与するのではなく、加圧部材4とポリマー光導波路フィルム2との接触箇所や、押さえ板3の貫通穴31の内周縁とポリマー光導波路フィルム2との接触箇所などに過大な応力が作用してしまい、ポリマー光導波路フィルム2が塑性変形してしまう場合がある。このような不具合が起こらないようにするという観点からも、最初はわずかな変位量で繰返し上げ下げを行ない、徐々に押し上げる変位量を増やしていって、切込み溝6の深さが所望の値に達するまで行なうことが望ましい。
【0022】
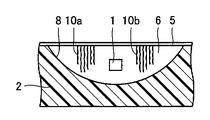
(切込み溝の深さ)
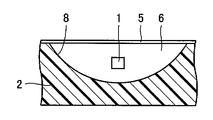
図6に、このクリーブ加工の結果として生じる切込み溝6の断面図を示す。この図では、側方から見たときの加工面の形状が表れている。コア1は切込み溝6の内部にその断面を露出することとなる。底部8は円弧のような曲線状になっているが、加圧部材4によって、この底部8の最も深い位置における深さと同じ変位量だけポリマー光導波路フィルム2を押上げたときには、この底部8がほぼ直線状となる。加圧部材4をさらに押し上げると、さらに亀裂が進展し、切込み溝6の深さが増す。したがって、クリーブ加工時に押し上げた最大の変位量によって切込み溝6の深さは定まる。その後は切込み溝6の深さを上回る変位量で押し上げることさえしなければ、クリーブはそれ以上生じることはなく、光スイッチとしての通常の使用時に行なわれる押上げ動作は、切込み溝6の深さより小さい変位量で行なうことにおけば、不所望なクリーブが生じて亀裂が進行することは回避できる。
【0023】
(作用・効果)
本実施の形態では、切込み溝6が刃物などの進入を伴わずにクリーブを生じさせることで形成されたものであるので、加工面に擦過による凹凸ができることはなく平滑な加工面となっている。したがって、反射状態における反射損失を低減することができる。また、切込み溝6がクリーブを生じさせることで形成されたものであることから、切込み溝6内部に切りしろができることもない。したがって、透過状態における透過損失を低減することもできる。
【0024】
また、通常の使用時の変位量を切込み溝6の深さ以下とすることで、使用中に亀裂がそれ以上進展することを回避でき、信頼性の高い光スイッチとすることができる。
【0025】
さらに、クリーブ加工後のポリマー光導波路フィルム2に対してアニール処理を行なうことにより、クリーブ加工時に生じたひずみを解消し、ひずみがもたらす複屈折による損失を低減することができる。
【0026】
(実施の形態2)
(製造方法)
図7、図8を参照して、本発明に基づく実施の形態2における光スイッチの製造方法について説明する。この光スイッチの製造方法では、図8(a),(b)に示すように先端がマイナスドライバーのように扁平形状となった加圧部材4fを用いる。加圧部材4fは接触点9a,9bでポリマー光導波路フィルム2に当接することとなるが、接触点9a,9bは、図7に示されるように、平面的に見たときには起点溝5の線上であってかつコア交差部7を挟む位置になるようにする。ここでは、マイナスドライバーのように扁平形状となった加圧部材4fを用いる例を示したが、加圧部材は、起点溝5の線上でコア交差部7を挟む2点でポリマー光導波路フィルム2に当接することができる形状でありさえすれば、他の形状であってもよい。
【0027】
上述の加圧部材4fを用いて、実施の形態1で説明したような押上げ動作を行なって、図8(a)に示すようにクリーブを生じさせ、切込み溝6を形成する。本発明に基づく実施の形態2における光スイッチの製造方法は、このような工程を含む。
【0028】
起点溝についての好ましい条件や押上げ時の好ましい条件は、実施の形態1で説明したのと同様である。
【0029】
(作用・効果)
本実施の形態では、2つの接触点9a,9bで加圧部材4fがポリマー光導波路フィルム2に当接しているので、クリーブはコア1の真上ではなく接触点9a,9bの真上において最初に生じる。これらの点からクリーブによって亀裂が進展し、コア交差点7の真上において左右から進展してきた亀裂同士がつながる。こうして、所望の範囲に広がる切込み溝6が得られる。
【0030】
ここでクリーブ加工における問題点について説明する。実施の形態1においても(図4〜図6参照)、加圧部材4がポリマー光導波路フィルム2に当接している箇所では、圧迫されることでまず大きな応力が発生し、亀裂が進展する瞬間には一気に解放されてある深さまで亀裂が進展する。このとき、起点溝5の底部の形状にがたつきがある場合、その部分から方向性が不安定なまま一気に亀裂が進展し、結果として図9に示すように、接触点の真上に相当する位置の加工面に縦方向の筋10が生じる場合がある。接触点がコア交差部7の真下である場合には、図9に示すように筋10はコア1の露出面に重なってしまう。この筋10は凹凸をもったものであるので、コア1の露出面に重なった場合には、反射損失が増大してしまう。
【0031】
これに対して、実施の形態2では、接触点9a,9b(図7参照)はコア交差点7の真下ではなく、コア交差点7から離れた位置であるので、図10に示すように、たとえ接触点9a,9bの真上で筋10a,10bが発生したとしても、コア1の露出面に重ならない。したがって、実施の形態2では、クリーブ加工時の加工面における筋発生現象による反射損失を防止することができる。
【0032】
(実施の形態3)
(製造方法)
図11を参照して、本発明に基づく実施の形態3における光スイッチの製造方法について説明する。この光スイッチの製造方法では、実施の形態1または2で説明したようなクリーブ加工を行なって、ポリマー光導波路フィルム2に切込み溝6を形成する。ただし、その加工の際に、このポリマー光導波路フィルム2によって構成される光スイッチ100の光学特性をモニタする。この作業を行なうために、図11に示すように、光スイッチ100への入力側として光源13および入力ファイバ11を用意し、光スイッチ100からの出力側としてパワーメータ14および出力ファイバ12を用意する。
【0033】
光スイッチ100の押さえ板3には、多数の貫通穴31が設けられており、それぞれポリマー光導波路フィルム2を露出している。これらの露出箇所の各々は、コア交差点を含み、光の進路の切替箇所となっている。ここでは、モニタを、所望の1つの切替箇所20に対して行なう例を示す。この切替箇所20に対して、切込み溝を形成するためにクリーブ加工を行なうものとする。
【0034】
クリーブ加工に先だって、まず、所望の切替箇所20に対応する入力ポイント、出力ポイントに入力ファイバ11、出力ファイバ12をそれぞれ配置し、それぞれ光軸合わせを行なう。すなわち、入力側においてはコア1cと入力ファイバ11との光軸合わせを行ない、出力側においてはコア1dと出力ファイバ12との光軸合わせを行なう。
【0035】
予め光スイッチ100側にファイバアレイなどが取り付けてある場合は、対応する入出力のファイバ端子と、光源13、パワーメータ14とをそれぞれ接続する。
【0036】
光軸合わせまたは接続が完了したら、加圧部材による押圧を開始する。クリーブがまだ生じていない初期状態では、コア1dから出力される光量はごくわずかであるが、亀裂が進展するにつれて切替箇所20を反射状態としたときのコア1dから出力される光量が増加する。加圧部材による押上げを繰返す場合は、1回の押上げごとに、コア1dから出力される光量が最大になるように加圧部材のポリマー光導波路フィルム2の面に平行な方向の位置調整を行なう。加圧部材が押し上げてもコア1dから出力される光量が前回の押上げ時以上に増えなくなるところまで押上げを繰返す。
【0037】
(作用・効果)
仮に、光学特性をモニタしないでクリーブ加工を行なう場合は、加圧部材の押上げ量や回数、押上げ時間などの条件を設定して行なうこととなる。その場合、切込み溝が十分な深さまで形成されないまま終了してしまうこともありうる。逆に早期に十分な深さまで切込み溝が形成されてしまい、その時点以後は不要な応力を生じさせるだけということになる場合もありうる。
【0038】
これに対して、本実施の形態では、光学特性をモニタしているので、必要かつ十分な押上げ動作だけを適切に行なうことができる。したがって、信頼性の高い光スイッチを得ることができる。
【0039】
(実施の形態4)
(製造方法)
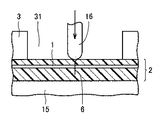
図12、図13を参照して、本発明に基づく実施の形態4における光スイッチの製造方法について説明する。この光スイッチの製造方法では、実施の形態1〜3のいずれかでクリーブ加工を行なって切込み溝6を形成したポリマー光導波路フィルム2に対して、切込み溝6の開く側の表面から切替箇所を押し潰す工程と行なう。以下、押し潰す工程について詳しく説明する。
【0040】
図12に示すようにポリマー光導波路フィルム2を平坦な台15の上に置き、切込み溝6の上側に加圧部材16を配置する。コア交差点7と加圧部材16との間の接触点の位置合わせを行なう。切込み溝6の開く側の表面すなわち上面から加圧部材16によって切込み溝6のある部分を加圧する。加圧する際の荷重は、ポリマー光導波路フィルム2の塑性変形が開始するのに必要な荷重とほぼ等しい大きさとする。
【0041】
(作用・効果)
クリーブ加工においては、ポリマー光導波路フィルム2は加圧部材4によって押し上げられるので、わずかに塑性変形を生じる。その結果、切込み溝6はごくわずかに開いた形となる。本実施の形態では、切替箇所を押し潰す工程を行なうことで、この変形を元に戻し、切込み溝6を密着状態に近づけることができる。その結果、透過状態における透過損失およびクロストークを低減することができる。
【0042】
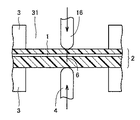
なお、本実施の形態では、切替箇所を押し潰す工程を行なう際に、ポリマー光導波路フィルム2を平坦な台15の上に置いて行なう例を示したが、台15の代わりに、図13に示すように、クリーブ加工に用いた加圧部材4によって下側から支えることとしてもよい。その場合、加圧部材4および加圧部材16によって、上下から挟み込むようにして押し潰す加工を行なうこととなる。
【0043】
なお、押し潰す加工においては、上側からの加圧によってポリマー光導波路フィルム2が下側に逃げることを抑止することができるものでありさえすれば、平坦な台15やクリーブ加工に用いた加圧部材4ではなく、さらに他の部材によって下側から支えることとしてもよい。
【0044】
(実施の形態5)
(構成)
図14(a),(b)、図15(a),(b)を参照して、本発明に基づく実施の形態5における光スイッチについて説明する。この光スイッチは、図15(a),(b)に示すように、ポリマー光導波路フィルム2を押さえ板3hで挟み込んだ構造を含んでいる。押さえ板3hには貫通穴32が設けられており、コア交差点7は貫通穴32から露出している。他の構成は実施の形態1で説明したものと基本的に同様である。
【0045】
ただし、本実施の形態における光スイッチは、切込み溝6が異なる。この切込み溝6は、スイッチング用貫通穴としての貫通穴32で形成されたものではなく、図14(a),(b)に示す貫通穴31で形成されたものである。図14(a),(b)に示す押さえ板3は、完成品としての光スイッチとして備える押さえ板とは別のものであり、クリーブ加工用押さえ板である。貫通穴31はクリーブ加工用貫通穴である。すなわち、切込み溝6は、クリーブ加工用貫通穴としての貫通穴31から切替箇所としてのコア交差点7が露出するようにポリマー光導波路フィルム2を保持した状態で起点溝5の裏側から加圧部材4で切替箇所を押圧することによってクリーブを生じさせて形成したものである。クリーブ加工用押さえ板でこのように切込み溝6を形成してから、ポリマー光導波路フィルム2を取り出し、スイッチング用貫通穴としての貫通穴32を有する押さえ板3hで挟み込み直す。
【0046】
さらに、クリーブ加工用貫通穴としての貫通穴31の切込み溝6に垂直な方向(図14(a)における左右方向)の幅Aは、スイッチング用貫通穴としての貫通穴32の切込み溝6に垂直な方向(図15(a)における左右方向)の幅Bより大きくなっている。
【0047】
本実施の形態における光スイッチは、このように組み立てられたものである。
(作用・効果)
クリーブ加工においては、亀裂を進展させる必要があるため、押上げ加工によってポリマー光導波路フィルム2内部に一時的に過大な応力を生じさせる必要がある。その際に、加圧部材4がポリマー光導波路フィルム2に当接している部分や、ポリマー光導波路フィルム2を保持する押さえ板の貫通穴の内周縁近傍の部分17(図14(b)参照)において、ポリマー光導波路フィルム2に塑性変形が生じうる。しかし、本実施の形態では、クリーブ加工で用いる貫通穴31と実際の光スイッチとしてスイッチングを行なうための貫通穴32とで形状が異なっており、A>Bとなっている。すなわち、クリーブ加工用の貫通穴31に比べてスイッチング用の貫通穴32の方が、切込み溝6に垂直な方向の幅が狭くなっているので、クリーブ加工時に塑性変形が生じた部分17はスイッチング用の押さえ板においては図15(b)に示すように挟み込まれることとなる。したがって、光スイッチとして組み立てられた状態では、ポリマー光導波路フィルム2は部分17で生じた塑性変形を矯正するようにして保持されるので、クリーブ加工時の塑性変形の影響を低減できる。すなわち、クリーブ加工で形成された切込み溝6が閉じやすくなり、透過状態を実現することが容易となる。
【0048】
上記各実施の形態の中には、1つの切替箇所のみに注目して説明したものもあるが、本実施の形態における光スイッチは、1枚のポリマー光導波路フィルムの中に1つの切替箇所のみを含むものであってもよいが、複数の切替箇所を含むものであってよい。その場合、図11に示した光スイッチ100のように切替箇所は格子状に配列することが好ましいが、格子状以外の配列であってもよい。
【0049】
なお、今回開示した上記実施の形態はすべての点で例示であって制限的なものではない。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更を含むものである。
【0050】
【発明の効果】
本発明によれば、切込み溝が刃物などの進入を伴わずにクリーブを生じさせることで形成されたものであるので、加工面に擦過による凹凸ができることはなく平滑な加工面となっている。したがって、反射状態における反射損失を低減することができる。また、切込み溝がクリーブを生じさせることで形成されたものであることから、切込み溝内部に切りしろができることもない。したがって、透過状態における透過損失を低減することができる。
【図面の簡単な説明】
【図1】 本発明に基づく実施の形態1における光スイッチの平面図である。
【図2】 本発明に基づく実施の形態1における光スイッチの透過状態の断面図である。
【図3】 本発明に基づく実施の形態1における光スイッチの反射状態の断面図である。
【図4】 本発明に基づく実施の形態1における光スイッチの製造方法においてクリーブ加工前の状態の平面図である。
【図5】 本発明に基づく実施の形態1における光スイッチの製造方法においてクリーブ加工前の状態の断面図である。
【図6】 本発明に基づく実施の形態1における光スイッチの製造方法においてクリーブ加工の結果として生じる切込み溝の断面図である。
【図7】 本発明に基づく実施の形態2における光スイッチの製造方法の中でクリーブ加工を行なうときに押圧される箇所を示す平面図である。
【図8】 (a),(b)本発明に基づく実施の形態2における光スイッチの製造方法の中でクリーブ加工を行なう様子を互いに垂直な2つの異なる向きから見た側面図である。
【図9】 本発明に基づく実施の形態1における光スイッチで筋が発生した場合の切込み溝の断面図である。
【図10】 本発明に基づく実施の形態2における光スイッチで筋が発生した場合の切込み溝の断面図である。
【図11】 本発明に基づく実施の形態3における光スイッチの製造方法の概念図である。
【図12】 本発明に基づく実施の形態4における光スイッチの製造方法に含まれる押し潰す工程の説明図である。
【図13】 本発明に基づく実施の形態4における光スイッチの製造方法に含まれる押し潰す工程の変形例の説明図である。
【図14】 (a),(b)は、本発明に基づく実施の形態5における光スイッチの切込み溝を形成するためのクリーブ加工の様子を示す説明図である。
【図15】 (a),(b)は、本発明に基づく実施の形態5における光スイッチの平面図および断面図である。
【符号の説明】
1,1a,1b,1c,1d コア、2 ポリマー光導波路フィルム、3,3h 押さえ板、4,4f 加圧部材、5 起点溝、6 切込み溝、7 コア交差部、8 底部、9a,9b 接触点、10,10a,10b 筋、11 入力ファイバ、12 出力ファイバ、13 光源、14 パワーメータ、15 台、16 (潰し加工用の)加圧部材、17 部分、20 切替箇所、31,32 貫通穴、100 光スイッチ。
Claims (13)
- ポリマーからなるフィルムと、
スイッチング用貫通穴を有する押さえ板と、
駆動手段とを備え、
前記フィルムは、その内部に線状に延びる光導波路と、前記光導波路の途中の切替箇所を横断するように設けられた切込み溝とを有し、
前記フィルムは前記切替箇所が前記スイッチング用貫通穴から露出するように前記押さえ板によって保持されており、
前記駆動手段は、前記切込み溝の間隙を接近および離隔させることによって光の進路を選択するためのものであり、
前記切込み溝は、前記フィルムの表面に起点溝を先に形成して、前記押さえ板によって前記フィルムを保持した状態で前記起点溝の裏側から加圧部材で前記切替箇所を押圧することによってクリーブを生じさせることで形成されたものである、光スイッチ。 - 前記起点溝は、前記光導波路の中心から前記導波路を伝播するビームのモードフィールド径の半分の長さよりも遠い上方にある、請求項1に記載の光スイッチ。
- 前記起点溝が最も深くなる位置における前記起点溝上端の幅が1μm以下である、請求項1または2に記載の光スイッチ。
- 前記切込み溝を長手方向に垂直な側方から見たときに前記切込み溝の底部が円弧状となっている、請求項1から3のいずれかに記載の光スイッチ。
- クリーブを生じさせることで前記切込み溝を形成した後にアニール処理されている、請求項1から4のいずれかに記載の光スイッチ。
- ポリマーからなるフィルムと、
スイッチング用貫通穴を有する押さえ板と、
駆動手段とを備え、
前記フィルムは、その内部に線状に延びる光導波路と、前記光導波路の途中の切替箇所を横断するように設けられた切込み溝を有し、
前記フィルムは前記切替箇所が前記スイッチング用貫通穴から露出するように前記押さえ板によって保持されており、
前記駆動手段は、前記切込み溝の間隙を接近および離隔させることによって光の進路を選択するためのものであり、
前記切込み溝は、前記フィルムの表面に起点溝を先に形成して、クリーブ加工用貫通穴を有するクリーブ加工用押さえ板によって前記切替箇所が前記クリーブ加工用貫通穴から露出するように前記フィルムを保持した状態で前記起点溝の裏側から加圧部材で前記切替箇所を押圧することによってクリーブを生じさせることで形成されたものであり、
前記クリーブ加工用貫通穴の前記切込み溝に垂直な方向の幅は、前記スイッチング用貫通穴の前記切込み溝に垂直な方向の幅よりも大きい、光スイッチ。 - ポリマーからなり、その内部に線状に延びる光導波路を有するフィルムを、スイッチング用貫通穴を有する押さえ板で保持し、前記光導波路の途中の切替箇所に対応する前記フィルム表面に設けられた起点溝を、前記スイッチング用貫通穴を通じて加圧部材で裏側から押圧することによって、前記起点溝から前記切替箇所を横断する切込み溝を形成するためのクリーブを生じさせる工程を含み、前記切込み溝は、前記押さえ板によって前記フィルムを保持した状態で前記スイッチング用貫通穴から露出する前記フィルムの前記切込み溝を前記加圧部材で押し上げるか否かによって前記切込み溝の間隙を離隔および接近させることによって光の進路を選択するためのものである、光スイッチの製造方法。
- 前記クリーブを生じさせる工程において、前記加圧部材は、前記フィルムに対して押圧する状態と押圧しない状態とを交互に繰返し、前記フィルムに疲労を与える、請求項7に記載の光スイッチの製造方法。
- 前記加圧部材は、前記起点溝からの亀裂が生じるまでは第1のストロークで往復移動し、前記亀裂が生じた後は徐々にストロークを大きくする、請求項8に記載の光スイッチの製造方法。
- 前記起点溝に対する押圧は、前記光導波路を挟む2点で行なう、請求項7から9のいずれかに記載の光スイッチの製造方法。
- 前記クリーブを生じさせる工程は、被押圧ポイントに関する光学特性をモニタしながら行なう、請求項7から10のいずれかに記載の光スイッチの製造方法。
- 前記クリーブを生じさせる工程によって前記切込み溝を形成した後に、前記切込み溝の開く側の表面から前記切替箇所を押し潰す工程を含む、請求項7から11のいずれかに記載の光スイッチの製造方法。
- 前記押し潰す工程は、前記フィルムが塑性変形を開始するのに必要な荷重とほぼ等しい大きさの荷重で行なう、請求項12に記載の光スイッチの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003153951A JP4201645B2 (ja) | 2003-05-30 | 2003-05-30 | 光スイッチおよびその製造方法 |
| US10/781,754 US7082233B2 (en) | 2003-05-30 | 2004-02-20 | Optical switch and method of manufacturing the same |
| US11/447,938 US20060237863A1 (en) | 2003-05-30 | 2006-06-07 | Method of manufacturing optical switch |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003153951A JP4201645B2 (ja) | 2003-05-30 | 2003-05-30 | 光スイッチおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004354808A JP2004354808A (ja) | 2004-12-16 |
| JP4201645B2 true JP4201645B2 (ja) | 2008-12-24 |
Family
ID=33447842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003153951A Expired - Fee Related JP4201645B2 (ja) | 2003-05-30 | 2003-05-30 | 光スイッチおよびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (2) | US7082233B2 (ja) |
| JP (1) | JP4201645B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014221986A1 (de) * | 2014-10-29 | 2016-05-04 | Lemförder Electronic GmbH | Schaltvorrichtung für ein Steuersystem für ein Fahrzeug und Steuersystem für ein Fahrzeug |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3571645B2 (ja) * | 2000-12-06 | 2004-09-29 | 三菱電機株式会社 | 光スイッチおよびその製造方法 |
| JP4420581B2 (ja) * | 2001-05-09 | 2010-02-24 | 三菱電機株式会社 | 光スイッチおよび光導波路装置 |
| JP4471545B2 (ja) * | 2001-09-03 | 2010-06-02 | 三菱電機株式会社 | 光スイッチ |
| JP3973458B2 (ja) * | 2002-03-15 | 2007-09-12 | 三菱電機株式会社 | 光スイッチ |
-
2003
- 2003-05-30 JP JP2003153951A patent/JP4201645B2/ja not_active Expired - Fee Related
-
2004
- 2004-02-20 US US10/781,754 patent/US7082233B2/en not_active Expired - Fee Related
-
2006
- 2006-06-07 US US11/447,938 patent/US20060237863A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004354808A (ja) | 2004-12-16 |
| US7082233B2 (en) | 2006-07-25 |
| US20040240778A1 (en) | 2004-12-02 |
| US20060237863A1 (en) | 2006-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20160009066A1 (en) | System and method for cutting laminated structures | |
| EP3969221B1 (en) | Methods of singulating optical waveguide sheets to form optical waveguide substrates | |
| US8761222B2 (en) | Light source with a diode laser and a large number of optical fibers | |
| JP4201645B2 (ja) | 光スイッチおよびその製造方法 | |
| JP2008238686A (ja) | 導光板の成形方法 | |
| JP2007003969A (ja) | 光学素子 | |
| US6519381B2 (en) | Optical switch and method of producing the same | |
| FR2693804A1 (fr) | Procédé et dispositif de clivage d'une fibre optique. | |
| IL309212B2 (en) | Fabrication methods of optical aperture multipliers with rectangular waveguides | |
| JP3973458B2 (ja) | 光スイッチ | |
| TW517401B (en) | Separation of optical components formed on a substrate | |
| JP2004361739A (ja) | 光スイッチおよびその製造方法 | |
| EP1061387A2 (en) | System comprising plastic optical fiber | |
| US6636672B1 (en) | System comprising plastic optical fiber | |
| KR100493511B1 (ko) | 액정 표시 소자의 프리즘 도광판 가공용 도구 | |
| JP2005300597A (ja) | 光ファイバの切断方法および装置 | |
| JP2006194956A (ja) | 光スイッチ | |
| CN1737621A (zh) | 基于脊型波导的具有双层锥形结构的波分复用器件 | |
| KR100533603B1 (ko) | 도광판의 제조방법 | |
| JP2008218766A (ja) | 脆性材料の割断或は劈開法並びに劈開装置 | |
| JPH10300953A (ja) | 光合分波装置 | |
| JP4838688B2 (ja) | プリズムシートカット方法 | |
| JPH0990146A (ja) | ハイブリッド型光デバイスおよびその製造方法 | |
| JP2002096299A (ja) | 導光板用樹脂板の切断方法 | |
| JP4381289B2 (ja) | 光スイッチ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080701 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080812 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080930 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081007 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131017 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |