JP4134033B2 - 脆性材料基板のスクライブ装置及びスクライブ方法 - Google Patents
脆性材料基板のスクライブ装置及びスクライブ方法 Download PDFInfo
- Publication number
- JP4134033B2 JP4134033B2 JP2004517303A JP2004517303A JP4134033B2 JP 4134033 B2 JP4134033 B2 JP 4134033B2 JP 2004517303 A JP2004517303 A JP 2004517303A JP 2004517303 A JP2004517303 A JP 2004517303A JP 4134033 B2 JP4134033 B2 JP 4134033B2
- Authority
- JP
- Japan
- Prior art keywords
- laser spot
- glass substrate
- laser
- scribe line
- scribing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/10—Non-chemical treatment
- C03B37/16—Cutting or severing
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
- C03B33/091—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam
- C03B33/093—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam using two or more focussed radiation beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
- B28D1/221—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising by thermic methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0005—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing
- B28D5/0011—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing with preliminary treatment, e.g. weakening by scoring
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/03—Glass cutting tables; Apparatus for transporting or handling sheet glass during the cutting or breaking operations
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
- C03B33/091—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Optics & Photonics (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Plasma & Fusion (AREA)
- Mining & Mineral Resources (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Laser Beam Processing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Liquid Crystal (AREA)
Description
一対のガラス基板を貼り合わせて構成される液晶パネルは、大寸法の一対のマザーガラス基板同士を相互に貼り合わせた後に、各マザーガラス基板を所定の大きさに分断することにより製造される。或いは、単板のマザーガラス基板を複数のガラス基板に分断した後、分断された各ガラス基板をそれぞれ貼り合わせることにより製造される。単板のマザーガラス基板を分断する手順について簡単に説明する。この手順は、分断対象となるマザーガラス基板の表面上に分断予定方向に沿ったスクライブラインを形成するスクライブ工程と、形成されたスクライブラインに沿ってガラス基板を分断する分断工程との2工程を順次実施することにより行われる。スクライブ工程には、例えば、カッターホイールが使用される。この場合、マザーガラス基板の表面上に、カッターホイールを加圧しながら所望の方向に転動させることによって、垂直クラックを連続して生成させることによりスクライブラインが形成される。続いて実施される分断工程では、このスクライブラインに沿って曲げ応力を作用させるように力が加えられ、この応力の作用によって垂直クラックがマザーガラス基板の厚み方向に伸展し、マザーガラス基板が分断される。
近年、スクライブ用のカッターを圧接することにより脆性材料基板にスクライブラインを形成する方法とは別に、レーザビームを脆性材料基板に照射させて熱歪み応力を発生させ、この熱歪み応力を利用してスクライブラインを形成する方法が実用化されている。
このレーザビームを使用してガラス基板にスクライブラインを形成する方法では、レーザビームをガラス基板上に照射させる前に、ポイントダイヤモンドをガラス基板の表面に圧接させたり、カッターホイールを圧接しつつ転動させることによって、ガラス基板の表面上の端部の所定のスクライブ開始位置に、垂直クラックの生成の開始点となるトリガーとして切れ目を形成する。次いで、端部に切れ目が形成されたガラス基板にレーザ発振器からレーザビームを照射する。レーザ発振装置から照射されるレーザビームは、ガラス基板上に対してスクライブラインの形成が予め決められているスクライブ予定ラインに沿って長い楕円形状のレーザスポットをガラス基板上に形成する。レーザ発振装置がら照射されるレーザビームは、スクライブ予定ラインに沿ってガラス基板に対して相対的に移動させられる。
ガラス基板上には、ガラス基板が溶融される温度、すなわち、ガラス基板の軟化点よりも低い温度に加熱されるようにビーム強度が調整されたレーザビームが照射される。これにより、レーザスポットが形成されたガラス基板の表面は、溶融されることなく加熱される。
また、ガラス基板の表面におけるレーザビームの照射領域の近傍には、スクライブラインが形成されるように、冷却水等の冷却媒体が、冷却ノズルから吹き付けられるようになっている。レーザビームが照射されるガラス基板の表面には、レーザビームによる加熱によって圧縮応力が生じ、また、冷却媒体が吹き付けられることによって、レーザビームの照射領域の近傍部分に引張り応力が生じる。このように、圧縮応力が生じた領域に近接して引張り応力が生じるために、両領域間に、それぞれの応力に基づく応力勾配が発生し、ガラス基板の端部等に予め形成されたトリガーを起点として、スクライブ予定ラインに沿うスクライブラインがガラス基板に形成される(垂直クラックが連続するラインが生成される)。
レーザビームを使用してガラス基板にスクライブラインを形成すると、カッターホイールを圧接しながら転動させてスクライブラインを形成する方法に比べて、カッターホイールがガラス基板を圧接転動する過程で生じる欠片(カレット)を大幅に低減させることができるので、生じた欠片(カレット)によって、ガラス基板にキズ等が発生することを低減させることができる。
しかし、上記のようにレーザビームを用いてガラス基板にスクライブラインを形成する方法においても、カッターホイール等を用いて、ガラス基板上にスクライブライン形成の開始点となるトリガー(切れ目)を形成しているので、このトリガー(切れ目)を形成する際に、少量ながら欠片(カレット)が発生する。したがって、スクライブラインを形成するために、上記方法を用いた場合においても、欠片に起因してガラス基板上にキズ等が発生する弊害は、依然として存在する。
また、最近では、ガラス基板等の脆性材料基板が使用される表示装置として、液晶表示装置の他に、プラズマディスプレイが製造されている。
このプラズマディスプレイに使用されるガラス基板には、プラズマを発生させるために所定の圧力に加圧されたガスを封止してプラズマ室が形成されるため、液晶表示装置等に使用されるガラス基板に比較して厚型のガラス基板が用いられる。
このような厚型のガラス基板にカッターホイールでトリガーとしての切れ目を形成する場合には、液晶表示装置等に使用されるガラス基板比べて深い切り目(トリガー)を形成する必要があるため、カッターホイールのガラス基板に対する加圧力が高く設定される。このため、トリガー(切れ目)を形成するときに発生する欠片(カレット)が増えて、この欠片(カレット)によってガラス基板の表面にキズ等が発生するおそれが液晶表示装置用のガラス基板の場合に比較してさらに強くなる。
また、今後、このような厚型のガラス基板を有するプラズマディスプレイの需要が拡大することが見込まれおり、プラズマディスプレイの製造を量産化した場合に、スクライブ工程にて発生する欠片(カレット)の量も量産化に応じて大量になる。
以上のような事情により、カッターホイール等を用いた機械的なトリガー(切れ目)形成手段に代えて、レーザビーム照射等を用いてトリガーを形成する技術を開発することが強く求められている。
このようにカッターホイール等を用いないトリガー(切れ目)形成手段として、CO2レーザを用いることが試みられている。しかしながら、CO2レーザを用いる方法では、ガラス基板の表面に所定の熱エネルギー分布を有する楕円形状のレーザスポットをガラス基板の端部に形成した場合に、トリガーから予測できない方向に不要なクラックが派生する、いわゆる、先走りの現象が発生することがすでに知られている。このため、スクライブラインを形成するために使用されるレーザビームとは異なる種類のレーザビームであるYAGレーザ等を照射してトリガー(切れ目)を形成する方法がさらに提案されている。
しかし、この場合には、スクライブラインを形成するためのレーザ発振器とは別に、YAGレーザを発振するYAGレーザ発振器を備える必要があるため、装置構成が複雑になるという問題がある。また、スクライブラインを形成するためのレーザ発振器と、YAGレーザ発振器とを、それぞれメンテナンスするための費用が大きくなるという問題もある。
本発明は、上述の課題を解決するためになされたものであり、トリガー(切れ目)を形成するためのレーザビームを、スクライブラインを形成するためのレーザビームと共通とし、スクライブライン形成の開始点(垂直クラックの生成の開始点)となるトリガー(切れ目)を欠片(カレット)を生じることなく形成し、引き続きスクライブラインを形成するスクライブ方法及びスクライブ装置を提供することを目的とする。
また、前記第1レーザスポットは前記レーザビームによって前記脆性材料基板上に形成される第2のレーザスポットを所定形状の軌道上を高速で走査させることによって形成されることを特徴とする。
さらに、前記第2のレーザスポットは熱エネルギー分布が中央部分になるに従って大きくなる山型であることを特徴とする。
上記課題を解決するための本発明の脆性材料基板のスクライブ方法は、脆性材料基板の表面におけるスクライブ予定ラインに沿って、該脆性材料基板の軟化点よりも低い温度の第1のレーザスポットが形成されるようにレーザビームを連続的に照射しつつ移動させ、該第1のレーザスポットに近接した領域をスクライブ予定ラインに沿って連続して冷却することにより、スクライブ予定ラインにそってスクライブラインを形成するスクライブ方法において、該第1のレーザスポットが該脆性材料基板のスクライブ予定ラインの端部に切り目を形成し、引き続いて、該脆性材料基板にスクライブラインを形成することを特徴する。
また、前記第1レーザスポットは前記レーザビームによって前記脆性材料基板上に形成される第2のレーザスポットを所定形状の軌道上を高速で走査させることによって形成されることを特徴とする。
さらに、前記第2のレーザスポットは熱エネルギー分布が中央部分になるに従って大きくなる山型であることを特徴とする。
図2は、そのスクライブ装置に使用されるレーザ発振装置及び光学系の一例を示す概略構成図である。
図3は、ガルバノスキャンにより楕円形状に形成されたレーザスポットの一例を示す平面図である。
図4(a)及び(b)は、それぞれ、ガルバノスキャンにより楕円形状に形成されたレーザスポットの一例を示す平面図であり、(a)は、中央部分に照射スポットを集約した場合、(b)は、長軸の両端部分に照射スポットを集約した場合を示している。
図5(a)及び(b)は、ガルバノスキャンにより楕円形状のビームスポットを形成した場合の熱エネルギー分布を示しており、(a)は、領域Aに照射スポットを集中させた場合、(b)は、領域Bに照射スポットを集中させた場合を、それぞれ示している。
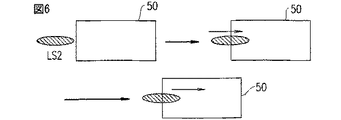
図6は、ガラス基板の端部に、第一の方法によりトリガーを形成する方法を示す説明図である。
図7は、ガラス基板の端部に、第二の方法によりトリガーを形成する方法を示す説明図である。
図8は、ガラス基板の端部に、円形状の照射スポットを用いてトリガーを形成する方法を示す説明図である。
図9は、ガルバノスキャンによる楕円状のレーザスポットを形成した場合において、ガラス基板上に形成される熱エネルギー分布を示す図である。
図10は、スクライブ方向の前後に、2つの楕円形状のレーザスポットを有するように形成した8の字楕円のレーザスポットを示す図である。
図1は、本発明の一実施の形態のスクライブ装置を示す概略構成図である。
このスクライブ装置は、例えば、プラズマディスプレイ等のFPDに使用されるガラス基板等の脆性材料基板を分断する際に、脆性材料基板にスクライブラインを形成するために使用され、図1に示すように、水平な架台11上に所定の水平方向(Y方向)に沿って往復移動するスライドテーブル12を有している。
スライドテーブル12は、架台11の上面にY方向に沿って平行に配置された一対のガイドレール14及び15に、水平な状態で各ガイドレール14及び15に沿ってスライド可能に支持されている。両ガイドレール14及び15の中間部には、各ガイドレール14及び15と平行にボールネジ13が、モータ(図示せず)によって回転するように設けられている。ボールネジ13は、正転及び逆転可能になっており、このボールネジ13にボールナット16がネジ結合する状態で取り付けられている。ボールナット16は、スライドテーブル12に回転しない状態で一体的に取り付けられており、ボールネジ13の正転及び逆転によって、ボールネジ13に沿って両方向にスライドする。これにより、ボールナット16と一体的に取り付けられたスライドテーブル12が、各ガイドレール14及び15に沿ってY方向にスライドする。
スライドテーブル12上には、台座19が水平な状態で配置されている。台座19は、スライドテーブル12上に平行に配置された一対のガイドレール21に、スライド可能に支持されている。各ガイドレール21は、スライドテーブル12のスライド方向であるY方向と直交するX方向に沿って配置されている。また、各ガイドレール21間の中央部には、各ガイドレール21と平行にボールネジ22が配置されており、ボールネジ22がモータ23によって正転及び逆転されるようになっている。
ボールネジ22には、ボールナット24がネジ結合する状態で取り付けられている。ボールナット24は、台座19に回転しない状態で一体的に取り付けられており、ボールネジ22の正転及び逆転によって、ボールネジ22に沿って両方向に移動する。これにより、ボールナット24と一体的に取り付けられた台座19が、各ガイドレール21に沿ったX方向にスライドする。
台座19上には、回転機構25が設けられており、この回転機構25上に、スクライブ対象であるガラス基板が載置される回転テーブル26が水平な状態で設けられている。回転機構25は、回転テーブル26を、垂直方向に沿った中心軸の周りに回転させるようになっている。回転テーブル26上には、ガラス基板50が、例えば、吸引チャックによって固定される。
回転テーブル26の上方には、回転テーブル26とは適当な間隔をあけて、支持台31が配置されている。この支持台31は、垂直状態で配置された光学ホルダー33の下端部に水平な状態で支持されている。光学ホルダー33の上端部は、架台11の両側端部の鉛直方向に延材する部材に架設された取付台32の下面に取り付けられている。取付台32上には、レーザビームを発振するレーザ発振装置34が設けられている。
レーザ発振装置34は、レーザ発振器から照射されるレーザビームを光学ホルダー33内に保持された光学系に照射する。
光学ホルダー33の下端部に取り付けられた支持台31には、光学ホルダー33に近接して、冷却ノズル37が設けられている。この冷却ノズル37からは、冷却水、Heガス、N2ガス、CO2ガス等の冷却媒体がガラス基板50に噴射されるようになっている。冷却ノズル37から噴射される冷却媒体は、ガラス基板50の表面に形成される楕円形状のレーザスポットの長手方向の端部に近接した位置に吹き付けられる。
図2は、レーザ発振装置34及び光学ホルダー33内に設けられる光学系の概略構成図である。
レーザ発振装置34は、1本のレーザビームを発振するレーザ発振器34aを有しており、このレーザ発振器34aから発振されるレーザビームLが、X軸ガルバノミラー34b、Y軸ガルバノミラー34c及び光学ホルダー33内に配置された光学レンズ33aを介して、ガラス基板50の表面に照射されるようになっている。
X軸ガルバノミラー34bは、スキャンモータ34dによって高速回転移動できるようになっており、レーザ発振器34aから照射されるレーザビームLを高速で走査して、Y軸ガルバノミラー34cに向かって反射させている。また、Y軸ガルバノミラー34cは、スキャンモータ34eによって高速回転移動できるようになっており、X軸ガルバノミラー34bから反射されるレーザビームを高速で走査して、ガラス基板50に向かって反射させている。そして、Y軸ガルバノミラー34cにて反射されたレーザビームが、光学レンズ33aを介してガラス基板50上に照射される。
光学レンズ33aを介してガラス基板50上に照射されるレーザビームは、図2に示すような円形状の照射スポットLS1をガラス基板50の表面上に形成する。
この円形状の照射スポットLS1(第2のレーザスポット)を、X軸ガルバノミラー34bおよびY軸ガルバミラー34cにより図3に示すようにガラス基板50の楕円軌道上を高速で走査することにより、ガラス基板50に楕円形状のレーザスポットLS2(第1のレーザスポット)を形成する。
このような楕円形状のレーザスポットLS2を形成する場合、円形状の照射スポットLS1を楕円軌道上の何箇所にわたって照射するかが重要となる。照射する円形状レーザスポットLS1の数が少なくなると、ガラス基板50上に与えられる熱量が不足し、楕円形状のレーザスポットLS2の熱エネルギー分布が連続でなくなるおそれがある。また、照射する円形状レーザスポットLS1の数が多すぎると、楕円軌道を1周するためのサイクルタイムが遅くなるおそれがある。
このため、例えば、更新サイクルタイムを12.96msとして、長軸方向の長さ25mm、短軸方向の長さ1mmの楕円軌道上に108箇所にわたって円形状の照射スポットLS1を照射することにより形成された楕円形状のレーザスポットLS2が用いられる。
このようにガルバノスキャンを用いて形成した楕円形状のレーザスポットLS2は、レーザスポットLS2の短軸方向の長さが1mm程度であるため、円形状のレーザスポットLS1を走査軌道である楕円軌道上での分布を変動させることによって、レーザスポットLS2の長軸方向のエネルギー分布を調整することが可能である。
すなわち、図3に示すように、円形状の照射スポットLS1を楕円軌道上の全体にわたって均一に分布させた場合、楕円状のレーザスポットLS2のエネルギー分布は、全体にわたって均一になる。また、図4(a)に示すように、円形状の照射スポットLS1を、楕円軌道の中心側に偏って分布させた場合に形成される楕円状のレーザスポットLS2Aのエネルギー分布は、楕円状のスポットの中心よりにエネルギーが高くなったエネルギー分布が形成される。また、図4(b)に示すように、円形状の照射スポットLS1を、楕円軌道の長軸の両端部に偏って分布させた場合に形成される楕円状のレーザスポットLS2Bのエネルギー分布は、楕円状のスポットの長軸の両端部寄りにエネルギーが高くなったエネルギー分布が形成される。このように、円形状の照射スポットLS1の楕円軌道上への分布を調整することによって、楕円状のレーザスポットLS2のエネルギー分布を調整することができる。
楕円状のレーザスポットLS2のエネルギー分布は、実際には、コンピュータのソフトにより、描いた楕円に対してパーセンテージ入力することによって調整することが可能である。便宜上、以下の説明では、楕円軌道上に均等に円形状の照射スポットLS1を分布させた場合を100%と表記し、円形状の照射スポットLS1を図5中のAで示される楕円形状の中心寄りに分布を集中させる場合を、パーセンテージ入力の数値を小さくなるように表記し、円形状の照射スポットLS1を図5中のBで示される楕円形状の長軸の両端部寄りに集中させる場合を、パーセンテージ入力の数値が大きくなるように表記する。図5(a)には、ソフトにより描いた楕円に対して、パーセンテージ入力を低くして、Aの領域に示される中央寄りに、熱エネルギー分布が集中したパターンを示しており、図5(b)には、ソフトにより描いた楕円に対して、パーセンテージを高くして、Bの領域に示される長軸の両端部寄りに、熱エネルギー分布が集中したパターンを示している。
上記構成のスクライブ装置を用いてガラス基板にスクライブラインを形成する方法について説明する。
まず、ガラス基板50が、回転テーブル26上に載置されて吸引手段によって固定される。このような状態になると、回転テーブル26が所定の撮影位置に移動し、CCDカメラ38および39によって、ガラス基板50に設けられたアライメントマークが撮像される。撮像されたアライメントマークは、モニター28および29に表示され、画像処理装置を用いてアライメントマークのスクライブ装置内の位置情報が処理される。
その後、ガラス基板50のスクライブ予定ラインと実際スクライブ方向が一致するように、回転テーブル26は移動して支持台31に対して位置決めされる。
このように位置決めされた回転テーブル26に保持されているガラス基板50の端部に、上記のガルバノスキャンによって楕円形状のレーザスポットLS2を形成して、スクライブライン形成の開始点となるトリガー(切れ目)を形成する。
ガラス基板50に照射されるレーザビームは高速で楕円軌道上に走査されて、この楕円軌道上に108箇所に円形状の照射スポットLS1を形成し、ガラス基板に長軸方向の長さ25mm、短軸方向の長さ1mmの楕円形状のレーザスポットLS2を形成する。さらに、ソフトにより描いた楕円に対して、入力されるパーセンテージを88%として、熱エネルギーの分布が中央に山型になるように調整し、楕円形状のレーザスポットLS2Aとする。
このようなガルバノスキャンによって形成された入力パーセンテージ88%の熱分布を有するレーザスポットLS2Aを、レーザスポットLS2Aの中央部がガラス基板50の端部に一致するまでガラス基板50に対して相対的に100mm/sec以下の低速で移動させる。このように、レーザスポットLS2Aをガラス基板50の端部に低速で移動させることにより、ガラス基板50の端部にトリガー(切り目)が形成される。
ガラス基板50の端部にトリガー(切り目)が形成された後、引き続いて、レーザスポットLS2Aの走行を継続させる。
レーザスポットLS2Aをガラス基板50に対して相対的に走行させ、レーザスポットLS2Aの走行方向の後部側に設置されている冷却ノズル37から冷却媒体がガラス基板50に噴出される。冷却ノズル37から冷却媒体が噴射して形成される冷却領域(冷却スポット)が、ガラス基板50の端部の切れ目に達したときに、スクライブラインの形成が開始され、ガラス基板50に形成された切れ目をトリガーとしてこの切れ目から垂直クラックが連続して生成される。このスクライブを実施するときのレーザスポットのガラス基板50に対する相対的な走行スピードは、トリガーを形成したときのレーザスポットの走行スピードよりも高速化され、50mm/sec〜300mm/secとされる。
ガラス基板50へのスクライブラインの形成が完了すると、ガラス基板50は、次のブレーク工程へ搬送されて、本発明のスクライブ装置を備えたスクライブ工程で形成されたスクライブラインに対して曲げ応力が作用するようにガラス基板50に力が加えられる。これにより、ガラス基板50はスクライブライン沿って分断される。
以上説明したように、本実施の形態のスクライブ装置では、カッターホイール等によるガラス基板50に対する加圧力を加えることなく、ガラス基板50にトリガー(切れ目)を形成することができるため、ガラス基板50に対してスクライブラインを形成するスクライブ工程で、欠片(カレット)が全く生じることがなく、プラズマディスプレイ等の厚型のガラス基板を大量に分断する場合に問題となる欠片(カレット)の発生を解消することができる。
上記のガルバノスキャンを用いた楕円形状のレーザスポットLS2を用いることによってガラス基板50にトリガー(切れ目)を形成する工程は、分断されるガラス基板50の種類、厚さ等によって最適な条件が異なると考えられるので、種々のガラス基板50に対するトリガー(切れ目)の形成の最適条件について検討する実験を行った。以下、その実験結果について説明する。また、この実験では、最適条件の設定に併せて、ガラス基板50に対するガルバノスキャンによるレーザスポットを照射する方法についても、検討したので、その方法について、それぞれ説明する。
まず、第1のトリガー形成条件として、図6に示すように、レーザスポットLS2をガラス基板50に対して100mm/sec以下の速度で低速走行させることによりトリガーを形成する場合について検討した。このときの実験条件を、下記の表1に示している。

また、上記各実験条件にて、レーザスポットを照射することにより形成されたトリガーは、カッターホイール等のスクライブカッターによって形成されたトリガー(切れ目)と比較して、その深さが、約20%程度深くなるという結果も得られている。
図6または図7に示すような楕円形状のレーザスポットLS2において、レーザスポットの中央部付近の熱エネルギー強度が高くなっているレーザスポットを用いることによって、ガラス基板の端部にトリガーが形成されることが可能になる。
以下、このように、ガルバノスキャンによる山型の熱エネルギー分布を有するレーザスポットを用いることによる効果について説明する。
図9は、上記ガルバノスキャンにより円形状の照射スポットLS1をガラス基板に照射した場合に形成されるレーザスポットLS2が山型の熱エネルギー分布を有している状況を示している。図中Aで表される領域は、レーザスポットLS2の移動方向の前方側を示しており、この領域Aでは、熱エネルギー強度が前方側になるに従って徐々に低下する。一方、図中Bで表される領域はレーザスポットの移動方向の後方側を示しており、この領域Bでは熱エネルギー強度が後方側になるに従って徐々に低下する。
領域Aは、ガラス基板50にトリガーを形成する場合に、ガラス基板50の表面を予熱する領域として機能すると考えられ、領域Bは、ガラス基板50にトリガーを形成する場合に、トリガーを形成するための形成領域になっていると考えられる。
領域Aについては、ガラス基板50を除々に予熱するためにある程度の距離が必要になる。領域Aの長さが短い場合には、ガラス基板50にトリガーを形成する場合に、十分な予熱を行うことができない状態で、熱分布のピークポイントがガラス基板50の端部に乗り上がることになり、いわゆる「先走り」と呼ばれる現象が発生するおそれがある。また、この領域Aの熱分布は、熱エネルギー分布のピークポイントである中央部分に向かってなだらかに熱エネルギーが上昇する分布になっていることが好ましいと考えられる。
例えば、領域Aの熱分布が上記と逆に、周縁に向かって上昇している場合には、「先走り」の現象が生じるおそれがある。
次に、領域Bについては、ガラス基板50の端部に所定の深さのトリガー(切り目)を形成するためには、熱がガラス基板の表面からある程度の深さまで伝熱させる必要があるために、ガラス基板の材質や厚み等に応じた長さが必要になる。この領域Bの長さが短い場合には、ガラス基板50にトリガーを形成することが困難になる。
また、ガラス基板の表面に形成される照射スポットLS1を楕円軌道上にガルバノスキャンにより高速で走査させることによって形成される楕円形状のレーザスポットLS2はスクライブ予定ライン上等に熱が拡散する領域が確保され、ガラス基板の圧縮力、引っ張り力等の特性を引き出したバランスをとることができると考えられる。これに対して、レーザスポットLS1をスクライブ予定ライン上にのみ高速走査させた場合には、スクライブラインを形成することが困難になる。すなわち、基板面の垂直方向に熱量が蓄積され、ガラス基板の表面が熔融する。
また、楕円軌道上にビームスポットが照射されない空間を形成した場合、空間が形成された領域で熱量が低下する。
さらに、楕円形状のレーザスポットの幅は、レーザ発振器により出射される円形状の照射スポットが有する直径の2倍を超えない程度にすることが好ましい。
また、上述の説明においては、ガラス基板50上に形成されるレーザスポットとして、楕円形状のものについて説明したが、図10に示すように、スクライブ方向の前後に、2つの楕円形状を有するように8の字状のレーザスポットとしてもよい。
前後の2つの楕円軌道上に円形状のレーザスポットLS1を高速で8の字状に走査させることにより形成される2つの楕円形状を有するレーザスポットは楕円形状のレーザスポットが1つである場合よりも、ガラス基板に対してより多くのエネルギー(熱量)を加えることができる。
また、前後2つの楕円形状のレーザスポットLS1およびLS2の熱エネルギ分布を、それぞれ、図9で説明した予熱領域(図9のAの領域)及びトリガー形成領域(図9のBの領域)に適するように、任意に形状を変更することが可能になる。
図10の前方側の楕円形状のレーザスポットLS3の長さ方向の寸法a及び幅方向の寸法bについて、それぞれ、適正な長さをガラス基板の種類に応じて変更することができる。例えば、薄型のガラス基板にトリガーを形成する場合には、長さ方向寸法aを短くし、硬質ガラスまたは厚型のガラス基板にトリガーを形成する場合には、長さ方向寸法aを長く形成する。一方、ガラス基板に与える熱量を多くする場合には、幅方向寸法bを短くし、ガラス基板に与える熱量を少なくする場合には、幅方向寸法bを長くする。
以上説明したように、本発明のスクライブ装置及びスクライブ方法によれば、レーザビームを照射することにより、スクライブラインの形成の開始点となるトリガー(切り目)を形成し、引き続きスクライブラインを形成するため、スクライブラインを形成するスクライブ工程において、欠片(カレット)を発生させることなくガラス基板をスクライブすることができ、また、プラズマディスプレイ等に用いられる厚型のガラス基板に対して、大量にスクライブラインを形成しても、欠片(カレット)によるガラス基板表面上に付与されるキズ等が発生することを防止することができる。
また、トリガーを形成するためのカッターホイール等のスクライブカッターを備える必要がないので、装置構成をコンパクトで且つ安価にすることができ、さらに、カッターホイール等の消耗品を削減することができる。
本願では、脆性材料基板の一例としてFPDのマザーガラス基板を用いて説明したが、半導体ウエハ、セラミックス等のスクライブ加工においても有効に適用させることができる。
また、本願のスクライブ装置およびスクライブ方法はガラス基板同士を貼り合わせた液晶パネル、透過型プロジェクター基板、有機EL素子、PDP(プラズマディスプレイパネル)、FED(フィールドエミッションディスプレイ)やガラス基板とシリコン基板とを貼り合わせた反射型プロジェクター基板等のマザー基板のスクライブに対しても有効に適用させることができる。
また、トリガーを形成するためのカッターホイール等の刃先を備える必要がないので、装置構成をコンパクトで且つ安価にすることができ、さらに、カッターホイール等の消耗品を削減することができる。
Claims (11)
- 脆性材料基板が載置されるテーブルと、
前記テーブル上の前記脆性材料基板の表面において第1のレーザスポットを形成する1本のレーザービームを発振するレーザービーム発振手段と、
前記テーブル上の前記脆性材料基板の表面において、該脆性材料基板の表面を溶融させることなく加熱する第2のレーザスポットが所定の形状で形成されるように前記第1のレーザスポットを高速で周回移動させる周回移動手段と、
前記テーブル上の前記脆性材料基板の表面において、前記第2のレーザスポットをスクライブ予定ラインに沿って直線移動させる直線移動手段と、
該直線移動手段によって移動する前記第2のレーザスポットによって加熱された領域の近傍を冷却する冷却手段とを具備し、
前記スクライブ予定ラインの端部において、前記第2のレーザスポットによってスクライブ開始点となるトリガーが形成されるように、前記第1のレーザスポットの前記周回移動が前記周回移動手段によって制御されるとともに、前記第2のレーザスポットの前記直線移動が前記直線移動手段によって制御されることを特徴とするスクライブ装置。 - 前記第2のレーザスポットは、前記第1のレーザスポットが楕円形状の軌道上を周回移動することによって形成されることを特徴とする請求項1に記載のスクライブ装置。
- 前記周回移動手段は、前記第2のレーザスポットの熱エネルギー分布が、長軸方向の各端部から中央部分になるに従って大きくなるように、前記第1のレーザスポットの周回移動を制御することを特徴とする請求項2に記載のスクライブ装置。
- 脆性材料基板の表面に形成される第1のレーザスポットを高速で周回移動させることによって該脆性材料基板の表面を溶融させることなく加熱する第2のレーザスポットを所定形状で形成して、該第2のレーザスポットをスクライブ予定ラインに沿って直線移動させるとともに、該直線移動する第2のレーザスポットによって加熱された領域の近傍を冷却することによって、前記スクライブ予定ラインに沿ってスクライブラインを形成するスクライブ方法であって、
前記脆性材料基板表面における前記スクライブ予定ラインの端部において、前記第1のレーザスポットの周回移動および前記第2のレーザスポットの前記スクライブ予定ラインに沿った直線移動がそれぞれ制御されて、前記第2のレーザスポットによってスクライブ開始点となるトリガーを形成することを特徴とするスクライブ方法。 - 前記第2のレーザスポットは、前記第1のレーザスポットが楕円形状の軌道上を周回移動することによって形成されることを特徴とする請求項4に記載のスクライブ方法。
- 前記第2のレーザスポットは、前記第1スポットの周回移動の速度を制御することによっての熱エネルギー分布が制御されることを特徴とする請求項5に記載のスクライブ方法。
- 前記第2のレーザスポットは、前記トリガーを形成する際の熱エネルギー分布が、前記長軸方向の各端部から中央部分になるに従って大きくなっていることを特徴とする請求項6に記載のスクライブ方法。
- 前記第2のレーザスポットは、前記トリガーを形成する際に、前記スクライブ予定ラインの端部において前記スクライブ予定ラインに沿った直線移動を停止することを特徴とする請求項4に記載のスクライブ方法。
- 前記第2のレーザスポットは、前記トリガーを形成する際に、前記スクライブ予定ラインの端部において前記スクライブ予定ラインに沿って所定の速度で直線移動されることを特徴とする請求項4に記載のスクライブ方法。
- 前記第2のレーザスポットは、前記トリガーを形成する際の前記スクライブ予定ラインの端部における前記直線移動の速度が、前記スクライブラインを形成する際の前記スクライブ予定ラインに沿った前記直線移動の速度と異なることを特徴とする請求項9に記載のスクライブ方法。
- 前記第2のレーザスポットは、前記スクライブラインを形成する際の前記スクライブ予定ラインに沿った前記直線移動の速度が、前記トリガーを形成する際の前記スクライブ予定ラインの端部における前記直線移動の速度よりも速いことを特徴とする請求項10に記載のスクライブ方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002192707 | 2002-07-01 | ||
| JP2002192707 | 2002-07-01 | ||
| PCT/JP2003/008158 WO2004002705A1 (ja) | 2002-07-01 | 2003-06-26 | 脆性材料基板のスクライブ装置及びスクライブ方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2004002705A1 JPWO2004002705A1 (ja) | 2005-10-27 |
| JP4134033B2 true JP4134033B2 (ja) | 2008-08-13 |
Family
ID=29996982
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004517303A Expired - Fee Related JP4134033B2 (ja) | 2002-07-01 | 2003-06-26 | 脆性材料基板のスクライブ装置及びスクライブ方法 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP4134033B2 (ja) |
| KR (1) | KR100647454B1 (ja) |
| CN (1) | CN1665656A (ja) |
| AU (1) | AU2003246209A1 (ja) |
| TW (1) | TW200407209A (ja) |
| WO (1) | WO2004002705A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7820941B2 (en) * | 2004-07-30 | 2010-10-26 | Corning Incorporated | Process and apparatus for scoring a brittle material |
| JP2007105888A (ja) * | 2005-10-11 | 2007-04-26 | Kyoto Seisakusho Co Ltd | 脆性材料の初亀裂形成方法 |
| TW200722218A (en) * | 2005-12-05 | 2007-06-16 | Foxsemicon Integrated Tech Inc | Laser cutting apparatus |
| KR100670600B1 (ko) * | 2006-02-02 | 2007-01-17 | 주식회사 에스에프에이 | 스크라이브 장치 |
| KR100863438B1 (ko) * | 2006-05-08 | 2008-10-16 | 주식회사 탑 엔지니어링 | 다축 동기 제어를 이용한 스크라이브 장치 및 그 방법 |
| JP2008229716A (ja) * | 2007-03-23 | 2008-10-02 | Toray Eng Co Ltd | レーザスクライブ方法および装置およびこの方法または装置を用いて割断した割断基板 |
| KR100949152B1 (ko) * | 2007-11-23 | 2010-03-25 | 삼성코닝정밀유리 주식회사 | 유리 기판 레이저 절단 장치 |
| WO2009128219A1 (ja) * | 2008-04-15 | 2009-10-22 | 株式会社リンクスタージャパン | 脆性材料基板の加工装置および切断方法 |
| KR20100107253A (ko) | 2009-03-25 | 2010-10-05 | 삼성모바일디스플레이주식회사 | 기판 절단 장치 및 이를 이용한 기판 절단 방법 |
| JP5416445B2 (ja) * | 2009-03-25 | 2014-02-12 | 三星ダイヤモンド工業株式会社 | レーザスクライブ装置 |
| KR101041137B1 (ko) | 2009-03-25 | 2011-06-13 | 삼성모바일디스플레이주식회사 | 기판 절단 장치 및 이를 이용한 기판 절단 방법 |
| KR101073563B1 (ko) * | 2010-02-08 | 2011-10-14 | 삼성모바일디스플레이주식회사 | 표시 장치 및 이의 제조 방법 |
| JP5309107B2 (ja) * | 2010-10-05 | 2013-10-09 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の分断装置 |
| TWI651182B (zh) * | 2014-06-26 | 2019-02-21 | 日商三星鑽石工業股份有限公司 | 脆性基板之切斷方法及劃線裝置 |
| JP6668776B2 (ja) * | 2016-01-22 | 2020-03-18 | 三星ダイヤモンド工業株式会社 | ブレイク装置 |
| CN106995274A (zh) * | 2016-09-23 | 2017-08-01 | 广州市科卡通信科技有限公司 | 一种新式玻璃画线装置 |
| CN114939718B (zh) * | 2022-06-30 | 2024-02-13 | 广东舜元激光科技有限公司 | 一种激光划线装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3526175B2 (ja) * | 1997-06-11 | 2004-05-10 | 三菱電機株式会社 | レーザ加工装置 |
| JP2001130921A (ja) * | 1999-10-29 | 2001-05-15 | Mitsuboshi Diamond Industrial Co Ltd | 脆性基板の加工方法及び装置 |
| JP3439179B2 (ja) * | 2000-07-28 | 2003-08-25 | 三菱重工業株式会社 | レーザーエッチング方法 |
| KR100673073B1 (ko) * | 2000-10-21 | 2007-01-22 | 삼성전자주식회사 | 레이저 빔을 이용한 비금속 기판의 절단 방법 및 장치 |
-
2003
- 2003-06-26 JP JP2004517303A patent/JP4134033B2/ja not_active Expired - Fee Related
- 2003-06-26 CN CN038157926A patent/CN1665656A/zh active Pending
- 2003-06-26 TW TW092117387A patent/TW200407209A/zh not_active IP Right Cessation
- 2003-06-26 KR KR1020047019582A patent/KR100647454B1/ko not_active Expired - Fee Related
- 2003-06-26 WO PCT/JP2003/008158 patent/WO2004002705A1/ja not_active Ceased
- 2003-06-26 AU AU2003246209A patent/AU2003246209A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004002705A1 (ja) | 2004-01-08 |
| KR20050005525A (ko) | 2005-01-13 |
| AU2003246209A1 (en) | 2004-01-19 |
| JPWO2004002705A1 (ja) | 2005-10-27 |
| TWI297295B (ja) | 2008-06-01 |
| CN1665656A (zh) | 2005-09-07 |
| TW200407209A (en) | 2004-05-16 |
| KR100647454B1 (ko) | 2006-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4134033B2 (ja) | 脆性材料基板のスクライブ装置及びスクライブ方法 | |
| KR100582506B1 (ko) | 취성재료기판의 스크라이브 방법 및 스크라이브 장치 | |
| CN101903128B (zh) | 脆性材料基板的倒角加工方法及倒角加工装置 | |
| JP5050099B2 (ja) | 脆性材料基板の加工方法 | |
| JP5320395B2 (ja) | 面取り加工装置 | |
| KR100551526B1 (ko) | 취성재료 기판의 스크라이브 장치 및 스크라이브 방법 | |
| CN100411825C (zh) | 脆性材料基板的划线装置和脆性材料基板的划线方法 | |
| JP4080484B2 (ja) | 脆性材料基板のスクライブ方法およびスクライブ装置 | |
| JP2005212364A (ja) | 脆性材料の割断加工システム及びその方法 | |
| KR100551527B1 (ko) | 취성재료기판의 스크라이브 방법 및 스크라이브 장치 | |
| CN103282317A (zh) | 脆性材料基板的割断方法 | |
| HK1069377B (en) | Device and method for scribing fragile material substrate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080513 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080602 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |