JP4132744B2 - ブラシの製造方法及び装置 - Google Patents
ブラシの製造方法及び装置 Download PDFInfo
- Publication number
- JP4132744B2 JP4132744B2 JP2001228586A JP2001228586A JP4132744B2 JP 4132744 B2 JP4132744 B2 JP 4132744B2 JP 2001228586 A JP2001228586 A JP 2001228586A JP 2001228586 A JP2001228586 A JP 2001228586A JP 4132744 B2 JP4132744 B2 JP 4132744B2
- Authority
- JP
- Japan
- Prior art keywords
- hair bundle
- hair
- hole
- sleeve
- insertion hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images












Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B3/00—Brushes characterised by the way in which the bristles are fixed or joined in or on the brush body or carrier
- A46B3/02—Brushes characterised by the way in which the bristles are fixed or joined in or on the brush body or carrier by pitch, resin, cement, or other adhesives
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/005—Preparing, i.e. Manufacturing brush bodies by moulding or casting a body around bristles or tufts of bristles
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/04—Machines for inserting or fixing bristles in bodies
- A46D3/045—Machines for inserting or fixing bristles in bodies for fixing bristles by fusing or gluing to a body
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Brushes (AREA)
Description
【発明の属する技術分野】
本発明は歯ブラシ等のブラシの製造方法に関する。
【0002】
【従来の技術】
歯ブラシの製造方法に関する従来技術として、平線と称される金属の部材により用毛の毛束を毛束挿入孔に挿入して固定する方式が広く行なわれていた。この方式は装置を簡便に構成できるが、金属の腐食、廃棄の際に金属とプラスチックとの複合物になる、歯ブラシの植毛部分の厚みを薄くできない、植毛の毛束の大きさが制限される(太い毛束を植毛できない)、斜め植毛が難しい等の不都合がある。
【0003】
平線を用いない従来技術としては、次の3方式があった。
(1) タイプI:特公平6-16725、USP4635313
毛束挿入孔を有する成形用金型(キャビティ)の毛束挿入孔に毛束を挿入し、毛束基部にプラスチック材料を充填する。これにより、歯ブラシのハンドル部が一体的に製造できる。キャビティの構成上、プラスチック材料を充填する際に毛束挿入孔からプラスチック材料が洩れ易い。これを抑えるためプラスチック材料の毛束基部を溶融して丸め、これにより毛束挿入孔を塞ぐことが行なわれるが充分ではない。例えば成形圧を上げた際には毛束挿入孔の隙間からプラスチック材料の洩れが発生し易い。
【0004】
(2) タイプII:USP5458400、特開平9-182632
予め成形された多数の植毛孔を有するプラスチック板に毛束を挿入し、毛束とプラスチック板を金型に挿入し、基板の開口部をプラスチック部材で充填する方法。この方法も上記タイプIの方法と同様に毛束挿入孔の隙間からの充填プラスチック材料の洩れが発生する。
【0005】
(3) タイプIII:特公平6-46962
植毛孔を有する基板の植毛孔部と毛束基部の双方を加熱後密着させ、該基板に毛束をかしめる方法。植毛形態が自由に行ない易いが、毛束の固定に関しては品質のばらつきが出易い。
【0006】
【発明が解決しようとする課題】
近時、口腔衛生上、歯垢除去性、歯間清掃性、歯茎へのマッサージ効果の優れた歯ブラシが望まれている。機能の高い歯ブラシを製造するためハンドルや植毛部分について各種の創意工夫が行なわれる。本発明は植毛方法の改良に関するものである。
【0007】
植毛方法により歯ブラシの毛束の性能が異なるが、最近の傾向では1本の歯ブラシに対する植毛方法が多彩になってきた。即ち、毛束の強度、毛束の大きさ、用毛の太さ、本数、毛束を植える面積や形状等を検討因子として挙げることができる。使用者の要望も細分化してきており、歯垢対応のもの、歯茎のブラシング性の良いもの等の種々のタイプが上市されるようになってきた。歯ブラシの設備について言えば、同一の設備で種々のモデルが製造でき、品種の切り替えが簡易な方が望ましい。
【0008】
歯ブラシに対する植毛方法の主な要素技術として以下のものを挙げることができる。
[植毛方法の主な要素技術]
(1) 毛束角度が自由に設定できること(傾斜植毛)。
(2) 毛束の先端の形状が任意に設計できること。
(3) 植毛基部が薄くできること。
(4) 植毛孔付近のバリのないこと。
(5) 設備が小型かつ品種切替も容易である。
【0009】
本発明は平線を使用せず、上記の要素技術を満足する歯ブラシを製造しようとするものである。
【0010】
平線を使用しない歯ブラシにおいて、傾斜植毛を行なう技術は充分完成されているとは言えない。例えば、WO99/23910A1、WO01/13762A1、WO01/14117A1には傾斜した毛束を有する歯ブラシが開示されている。その製造方法は従来技術記載のタイプIの方法である。即ち、毛束を毛束挿入孔に挿入後、毛束基部側に歯ブラシ本体部分を形成するキャビティを形成する金型部材と組み合わせた後、キャビティにプラスチック材料を注入するものである。この方法において毛束挿入孔からの注入プラスチック材料のもれの発生を抑えるには、i)毛束挿入孔への用毛の充填密度を上げる、ii)毛束挿入孔を塞ぐ方法がある。製造する歯ブラシの植毛基部は使用する際には露出部分になるので、上記ii)の方法は適用しにくい。従って上記i)の方法を行なうことになるが、予め切断した用毛を使用する場合には毛束挿入孔に高密度に毛束を挿入することは困難である。
【0011】
特開平9-182632には、植毛する毛束を毛束挿入用貫通孔に一旦保持した後、一次成形ハンドル部の毛束挿入孔に挿入する方法が開示されている。この際用毛押出ピンによりテーパー孔を介して毛束挿入孔に挿入する。この方法では全毛束を一括して挿入しており、植毛された毛束も植毛基部に対して傾斜していない。従って、毛束挿入孔に高密度に毛束を挿入することについては充分な対策を取っていない。また、毛束角度を自由に設定したり、毛束先端形状を任意に設計するという本発明の目的にも適していない。
【0012】
USP4693519やUSP4255224には切断した用毛ストックから用毛をスリーブにピックアップして毛束挿入孔に植毛する方法が開示されている。これらの発明においては、毛束を斜めに植毛することが開示されている。しかし、この方法では、ピックアップする用毛の本数がばらつき易く、用毛の充填密度を上げることも困難である。そのため、植毛毛束挿入孔に隙間ができ易く、バリ発生の要因は解消していない。またこの方法では毛束の先端の形状を任意に整形することは述べられていない。
【0013】
一方、毛束挿入孔に一定且つ高密度に用毛の本数をピックアップするには、リールから挿入することが周知である。特開平7-194433にはリールから用毛を供給し適当な長さに切断後し、毛束の充填密度を上げ且つ毛束先端を整形する方法が開示されている。即ち、圧縮装置を用い段階的に圧縮を行ない、毛束の先端も圧縮と同時に中央部が突出するように整形するものである。この方法では圧縮装置が必須であり設備構成も煩雑になる。また整形する毛束の先端形状にも限界がある。この方法を斜め植毛に適用することは可能ではあるが、斜め方向に用毛を供給するリールを配置する必要がある。そのためリール同志又は用毛の経路の接触や交差の問題から植毛の方向(傾斜の方向)が制限される。
【0014】
本発明の課題は、従来技術に記載した平線を用いない植毛方法のタイプI及びタイプIIにおいて、簡素な装置構成により、毛束の植毛角度を自由に設定し、かつ毛束を高密度で毛束挿入孔に挿入して植毛孔付近におけるバリの発生をなくすことにある。
【0015】
本発明の他の課題は、毛束の先端の形状を任意に整形することにある。
【0016】
【課題を解決するための手段】
請求項1の発明は、用毛の毛束を毛束挿入孔に挿入し、樹脂材料に植設するに際し、
毛束挿入孔の断面形状や断面積に対応した個別のスリーブを用意し、該スリーブに用毛を導入し、該スリーブ内の毛束を押出手段にて対応する毛束挿入孔のそれぞれに個別に挿入するブラシの製造方法であって、断面形態の異なった毛束挿入孔に移行するときには、使用スリーブを切り替え、更に、毛束の先端形状を整形する整形孔を、金型に備えた毛束挿入孔又は毛束保持治具に備えた毛束挿入孔の先端に設け、押出手段の先端に設けた整形端にてスリーブ内の毛束をそれらの毛束挿入孔に挿入する際、同時に上記整形孔により毛束の先端を立体的に整形するようにしたものである。
【0017】
請求項9の発明は、用毛の毛束を毛束挿入孔に挿入し、樹脂材料に植設するに際し、毛束挿入孔の断面形状や断面積に対応して個別に用意され、用毛を導入するスリーブと、スリーブ内の毛束を対応する毛束挿入孔のそれぞれに個別に挿入する押出手段とを有してなるブラシの製造装置であって、断面形態の異なった毛束挿入孔に移行するときには、使用スリーブを切り替え可能にし、更に、毛束の先端形状を整形する整形孔を、金型に備えた毛束挿入孔又は毛束保持治具に備えた毛束挿入孔の先端に設け、押出手段の先端に設けた整形端にてスリーブ内の毛束をそれらの毛束挿入孔に挿入する際、同時に上記整形孔により毛束の先端を立体的に整形可能とするようにしたものである。
【0018】
尚、本明細書でスリーブの孔軸、毛束挿入孔の孔軸、植毛孔の孔軸のそれぞれにおいて用いる「孔軸」の文言は、それらの孔に用毛を保持させた際の用毛の長さ方向に沿う方向を意味する。また、本明細書で毛束挿入孔の断面形状、スリーブの孔断面、毛束挿入孔の断面積のそれぞれにおいて用いる「孔の断面」の文言は、それらの孔に用毛を保持させた際の用毛の長さ方向に垂直をなす面による断面を意味する。
【0019】
【発明の実施の形態】
歯ブラシ製造装置10は、用毛1の毛束2を基板3の植毛孔4に挿入後、基板3の背面に樹脂5を充填し歯ブラシ6を製造するものである。歯ブラシ製造装置10は、基板成形機、基板搬送装置、毛束挿入装置、毛束基部溶融装置、基板背面充填成形機を有して構成される。
【0020】
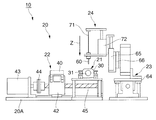
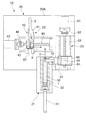
歯ブラシ製造装置10のうち、毛束挿入装置20は、図1〜図3に示す如く構成され、架台20Aに、用毛供給装置21、毛束保持治具・保持・移動装置22、スリーブ・保持・移動装置23、毛束押出装置24を有し、以下の如く動作する。
【0021】
(用毛供給装置21)
用毛供給装置21は、切断された用毛1を収容するスタック30を有する。スタック30は、加圧装置31により加圧され、ガイド32の内部にて一定密度に圧密される。これにより、後述するスリーブ60による植設密度を安定し、毛束基部の溶融プレス時の用毛乱れや基板3の背面充填時の毛束挿入孔の隙間からの樹脂漏れ(バリ)をなくす。
【0022】
(毛束保持治具・保持・移動装置22)
毛束保持治具・保持・移動装置22は、基板3を位置決め固定した毛束保持治具40を保持する保持装置41を有し、この保持装置41を搬送台42に備える。毛束保持治具・保持・移動装置22は、サーボモータ43の回転力をカップリング44からボールねじ装置45を介して搬送台42に伝え、搬送台42をガイドレールに沿う水平方向のX方向に移動可能とする。図2は、毛束保持治具40を保持装置41に挿入した時点を示し、毛束保持治具40は毛束植設のためにX方向に移動される。
【0023】
毛束保持治具40(図3(A))は、上段分割体51、中段分割体52、下段分割体53、ばね54を有する。上段分割体51は基板3を位置決め保持する凹部(又は凸部)51Aと、基板3の植毛孔4に対応する毛束挿入孔55(55A)を有する。中段分割体52は上段分割体51の毛束挿入孔55(55A)に連なる毛束挿入孔55(55B)を有する。毛束挿入孔55Bは後に詳述する整形孔56を備える。
【0024】
毛束保持治具40が搬送台42に固定されると、スライド駆動機構部57が中段分割体52を毛束挿入孔55の孔軸交差方向にスライドさせ、上段分割体51の毛束挿入孔55Aと中段分割体52の毛束挿入孔55Bの孔軸を合せる。毛束保持治具40の毛束挿入孔55(55A、55B)に毛束2が挿入されると、スライド駆動機構部が解除し、ばね54が中段分割体52を原位置にスライドして毛束2を固定し、その後の搬送、溶融プレス、背面充填の各工程で毛束2を保持する。
【0025】
(スリーブ・保持・移動装置23)
スリーブ・保持・移動装置23は、スリーブ60を保持し、水平方向のY方向と、鉛直方向のZ方向に移動する。サーボモータ61の回転力をカップリング62からロールねじ装置63を介して横行台64に伝え、横行台64をガイドレールに沿うY方向に移動する。横行台64はスリーブ60を保持する昇降装置65を搭載し、昇降装置65はZ方向に移動し、このZ方向の移動により、スリーブ60による毛束の取出し、基板3への植設のための基板3への接近移動を行なう。尚、スリーブ60を支持する機構間にスリーブ旋回装置66を備えれば、スリーブ60の角度制御を行なえる。図2はスリーブ60で毛束を取出す時点を示しており、スリーブ60は基板3への毛束の植設のためにY方向に移動される。
【0026】
(毛束押出し装置24)
毛束押出し装置24は、昇降装置65に押出ピン71の駆動装置72を搭載している。押出ピン71は、スリーブ60内の毛束2を基板3の植毛孔4へ押出し可能とする。押出ピン71は後述する整形端73を備える。
【0027】
従って、毛束挿入装置20にあっては以下の特徴的構成を備える。
▲1▼毛束保持治具40に基板3を保持すること。
【0028】
▲2▼切断した用毛1をストックするスタック30内の用毛1をZ方向に移動するスリーブ60により取出すこと。
【0029】
▲3▼スリーブ60内の毛束を基板3に植設する際に、基板3とスリーブ60をX方向とY方向で位置決めするための毛束保持治具・保持・移動装置22とスリーブ・保持・移動装置23を有すること。
【0030】
▲4▼押出ピン71によりスリーブ60内の用毛を基板3と毛束保持治具40に植設すること。
【0031】
▲5▼毛束保持治具40への用毛挿入時に毛束挿入孔55に先端に設けられた整形孔55と、押出ピン71の先端に設けられた整形端73を使い、毛束挿入と同時に効率良く、毛束2の先端部の立体的形状を整形すること。先端部の立体的形状の整形を施す毛束は、全部の毛束であっても良く、一部の毛束であっても良い。
【0032】
▲6▼基板3と毛束保持治具40への全ての植設を連続して行なうこと。
【0033】
▲7▼毛束保持治具40への植設後、上段分割体51と中段分割体52のスライドにより毛束2をスライド保持し、毛束保持治具40を取外した後工程での用毛の乱れを防止すること。
【0034】
尚、毛束挿入装置20は以下の変形を採用できる。
▲1▼基板3(毛束保持治具40)を固定し、スリーブ60にXYZの3軸移動機構を設ける。
【0035】
▲2▼各駆動機構はサーボモータ、エア・リニアモータ、モータとラックギヤの組合せ、カム機構等を採用できる。
【0036】
▲3▼スリーブ60が交換可能な装置(装置の外に個別に配置した各スリーブ60を交換装置にて交換する方式、又は複数のスリーブ60を備え、それらのスリーブ60を毛束挿入時に選択して切替える方式等)を採用できる。
【0037】
▲4▼毛束2の先端整形は、毛束の基部を立体的に整形する他に、毛束に対し、一律直角方向に整形したり、一律斜め方向に整形することも含む。
【0038】
▲5▼スタック30の加圧装置31はエア駆動による他、物理的荷重をかける方式、又は各種ギヤにより用毛を押出す方式等を採用できる。
【0039】
▲6▼毛束保持治具40の上段分割体51、下段分割体52のスライド機構は2分割以外に3分割以上でも良い。
【0040】
▲7▼基板3を用いず、後述する如く、基板の植毛孔と同様な形状やテーパ状を有する植毛孔を有する毛束挿入のためのガイドプレート(100)を用いることにより、金型(キャビティ)の一部に毛束を効率良く植設できる。
【0041】
以下、歯ブラシ製造装置10による歯ブラシの製造手順について説明する。
[1]スリーブに毛束を導入する工程(図4)
▲1▼歯ブラシの性能を満たす樹脂、例えばナイロン等のポリアミド、ポリブチレンテレフタレートのようなポリエステル等からなる切断済の用毛1をスタック30に充満する。
【0042】
▲2▼用毛1を一定量保持するためのスリーブ60をスタック30に突刺し挿入し、該スリーブ60に定量の用毛束2を導入して取出す(図4)。
【0043】
▲3▼毛束保持治具40に備えた複数の毛束挿入孔55の断面形状や断面積に対応した個別のスリーブ60が用意されている。
【0044】
▲4▼スリーブ60をスタック30に挿入したときのスリーブ60に作用する抵抗を軽減し、また用毛1の折れ曲がりを防止するため、スリーブ60は先端部の肉厚を薄くし、根元側の肉厚を強度確保のために所定の厚肉にする。
【0045】
具体的には、歯ブラシの用毛では、スリーブ60の先端部の肉厚を0.1mm〜0.3mm程度とし、根元側を0.3mm〜0.8mmとすることが挿入性、耐久性の両立の面から好ましい。スリーブ60の先端面のエッジ部外周はR0.1mm〜R0.2mm程度の丸めや、面取りを行なうことで、更に挿入性を向上できる。スリーブ60の内外面に各種コーティング(例えばポリテトラフルオロエチレン等)を施せば、スリーブ60の滑り性が向上し、挿入し易い。スリーブ60の材質については、スリーブ60の加工性、耐久性等を考慮し、各種選択が行なえる(尚、焼き入れ処理をした、高い硬度の材質は、先端の耐久性が高くなる)。
【0046】
スリーブ60の先端面は、スタック30への挿入時の抵抗軽減、及び斜め植設時の対応を良好にするために、斜めカット状にすることも有効である。
【0047】
[2]毛束挿入準備工程(図5)
▲1▼基板3は、歯ブラシとしての一般特性を満たす樹脂、例えばポリプロピレン等を基板成形機で射出成形されたものである(図5)。基板3はヘッド部3Aと握り部3Bを一体に備えた例であり、ヘッド部3Aの背面の凹部に開口する多数の植毛孔4を備える。植毛孔4は基板3の背面側にテーパ状の導入口4Aを備える。
【0048】
▲2▼基板3は毛束保持治具40の凹部51Aに位置決め保持され、基板3の植毛孔4と毛束保持治具40の毛束挿入孔55とが連通状態になる。毛束保持治具40の毛束挿入孔55は、基板3の植設面3Cに対し直交する他、斜交するものでも良い。斜交するものは毛束のうちの一部であっても良く、全部であっても良い。
【0049】
▲3▼毛束2を保持したスリーブ60に押出ピン71を挿入し、植毛準備状態とする。尚、スリーブ60の根元側を負圧吸引すれば、毛束2を確実に保持し、搬送過程での毛束2の落下を防止できる。
【0050】
[3]毛束挿入工程(図6〜図8)
▲1▼スリーブ60内の毛束2を押出ピン71にて対応する基板3の植毛孔4、毛束保持治具40の毛束挿入孔55に挿入する。このとき、基板3の植毛孔4に設けたテーパ状導入口4Aは、基板3とスリーブ60との位置の誤差を吸収し、毛束2の植毛孔4への進入の案内を果たすように、スリーブ60内の毛束2を導入口4Aのテーパで絞込み、毛束保持治具40の毛束挿入孔55に高密度で植毛可能とする。毛束2の植毛密度が高いほう、即ち、毛束2の用毛の本数が多いほうが樹脂5の背面充填時に毛束挿入口の隙間からの樹脂5の漏れを原因とするバリの発生を抑える効果が高くなる。しかし、毛束2の用毛の数が多すぎると毛束2の挿入が困難になったり、毛束2の挿入時の乱れの原因になる。
【0051】
▲2▼基板3の好ましい寸法設定としては、図5(B)に示す如く、基板3の肉厚a2を1mm〜5mm、植毛孔4の有効孔部の長さa1を0.5mm〜2mm、導入口4Aのテーパ角a3を20度〜120度とするとともに、植毛孔4の孔径b1に対するスリーブ60の孔径b2の比b2/b1を、80〜130%とし、毛束2の挿入性、外観性、樹脂5の背面充填時のバリの状況により、より良い寸法を選択する。また、基板3の植毛孔4の孔径に対し、毛束保持治具40の毛束挿入孔55の孔径については、同一径が基本であるが、毛束2の挿入性を考慮し、毛束挿入孔55の孔径の方を毛束2の径よりも0.05mm〜0.2mm程度大きく設定することが好ましい。
【0052】
▲3▼スリーブ60を基板3の植毛孔4、毛束保持治具40の毛束挿入孔55の断面形状や断面積に対応して個別に用意してあるから、断面形態の異なった植毛孔4、毛束挿入孔55に移行するときには、使用スリーブ60を切り替える(図6)。スリーブ60に切断した毛束2を順次植毛するものであり、孔軸方向の異なる複数の毛束挿入孔55に植毛するときに、スリーブ60同士の干渉がなく、任意の孔軸方向の斜め孔55に植毛できる(図7)(スプール用毛や切断済用毛を一括して植毛する場合(特開平9-182632)、用毛の移動方向や、複数の押出ピンが干渉する斜め方向は不可能である)。
【0053】
▲4▼毛束保持治具40の毛束挿入孔55に毛束2を挿入するとき、同時に、毛束挿入孔55の先端の整形孔56と押出ピン71の整形端73の協働作用で毛束2の先端部を立体的に整形する。
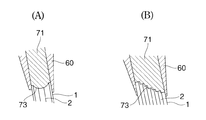
【0054】
押出ピン71のスリーブ60に摺接する外周には直角面を形成し、その内側に丸味面等を形成した整形端73を用いる場合には(図8(A))、スリーブ60と押出ピン71のクリアランスに用毛1が入りかみ込むことを防止できる。特に、用毛1の先端に丸め加工、テーパ加工を施したもので有利になる。
【0055】
押出ピン71の整形端73を階段状にしたもの(図8(B))では、整形端73が個々の用毛1の先端と同じ方向の押し当て面を有し、用毛1をスリーブ60内で長手方向に精度良く移動させ、押し込み時の用毛1の乱れを防止できる。先端が斜めの毛束2、挿入方向が斜めの毛束2に対し有利である。
【0056】
毛束保持治具40の毛束挿入孔55の整形孔56(図7)は、中段分割体55Bの分割面の近傍に設けることが好ましい。分割体55Bの分割面に近いため、加工するエンドミル(刃物)の負荷が少なく、精度良く加工できる。
【0057】
▲5▼毛束保持治具40は金属材料で構成する他、樹脂材料で構成することもできる。特に、ポリテトラフルオロエチレン等で構成する場合は滑り性が良く、挿入性が向上する。尚、滑り性、耐久性の双方を考慮し、金属材料にポリテトラフルオロエチレン等のコーティングを行なうことも有効である。
【0058】
[4]毛束スライド保持工程(図9)
▲1▼毛束保持治具40の毛束挿入孔55への毛束2への挿入が完了したとき(図9)、毛束保持治具40の中段分割体52を上段分割体51に対し毛束挿入孔55の孔軸に交差する方向にスライドさせ、毛束2を保持する。毛束保持治具40は、上段分割体51と中段分割体52の2分割でなく、3分割以上とすることにより、毛束2の保持効果を向上できる。該スライドにおいて上段分割体51、中段分割体52の相対的移動距離は、0.1mm〜1mm程度で毛束保持の状態により移動量を選択する。
【0059】
▲2▼毛束保持治具40における上述▲1▼による毛束2の保持は、搬送工程での用毛の乱れ(浮き上がり、ねじれ)防止、用毛基部を溶融プレスするときの毛のねじれ防止(特に超音波振動による溶融プレスの場合は、振動にて、用毛が浮き上がり、ねじれ易い)、樹脂5の背面充填時において(図11(B))樹脂圧力を受けたときの用毛のねじれ防止に寄与する。
【0060】
[5]毛束基部溶融工程(図10)
▲1▼基板3の植毛孔4に挿入した毛束2の基部を溶融し、抜け防止を図る。
【0061】
基板保持治具40に据付けられている基板3の植毛孔4から出ている毛束2の基部端面を毛束基部溶融装置80の加熱体81で溶融プレスし、各毛束2の基部端面を一体化するとともに、基板3の植毛孔4を塞ぐ帯状のプレス面2Aを形成する(図10(B))。基板3の孔4に対し、毛束基部を溶融後にプレスして密着させること、及び植毛孔4を塞ぐ帯状のプレス面2Aを形成することにより、背面充填時(図11(B))の樹脂5が植毛孔4と毛束2の間からはみ出すこと(バリ)を防止できる(金型に毛束をインサートする方式に比べ、基板を有する方式の方が、バリ防止に有利になる)。
【0062】
▲2▼加熱体81は、電熱ヒータや熱風、レーザ、超音波振動に誘電加熱等がある。加熱体81による毛束基部の好ましい溶融工程は、毛束基部を加熱体81で加熱した後、溶融接着及びプレスの後、冷却を行なう。図10及び図16では超音波振動(ウエルダー)を加熱体81とした場合であるが、加熱体とプレス体が同一であり、プレスした後、冷却後に毛束基部から離れるので、溶融樹脂が糸を引かない。その結果、溶融樹脂は超音波ウエルダーにほとんど付着することがなく、樹脂がこげ等の変色し、歯ブラシに透明ブリッスルが使われているときの商品価値の低下を防ぐことができるので好ましい。加熱体81にインパルス溶着機を用いた場合も、図10、図16と同様な構成となり好ましいが、上述の電熱ヒータ、熱風、レーザ、超音波振動、誘電加熱等は適宜、併用して使用できる。
【0063】
尚、加熱体81が超音波振動によるものでは、その振動による用毛1の乱れやねじれを生じ易いが、毛束2をスライド保持する前述[4]の機構を用いると、前記用毛1の乱れやねじれを抑えることができるので好ましい。
【0064】
▲3▼毛束保持治具40において、上段分割体51と中段分割体52で毛束挿入孔55(55A、55B)を形成する部分のエッジは、図9(B)に示す如く、丸味又は面取りを付与し、超音波振動がこのエッジに集中して用毛1が溶融接着することを防止する。R0.2mm以上の丸味又は同程度以上の面取りが好ましい。
【0065】
[6]基板の背面充填工程(図11)
▲1▼基板3に植設された毛束2の基部端面を毛束基部溶融装置80で溶融せしめた後、毛束保持治具40を基板背面充填成形機90に挿入する。毛束保持治具40は、挿入機91により成形機90の位置決め部92に挿入される。
【0066】
▲2▼成形機90は、金型93を基板3の背面に密着し、基板3の背面の凹部に樹脂を射出成形する。金型93は、基板3の背面側にだけ設ければ良く、金型コストを低減でき、メンテナンス性も良い。
【0067】
▲3▼基板3の背面に充填する樹脂5としては、基板3と同じ材料(例えばポリプロピレン)を用いることが主であるが、例えば、同じポリプロピレンでも基板3と樹脂5の物性を変え、成形性や品質の向上を図ることができる。具体的には、基板3に対して剛性や耐衝撃性の高いポリプロピレンのホモポリマーやブロックコポリマーを用いて強度を確保し、背面充填用の樹脂5としては流動性の良いポリプロピレンのランダム共重合体を用いて基板3の植毛孔4からの樹脂漏れの防止を図る等の方法がある。
【0068】
また、樹脂5として、基板3と異なる材料(例えばエラストマー)を用いることで、歯ブラシとしての弾力性や色を含めた外観に特色のあるものを製造できる。
【0069】
[7]毛束挿入の他の例(図12)
▲1▼基板3の複数の異なる方向の植毛孔4に対する毛束2の植毛に際しては、スリーブ60の孔軸方向を各植毛孔4の孔軸方向に合せるように同一角度にし、毛束2を挿入することが最も好ましい形態である。
【0070】
▲2▼しかしながら、スリーブ60を個別の角度に対応するためには、毛束挿入装置20(図1、図2)においてスリーブ60を任意の角度に駆動可能とするための、サーボモータや複数のギヤ等の装置とその制御回路が必要となり、装置構成が複雑化すると共に、装置重量が増加し、一連の動作速度を高速化できない。これを解決するため、検討の結果以下を採用できる。
【0071】
▲3▼基板3の植毛孔4に設けたテーパ状の導入口4A([3]の寸法設定)を用いて毛束2を挿入することにより、複数の異なる角度方向の植毛孔4に対し、スリーブ60の角度を固定しながら挿入可能になり、個々の植毛孔4の孔軸角度が鉛直方向に対し±30°程度までは挿入できる。以上の方式をとれば、複数の異なる植毛角度の毛束を持つ歯ブラシを効率良く、比較的簡単な装置構成で生産できる。
【0072】
[8]基板の他の例(図13、図14)
▲1▼基板3の形状が植毛孔4を有する部分とその近傍部分からなり、従ってヘッド部3Aだけを有し、握り部3B(図12)を有さない形態(図13)とすれば、毛束保持治具40に基板3を固定して行なう搬送工程や、植毛固定において、装置の小スペース化が図れる。
【0073】
▲2▼ヘッド部3Aだけからなる基板3の形態は植毛部の各部の寸法設定状況によっては、歯ブラシの強度に優位性がある。ヘッド部3Aと握り部3Bがつながった基板3については、基板3と背面充填材5の接着力が弱くなったとき、植毛孔4が背面凹部の樹脂5の端面を介してf−f間で表裏に連続してつながり、折れ易くなる可能性がある(図14(A))。これに対し、ヘッド部3Aだけからなる基板3の場合、植毛孔4がg−g間で表裏に連続してつながらないため、強度的に有利である(図14(B))。
【0074】
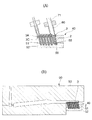
[9]金型に毛束挿入孔を備える例(図15、図16)
基板3を用いず、成形機90(図11)の金型94に設けた毛束挿入孔95に毛束2を挿入し、歯ブラシを製造することもできる。
【0075】
▲1▼金型94に対し、前述の基板3と同形態の毛束挿入のためのガイドプレート100を導入し、押出ピン71がスリーブ60から押出す毛束2をガイドプレート100の植毛孔101を介して金型94の毛束挿入孔95に挿入する。
【0076】
ガイドプレート100は、金属材料にポリテトラフルオロエチレン等をコーティングしたもの等が好ましく、万一スリーブ60がガイドプレート100に接触した場合や、ガイドプレート100が金型94に接触しても、それらの損傷を避けることができる。ガイドプレート100を用いず、金型94の毛束挿入孔95にスリーブ60から直接毛束2を導入しようとするときには、外観上、金型94の毛束挿入孔95に導入テーパを設けることができないため、用毛の挿入を安定的にできない。
【0077】
ガイドプレート100の植毛孔101にテーパ状の導入口を設けることにより、スリーブ60内の毛束2を圧密状態で植毛孔101に導入し、ひいては金型94の毛束挿入孔95に高密度で挿入できる。これにより、金型94と毛束2の間で充填樹脂のはみ出しを防止できる。
【0078】
▲2▼金型94の毛束挿入孔95の先端に整形孔96を設ければ、毛束2の挿入と同時に毛束2の先端部を立体的に整形できる。
【0079】
▲3▼金型94を互いにスライドできる複数の分割体94A、94Bからなるものとすることにより、毛束2を金型94の全ての毛束挿入孔95に挿入した後、それらの分割体94A、94Bを互いにスライドして毛束2を保持でき、ガイドプレート100の取外し時に毛束2が乱れることを防止できる。
【0080】
▲4▼金型94の毛束挿入孔95から突出している毛束2の基部をヒータやホットエア等の加熱体81で加熱して溶融塊2Aを形成する。
【0081】
▲5▼金型94を成形機90の金型93に型合せし、毛束2の基部の溶融塊のまわりに樹脂を一体成形し、毛束2を備えたヘッド部と、これにつながる握り部とからなる歯ブラシを製造できる。
【0082】
歯ブラシ製造装置10による歯ブラシの製造工程では以下の変形を採用できる。
【0083】
▲1▼スリーブは1つだけでなく、2つ以上のスリーブを併用しても良い。例えば、同径の10個の毛束挿入孔に対し、2つの並列スリーブを同時に5回挿入動作させるものでも良い。
【0084】
▲2▼スリーブの孔断面は丸孔以外でも良い。
【0085】
▲3▼スリーブの孔断面は毛束挿入孔に対し近似形状のものでも良い。
【0086】
▲4▼毛束保持治具の孔断面形状は、必ずしも基板の孔断面と同一形状でなくても良い。
【0087】
▲5▼スタック30を複数化し、各スタック30に長さの異なる用毛を備えれば、同一スリーブで毛束の長さの異なるものを植毛できる。
【0088】
▲6▼背面樹脂充填部については、樹脂部材の接着も含まれる。
【0089】
▲7▼切断済用毛のスタック30から毛束を各種の方式で取出し、スリーブの後端から毛束を挿入し、押出ピンにて植毛する方式を採用しても良い。
【0090】
▲8▼スプール用毛を一定量の毛束とし、スプールに挿入し、押出ピンにて植毛する方式(スリーブ挿入前に切断又は挿入後に切断の双方を含む)を採用しても良い。
【0091】
本実施形態によれば以下の作用がある。
(請求項1、9に対応する作用)
(1)毛束挿入孔55毎に対応したスリーブ60を個別に設けているから、各毛束2の断面形状、面積に対応できるし、毛束2の植毛方向(植毛角度)を多様に行なえる。
【0092】
(2)毛束2をスリーブ60でガイドして毛束挿入孔55に挿入するから、毛束挿入孔55に高い充填密度で植毛でき、充填樹脂5の毛束挿入孔55からの洩れによるバリを抑える。
【0093】
(3)個別のスリーブ60から毛束2を押出すことで、特開平9-182632の一括挿入に比べ、毛束2を毛束挿入孔55毎に個々に位置決めし、毛束挿入孔55への挿入時の微調整が可能となって挿入精度が向上し、歯ブラシのように多様な機能が要求される場合に適している。また、切断用毛を用いる場合にはスプール方式に比べ挿入装置を小型化できる。
【0094】
(請求項2、10に対応する作用)
(4)スリーブ60内の毛束2を基板3の植毛孔4を介して毛束挿入孔55に挿入するが、樹脂製の柔らかい基板3であればスリーブ60と植毛孔4の接触が良好になり、毛束2を押出し、充填密度を上げ易い。スリーブ60と基板3が接触したときの破損も少ない。
【0095】
(5)基板3の植毛孔4で充填樹脂5の洩れ(バリ)の発生を抑制できる。
【0096】
(請求項3、11に対応する作用)
(6)基板3の植毛孔4に設けたテーパ状の導入口4Aがスリーブ60から押出される毛束2の挿入ガイドとなるので毛束挿入孔55への充填密度を上げて挿入できる。毛束挿入時の歩留まりも良く、毛束の挿入密度を上げることができ、充填樹脂5の毛束挿入孔からの洩れを一層抑える。
【0097】
(7)歯ブラシに歯垢除去機能や歯間に毛先を到達させるために、毛束2を基板3に斜めに植設させることがあるが、本発明では斜め植毛を容易にする。毛束2の全部又は一部を任意の方向に挿入して植設できる。
【0098】
(8)基板3の背面にテーパ状の導入口4を設け、毛束2の挿入を背面から行なうことで、スプール使用の場合に比して装置構成を簡易にできる。
【0099】
(請求項4、12に対応する作用)
(9)押出ピン71の先端の整形端73と、毛束挿入孔55の整形孔56の協働作用により、毛束2の先端の形状を任意に整形できる。
【0100】
(10)特開平7-194433の双方向のピンで毛束端を整形するものでは、プランジャが必要で装置構成が複雑になるのに対し、本発明では装置構成を簡易にできる。
【0101】
(請求項5に対応する作用)
(11)歯ブラシに清掃機能(歯垢除去機能や歯間に毛先を到達させる等)を付与するには、毛束2を斜めに植設することが行なわれる。本発明では斜め植毛を容易にする。毛束2の全部又は一部を互いに同一方向又は複数の異なる方向に斜めに挿入して植設できる。
【0102】
(12)スリーブ60をコンパクトにしながら、用毛束2が互いに斜めに交差する複雑な植毛形態を形成できる。用毛がスプールから繰り出される方式の場合には用毛が交差するような斜め植毛が困難である。
【0103】
(請求項6、13に対応する作用)
(13)毛束挿入孔55が斜めであっても、スリーブ60からの挿入は一方向から行なえる。植毛孔4に設けたテーパ状の導入口4Aの効果により斜めの毛束挿入孔55にも良好に挿入できる。
【0104】
(14)複数の毛束挿入孔55の孔軸が互いに異なる方向にあるとき、各スリーブ60をそれらの毛束挿入孔55の孔軸方向に位置決めする従来装置では、サーボモータやギヤ等を組合せた複雑な装置になる。また、従来装置では、スリーブを保持する装置重量が重くなり、挿入速度や挿入精度が悪くなる。これに対し、本発明では、孔軸方向が互いに異なる複数の毛束挿入孔55に対し、スリーブ60からの挿入が一方向から行なえるから、装置構成は簡素で高性能である。
【0105】
(請求項7、14に対応する作用)
(15)毛束2を毛束挿入孔55に挿入後に毛束保持治具40にて毛束2を締め付け固定できる。従って、挿入後にスリーブ60、ピン71を外すとき、製造工程で搬送するとき、毛束2の端面を融着処理するとき、毛束2を挿入後に背面に樹脂5を充填するとき、毛束2を確実に保持でき、毛束2の乱れを生じさせない。
【0106】
(請求項8に対応する作用)
(16)基板3がヘッド部3Aのみからなり、握り部3Bを有さないものとすることにより、基板3の搬送性を向上できる。
【0107】
【発明の効果】
以上のように本発明によれば、従来技術に記載の平線を用いない植毛方法のうちのタイプI及びタイプIIにおいて簡素な装置構成により、毛束の植毛角度を自由に設定し、かつ毛束を高密度で毛束挿入孔に挿入して植毛孔付近におけるバリの発生をなくすことができる。
【0108】
また、本発明によれば、毛束の先端の形状を任意に整形することができる。
【図面の簡単な説明】
【図1】図1は歯ブラシ製造装置を示す正面図である。
【図2】図2は図1の平面図である。
【図3】図3は毛束保持治具と握り部を有する基板を示し、(A)は毛束保持治具を示す断面図、(B)は(A)の平面図、(C)は基板を示す平面図である。
【図4】図4は毛束を取出す工程を示し、(A)はスタックとスリーブを示す断面図、(B)はスリーブと押出ピンを示す斜視図である。
【図5】図5は毛束の挿入準備工程を示し、(A)は基板を毛束保持治具にセットした状態を示す断面図、(B)は基板の植毛孔を示す断面図、(C)は基板を示す斜視図である。
【図6】図6は毛束挿入工程を示し、(A)は小径スリーブによる毛束挿入状態を示す断面図、(B)は大径スリーブによる毛束挿入状態を示す断面図である。
【図7】図7は複数の孔軸方向の異なる毛束挿入孔への毛束挿入状態を示す断面図である。
【図8】図8は毛束の先端整形工程を示し、(A)は丸め状整形例を示す断面図、(B)は階段状整形例を示す断面図である。
【図9】図9は毛束の挿入完了状態を示し、(A)は全体断面図、(B)は要部断面図である。
【図10】図10は毛束の基部溶融工程を示し、(A)は全体断面図、(B)は要部断面図である。
【図11】図11は基板の背面充填工程を示し、(A)は毛束保持治具の挿入状態を示す断面図、(B)は充填状態を示す断面図である。
【図12】図12は複数の孔軸方向の異なる毛束挿入孔への毛束挿入状態の他の例を示す断面図である。
【図13】図13は握り部を有しない基板を示し、(A)は毛束挿入状態を示す断面図、(B)は基板の背面充填状態を示す断面図である。
【図14】図14は基板の折れ強度を示し、(A)は握り部を有する基板の例を示す断面図、(B)は握り部を有さない基板の例を示す断面図である。
【図15】図15は金型に毛束挿入孔を有するものを示し、(A)は毛束挿入状態を示す断面図、(B)は毛束挿入完了状態を示す断面図である。
【図16】図16は毛束の基部溶融と金型の樹脂充填工程を示し、(A)は毛束基部溶融状態を示す断面図、(B)は金型の樹脂充填状態を示す断面図である。
【符号の説明】
1 用毛
2 毛束
3 基板
3A ヘッド部
3B 握り部
4 植毛孔
4A 導入口
5 樹脂
6 歯ブラシ
10 歯ブラシ製造装置
40 毛束保持治具
51、52 分割体
55 毛束挿入孔
56 整形孔
60 スリーブ
71 押出ピン(押出手段)
73 整形端
94 金型
94A、94B 分割体
95 毛束挿入孔
96 整形孔
100 ガイドプレート
101 植毛孔
Claims (14)
- 用毛の毛束を毛束挿入孔に挿入し、樹脂材料に植設するに際し、
毛束挿入孔の断面形状や断面積に対応した個別のスリーブを用意し、
該スリーブに用毛を導入し、
該スリーブ内の毛束を押出手段にて対応する毛束挿入孔のそれぞれに個別に挿入するブラシの製造方法であって、
断面形態の異なった毛束挿入孔に移行するときには、使用スリーブを切り替え、
更に、毛束の先端形状を整形する整形孔を、金型に備えた毛束挿入孔又は毛束保持治具に備えた毛束挿入孔の先端に設け、押出手段の先端に設けた整形端にてスリーブ内の毛束をそれらの毛束挿入孔に挿入する際、同時に上記整形孔により毛束の先端を立体的に整形するブラシの製造方法。 - 前記スリーブ内の毛束を基板に予め形成してある植毛孔を介して毛束挿入孔に挿入する請求項1に記載のブラシの製造方法。
- 前記基板の植毛孔にテーパ状の導入口を設け、スリーブの孔面積より小さい孔面積の毛束挿入孔に毛束を挿入する請求項2に記載のブラシの製造方法。
- 前記毛束を樹脂材料の植設面に対し斜めに植設するように、毛束挿入孔に挿入する請求項1〜請求項3のいずれかに記載のブラシの製造方法。
- 前記毛束挿入孔を金型又は毛束保持治具に備え、スリーブの孔軸と毛束挿入孔の孔軸を互いに斜めに交差し、
押出手段にてスリーブ内の毛束を基板又はガイドプレートの植毛孔のテーパ状の導入口からそれらの毛束挿入孔に挿入する請求項1〜請求項4のいずれかに記載のブラシの製造方法。 - 前記基板の植毛孔に設けたテーパ状の導入口を用いて複数の異なる角度方向の植毛孔に対し、前記スリーブの角度を固定しながら毛束を毛束挿入孔に挿入する、請求項3〜請求項5のいずれかに記載のブラシの製造方法。
- 前記毛束挿入孔を金型又は毛束保持治具に備え、それらの金型又は毛束保持治具を毛束挿入孔の孔軸交差方向で分割し、
毛束をそれらの毛束挿入孔に挿入後、それらの金型又は毛束保持治具の分割体を孔軸交差方向にスライドして毛束を固定する請求項1〜請求項6のいずれかに記載のブラシの製造方法。 - 前記基板が植毛孔を有する部分とその近傍部分からなり、握り部を有さない請求項1〜請求項7のいずれかに記載のブラシの製造方法。
- 用毛の毛束を毛束挿入孔に挿入し、樹脂材料に植設するに際し、
毛束挿入孔の断面形状や断面積に対応して個別に用意され、用毛を導入するスリーブと、
スリーブ内の毛束を対応する毛束挿入孔のそれぞれに個別に挿入する押出手段とを有してなるブラシの製造装置であって、
断面形態の異なった毛束挿入孔に移行するときには、使用スリーブを切り替え可能にし、
更に、毛束の先端形状を整形する整形孔を、金型に備えた毛束挿入孔又は毛束保持治具に備えた毛束挿入孔の先端に設け、押出手段の先端に設けた整形端にてスリーブ内の毛束をそれらの毛束挿入孔に挿入する際、同時に上記整形孔により毛束の先端を立体的に整形可能とするブラシの製造装置。 - 前記スリーブ内の毛束を基板に予め形成してある植毛孔を介して毛束挿入孔に挿入可能とする請求項9に記載のブラシの製造装置。
- 前記基板の植毛孔にテーパ状の導入口を設け、スリーブの孔面積より小さい孔面積の毛束挿入孔に毛束を挿入可能とする請求項10に記載のブラシの製造装置。
- 前記毛束挿入孔を金型又は毛束保持治具に備え、スリーブの孔軸と毛束挿入孔の孔軸を互いに斜めに交差し、
押出手段にてスリーブ内の毛束を基板又はガイドプレートの植毛孔のテーパ状の導入口からそれらの毛束挿入孔に挿入可能とする請求項9〜請求項11のいずれかに記載のブラシの製造装置。 - 前記基板の植毛孔に設けたテーパ状の導入口を用いて複数の異なる角度方向の植毛孔に対し、前記スリーブの角度を固定しながら毛束を毛束挿入孔に挿入する、請求項11又は12に記載のブラシの製造装置。
- 前記毛束挿入孔を金型又は毛束保持治具に備え、それらの金型又は毛束保持治具を毛束挿入孔の孔軸交差方向で分割し、
毛束をそれらの毛束挿入孔に挿入後、それらの金型又は毛束保持治具の分割体を孔軸交差方向にスライドして毛束を固定可能とする請求項9〜請求項13のいずれかに記載のブラシの製造装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001228586A JP4132744B2 (ja) | 2000-08-23 | 2001-07-27 | ブラシの製造方法及び装置 |
| EP01956965A EP1312281A4 (en) | 2000-08-23 | 2001-08-20 | METHOD AND DEVICE FOR MANUFACTURING A BRUSH |
| PCT/JP2001/007113 WO2002015743A1 (fr) | 2000-08-23 | 2001-08-20 | Procede et dispositif de fabrication d'une brosse |
| TW090131350A TWI231188B (en) | 2000-08-23 | 2001-12-18 | Manufacturing method and apparatus of brush |
| CN 01138175 CN1202777C (zh) | 2001-07-27 | 2001-12-31 | 刷子的制造方法和装置 |
| US10/370,611 US7281768B2 (en) | 2000-08-23 | 2003-02-24 | Manufacturing method and apparatus of brush |
| HK03104566.3A HK1052281B (zh) | 2001-07-27 | 2003-06-25 | 刷子的制造方法和装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000253178 | 2000-08-23 | ||
| JP2000-253178 | 2000-08-23 | ||
| JP2001228586A JP4132744B2 (ja) | 2000-08-23 | 2001-07-27 | ブラシの製造方法及び装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002136341A JP2002136341A (ja) | 2002-05-14 |
| JP2002136341A5 JP2002136341A5 (ja) | 2008-03-13 |
| JP4132744B2 true JP4132744B2 (ja) | 2008-08-13 |
Family
ID=26598341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001228586A Expired - Lifetime JP4132744B2 (ja) | 2000-08-23 | 2001-07-27 | ブラシの製造方法及び装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7281768B2 (ja) |
| EP (1) | EP1312281A4 (ja) |
| JP (1) | JP4132744B2 (ja) |
| TW (1) | TWI231188B (ja) |
| WO (1) | WO2002015743A1 (ja) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10164336A1 (de) * | 2001-12-28 | 2003-07-17 | Trisa Holding Ag Triengen | Zahnbürste und Verfahren zur Herstellung einer solchen Zahnbürste |
| US8151397B2 (en) * | 2002-08-09 | 2012-04-10 | Colgate-Palmolive Company | Oral care implement having flexibly supported cleaning elements extending in opposite directions |
| US7930792B2 (en) * | 2007-01-19 | 2011-04-26 | Colgate-Palmolive Company | Oral care implement |
| US8806695B2 (en) | 2002-08-09 | 2014-08-19 | Colgate-Palmolive Company | Oral care implement having flexibly supported cleaning elements extending in opposite directions |
| US6931688B2 (en) * | 2002-08-09 | 2005-08-23 | Colgate-Palmolive Company | Toothbrush |
| WO2004049860A1 (en) * | 2002-12-03 | 2004-06-17 | Young-Jun Kwon | Toothbrush having needle-shaped bristle tapered at one end and manufacturing method thereof |
| DE10259723A1 (de) | 2002-12-19 | 2004-07-01 | Trisa Holding Ag | Zahnbürste und Verfahren zu deren Herstellung |
| US7921499B2 (en) | 2004-07-12 | 2011-04-12 | Trisa Holding Ag | Method and device for producing a toothbrush by the two-component or multi-component injection-molding process |
| BE1017018A3 (nl) * | 2006-02-02 | 2007-12-04 | Boucherie Nv G B | Werkwijze voor het vervaardigen van borstels. |
| BE1016974A3 (nl) * | 2006-02-02 | 2007-11-06 | Boucherie Nv G B | Werkwijze voor het vervaardigen van borstels. |
| JP5081551B2 (ja) * | 2007-09-19 | 2012-11-28 | ライオン株式会社 | ブラシの製造装置及び製造方法 |
| US8156599B2 (en) | 2007-10-03 | 2012-04-17 | Colgate-Palmolive Company | Oral care implement having a head insert |
| EP2526815B1 (de) * | 2008-06-07 | 2018-04-18 | Trisa Holding AG | Zahnbürste mit gemischten Borstenbündeln und Verfahren zur Herstellung |
| DE102009013723A1 (de) * | 2009-03-20 | 2010-09-23 | Zahoransky Ag | Verfahren und Vorrichtung zum Herstellen und Bereitstellen von Filamentbündel und Borstenfelder |
| US8308246B2 (en) * | 2010-03-19 | 2012-11-13 | Chung Tae Sang | Method for manufacturing toothbrush and toothbrush manufactured by the method |
| TW201200068A (en) * | 2010-06-29 | 2012-01-01 | Allen & Amp Thomas Cosmetic Accessories Co Ltd | Manufacturing method of brush |
| DE102010025852A1 (de) | 2010-07-02 | 2012-03-29 | Gb Boucherie Nv | Verfahren und Vorrichtung zum Herstellen von Bürsten |
| EP2420157B1 (de) * | 2010-08-18 | 2016-03-30 | Trisa Holding AG | Zahnbürste mit Borstenfeldgestaltung |
| EP2661191B1 (de) * | 2011-01-04 | 2019-06-12 | Trisa Holding AG | Zahnbürste mit gespritzten borsten |
| DE102012008536B4 (de) | 2011-10-06 | 2023-06-15 | Gb Boucherie Nv | Verfahren zum Herstellen von Bürsten sowie Bürste |
| EP2763567B1 (de) * | 2011-10-06 | 2020-04-01 | GB Boucherie NV | Verfahren und vorrichtung zum herstellen von bürsten sowie bürste |
| ES2657903T3 (es) * | 2012-04-27 | 2018-03-07 | Gb Boucherie Nv | Herramienta de moldeo por inyección para porta cerdas para fabricar cepillos |
| US10299577B2 (en) | 2012-07-02 | 2019-05-28 | Trisa Holding Ag | Method for producing brushes, in particular interdental brushes, and brush, in particular interdental brush, and product group comprising a plurality of brushes |
| DE102013008421A1 (de) * | 2013-05-16 | 2014-11-20 | Zahoransky Ag | Formeinsatz für eine Spritzgießform |
| US10674812B2 (en) | 2014-10-23 | 2020-06-09 | Colgate-Palmolive Company | Oral care implement and a method of forming a bristle field for an oral care implement |
| CN107624044B (zh) | 2015-05-14 | 2022-07-01 | 皇家飞利浦有限公司 | 刷头、用于电动牙刷的刷头组件和相关方法 |
| RU2717582C2 (ru) | 2015-05-14 | 2020-03-24 | Конинклейке Филипс Н.В. | Блок головки щетки и способы его изготовления |
| CN107624043B (zh) | 2015-05-14 | 2020-07-10 | 皇家飞利浦有限公司 | 刷头组件及制造方法 |
| EP3294091B1 (en) | 2015-05-14 | 2022-04-06 | Koninklijke Philips N.V. | Brush head assembly |
| JP6087983B2 (ja) * | 2015-05-26 | 2017-03-01 | 合資会社三和歯ブラシ工業所 | 舌ブラシの製造方法 |
| CN105479682B (zh) * | 2016-01-20 | 2018-02-16 | 广东罗曼智能科技股份有限公司 | 一种用于斜刷毛牙刷的模具 |
| DE102016004500A1 (de) * | 2016-04-18 | 2017-10-19 | Zahoransky Ag | Borsteneinheit mit Borstenfeld, Bürste mit Borsteneinheit sowie Vorrichtung und Verfahren zur Herstellung einer Borsteneinheit |
| MX2018012073A (es) | 2016-04-20 | 2019-05-22 | Trisa Holding Ag | Producto para cepillar y metodo para su produccion. |
| JP2020526249A (ja) * | 2017-07-12 | 2020-08-31 | コーニンクレッカ フィリップス エヌ ヴェKoninklijke Philips N.V. | ブラシヘッド製造方法 |
| DE102017125046A1 (de) * | 2017-10-26 | 2019-05-02 | Zahoransky Ag | Verfahren und Vorrichtung zur Herstellung von Borstenfeldern für Bürsten sowie Borstenherstellungsmaschine |
| CN107874453B (zh) * | 2017-12-15 | 2023-07-07 | 扬州市海星数控制刷设备有限公司 | 一种三轴植毛机 |
| US10925384B2 (en) | 2018-04-16 | 2021-02-23 | Colgate-Palmolive Company | Oral care implement |
| EP3753448B1 (en) | 2019-06-21 | 2025-12-10 | The Procter & Gamble Company | Method for producing a toothbrush head |
| EP3753446B1 (en) | 2019-06-21 | 2025-10-22 | The Procter & Gamble Company | Cleaning element carrier and toothbrush head comprising it |
| EP3753447B1 (en) | 2019-06-21 | 2025-12-10 | The Procter & Gamble Company | Method for producing a toothbrush head or a part thereof |
| US11160361B2 (en) | 2019-06-28 | 2021-11-02 | Koninklijke Philips N.V. | Brush head assembly |
| MY210438A (en) * | 2021-03-17 | 2025-09-23 | Fook Yuen Lee | A brush manufacturing machine |
| EP4154761B1 (en) * | 2021-09-27 | 2025-01-15 | Braun GmbH | Head for a personal care device and method of making thereof |
| CN118177472B (zh) * | 2024-05-16 | 2024-09-03 | 广东雪洁日化用品有限公司 | 无铜片牙刷多孔型往复调节包胶植毛一体装置及生产工艺 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2876477A (en) * | 1955-12-08 | 1959-03-10 | George G Stewart | Brush |
| DE2812746C2 (de) * | 1978-03-23 | 1985-05-30 | Friedrich Schlesinger, Maschinenfabrik, 3558 Frankenberg | Maschine zur Herstellung von Bürsten |
| US4348060A (en) * | 1979-07-20 | 1982-09-07 | Tucel Industries, Inc. | Method for making a tufted brush |
| US4635313A (en) | 1983-11-16 | 1987-01-13 | North American Philips Corporation | Brush with self retaining bristles |
| JPS6116725A (ja) | 1984-07-02 | 1986-01-24 | 松下電器産業株式会社 | 電気掃除機 |
| US4619485A (en) * | 1985-03-08 | 1986-10-28 | Tucel Industries, Inc. | Method of manufacturing fused brushes |
| DE59007034D1 (de) | 1989-06-24 | 1994-10-13 | Frisetta Gmbh | Verfahren und Vorrichtung zum Herstellen von Borstenfeldern oder Borstenbündeln. |
| DE4027288C2 (de) | 1990-08-29 | 2001-08-09 | Coronet Werke Gmbh | Vorrichtung zur Erzeugung von Borstenbündeln und Verfahren zur Herstellung von Borstenwaren mittels der Vorrichtung |
| US5224763A (en) * | 1991-12-30 | 1993-07-06 | The Procter & Gamble Company | Method of fastening bristle tufts to bristle carrier |
| EP0567672B1 (en) * | 1992-04-28 | 1995-09-06 | G.B. Boucherie, N.V. | A method of producing toothbrushes |
| JPH0646962A (ja) | 1992-06-05 | 1994-02-22 | Hasegawa Kagaku Kogyo Kk | まな板 |
| US5464275A (en) * | 1992-12-11 | 1995-11-07 | Jason, Inc. | End brush and method of making |
| DE4311186A1 (de) | 1993-04-06 | 1994-10-13 | Schiffer Fa M & C | Verfahren und Vorrichtung zur Herstellung von Bürstenwaren |
| JPH0956475A (ja) * | 1995-08-30 | 1997-03-04 | Lion Corp | ブラシおよびその製造方法 |
| JP3459323B2 (ja) | 1995-12-28 | 2003-10-20 | ライオン株式会社 | ブラシの製造方法およびその装置 |
| DE29823590U1 (de) | 1997-11-12 | 1999-10-07 | Gillette Canada Inc., Kirkland, Quebec | Zahnbürste |
| JP2000175744A (ja) * | 1998-12-21 | 2000-06-27 | Lion Corp | 歯ブラシ |
| DE50002925D1 (de) | 1999-08-23 | 2003-08-21 | Wilkhahn Wilkening & Hahne | Tisch mit verschwenkbarer tischplatte |
| US6352313B1 (en) | 1999-08-25 | 2002-03-05 | Gillette Canada Company' | Brush tufting |
-
2001
- 2001-07-27 JP JP2001228586A patent/JP4132744B2/ja not_active Expired - Lifetime
- 2001-08-20 EP EP01956965A patent/EP1312281A4/en not_active Withdrawn
- 2001-08-20 WO PCT/JP2001/007113 patent/WO2002015743A1/ja not_active Ceased
- 2001-12-18 TW TW090131350A patent/TWI231188B/zh active
-
2003
- 2003-02-24 US US10/370,611 patent/US7281768B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1312281A1 (en) | 2003-05-21 |
| EP1312281A4 (en) | 2009-04-29 |
| WO2002015743A1 (fr) | 2002-02-28 |
| US20030132661A1 (en) | 2003-07-17 |
| TWI231188B (en) | 2005-04-21 |
| JP2002136341A (ja) | 2002-05-14 |
| US7281768B2 (en) | 2007-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4132744B2 (ja) | ブラシの製造方法及び装置 | |
| US11622617B2 (en) | Method for producing brushes, in particular interdental brushes, and brush, in particular interdental brush, and product group comprising a plurality of brushes | |
| CN101111170B (zh) | 牙刷 | |
| JP2618441B2 (ja) | プラスチック製の剛毛製品を製造する方法及び装置 | |
| US6726789B1 (en) | Method and device for the production of brushes | |
| JPH09510642A (ja) | ブラシ製造機及びタフト取り上げ方法 | |
| JPH03215211A (ja) | ブラシ用剛毛域又は刷毛用剛毛束の製法と製造装置 | |
| NZ283358A (en) | Tooth brush injection moulding machine for brush body formed from two different materials | |
| IE64302B1 (en) | Process and apparatus for production of bristle products | |
| JP2012152928A (ja) | 歯間ブラシの成形方法および成形装置 | |
| CN103442616A (zh) | 用于制造刷的方法和装置 | |
| JP3459323B2 (ja) | ブラシの製造方法およびその装置 | |
| JP2003102552A (ja) | 歯ブラシの製造方法 | |
| HK1052281A1 (en) | Method and device for manufacturing brush | |
| JPH1156478A (ja) | ブラシの製造方法 | |
| JP2003169719A (ja) | ブラシ用植毛装置 | |
| JP4173749B2 (ja) | ブラシの製造方法 | |
| JP2003144232A (ja) | 歯ブラシハンドルの製造方法 | |
| JP4059696B2 (ja) | ブラシの製造方法 | |
| JP4159381B2 (ja) | 歯ブラシ | |
| BE1014314A3 (fr) | Machine pour la fabrication de corps de brosse a plusieurs composants ou de brosses. | |
| BE1017014A3 (fr) | Machine pour fabriquer des articles moules par injection. | |
| JP3129329U (ja) | ホルダー付きデンタル用品 | |
| JP2003135154A (ja) | 歯ブラシの製造方法及び歯ブラシ | |
| JP2002051843A (ja) | 歯ブラシハンドルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080130 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080130 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080527 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080602 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4132744 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |