JP4098897B2 - 合成樹脂製塀板用パネルおよびその製造方法 - Google Patents
合成樹脂製塀板用パネルおよびその製造方法 Download PDFInfo
- Publication number
- JP4098897B2 JP4098897B2 JP27176798A JP27176798A JP4098897B2 JP 4098897 B2 JP4098897 B2 JP 4098897B2 JP 27176798 A JP27176798 A JP 27176798A JP 27176798 A JP27176798 A JP 27176798A JP 4098897 B2 JP4098897 B2 JP 4098897B2
- Authority
- JP
- Japan
- Prior art keywords
- synthetic resin
- dimensional pattern
- panel
- flat
- joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Fencing (AREA)
Description
【発明の属する技術分野】
この発明は、庭園の塀や垣根に用いられる、合成樹脂製の塀板用パネルおよびその製造方法に関する。
【0002】
【従来の技術】
従来、和風の庭園等には、天然竹の割竹を使い、これを複数本の柱と胴縁による枠組みに、縦に多数並列して取付け、前記胴縁と割竹と同材の押え縁との間に縦に多数並列状に挟み、棕縄等により固定した竹垣が、塀や垣根に古くから賞用されてきた。
【0003】
ところが、天然竹を使った塀や垣根は、雅趣なおもむきを与える反面、その製作には高度の熟練と手間を要しするだけでなく、太陽光、風雨、気温変化等の自然環境に晒されて、変色し、腐食して朽ち、耐久性に劣るというという欠点がある。そして、最近ではむしろコスト的にも高くつくものとなっている。
【0004】
近年、上記のような天然竹による欠点を解消するために、合成樹脂を用いて、天然竹の風合を外観的に取入れるべく形状と色彩を模し、割竹を多数連接し一体化した外観に仕上げ、塀や垣根としての作業を簡単にし、しかも耐久性に富むパネル体としたものが知られている。例えば、特許第2527146号公報(公知例1)には、天然竹の色彩を有する合成樹脂製の断面円弧状の細長い割竹形状の割竹部を幅方向に多数連接してパネル状本体を形成するとともに、前記パネル状本体の側端の一方または両方に該側端に沿って該パネル本体の厚み幅の凹溝部を設けかつ該凹溝部の外側には接続部を一体に張設した合成樹脂製竹パネルが開示されており、また特開昭63−161273号公報(公知例2)には、前記公知例1の合成樹脂製竹パネルと同様のパネルとともに、天然竹の色彩に着色せしめた合成樹脂製にて表裏両面対向状の細長い割竹形状に形成せしめた割竹部を短手方向に連続形成せしめたパネル体が開示されている。
【0005】
ところが、前記公知例1のパネルは、パネル同士を連結する際に、他のパネルの側端を前記凹溝部に収容載置するだけで連結できるから、パネル同士の連結が簡単容易にかつ確実に行えしかも継ぎ目がほとんど目立たず外観美麗であるという利点はあるものの、パネルはそれ自体が片面用に構成されているものであり、これを両面の塀や垣根として用いる場合には、柱間の胴縁に両側面から個々のパネルを棕縄や釘によって取付けを行わねばならず、塀や垣根の現場施工は決して簡単容易とはいえない。
【0006】
また、前記公知例2のパネルは、その両側端に互いに雌雄嵌合する凸部と凹溝を形成するかまたは対向する突片を設けて連結できるから、パネル同士の連結が簡単容易にかつ確実に行えしかも継ぎ目がほとんど目立たず外観美麗である点で前記公知例1と同様の利点を有し、しかもパネルの両面に割竹形状が形成されている点では前記公知例1に比べて現場施工がやや簡単になるといえる。しかしながら、まだ現場施工が簡単容易というには不十分であり、その上パネル自体は両面が断面円弧状に膨出した部分と谷状部分との連続形状を有するものであり、かつ中実体であるから、パネルの強度を確保する上で厚さを縮小するにも限度があり必然的に重量の大きいものとなり、材料コストも高いものとなるという欠点がある。
【0007】
【発明が解決しようとする課題】
この発明は、かかる従来の欠点を解決して、この種合成樹脂製の塀板用パネルの連結を簡単容易に行え、かつ確実にして強固に施工することができ、しかも顕著な立体感を呈し、外観品質に優れた構造の合成樹脂製塀板用パネルとその製造方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
すなわち、この発明の第1の発明は、表裏両層に複数の割竹様凸条よりなる立体模様部を並列状に形成し外周端縁を接合した熱可塑性合成樹脂製の中空成形体であって、隣接する前記立体模様部を互いに一定幅の帯状平坦部を介して形成し、かつ表裏両層を左右方向に前記立体模様部の1列分を、上下方向に所定幅分を夫々合じゃくり状にずらし、ずらし出された各縁部の前記立体模様部の対応層には平坦な継手部を形成するとともに、前記各帯状平坦部の少なくとも1部において表裏両層を接合した補強部を形成することによって、中空成形体内の空間を実質的に連通状態としたことを特徴とする合成樹脂製塀板用パネルを要旨とする。
【0009】
また、この発明の第2の発明は、請求項1の合成樹脂製塀板用パネルを製造するための製造方法であって、割竹様の凸状の前記立体模様部と、隣接する該立体模様部間の前記帯状平坦部と、合じゃくり状にずらし出された各縁部の平坦継手部との各部分に対応するキャビティーを有し、前記各キャビティーの外周縁にはシート挟着部を、また前記各キャビティーの内面と前記シート挟着部には微細な多数の空気吸引孔と、さらに前記平坦継手部に対応するキャビティーの各平坦部には進退自在な少なくとも1個以上の加圧空気導入ノズルとが設置されており、さらにまた前記各帯状平坦部の少なくとも1部において表裏両層を接合するための隆起部が形成された左右一対の金型を用い、該金型間に熱可塑性合成樹脂を可塑化した円筒状のパリソンを両金型の面方向に偏平化させて垂下させ、両金型を閉じながら前記空気吸引孔から負圧吸引しつつ前記熱可塑性合成樹脂の表裏両層を前記シート挟着部で挟着して接合するとともに、両金型のキャビティーに吸着させながら、前記加圧空気導入ノズルを前記熱可塑性合成樹脂の両層間に侵入させて加圧空気を導入し、キャビティーの前記隆起部では前記熱可塑性合成樹脂の両層を接合する以外は、全空間を実質的に連通状態にして中空状としたのち、前記加圧空気導入ノズルを後退させて中空成形体を取出し、前記立体模様部の外周を切除することを特徴とする合成樹脂製塀板用パネルの製造方法を要旨とする。
【0010】
以下、この発明の第1の発明である合成樹脂製塀板用パネルと、第2の発明である前記合成樹脂製塀板用パネルの製造方法を図面にしたがって説明する。
【0011】
まず、第1の発明の合成樹脂製塀板用パネルは、図1および図2で示すとおり、合成樹脂製塀板用パネル(1)において、表層および裏層に複数の割竹様凸条よりなる立体模様部(2)を一定幅(w)の帯状平坦部(3)を介して並列状に形成し、外周端縁を接合することによって中空状とした熱可塑性合成樹脂製の中空成形体から構成する。そして、表裏両層を左右方向に前記立体模様部(2)の1列分を、また上下方向に所定幅分を夫々合じゃくり状にずらし、ずらし出された各縁部の前記立体模様部(2)の対応層(4a)(4b)を平坦状にして継手部(4)を形成し、さらに前記各帯状平坦部(3)の少なくとも1部において表裏両層を接合した補強部(3a)を形成することによって、中空成形体内の空間を実質的に連通状態とする。
【0012】
合成樹脂製塀板用パネル(1)は、外観的には前記の各立体模様部(2)が個々に独立空間を形成された中空成形体のごとくに見えるが、その内部構造は、図3(イ)〜(ハ)で示す各切断部の端面で明らかなように、各立体模様部(2)において、その表裏両面を接合した前記帯状平坦部(3)の補強部(3a)と、中空成形体の外周端縁を除く大部分は、図3(ハ)で示されるように、実質的に連通状態からなる構造からなっている。
【0013】
ここで、前記各立体模様部(2)の間に配置された前記帯状平坦部(3)は、該帯状平坦部(3)の存在によって前記各立体模様部(2)自体の立体間を視覚的に高める作用をし、また前記補強部(3a)は、図3(ロ)で示されるように、前記帯状平坦部(3)の一部で表裏両層を接合した構造としたから、当該パネル(1)全体の剛性を向上する役目を果たす。
【0014】
また、この発明の第1の発明の好ましい実施態様は、図4に示すように、合成樹脂製塀板用パネル(1)のずらし出された各縁部において、左右ないし上下方向に他の合成樹脂製塀板用パネル(1n)を連結するために、該パネル(1n)の継手部(4n)に対応する位置の立体模様部(2)の頂部に、ボルト挿入孔(5a)(5b)を設け、さらに継手部(4)において他の合成樹脂製塀板用パネル(1n)の各ボルト挿入孔(5n)に対応する位置に、板状ナット(6a)(6b)を、前記継手部(4)と面一となるように埋め込んだ状態に装着した構造の合成樹脂製塀板用パネル(1)とする。
【0015】
この場合、合成樹脂製塀板用パネル(1)の前記ボルト挿入孔(5a)(5b)、および板状ナット(6a)(6b)は、いずれも表層に設けられており、裏層には設けられていない。従って、裏層は立体模様部(2)と帯状平坦部(3)とからのみ構成されていることとなり、この層を視覚上の実用面として用いれば、外観的に何等違和感のない、より美麗な視覚を与える。
【0016】
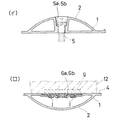
前記のボルト挿入孔(5a)(5b)および板状ナット(6a)(6b)は、後述の製造方法で述べるように、中空成形体の成形と同時に形成するものであり、ボルト挿入孔(5a)(5b)は図5(イ)に示すように立体模様部(2)の頂部から陥没した筒状の形状に形成され、また板状ナット(6a)(6b)は図5(ロ)に示すように平坦な継手部(4)に、板状ナット(6a)(6b)を、その固定用舌片(j)に可塑化状態の合成樹脂が絡み付いた状態で、継手部(4)と面一となるように装着する。なお、(12)は成形時に用いられる金型であり、(g)は該金型の所定位置に装置された板状ナット(6a)(6b)の仮止め用のマグネットである。
【0017】
この発明の合成樹脂製塀板用パネル(1)を実際に施工するときは、図4に示すように、左右あるいは上下に隣接して設置する他の当該パネル(1n)と、双方の平坦な前記継手部(4)及び(4n)とを対向させて、ボルト(5)で連結し、また枠組みの柱に設置するときは、図6に示すように、当該パネル(1)及び(1n)の前記継手部(4)及び(4n)を柱(p)に対向させ、一般に用いられる常法にしたがって連結すればよい。
【0018】
また、この発明の合成樹脂製塀板用パネル(1)では、これを上下に連結する場合に、従来のように柱(p)間のパネル取付け用の胴縁を必要とせず、しかも前記継手部(4)を含む各部分の構造が、いずれの中空成形体とも一様の形状に成形されていから、位置合わせが確実に行える。さらに図6のように、設置された合成樹脂製塀板用パネル(1)の上縁部は、その継手部(4)を、例えば笠木(q)により覆い隠す態様とし、これと対向させて常法にしたがって連結すればよい。
【0019】
なお、この発明においては、第1の発明に関連した上述の好ましい実施態様の他に、変形態様として合成樹脂製塀板用パネル(1)の板状ナット(6a)(6b)を装着する位置に、該板状ナット(6a)(6b)に置き換えて前記ボルト挿入孔(5a)(5b)と同様のボルト挿入孔を、図5(イ)と同様の形態に裏層の立体模様部(2)の頂部にも設けることにして、合成樹脂製塀板用パネル(1)および(1n)を、互いに対応する前記ボルト挿入孔(5a)(5b)に通常のボルトナット形式によりボルトを一方から挿入し他方にナットを対置させてボルト締め(図示省略)することにより、連結する構造のものとすることも可能である。この場合は、前記板状ナット(6a)(6b)を用いる場合より若干外観品質的に劣るものの、前記板状ナット(6a)(6b)のような特殊形状のナットの装着は不要となる。
【0020】
この発明の合成樹脂製塀板用パネル(1)は、それ自体の構造が中空成形体で構成されたものであるから、重量的に軽量であり、しかも前記各帯状平坦部(3)に補強部(3a)が形成されたものであるから剛性が高く、また、中空成形体内の全ての空間を実質的に連通状態とした構造としたから、中空成形体の少なくとも一箇所に外部に通ずる通気孔を設ければ、外気温度の変化に拘らず膨脹収縮による変形は起こらない。この場合の通気孔は、実際には後述の成形方法において示す成形装置の加圧空気導入ノズルによってできる挿通孔をそのまま利用することができる。
【0021】
この発明の合成樹脂製塀板用パネル(1)に用いられる合成樹脂としては、例えばAES樹脂(アクリルニトリル−エチレンプロピレンゴム−スチレン共重合体)、PVC系樹脂(ポリ塩化ビニルまたはポリ塩化ビニルを主体とする塩化ビニル系共重合体)、PP樹脂(ポリプロピレン)等の熱可塑性合成樹脂が用いられる。
【0022】
つぎに、この発明の第2の発明の合成樹脂製塀板用パネルの製造方法について説明する。なお、以下に説明する製造方法では、ダイスヘッドから可塑化した熱可塑性合成樹脂を押出装置から円筒状に押出したパリソンを、左右一対の金型の間に垂下させて前記金型を閉じることにより成形する方法を採用するが、このほか本発明の合成樹脂製塀板用パネルの製造方法として、前記パリソンに替えて可塑化した熱可塑性合成樹脂を板状にして一定間隔並列状に押出した2枚の板体を成形する方法も採用することができる。
【0023】
図7および図8において、(11)は上方の押出装置(図示省略)から円筒状に押出し、左右一対の金型(12a)(12b)の間に、該金型の面方向に偏平化させて垂下させた熱可塑性合成樹脂からなる可塑化したパリソンである。
【0024】
前記金型(12a)(12b)には、前記合成樹脂製塀板用パネル(1)の立体模様部(2)と、隣接する該立体模様部間の前記帯状平坦部(3)と、合じゃくり状にずらし出された各縁部の継手部(4)との各部分に対応するキャビティー(13a)(13b)を有し、前記各キャビティー(13a)(13b)の外周縁にはシート挟着部(14a)(14b)を、また前記各キャビティー(13a)(13b)の内面と前記シート挟着部(14a)(14b)には、外部の吸引装置(s)に通じる微細な多数の空気吸引孔(h)と、さらに前記継手部(4)に対応するキャビティー(13a)(13b)の各平坦部(f)には進退自在な少なくとも1個以上の空気加圧装置(図示省略)に通じる加圧空気導入ノズル(15)とが設置されており、さらにまた前記各帯状平坦部(3)の少なくとも1部において表裏両層を接合するための隆起部(m)が形成されている。
【0025】
合成樹脂製塀板用パネル(1)を成形するには、前記金型(12a)(12b)を用い、まず可塑化した円筒状のパリソン(11)を偏平化させて前記金型(12a)(12b)間に垂下させ、図9に示すように、両金型(12a)(12b)を閉じながら、空気吸引孔(h)から負圧吸引しつつ前記熱可塑性合成樹脂の表裏両層を前記シート挟着部(14a)(14b)で挟着して接合し、同時に両金型(12a)(12b)のキャビティー(13a)(13b)に吸着させながら、前記加圧空気導入ノズル(15)を前記熱可塑性合成樹脂の両層間に侵入させて加圧空気を導入し、キャビティーの前記隆起部(m)では前記熱可塑性合成樹脂の表裏両層を接合させて、それ以外の部分では全空間を実質的に連通状態にして中空状とする。
【0026】
しかるのち、中空状の成形体を型内冷却し、前記加圧空気導入ノズル(15)を後退させて中空成形体を取出し、その外周を前記立体模様部(2)に沿って切除することにより、合成樹脂製塀板用パネル(1)を得る。
【0027】
この発明の製造方法において、前記第1の発明の好ましい実施態様である前記合成樹脂製塀板用パネル(1)を成形するには、これらを複数連結するための構造に対して、図5(イ)(ロ)に示すように、ボルト挿入孔(5a)(5b)および板状ナット(6a)(6b)を設けるが、ボルト挿入孔(5a)(5b)に対してはこれに対応する突状片(図示省略)をキャビティー(13a)(13b)のいずれか一方の所定位置に設置して、これにより成形時に同時成形し、また板状ナット(6a)(6b)に対しては、図5(ロ)のように、継手部(4)に対応する前記突条片を設置した側のキャビテイー(13a)または(13b)にマグネット(g)を装置し、これに前記板状ナット(6a)(6b)を仮止めして、成形時に前記板状ナット(6a)(6b)の固定用舌片(j)を可塑化状態の合成樹脂に埋没させて、継手部(4)と面一となるように装着する。
【0028】
なお、通常のボルトナット形式により連結する構造の前記変形態様としての合成樹脂製塀板用パネル(1)を成形するには、前記ボルト挿入孔(5a)(5b)と同様のボルト挿入孔を、図5(イ)と同様の形態で裏層の立体模様部(2)の頂部にも設けるのであるから、裏層の当該ボルト挿入孔に対応する突状片(図示省略)を裏層に対応するキャビティー(13a)(13b)のいずれか他方の所定位置にも設置して成形すればよい。従って、この場合は前記板状ナット(6a)(6b)を装着しないから、前記マグネット(g)の装置は不要となる。
【0029】
また、上記の製造方法において、成形中に熱可塑性合成樹脂の両層間に加圧空気を導入するために、合成樹脂製塀板用パネル(1)の表裏両層の継手部(4)に、加圧空気導入ノズル(15)が貫通した挿通孔(r)ができるが、当該挿通孔(r)は中空成形体内部を外部と連通させるための通気孔として残す。前記挿通孔(r)は、これを通して中空成形体内外の空気が自由に出入することができるから、合成樹脂製塀板用パネル(1)が外気温度の変化により膨脹収縮を起こし変形するのを防止する作用をする。
【0030】
この発明による合成樹脂製塀板用パネル(1)の製造方法は、基本的には通常の成形装置により通常の手順で成形されるものであるが、上記のように熱可塑性合成樹脂を可塑化した円筒状のパリソン(11)を、合成樹脂製塀板用パネル(1)の表裏両層に形成する割竹様の立体模様部(2)と、隣接する該立体模様部間の帯状平坦部(3)と、合じゃくり状にずらし出された各縁部の継手部(4)との各部分に対応するキャビティーを有した一対の金型により中空成形体を成形する工程と、切除する工程のみで、合成樹脂製塀板用パネル(1)を製造することができ、形状が一様なパネルを容易に量産することができる。
【0031】
なお、この発明による製造方法においては、前記金型(12a)(12b)の構造を変更し、合成樹脂製塀板用パネル(1)を複数枚同時に成形できるようにすることもできる。
【0032】
【実施例】
まず、対象とする合成樹脂製塀板用パネルの形状として、図1に示すとおりの外観であって、断面における曲率半径が約26mm、割り幅が45mm、長さ610mmの割竹様凸条よりなる立体模様部(2)を12条と、隣接する前記立体模様部との間に、中間の補強部(3a)に相当する部分では幅約4mm、その他の部分では幅5mmの帯状平坦部(3)を11条とを表層に形成し、裏層には表層と同形状、同数の前記立体模様部(2)と帯状平坦部(3)とを、左方向に前記立体模様部(2)の1列分を、また上方向に30mmを、表裏両層で合じゃくり状にずらし、ずらし出された各縁部の前記立体模様部(2)の裏面となる対応層には平坦な継手部(4)を形成し、さらに前記中間の補強部(3a)に相当する部分では表裏両層を接合した構造を採用した。
【0033】
また、連結用のボルト挿入孔(5a)を、表層右端の立体模様部(2)の頂部に上下端部から夫々70mmの位置に2個、さらにボルト挿入孔(5b)を右端から3条目および左端から2条目の立体模様部(2)の下端から15mmの位置に各1個設けるものとし、さらに表層の前記継手部(4)に他の当該パネルの前記ボルト挿入孔(5a)に対応する位置に、厚さ1.8mm、幅18mm、長さ42mmの鉄板を固定用舌片(j)を板金加工し、中央に雌ネジを形成した板状ナット(6a)(6b)を夫々設けるものとした。
【0034】
つぎに、合成樹脂製塀板用パネルの材料としてAES樹脂を採用し、通常のブロー成形法の押出装置を用いて直径約50cm、厚さ約5mmのパリソン(11)を押出し、図7および図8に示すように、前記の構成の合成樹脂製塀板用パネルにおける、立体模様部(2)、帯状平坦部(3)および継手部(4)に対応するキャビテー(13a)(13b)を有する一対の金型(12a)(12b)を採用し、前記金型(12a)(12b)のいずれか一方に、前記ボルト挿入孔(5a)(5b)に対応する位置に突状片と、前記板状ナット(6a)(6b)を仮止めしたのち、該金型(12a)(12b)間に前記パリソン(11)を偏平化して垂下させ、両金型(12a)(12b)を閉じ、空気吸引孔(h)からの負圧吸引、加圧空気導入ノズル(15)の加圧空気の導入操作を行って、常法の手順により成形した。さらに、中空成形体を金型(12a)(12b)を開いて取り出し、その外周の立体模様部(2)に沿って切除して、合成樹脂製塀板用パネル(1)を得た。
【0035】
上記で得られた合成樹脂製塀板用パネル(1)は、剛性が高く、一方の層にはボルト挿入孔も板状ナットも存在せず美観に優れ、また表裏両層の立体模様部(2)は帯状平坦部(3)と相俟って顕著な立体感を呈するものであった。
【0036】
【発明の効果】
以上のように、この発明の第1の発明である合成樹脂製塀板用パネルは、表裏両層に複数の割竹様凸条よりなる立体模様部を並列状に形成し外周端縁を接合した熱可塑性合成樹脂製の中空成形体であって、隣接する前記立体模様部を互いに一定幅の帯状平坦部を介して形成し、かつ表裏両層を左右方向に前記立体模様部の1列分を、上下方向に所定幅分を夫々合じゃくり状にずらし、ずらし出された各縁部の前記立体模様部の対応層には平坦な継手部を形成するとともに、前記各帯状平坦部の少なくとも1部において表裏両層を接合した補強部を形成することによって、中空成形体内の空間を実質的に連通状態としたから、重量が軽量であるとともに全体の剛性が高く強度に優れるという効果を有し、また帯状平坦部の存在により、立体模様部が直接に連設された従来のこの種パネルに比較して、各立体模様部の立体的視覚効果をより高めることができ、顕著な立体感を呈する外観品質に優れた効果を有するものとなる。
【0037】
また、この発明の合成樹脂製塀板用パネルは、前記平坦状継手部で互いに連結する一方の中空パネルの前記立体模様部に連結用ボルトを挿入するためのボルト挿入孔を複数箇所設け、他方の中空パネルの前記平坦状継手部に前記ボルト挿入孔に対応し固定用舌片を有する板状ナットを前記平坦状継手部と面一となるように装着したから、合成樹脂製塀板用パネル同士の連結が簡単容易であるという効果があり、しかも1枚の合成樹脂製塀板用パネルの表裏いずれかの層にボルト挿入孔と板状ナットとを設けたから、他方の層は立体模様部と帯状平坦部とからのみ構成されていることとなり視覚上の実用面として、外観的に違和感のない、美麗な外観を呈するものとなるという利点がある。
【0038】
さらに、この発明の第2の発明である合成樹脂製塀板用パネルの製造方法は、割竹様の凸状の前記立体模様部と、隣接する該立体模様部間の前記帯状平坦部と、合じゃくり状にずらし出された各縁部の継手部との各部分に対応するキャビティーを有し、前記各キャビティーの外周縁にはシート挟着部を、また前記各キャビティーの内面と前記シート挟着部には微細な多数の空気吸引孔と、さらに前記継手部に対応するキャビティーの各平坦部には進退自在な少なくとも1個以上の加圧空気導入ノズルとが設置されており、さらにまた前記各帯状平坦部の少なくとも1部において表裏両層を接合するための隆起部が形成された左右一対の金型を用い、該金型間に熱可塑性合成樹脂を可塑化した円筒状のパリソンを両金型の面方向に偏平化させて垂下させ、両金型を閉じながら前記空気吸引孔から負圧吸引しつつ前記熱可塑性合成樹脂の表裏両層を前記シート挟着部で挟着して接合するとともに、両金型のキャビティーに吸着させながら、前記加圧空気導入ノズルを前記熱可塑性合成樹脂の両層間に侵入させて加圧空気を導入し、キャビティーの前記隆起部では前記熱可塑性合成樹脂の両層を接合する以外は、全空間を実質的に連通状態にして中空状としたのち、前記加圧空気導入ノズルを後退させて中空成形体を取出す工程と、前記立体模様部の外周を切除する工程とよりなる製造方法であるから、工程が短縮されるのみならず形状の一様なパネルを容易にかつ安価に量産することができるという効果がある。
【0039】
さらにまた、この発明の合成樹脂製塀板用パネルの製造方法は、前記平坦継手部に対応するキャビティーの所定部分であって、前記ボルト挿入孔に対応する位置にマグネットを装置し、該マグネットに前記連結用板状ナットを仮止めしたのち、中空成形体を成形することとしたから、従来のこの種パネルのように成形後に連結用具を取付けたり連結用の孔を設ける必要がなく、連結用板状ナットを所定の位置に正確にかつ安価に取付けることができるという利点がある。
【図面の簡単な説明】
【図1】 この発明の合成樹脂製塀板用パネルを示す斜視図である。
【図2】 この発明の合成樹脂製塀板用パネルを示す平面図である。
【図3】 この発明の合成樹脂製塀板用パネルの切断端面図であり、図3(イ)は図2のA−A線切断端面図、図3(ロ)は同じくB−B線切断端面図、図3(ハ)は同じくC−C線切断端面図である。
【図4】 複数の合成樹脂製塀板用パネルの連結設置状態を説明するための概念図である。
【図5】 合成樹脂製塀板用パネルの連結手段を示す断面図であり、図5(イ)はボルト挿入孔、図5(ロ)は連結用板状ナットを示す。
【図6】 合成樹脂製塀板用パネルの設置状態を示す概念図である。
【図7】 この発明の合成樹脂製塀板用パネルの製造方法を説明するための概念図であって、成形工程の開始時における成形装置の縦断面図である。
【図8】 この発明の合成樹脂製塀板用パネルの製造方法を説明するための概念図であって、成形工程の開始時における成形装置の横断面図である。
【図9】 この発明の合成樹脂製塀板用パネルの製造方法を説明するための概念図であって、成形工程の最中における成形装置の横断面図である。
【符号の説明】
1、1n…合成樹脂製塀板用パネル
2…立体模様部
3…帯状平坦部
3a…補強部
4、4n…継手部
5…ボルト
5a、5b…ボルト挿入孔
6a、6b…板状ナット
11…パリソン
12a、12b…金型
13a、13b…キャビティー
14a、14b…シート挟着部
15…加圧空気導入ノズル
f…平坦部
g…マグネット
h…空気吸引孔
j…固定用舌片
m…隆起部
n…挿通孔
Claims (2)
- 表裏両層に複数の割竹様凸条よりなる立体模様部を並列状に形成し外周端縁を接合した熱可塑性合成樹脂製の中空成形体であって、隣接する前記立体模様部を互いに一定幅の帯状平坦部を介して形成し、かつ表裏両層を左右方向に前記立体模様部の1列分を、上下方向に所定幅分を夫々合じゃくり状にずらし、ずらし出された各縁部の前記立体模様部の対応層には平坦な継手部を形成するとともに、前記各帯状平坦部の1部において表裏両層を接合した補強部を形成することによって、中空成形体内の空間を実質的に連通状態とし、
前記平坦状継手部で互いに連結する一方の中空パネルの前記立体模様部に連結用ボルトを挿入するためのボルト挿入孔を複数箇所設け、他方の中空パネルの前記継手部に前記ボルト挿入孔に対応し固定用舌片を有する板状ナットを前記平坦状継手部と面一となるように装着したことを特徴とする合成樹脂製塀板用パネル。 - 請求項1の合成樹脂製塀板用パネルを製造するための製造方法であって、割竹様の凸状の前記立体模様部と、隣接する該立体模様部間の前記帯状平坦部と、合じゃくり状にずらし出された各縁部の継手部との各部分に対応するキャビティーを有し、前記各キャビティーの外周縁にはシート挟着部を、また前記各キャビティーの内面と前記シート挟着部には微細な多数の空気吸引孔と、さらに前記継手部に対応するキャビティーの各平坦部には進退自在な少なくとも1個以上の加圧空気導入ノズルとが設置されており、さらにまた前記各帯状平坦部の1部において表裏両層を接合するための隆起部が形成された左右一対の金型を用い、該金型間に熱可塑性合成樹脂を可塑化した円筒状のパリソンを両金型の面方向に偏平化させて垂下させ、両金型を閉じながら前記空気吸引孔から負圧吸引しつつ前記熱可塑性合成樹脂の表裏両層を前記シート挟着部で挟着して接合するとともに、両金型のキャビティーに吸着させながら、前記加圧空気導入ノズルを前記熱可塑性合成樹脂の両層間に侵入させて加圧空気を導入し、キャビティーの前記隆起部では前記熱可塑性合成樹脂の両層を接合する以外は、全空間を実質的に連通状態にして中空状としたのち、前記加圧空気導入ノズルを後退させて中空成形体を取出し、前記立体模様部の外周を切除することを特徴とし、
前記平坦継手部に対応するキャビティーの所定部分であって、前記ボルト挿入孔に対応する位置にマグネットを装置し、該マグネットに前記板状ナットを仮止めしたのち、中空成形体を成形するものとした合成樹脂製塀板用パネルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27176798A JP4098897B2 (ja) | 1998-09-25 | 1998-09-25 | 合成樹脂製塀板用パネルおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27176798A JP4098897B2 (ja) | 1998-09-25 | 1998-09-25 | 合成樹脂製塀板用パネルおよびその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000096883A JP2000096883A (ja) | 2000-04-04 |
| JP2000096883A5 JP2000096883A5 (ja) | 2005-11-04 |
| JP4098897B2 true JP4098897B2 (ja) | 2008-06-11 |
Family
ID=17504569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27176798A Expired - Lifetime JP4098897B2 (ja) | 1998-09-25 | 1998-09-25 | 合成樹脂製塀板用パネルおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4098897B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106401279A (zh) * | 2016-09-21 | 2017-02-15 | 东莞市联洲知识产权运营管理有限公司 | 一种带张紧结构的电子围栏栏杆 |
| CN110242098A (zh) * | 2018-03-20 | 2019-09-17 | 山东兴润园林生态股份有限公司 | 一种用于攀援绿化的护栏结构 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107724568A (zh) * | 2017-04-20 | 2018-02-23 | 浙江农林大学暨阳学院 | 一种柔性竹模生态节能墙体及加工方法 |
-
1998
- 1998-09-25 JP JP27176798A patent/JP4098897B2/ja not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106401279A (zh) * | 2016-09-21 | 2017-02-15 | 东莞市联洲知识产权运营管理有限公司 | 一种带张紧结构的电子围栏栏杆 |
| CN106401279B (zh) * | 2016-09-21 | 2018-12-07 | 绍兴柯桥东进纺织有限公司 | 一种带张紧结构的电子围栏栏杆 |
| CN110242098A (zh) * | 2018-03-20 | 2019-09-17 | 山东兴润园林生态股份有限公司 | 一种用于攀援绿化的护栏结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000096883A (ja) | 2000-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6719277B2 (en) | Thermoformed wall and fencing assemblies | |
| CA2558333A1 (en) | Structural wall building product | |
| US20010045080A1 (en) | Press molded door with improved reinforcement material and stile structure | |
| JP4098897B2 (ja) | 合成樹脂製塀板用パネルおよびその製造方法 | |
| WO2008067583A1 (en) | Moulding trailer/caravan body components | |
| CN110107078A (zh) | 混凝土梁柱浇筑模框及其安装方法 | |
| US20060265978A1 (en) | Window kit | |
| KR100360299B1 (ko) | 합성수지 성형물 및 성형방법, 그리고 그 성형장치 | |
| CN218176331U (zh) | 木塑外墙板及其连接件 | |
| US20050023725A1 (en) | Method and apparatus for producing a panel of plastics material | |
| CN215661414U (zh) | 一种pvc塑料榫卯暗扣屋面瓦成型模具 | |
| CN211949920U (zh) | 一种预制装配式围墙 | |
| CN210264339U (zh) | 一种铝塑共挤节能型材 | |
| CN210758332U (zh) | 一种设有内衬板的装配式建筑结构板体制作模具 | |
| CN100458086C (zh) | 用来建造游泳池的板 | |
| CN109624673B (zh) | 一种密封条接角及其注塑工艺 | |
| TWI605180B (zh) | 異色浪板之結構 | |
| US20020164466A1 (en) | Exterior vacuum molded body panels | |
| CN202359947U (zh) | 立体造型的门套或窗套现场浇注设备 | |
| CN102606027B (zh) | 立体造型的门套或窗套现场浇注设备 | |
| CN218639928U (zh) | 一种混凝土花瓶柱模板 | |
| JP2000096883A5 (ja) | ||
| CN221276946U (zh) | 一种室内隔断快装墙体 | |
| CN214246588U (zh) | 灯芯绒装饰混凝土模板及支模结构 | |
| EP1495849B1 (en) | Method and apparatus for producing a panel of plastics material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050808 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071204 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080123 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080314 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120321 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130321 Year of fee payment: 5 |