JP4149231B2 - 研磨パッドの製造方法及び研磨パッド - Google Patents
研磨パッドの製造方法及び研磨パッド Download PDFInfo
- Publication number
- JP4149231B2 JP4149231B2 JP2002304195A JP2002304195A JP4149231B2 JP 4149231 B2 JP4149231 B2 JP 4149231B2 JP 2002304195 A JP2002304195 A JP 2002304195A JP 2002304195 A JP2002304195 A JP 2002304195A JP 4149231 B2 JP4149231 B2 JP 4149231B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- layer
- polishing pad
- double
- sided tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
【発明の属する技術分野】
本発明は、半導体ウエハ表面の凹凸をケミカルメカニカルポリシング(以下、CMPという)で平坦化する際に使用される研磨パッドの製造方法に関し、詳しくは、ダブルセパレートタイプの両面テープを用いた研磨パッドの製造方法に関する。また、前記製造方法により得られる研磨パッド及び該研磨パッドを用いた半導体デバイスの製造方法に関する。
【0002】
【従来の技術】
半導体装置を製造する際には、ウエハ表面に導電性膜を形成し、フォトリソグラフィー、エッチング等をすることにより配線層を形成する形成する工程や、配線層の上に層間絶縁膜を形成する工程等が行われ、これらの工程によってウエハ表面に金属等の導電体や絶縁体からなる凹凸が生じる。近年、半導体集積回路の高密度化を目的として配線の微細化や多層配線化が進んでいるが、これに伴い、ウエハ表面の凹凸を平坦化する技術が重要となってきた。
【0003】
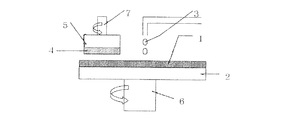
ウエハ表面の凹凸を平坦化する方法としては、一般的にCMP法が採用されている。CMPは、ウエハの被研磨面を研磨パッドの研磨面に押し付けた状態で、砥粒が分散されたスラリー状の研磨剤(以下、スラリーという)を用いて研磨する技術である。CMPで一般的に使用する研磨装置は、例えば、図1に示すように、研磨パッド1を支持する研磨定盤2と、被研磨対象物(ウエハ)4を支持する支持台(ポリシングヘッド)5とウエハの均一加圧を行うためのバッキング材と、研磨剤の供給機構を備えている。研磨パッド1は、例えば、両面テープで貼り付けることにより、研磨定盤2に装着される。研磨定盤2と支持台5とは、それぞれに支持された研磨パッド1と被研磨材4が対向するように配置され、それぞれに回転軸6、7を備えている。また、支持台5側には、被研磨材4を研磨パッド1に押し付けるための加圧機構が設けてある。
【0004】
このようなCMPプロセスを行なう上で、研磨パッドを用いるが、この研磨パッドにはこれまで様々のものが開発され実用化されている。例えば、下記に示す研磨パッドである。
【0005】
(1)研磨表面が設けられており、研磨表面に隣接し選択した厚さ及び剛性の剛性要素が設けられており、剛性要素へ実質的に一様な力を付与するために剛性要素に隣接して弾性要素が設けられており、剛性要素及び弾性要素が研磨表面へ弾性的屈曲力を付与して研磨表面に制御した屈曲を誘起させ、それが加工物の表面の全体的な形状に適合し、且つ加工物表面の局所的な形状に関して制御した剛性を維持することを特徴とする研磨用パッド(特許文献1参照)。
(2)縦弾性係数EAの大きい表層Aと、縦弾性係数EBの小さい下層Bとを有し、両層A、Bとの間に上記B層よりも少なくとも縦弾性係数の大きい中間層Mを設けたことを特徴とする研磨布(特許文献2参照)。
(3)研磨層と、研磨層より弾性の高い中間層と、柔らかい下地層の構成で、中間層が分割されているパッド(特許文献3参照)。
【0006】
【特許文献1】
特開平6−077185号公報
【特許文献2】
特開平10−156724号公報
【特許文献3】
特開平11−48131号公報
【発明が解決しようとする課題】
しかし、前述の各種研磨パッドは次のような問題点を有している。
【0007】
(1)特開平6−77185号公報に記載の研磨パッドは、表層の研磨層でスクラッチの起きない適度の硬度を持たせ、硬度が上げられないために低下する平坦化特性を第2層の剛性層で改善させる構成を有するものである。このパッドは薄い研磨層の厚み精度を向上させるようなことはしておらず、研磨特性が次第に変化してしまう影響を免れない。さらに、研磨層の厚さが0.003インチ以下に限定されており、この厚さでは実際に使用した場合、研磨層も削れてしまい、製品寿命が短いという欠点がある。また、該研磨パッドは研磨層、剛性層、弾性要素層のそれぞれが貼り合わされた構成であるが、複雑な積層構成となっており、その作製は極めて困難である。
【0008】
(2)特開平10−156724号公報に記載の研磨パッドは、基本的思想は特開平6−77185号公報の技術と同様であり、各層の弾性率の範囲を限定して、より効率的な範囲を得ようとしているが、該技術の中では実質的に何ら実現する手段の記載がなく、研磨パッドを作製することは困難である。
【0009】
(3)特開平11−48131号公報の研磨パッドは、基本的思想は特開平6−77185号公報の技術と同様であるが、ウエハ面内の均一性をより向上するために中間剛性層をある所定の大きさに分割している。しかし、この技術によれば、分割する工程にコストがかかり、安価な研磨パッドを供給することは出来ない。
【0010】
本発明は、前記課題を解決したものであって、半導体ウエハ上に形成されたデバイスの微小凹凸を平坦化する研磨工程に用いられる研磨パッドにおいて、研磨特性の経時変化が小さく、使用初期から安定した研磨が可能な研磨パッドを簡易かつ安定的に作製するための製造方法を提供するものである。また、該製造方法により得られる研磨パッド及び該研磨パッドを用いた半導体デバイスの製造方法に関する。
【0011】
【課題を解決するための手段】
本発明者等は、上述のような現状に鑑み、鋭意研究を重ねた結果、ダブルセパレートタイプの両面テープを用いて研磨パッドを作製することにより上記課題を解決できることを見出し、本発明を完成した。
【0012】
即ち、本発明は、研磨層とクッション層とを両面テープを用いて貼り合わせる工程、及びクッション層のプラテン側接着面に両面テープを貼り付ける工程を含む研磨パッドの製造方法であって、前記両面テープとしてダブルセパレートタイプの両面テープを用い、研磨層とクッション層と両面テープとを重ね合わせた積層体を、予備貼り合わせラミネートロールに通して予備貼り合わせを行い、その後、本貼り合わせラミネートロールに通して本貼り合わせを行うことを特徴とする研磨パッドの製造方法、に関する。
【0013】
一般的な両面テープは、両面に離形性を有する剥離紙を接着剤層の片側に貼り付け、それを巻き重ねた構成(シングルセパレートタイプ)になっている。このようなシングルセパレートタイプの両面テープを保管した場合、剥離紙の一部が剥がれやすく、接着剤層と剥離紙の間に気泡が発生することがある。気泡が発生した状態で保管を続けると、接着剤層の気泡部分で変形、変質したり、不純物を噛み込んだりする。このような気泡部分を有する両面テープを用いて研磨層とクッション層とを貼り合わせたり、またクッション層のプラテン側接着面に該両面テープを貼り付けると、接着剤層の気泡部分に再度気泡や不純物を噛み込みやすくなったり、気泡部分の接着性が劣化する傾向にあり、研磨特性に影響を与えることになる。
【0014】
本発明に用いる両面テープは、基材の両面に設けた接着剤層の表面に同じような剥離特性を有する面を持った剥離紙をそれぞれ貼り合わせたもの(ダブルセパレートタイプ)で、接着剤層と剥離紙との浮きの発生をなくし、接着剤層の変質、変形、及び不純物の混入を防ぐことができる。これにより研磨層とクッション層との貼り合わせを行なう際、及びクッション層のプラテン側接着面に両面テープを貼り付ける際に、層間への気泡や不純物の巻き込みを防ぎ、研磨パッド全面で安定した接着力を得ることができ、研磨特性の経時変化が小さく、使用初期から安定した研磨が可能な研磨パッドを簡易に作製することができる。
【0015】
本発明の研磨パッドの製造方法においては、研磨層がポリウレタン樹脂発泡体であることが好ましい。
【0016】
ポリウレタン樹脂は必要な硬度に加えて可とう性をも有するため、研磨対象物に与える微小な傷、即ちスクラッチが低減される。また、研磨操作時にパッド表面にスラリー中の砥粒を保持することができるため、満足のできる研磨速度が得られる。ポリウレタン樹脂発泡体が有する気泡は、気泡径(セル径)が平均30〜70μmのものであり、好ましくは30〜50μm、さらに好ましくは30〜40μmである。前記ポリウレタン樹脂発泡体は独立気泡タイプのものが特に好ましい。
【0017】
本発明の研磨パッドの製造方法においては、前記ポリウレタン樹脂発泡体が0.05〜5wt%のシリコン系界面活性剤を含有することが好ましい。
【0018】
ポリウレタン樹脂発泡体の製造にあたり、ポリウレタン原料に予めシリコン系界面活性剤を混合しておくことは、微細気泡を安定的に作るのに有利であり、ポリウレタン樹脂の物性を損なうことなく、気泡が均一なポリウレタン樹脂発泡体が安定して得られる。
【0019】
独立気泡タイプのポリウレタン樹脂発泡体の研磨パッドにおいては、シリコン系界面活性剤量が0.05wt%より少ない場合には安定した独立気泡タイプの発泡体を得ることが困難である。また、5wt%より多い場合には、該界面活性剤を添加することにより研磨パッドの強度が低下し、研磨において平坦化特性が悪化する傾向にある。
【0020】
また、本発明は、前記記載の製造方法により得られる研磨パッド、に関する。
さらに、本発明は、前記記載の研磨パッドを用いて半導体ウエハの表面を研磨する工程を含む半導体デバイスの製造方法、に関する。
【0021】
【発明の実施の形態】
本発明における研磨層は、微細気泡を有する発泡体であれば限定されるものではない。例えば、ポリウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリル樹脂、ポリカーボネート樹脂やのようなハロゲン系樹脂(ポリ塩化ビニル、ポリテトラフルオロエチレン、ポリフッ化ビニリデンなど)、ポリスチレン、オレフィン系樹脂(ポリエチレン、ポリプロピレンなど)、エポキシ樹脂、感光性樹脂などの1種または2種以上の混合物が挙げられる。ポリウレタン樹脂は、耐摩耗性に優れ、原料組成を種々変えることにより、所望の物性を有したポリマーが得られる素材であることより好ましい。
【0022】
以下、前記発泡体を代表してポリウレタン樹脂について説明する。ポリウレタン樹脂は、有機ポリイソシアネート、ポリオール、及び鎖延長剤からなるものである。
【0023】
有機ポリイソシアネートとしては、ポリウレタンの分野において公知の化合物を特に限定なく使用できる。有機ポリイソシアネートとしては、2,4−トルエンジイソシアネート、2,6−トルエンジイソシアネート、2,2’−ジフェニルメタンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、p−フェニレンジイソシアネート等の芳香族ジイソシアネート類、エチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネート等の脂肪族ジイソシアネート類、1,4−シクロヘキサンジイソシアネート、4,4’−ジシクロへキシルメタンジイソシアネート等の脂環式ジイソシアネート類等が挙げられる。これらは1種で用いても、2種以上を混合しても差し支えない。
【0024】
有機ポリイソシアネートとしては、上記ジイソシアネート化合物の他に、3官能以上の多官能ポリイソシアネート化合物も使用可能である。多官能のイソシアネート化合物としては、デスモジュール−N(バイエル社製)や商品名デュラネート(旭化成工業社製)として一連のジイソシアネートアダクト体化合物が市販されている。
【0025】
ポリオール化合物としては、ポリウレタンの技術分野において、通常ポリオール化合物として用いられるものを挙げることができる。例えばヒドロキシ末端ポリエステル、ポリカーボネート、ポリエステルカーボネート、ポリエーテル、ポリエーテルカーボネート、ポリエステルアミド等のポリウレタンの技術分野において、ポリオールとして公知の化合物が挙げられるが、これらのうち耐加水分解性の良好なポリエーテル及びポリカーボネートが好ましく、より低価格であり、溶融粘度が低く加工が容易であるという観点からはポリエーテルが特に好ましい。
【0026】
ポリエーテルポリオールとしては、ポリテトラメチレングリコ−ル(PTMG)、ポリプロピレングリコール(PPG)、ポリエチレングリコール(PEG)等が例示される。
【0027】
ポリエステルポリオ−ルとしては、ポリブチレンアジペ−ト、ポリヘキサメチレンアジペ−ト、ポリカプロラクトンポリオ−ル等が例示される。
【0028】
ポリエステルポリカ−ボネ−トポリオ−ルとしては、ポリカプロラクトンポリオ−ル等のポリエステルグリコ−ルとアルキレンカ−ボネ−トとの反応生成物、エチレンカ−ボネ−トを多価アルコ−ルと反応させ、次いでえられた反応混合物を有機ジカルボン酸との反応生成物などが例示される。
【0029】
ポリカ−ボネ−トポリオ−ルとしては、例えば、1,3−プロパンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ジエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール及び/又はポリテトラメチレングリコール等のジオールとホスゲン、ジアリルカーボネート(例えばジフェニルカーボネート)もしくは環式カーボネート(例えばプロピレンカーボネート)との反応生成物が挙げられる。
【0030】
研磨層を構成するポリウレタン樹脂発泡体の製造において、上記のポリオールは、単独で用いてもよく、2種以上を併用してもよい。必要に応じて3官能以上の成分を併用してもよい。
【0031】
これらポリオールの数平均分子量は、特に限定されるものではないが、得られるポリウレタン樹脂発泡体の弾性特性等の観点から、500〜2000までであることが望ましい。
【0032】
ポリオールの数平均分子量が500未満であると、これを用いて得られるポリウレタン樹脂発泡体は十分な弾性特性を有さず、脆いポリマーとなり易く、このポリウレタン樹脂発泡体をマトリックスとする研磨パッドが硬くなりすぎ、研磨対象である加工物の研磨面のスクラッチの原因となる場合がある。また磨耗しやすくなるため、研磨パッドの寿命の観点からも好ましくない。
【0033】
一方、数平均分子量が2000を超えると、これを用いて得られるポリウレタン樹脂発泡体をマトリックスとする研磨パッドが軟らかくなり、十分に満足のいくプラナリティーが得られない傾向にある。
【0034】
また、ポリウレタン樹脂発泡体の構成成分としては、上述したポリオールに加えて、エチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、3−メチル−1,5−ペンタンジオール、ジエチレングリコール、トリエチレングリコール、1,4−ビス(2−ヒドロキシエトキシ)ベンゼン等の低分子量多価アルコールを併用しても構わない。これら低分子量多価アルコールは単独で用いてもよく、2種以上を併用してもよい。
【0035】
鎖延長剤は、少なくとも2個以上の活性水素基を有する有機化合物であり、活性水素基としては、水酸基、第1級もしくは第2級アミノ基、チオール基(SH)等が例示できる。具体的には、4,4’−メチレンビス(o−クロロアニリン)、2,6−ジクロロ−p−フェニレンジアミン、4,4’−メチレンビス(2,3−ジクロロアニリン)、3,5−ビス(メチルチオ)−2,4−トルエンジアミン、3,5−ビス(メチルチオ)−2,6−トルエンジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン等に例示されるポリアミン類、あるいは、上述した低分子量ポリオールを挙げることができる。これらは1種で用いても、2種以上を混合しても差し支えない。
【0036】
有機ポリイソシアネート、ポリオール化合物、及び鎖延長剤の比は、各々の分子量や研磨パッドの所望物性などにより種々変え得る。所望する研磨特性を有する研磨パッドを得るためには、ポリオール化合物と鎖延長剤の合計活性水素基(水酸基+アミノ基)数に対する有機ポリイソシアネートのイソシアネート基数は、0.95〜1.15の範囲が望ましく、好ましくは、0.99〜1.10であることがより望ましい。
【0037】
また、ポリオールと低分子量多価アルコールの比は、これらから製造されるポリウレタンに要求される特性により適宜設定される。
【0038】
ポリウレタン樹脂は、溶融法、溶液法など公知のウレタン化技術を応用して製造することができるが、コスト、作業環境などを考慮した場合、溶融法で製造することが好ましい。
【0039】
ポリウレタン樹脂の製造は、プレポリマー法、ワンショット法のどちらでも可能であるが、事前に有機ポリイソシアネートとポリオール化合物からイソシアネート末端プレポリマーを合成しておき、これに鎖延長剤を反応させるプレポリマー法が、得られるポリウレタン樹脂の物理的特性が優れており好適である。
【0040】
イソシアネート末端プレポリマーとしては、PTMG、DEG、TDI、及び水添MDIを含有してなるものを用いることが好ましい。
【0041】
なお、有機ポリイソシアネートとポリオール化合物から製造されるイソシアネート末端プレポリマーが市販されているが、本発明に適合するものであれば、それらを用いて、プレポリマー法により本発明で使用するポリウレタン樹脂を重合することも可能である。イソシアネート末端プレポリマーは、分子量が800〜5000程度のものが加工性、物理的特性等が優れており好適である。
【0042】
前記ポリウレタン樹脂の製造は、イソシアネート基含有化合物を含む第1成分及び、活性水素基含有化合物を含む第2成分を混合して硬化させるものである。プレポリマー法では、イソシアネート末端プレポリマーがイソシアネート基含有化合物となり、鎖延長剤が活性水素基含有化合物となる。ワンショット法では、有機ポリイソシアネートがイソシアネート基含有化合物となり、鎖延長剤及びポリオール化合物が活性水素基含有化合物となる。
【0043】
ポリウレタン樹脂発泡体の製造方法としては、中空ビーズを添加させる方法、機械的発泡法、化学的発泡法等により発泡体とする方法などが挙げられるが、これらには限定されない。各方法を併用してもよいが、前記ポリウレタン原料(イソシアネート基含有化合物を含む第1成分及び、活性水素基含有化合物を含む第2成分)を混合、撹拌する前に、または混合、撹拌する際にポリウレタン原料中に、非反応性気体により気泡を取り込んだ後、硬化・発泡させ、発泡状態(好ましくは微細気泡を有する発泡状態)の発泡ポリウレタンブロックを作製する機械的発泡法が好ましい。
【0044】
その際に、ポリウレタン原料(イソシアネート基含有化合物を含む第1成分及び/または、活性水素基含有化合物を含む第2成分)にシリコン系界面活性剤を添加しておき、前記シリコン系界面活性剤を添加した成分を非反応性気体と撹拌して、微細気泡として分散させた後、または分散させながら、これに残りの成分を混合するのが好ましい。シリコン系界面活性剤をポリウレタン原料に予め混合しておくことは、微細気泡を安定的に作るのに非常に有効な手段である。
【0045】
本発明の研磨パッドの製造方法を、イソシアネート基含有化合物としてイソシアネート末端プレポリマーを使用した例を説明する。研磨パッドの製造方法は、以下の工程を有する。
(1)イソシアネート末端プレポリマーの気泡分散液を作製する撹拌工程
イソシアネート末端プレポリマーにシリコン系界面活性剤を添加し、非反応性気体と撹拌し、非反応性気体を微細気泡として分散させて気泡分散液とする。プレポリマーが常温で固体の場合には適宜の温度に予熱し、溶融して使用する。
【0046】
(2)硬化剤(鎖延長剤)混合工程
上記の気泡分散液に鎖延長剤を添加し、混合撹拌して発泡反応液とする。
(3)硬化工程
鎖延長剤を混合したイソシアネート末端プレポリマーの発泡反応液を所定の型に流し込んで加熱硬化させる。
【0047】
硬化に際してブロック状に成形された場合には、裁断工程により所定の厚さに、さらには所定の大きさのシート状に裁断され、研磨層として使用される。
【0048】
非反応性気体を微細気泡状にしてシリコーン系界面活性剤を含むイソシアネート末端プレポリマーに分散させる撹拌装置としては、公知の撹拌装置は特に限定なく使用可能であり、具体的には、ホモジナイザー、ディゾルバー、2軸遊星型ミキサー(プラネタリーミキサー)等が例示される。撹拌装置の撹拌翼の形状も特に限定されないが、ホイッパー型の撹拌翼の使用が微細気泡が得られ、好ましい。
【0049】
なお、撹拌工程において気泡分散液を作成する撹拌と、混合工程における鎖延長剤を添加して混合する撹拌は、異なる撹拌装置を使用することも好ましい態様である。特に混合工程における撹拌は気泡を形成する撹拌でなくてもよく、大きな気泡を巻き込まない撹拌装置の使用が好ましい。このような撹拌装置としては、遊星型ミキサーが好適である。撹拌工程と混合工程の撹拌装置を同一の撹拌装置を使用しても支障はなく、必要に応じて撹拌翼の回転速度を調整する等の撹拌条件の調整を行って使用することも好適である。
【0050】
本発明において使用するシリコン系界面活性剤としては、ポリウレタン原料と反応しないで、微細な気泡を安定的に形成するものは、限定無く使用可能であるが、ポリウレタンの物性が損なわれず、均一的な微細気泡を安定的に作るという観点より、シリコン系ノニオン界面活性剤が好ましい。特に、シリコン(ポリアルキルシロキサン)とポリエーテルの共重合体の界面活性剤がよい。ここでポリエーテルとしては、ポリエチレンオキサイド、ポリプロピレンオキサイド、これらの共重合体などが例示できる。共重合体のポリエーテルの末端は、メチルエーテル等のアルキルエーテル、アセチル基等であることも好ましい。かかる界面活性剤として市販品を使用することができ、SH−192,SH−193(東レダウコーニングシリコン製)が例示される。
【0051】
前記シリコン系界面活性剤の添加量は、ポリウレタン樹脂成分に対して、0.05〜5wt%であることが好ましい。0.05wt%未満では、気泡の微細な発泡体が得られない場合がある。一方、5wt%を越えるとポリウレタン樹脂発泡体中のセル(気泡)数が多くなり、高硬度のポリウレタン樹脂発泡体を得にくい。また研磨層の強度が低下し、研磨において平坦化特性が低下する。
【0052】
ポリウレタン樹脂発泡体を製造する際に使用する非反応性気体は、イソシアネート基または活性水素基と反応しない常温気体成分のみから構成されている気体である。気体は積極的に液中に送り込んでもよく、また撹拌中に気体が自然に巻き込まれる状況のみであってもよい。微細気泡を形成するために使用される非反応性気体としては、可燃性でないものが好ましく、具体的には窒素、酸素、炭酸ガス、ヘリウムやアルゴン等の希ガスやこれらの混合気体が例示され、乾燥して水分を除去した空気がコスト的に最も好ましい。
【0053】
また、本発明において、ポリウレタン組成物に対して、必要に応じて、酸化防止剤等の安定剤、滑剤、顔料、充填剤、帯電防止剤、その他の添加剤を加えても差し支えない。
【0054】
ポリウレタン樹脂発泡体の作製方法としては、まず、ポリウレタン原料を混合した混合液を金型に注入後、流動しなくなるまで反応させ硬化させて、ポリウレタンブロックを作製する。得られた発泡ポリウレタンブロックは加熱、ポストキュアーすることができ、かかる操作はポリウレタン樹脂の物性を向上する効果があり、極めて好適である。ポリウレタン樹脂の製造には、ポリウレタン反応を促進する触媒を使用しても構わない。触媒の種類、添加量は適宜選択する。
【0055】
次いで、得られた発泡ポリウレタンブロックは、研磨層に適した厚みにスライスされる。研磨層の厚さは、0.8mm〜2mm程度であり、通常は1.2mm程度の厚さのシートが使用される。また、この方法とは別に、目的とする研磨層の厚みと同じキャビティーを備えた金型にポリウレタン成分を流し込んで作製してもよい。
【0056】
被研磨対象物と接触する研磨層表面には、スラリーを保持・更新する表面形状を有することが好ましい。微細発泡体を用いていることにより、研磨表面に多くの開口を有し、スラリーを保持する働きを持っているが、更なるスラリーの保持性とスラリーの更新を効率よく行うため、また被研磨対象物との吸着による被研磨体の破壊を防ぐためにも、研磨層表面に表面凹凸を有することが好ましい。スラリーを保持・更新する表面形状であれば、特に限定されるものではなく、例えば、XY格子溝、同心円状溝、貫通孔、貫通していない穴、多角柱、円柱、螺旋状溝、偏心円状溝、放射状溝やこれらの溝を組み合わせたものが挙げられる。また、これらの表面凹凸は規則性のあるものが一般的であるが、スラリーの保持・更新性を望ましいものにするため、ある範囲ごとに溝ピッチ、溝幅、溝深さ等を変化させることも可能である。
【0057】
該表面形状の作製方法は特に限定されるものではないが、例えば、所定サイズのバイトのような治具を用い機械切削する方法、所定の表面形状を有した金型に樹脂を流しこみ、硬化させることにより作製する方法、所定の表面形状を有したプレス板で樹脂をプレスし作製する方法、フォトリソグラフィを用いて作製する方法、印刷手法を用いて作製する方法、炭酸ガスレーザーなどを用いたレーザー光による作製方法などが挙げられる。
【0058】
研磨層の厚みは特に限定されるものではないが、一般的には0.8〜2.0mmである。これらの厚みの研磨層を作製する方法としては、該微細発泡体のブロックをバンドソー方式やカンナ方式のスライサーを用いて所定厚みにする方法や所定厚みのキャビティーを持った金型に樹脂を流し込み硬化させる方法や、コーティング技術やシート成形技術を用いた方法などが用いられる。
【0059】
また、本発明における研磨層の加工方法により、研磨層の厚みバラツキは100μm以下であることが好ましい。厚みバラツキが100μmを越えるものは、研磨層に大きなうねりを持ったものとなり、被研磨対象物に対する接触状態が異なる部分ができ、研磨特性に影響を与える。また、研磨層の厚みバラツキを解消するため、一般的には、研磨初期に研磨層表面をダイヤモンド砥粒が電着又は、融着させたドレッサーを用いてドレッシングするが、上記範囲を超えたものは、ドレッシング時間が長くなり、生産効率を低下させるものとなる。
【0060】
本発明における研磨層の比重は、0.5〜1.0g/cm3 であることが好ましい。比重が0.5g/cm3 未満の場合、研磨層の表面の強度が低下し、被研磨対象物のプラナリティ(平坦性)が悪化する傾向にある。一方、1.0g/cm3 より大きい場合は、研磨層表面での微細気泡の数が少なくなり易く、プラナリティは良好であるが、研磨速度が悪化する傾向にある。
【0061】
本発明における研磨層の硬度は、アスカーD硬度計にて、45〜65度であることが好ましい。D硬度が45度未満の場合、被研磨対象物のプラナリティ(平坦性)が悪化する傾向にある。一方、65度より大きい場合は、プラナリティは良好であるが、被研磨対象物のユニフォーミティ(均一性)が悪化する傾向にある。
【0062】
本発明における研磨層の圧縮率は、0.5〜5.0%であることが好ましい。該範囲に圧縮率があることにより、プラナリティとユニフォミティを両立させることが可能となる。圧縮率は、次式で表される。
【0063】
圧縮率(%)={(T1―T2)/T1}×100
T1:研磨層に無負荷状態から30KPa(300g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
T2:T1の状態から180KPa(1800g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
本発明における研磨層の圧縮回復率は、50〜100%であることが好ましい。圧縮回復率がこの範囲を逸脱する場合、被研磨対象物による繰り返しの荷重が研磨中に研磨層にかかるにつれて、研磨層厚みに大きな変化が現れ、研磨特性の安定性が悪化してしまうため好ましくない。圧縮回復率は、次式で表される。
【0064】
圧縮回復率(%)={(T3―T2)/(T1―T2)}×100
T1:研磨層に無負荷状態から30KPa(300g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
T2:T1の状態から180KPa(1800g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
T3:T2の状態から無負荷状態で60秒間保持し、その後、30KPa(300g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
本発明における研磨層の貯蔵弾性率は、測定温度40℃、測定周波数1Hzにおいて、200MPa以上であることが好ましい。貯蔵弾性率とは、微細発泡体に、動的粘弾性測定装置で引っ張り試験用治具を用い、正弦波振動を加え測定した弾性率をいう。貯蔵弾性率が200MPa未満の場合には、研磨層の表面の強度が低下し、被研磨対象物のプラナリティ(平坦性)が悪化する傾向にある。
【0065】
本発明の研磨パッドは、研磨層とクッション層とを積層したものであり、クッション層は、研磨層の特性を補うものである。クッション層は、CMPにおいて、トレードオフの関係にあるプラナリティとユニフォーミティの両者を両立させるために必要である。プラナリティとは、パターン形成時に発生する微小凹凸のある被研磨対象物を研磨した時のパターン部の平坦性をいい、ユニフォーミティとは、被研磨対象物全体の均一性をいう。研磨層の特性によって、プラナリティを改善し、クッション層の特性によってユニフォーミティを改善することを行う。本発明の研磨パッドにおいては、クッション層は研磨層より柔らかいものを用いる。
【0066】
クッション層の形成材料としては、研磨層より柔らかいものであれば限定されることはない。例えば、ポリエステル不織布、ナイロン不織布、アクリル不織布などの繊維不織布やポリウレタンを含浸したポリエステル不織布のような樹脂含浸不織布、ポリウレタンフォーム、ポリエチレンフォームなどの高分子樹脂発泡体、ブタジエンゴム、イソプレンゴムなどのゴム性樹脂、感光性樹脂などが挙げられる。
【0067】
本発明に用いられる両面テープは、基材の両面に接着剤層を設けた一般的な構成を有するものである。基材としては、例えば不織布やフィルム等が挙げられる。クッション層へのスラリーの浸透等を防ぐことを考慮すれば、基材にフィルムを用いることが好ましい。また、接着剤層の組成としては、例えば、ゴム系接着剤やアクリル系接着剤等が挙げられる。金属イオン含有量を考慮すると、アクリル系接着剤は金属イオン含有量が少ないため好ましい。また、両方の接着剤層上に設けられる離形性を有する剥離紙は特に制限されるものではなく、公知のものを用いることができる。また、研磨層とクッション層は組成が異なることもあるため、両面テープの各接着剤層の組成を異なるものとし、各層の接着力を適正化することも可能である。また、研磨層とクッション層とを貼り合わせる両面テープと、クッション層のプラテン側接着面に貼り付ける両面テープは、同種のものであってもよく、異種のものであってもよく、適宜適正化することができる。
【0068】
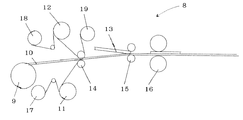
研磨層とクッション層とを両面テープを用いて貼り合わせる方法、及びクッション層のプラテン側接着面に両面テープを貼り付ける方法は特に制限されず、例えば、ラミネーターを用いて、研磨層とクッション層に両面テープを挟みプレスする方法、及びクッション層のプラテン側接着面に両面テープをプレスする方法が挙げられる。図2は、研磨層とクッション層とを両面テープを用いて貼り合わせる工程、及びクッション層のプラテン側接着面に両面テープを貼り付ける工程の一例を示した概略図である。ラミネーター8は、クッション層原反ロール9、ラミネートロール14、予備貼り合わせラミネートロール15、本貼り合わせラミネートロール16、及び剥離紙巻取りロール17〜19などを備えている。
【0069】
クッション層原反ロール9から送り出されたクッション層シート10は、ラミネートロール14によりその両面に両面テープ11、12が貼り付けられる。なお、両面テープ11、12には、その両面に剥離紙が設けられおり、クッション層シート10への貼り付け前に、剥離紙巻取りロール17、18にて一方の剥離紙がそれぞれ巻き取られる。そして、両面テープ11、12の貼り付け後、さらに剥離紙巻取りロール19にて両面テープ12の他方の剥離紙が巻き取られる。
【0070】
両面テープ11、12が貼り付けられたクッション層シート10は、予備貼り合わせラミネートロール15にて研磨層13と予備的に貼り合わせられ、その後本貼り合わせラミネートロール16にて本貼り合わせが行われる。
【0071】
なお、一般的に研磨パッドは弾性率の高い研磨層と弾性率の低いクッション層とを貼り合わせるが、研磨層とクッション層との弾性率が異なり、ラミネートロールを通した場合に各層の変形率が異なるため、ラミネートロール通過後に各層の変形が回復する時に皺や気泡が発生する傾向にある。このような皺や気泡はウエハの研磨に際して悪影響を及ぼす傾向にあるため好ましくない。
【0072】
そのため、本発明の研磨パッドの製造においては、まず各層を殆ど圧縮せずに予備貼り合わせを行うことが好ましい。これによりラミネートロールを通過後の皺や気泡の発生を確実に抑えることができる。しかし、この段階では研磨層とクッション層との密着力が十分ではないので、その後本貼り合わせにおいてやや圧力を印加して密着させることが好ましい。このように少なくとも2段階でラミネートロールを通すことにより、皺や気泡の混入がなく、貼り合わせ状態の良い研磨パッドを得ることができる。そして、本貼り合わせ後、所定の大きさに裁断して研磨パッドを作製する。なお、図2では、研磨層とクッション層とを両面テープを用いて貼り合わせる工程とクッション層のプラテン側接着面に両面テープを貼り付ける工程を同時に行っているが、それぞれ別に行ってもよい。
【0073】
半導体ウエハの研磨方法は、公知の研磨機を使用し、前記研磨パッドのクッション層のプラテン側接着面に設けられた両面テープの接着剤層を研磨機のプラテンに貼り付けて行うことができる。研磨に際して研磨層と半導体ウエハの間に供給する研磨剤は、半導体ウエハの研磨に使用する公知の研磨剤が限定なく使用可能である。具体的には、セリア、シリカ等の研磨剤が例示される。市販品、例えばスラリーSemiSperse−12(キャボット社製)の使用も好適である。
【0074】
半導体デバイスは、前記研磨パッドを用いて半導体ウエハの表面を研磨する工程を経て製造される。半導体ウエハとは、一般にシリコンウエハ上に配線金属及び酸化膜を積層したものである。半導体ウエハの研磨方法、研磨装置は特に制限されず、例えば、図1に示すように研磨パッド1を支持する研磨定盤2と、半導体ウエハ4を支持する支持台(ポリシングヘッド)5とウエハへの均一加圧を行うためのバッキング材と、研磨剤3の供給機構を備えた研磨装置などを用いて行われる。研磨パッド1は、両面テープで貼り付けることにより、研磨定盤2に装着される。研磨定盤2と支持台5とは、それぞれに支持された研磨パッド1と半導体ウエハ4が対向するように配置され、それぞれに回転軸6、7を備えている。また、支持台5側には、半導体ウエハ4を研磨パッド1に押し付けるための加圧機構が設けてある。研磨に際しては、研磨定盤2と支持台5とを回転させつつ半導体ウエハ4を研磨パッド1に押し付け、スラリーを供給しながら研磨を行う。スラリーの流量、研磨荷重、研磨定盤回転数、及びウエハ回転数は特に制限されず、適宜調整して行う。
【0075】
これにより半導体ウエハ4の表面の突出した部分が除去されて平坦状に研磨される。その後、ダイシング、ボンディング、パッケージング等することにより半導体デバイスが製造される。半導体デバイスは、演算処理装置やメモリー等に用いられる。
【0076】
【実施例】
以下、本発明の構成と効果を具体的に示す実施例等について説明する。なお、実施例等における評価項目は下記のようにして測定した。
【0077】
(平均気泡径測定)
厚み1mm程度になるべく薄くミクロトームカッターで平行に切り出した研磨層を平均気泡径測定用試料とした。試料をスライドガラス上に固定し、画像処理装置(東洋紡社製、Image Analyzer V10)を用いて、任意の0.2mm×0.2mm範囲の全気泡径を測定し、平均気泡径を算出した。
【0078】
(比重測定)
JIS Z8807−1976に準拠して行った。4cm×8.5cmの短冊状(厚み:任意)に切り出した研磨層を比重測定用試料とし、温度23℃±2℃、湿度50%±5%の環境で16時間静置した。測定には比重計(ザルトリウス社製)を用い、比重を測定した。
【0079】
(アスカーD硬度測定)
JIS K6253−1997に準拠して行った。2cm×2cm(厚み:任意)の大きさに切り出した研磨層を硬度測定用試料とし、温度23℃±2℃、湿度50%±5%の環境で16時間静置した。測定時には、試料を重ね合わせ、厚み6mm以上とした。硬度計(高分子計器社製、アスカーD型硬度計)を用い、硬度を測定した。
【0080】
(圧縮率および圧縮回復率測定)
直径7mmの円(厚み:任意)に切り出した研磨層を圧縮率および圧縮回復率測定用試料とし、温度23℃±2℃、湿度50%±5%の環境で40時間静置した。測定には熱分析測定器 TMA(SEIKO INSTRUMENTS製、SS6000)を用い、圧縮率と圧縮回復率を測定した。また、圧縮率と圧縮回復率の計算式を下記に示す。
【0081】
圧縮率(%)={(T1―T2)/T1}×100
T1:研磨層に無負荷状態から30KPa(300g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
T2:T1の状態から180KPa(1800g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
圧縮回復率(%)={(T3―T2)/(T1―T2)}×100
T1:研磨層に無負荷状態から30KPa(300g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
T2:T1の状態から180KPa(1800g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
T3:T2の状態から無負荷状態で60秒間保持し、その後、30KPa(300g/cm2 )の応力の負荷を60秒間保持した時の研磨層の厚み
(貯蔵弾性率測定)
JIS K7198−1991に準拠して行った。3mm×40mmの短冊状(厚み;任意)に切り出した研磨層を動的粘弾性測定用試料とし、23℃の環境条件で、シリカゲルを入れた容器内に4日間静置した。切り出した後の各シートの正確な幅および厚みの計測は、マイクロメータにて行った。測定には動的粘弾性スペクトロメーター(岩本製作所製、現アイエス技研)を用い、貯蔵弾性率E’を測定した。その際の測定条件を下記に示す。
<測定条件>
測定温度 : 40℃
印加歪 : 0.03%
初期荷重 : 20g
周波数 : 1Hz
(平均研磨速度、ドレッシング時間の測定)
研磨装置としてSPP600S(岡本工作機械社製)を用い、作製した研磨パッドを用いて、平均研磨速度の測定を行った。8インチのシリコンウエハに熱酸化膜を1μm製膜したものを用い、初期平均研磨速度は、ドレッシング前の研磨パッドを用いて1分間研磨を行い、ウエハ面内30点の膜厚を測定して算出した。その後、ダイヤモンドドレッサー(旭ダイヤモンド♯100)を用い、ドレッサー回転数35rpm、パッド回転数35rpm、ドレッサー荷重450g/cm2 の条件下で1分間、前記研磨パッドのドレッシングを行い、前期と同様にして平均研磨速度を算出した。この作業を繰り返し、平均研磨速度が安定した時点の累積ドレッシング時間を測定した。
酸化膜の膜厚測定には、干渉式膜厚測定装置(大塚電子社製)を用いた。研磨条件としては、スラリーとして、シリカスラリー(SS12 キャボット社製)を研磨中に流量150ml/min添加した。研磨荷重としては350g/cm2 、研磨定盤回転数35rpm、ウエハ回転数30rpmとした。
【0082】
実施例1
反応容器内にポリエーテル系プレポリマー(ユニロイヤル社製、アジプレンL−325、イソシアネート基濃度:2.22meq/g)100重量部とシリコン系界面活性剤(東レ・ダウシリコーン社製、SH−192)3重量部とを混合し、反応温度を80℃に調整した。撹拌翼を用いて、回転数900rpmで反応系内に気泡を取り込むように激しく撹拌を行った。そこへ予め120℃の温度で溶融した4,4’−メチレンビス(o−クロロアニリン)(イハラケミカル社製、イハラキュアミンMT)を26重量部添加した。約1分間撹拌を続けた後、パン型のオープンモールドへ反応溶液を流し込んだ。この反応溶液に流動性がなくなった時点で、オーブン内に入れ、110℃で6時間ポストキュアを行いポリウレタン樹脂発泡体ブロックを得た。このポリウレタン樹脂発泡体ブロックからバンドソータイプのスライサー(フェッケン社製)を使用してポリウレタン樹脂発泡体シートを得た。
【0083】
得られたシートは平均厚さ約1.5mmであり、このシートをバフ機(アミテック社製)を用いて、シートの両面を研削し、シート厚みを約1.27mmとした。また、この時のシートの厚み斑は20μm以下であった。
【0084】
このバフ処理をしたシートを所定の直径に打ち抜き、溝加工機(テクノ社製)を用いて表面に溝幅0.25mm、溝ピッチ1.50mm、溝深さ0.40mmの同心円状の溝加工を行い研磨層を作製した。作製した研磨層の各物性を測定したところ、平均気泡径45μm、比重0.85g/cm3 、D硬度54、圧縮率1.0%、圧縮回復率65%、貯蔵弾性率278MPaであった。
【0085】
クッション層としては、表面をバフがけ、コロナ処理をしたポリエチレンフォーム(東レ社製、トーレペフ、厚み:0.80mm)を用いた。また、両面テープとしては、温度23℃、湿度50%の環境下で10時間保存したダブルタックテープ(積水化学工業社製、ダブルセパレートタイプ)を用いた。
【0086】
前記研磨層、クッション層、及び両面テープを用い、図2に記載のラミネーターを使用して前記方法により予備貼り合わせ及び本貼り合わせを行い、研磨パッドを作製した。作製した研磨パッドは貼り合わせ時に気泡や不純物の噛み込みが全くなく、極めて平面性の良い研磨パッドが得られた。
【0087】
また、得られた研磨パッドを使ってシリコンウエハを研磨した時の研磨特性を表1に示す。表1に示したように、安定した研磨速度を得られるまでのドレッシングに必要な時間が短い結果となった。
【0088】
比較例1
研磨層とクッション層とを貼り合わせる両面テープとして、温度23℃、湿度50%の環境下で10時間保存した♯5782テープ(積水化学工業社製、シングルセパレートタイプ)を用いた以外は実施例1と同様にして研磨パッドを作製した。得られた研磨パッドは、クッション層と研磨層との間に気泡の噛み込みが多数見られ、極めて平面性の悪い物が得られた。
【0089】
また、得られた研磨パッドを使ってシリコンウエハを研磨した時の研磨特性を表1に示す。表1に示したように、安定した研磨速度を得られるまでのドレッシングに必要な時間が長い結果となった。
【0090】
比較例2
クッション層のプラテン側接着面に貼り付ける両面テープとして、温度23℃、湿度50%の環境下で10時間保存した♯5782テープ(積水化学工業社製、シングルセパレートタイプ)を用いた以外は実施例1と同様にして研磨パッドを作製した。得られた研磨パッドは、クッション層とプラテン側両面テープとの間に気泡の噛み込みが多数見られ、平面性の悪い物が得られた。
【0091】
また、得られた研磨パッドを使ってシリコンウエハを研磨した時の研磨特性を表1に示す。表1に示したように、安定した研磨速度を得られるまでのドレッシングに必要な時間が長い結果となった。
【0092】
比較例3
研磨層とクッション層とを貼り合わせる両面テープ、及びクッション層のプラテン側接着面に貼り付ける両面テープとして、温度23℃、湿度50%の環境下で10時間保存した♯5782テープ(積水化学工業社製、シングルセパレートタイプ)をそれぞれ用いた以外は実施例1と同様にして研磨パッドを作製した。得られた研磨パッドは、クッション層と研磨層との間、及びクッション層とプラテン側両面テープとの間に気泡の噛み込みが多数見られ、極めて平面性の悪い物が得られた。
【0093】
また、得られた研磨パッドを使ってシリコンウエハを研磨した時の研磨特性を表1に示す。表1に示したように、安定した研磨速度を得られるまでのドレッシングに必要な時間が極めて長い結果となった。
【0094】
【表1】

【図面の簡単な説明】
【図1】CMP研磨で使用する従来の研磨装置の一例を示す概略構成図
【図2】両面テープを用いた研磨パッドの作製工程の一例を示す概略図
【符号の説明】
1 :研磨パッド
2 :研磨定盤
3 :研磨剤(スラリー)
4 :被研磨材(半導体ウエハ)
5 :支持台(ポリシングヘッド)
6、7:回転軸
8 :ラミネーター
9 :クッション層原反ロール
10 :クッション層シート
11 :プラテン側両面テープ(ダブルセパレートタイプ)
12 :研磨層貼り合わせ両面テープ(ダブルセパレートタイプ)
13 :研磨層
14 :ラミネートロール
15 :予備貼り合わせラミネートロール
16 :本貼り合わせラミネートロール
17〜19:剥離紙巻取りロール
Claims (5)
- 研磨層とクッション層とを両面テープを用いて貼り合わせる工程、及びクッション層のプラテン側接着面に両面テープを貼り付ける工程を含む研磨パッドの製造方法であって、前記両面テープとしてダブルセパレートタイプの両面テープを用い、研磨層とクッション層と両面テープとを重ね合わせた積層体を、予備貼り合わせラミネートロールに通して予備貼り合わせを行い、その後、本貼り合わせラミネートロールに通して本貼り合わせを行うことを特徴とする研磨パッドの製造方法。
- 研磨層がポリウレタン樹脂発泡体である請求項1に記載の研磨パッドの製造方法。
- ポリウレタン樹脂発泡体が0.05〜5wt%のシリコン系界面活性剤を含有する請求項2に記載の研磨パッドの製造方法。
- 請求項1〜3のいずれかに記載の製造方法により得られる研磨パッド。
- 請求項4に記載の研磨パッドを用いて半導体ウエハの表面を研磨する工程を含む半導体デバイスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002304195A JP4149231B2 (ja) | 2002-10-18 | 2002-10-18 | 研磨パッドの製造方法及び研磨パッド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002304195A JP4149231B2 (ja) | 2002-10-18 | 2002-10-18 | 研磨パッドの製造方法及び研磨パッド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004140215A JP2004140215A (ja) | 2004-05-13 |
| JP4149231B2 true JP4149231B2 (ja) | 2008-09-10 |
Family
ID=32451690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002304195A Expired - Lifetime JP4149231B2 (ja) | 2002-10-18 | 2002-10-18 | 研磨パッドの製造方法及び研磨パッド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4149231B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4615249B2 (ja) * | 2004-05-19 | 2011-01-19 | ニッタ・ハース株式会社 | 仕上げ研磨用研磨布 |
| JP4562598B2 (ja) * | 2005-07-04 | 2010-10-13 | 富士紡ホールディングス株式会社 | 研磨布 |
| JP4859093B2 (ja) * | 2005-08-05 | 2012-01-18 | 東洋ゴム工業株式会社 | 積層研磨パッド及びその製造方法 |
| JP2008254324A (ja) * | 2007-04-05 | 2008-10-23 | Toray Ind Inc | 研磨パッド用材料のラミネート方法 |
| JP2015205389A (ja) * | 2014-04-23 | 2015-11-19 | 株式会社ディスコ | 研磨パッド及び研磨装置 |
| US9802293B1 (en) * | 2016-09-29 | 2017-10-31 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method to shape the surface of chemical mechanical polishing pads |
| DE102016222063A1 (de) | 2016-11-10 | 2018-05-17 | Siltronic Ag | Verfahren zum beidseitigen Polieren einer Halbleiterscheibe |
| DE102017217490A1 (de) | 2017-09-29 | 2019-04-04 | Siltronic Ag | Verfahren zum beidseitigen Polieren einer Halbleiterscheibe |
| JP7317532B2 (ja) * | 2019-03-19 | 2023-07-31 | キオクシア株式会社 | 研磨装置及び研磨方法 |
-
2002
- 2002-10-18 JP JP2002304195A patent/JP4149231B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004140215A (ja) | 2004-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4233319B2 (ja) | 研磨パッドの製造方法及び研磨パッド | |
| JP4884726B2 (ja) | 積層研磨パッドの製造方法 | |
| JP4593643B2 (ja) | 研磨パッド | |
| JP3754436B2 (ja) | 研磨パッドおよびそれを使用する半導体デバイスの製造方法 | |
| WO2011118419A1 (ja) | 積層研磨パッド | |
| WO2008026451A1 (en) | Polishing pad | |
| WO2007026569A1 (ja) | 研磨パッド | |
| WO2011105494A1 (ja) | 研磨パッド | |
| JP4986129B2 (ja) | 研磨パッド | |
| KR20150052269A (ko) | 적층 연마 패드의 제조 방법 | |
| JP5044763B2 (ja) | 研磨パッド | |
| JP4149231B2 (ja) | 研磨パッドの製造方法及び研磨パッド | |
| JP5288715B2 (ja) | 研磨パッド | |
| JP3452265B1 (ja) | 研磨シート用高分子材料、研磨シート、及び研磨パッド | |
| JP5087420B2 (ja) | 研磨パッドの製造方法及び製造装置、研磨パッド、並びに該研磨パッドを用いた半導体デバイスの製造方法 | |
| JP4859093B2 (ja) | 積層研磨パッド及びその製造方法 | |
| JP4744087B2 (ja) | 研磨パッド及び半導体デバイスの製造方法 | |
| JP4237800B2 (ja) | 研磨パッド | |
| WO2014119390A1 (ja) | 研磨パッド | |
| JP3547737B1 (ja) | 研磨シートの製造方法、研磨シート、及び研磨パッド | |
| JP2009214220A (ja) | 研磨パッド | |
| JP2007015058A (ja) | 長尺研磨パッドの製造方法 | |
| JP3489828B1 (ja) | 研磨シート用ポリウレタン発泡体の製造方法、ポリウレタン発泡体、研磨シート、及び研磨パッド | |
| JP3497156B1 (ja) | 研磨シート用発泡体、その製造方法、研磨シート、及び研磨パッド | |
| JP4941735B2 (ja) | 研磨パッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20040915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040916 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080526 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080526 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080624 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080625 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110704 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4149231 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140704 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| EXPY | Cancellation because of completion of term |