JP4090769B2 - 電球形ランプおよびその製造方法 - Google Patents
電球形ランプおよびその製造方法 Download PDFInfo
- Publication number
- JP4090769B2 JP4090769B2 JP2002084053A JP2002084053A JP4090769B2 JP 4090769 B2 JP4090769 B2 JP 4090769B2 JP 2002084053 A JP2002084053 A JP 2002084053A JP 2002084053 A JP2002084053 A JP 2002084053A JP 4090769 B2 JP4090769 B2 JP 4090769B2
- Authority
- JP
- Japan
- Prior art keywords
- connecting member
- globe
- lamp
- adhesive
- holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Arrangement Of Elements, Cooling, Sealing, Or The Like Of Lighting Devices (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
- Discharge Lamps And Accessories Thereof (AREA)
- Securing Globes, Refractors, Reflectors Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、電球形蛍光ランプや無電極放電ランプなどのグローブを備える電球形ランプおよびその製造方法に関する。
【0002】
【従来の技術】
電球形ランプは、例えば、電球形蛍光ランプや無電極放電ランプなど、白熱電球に用いられているような球状のグローブがケースに固定されたランプである。このグローブは通常、ランプの発熱を考慮してガラス製のものが使用されており、グローブとケースとの固定には、耐熱性およびシール性に優れたシリコーン樹脂などの熱硬化性樹脂からなる接着剤が用いられている。
【0003】
ここで、電球形蛍光ランプを例に、その構造およびグローブの固定方法について説明する。
図10は、電球形蛍光ランプの一部切欠正面図である。
同図に示すように、電球形蛍光ランプは、一端が開口されたガラス製のグローブ900と、この開口部と係合する樹脂製のケース910と、3本のU字形蛍光管がブリッジ接合された発光管920と、樹脂製のホルダ930などを備え、グローブ900とケース910からなる外囲器内部にホルダ930が収納された構造となっている。このホルダ930は、ケース910の開口部にはめ込まれて固定され、その一方の面に発光管920が保持されるとともに、他方の面に各発光管920を点灯させるためのランプ駆動ユニット931が保持されている。
【0004】
ここで、ケース910とホルダ930との間には、ケース周方向に溝部940が形成されており、この溝部940に挿入されたグローブ900の縁端部900aは、熱硬化性の接着剤941を介してケース910と固定されている。
この電球形蛍光ランプの製造方法は、まず、ホルダ930に発光管920とランプ駆動ユニット931とを取り付ける。次に、このホルダ930をランプ駆動ユニット931側からケース910に挿入して取り付け、ケース910内にランプ駆動ユニット931を収納する。その後、ケース910とホルダ930との間に形成される溝部940内に熱硬化性の接着剤941を注入し、ここにグローブ900の縁端部900aを挿入する。これを加熱炉内に搬送して加熱することによって熱硬化性の接着剤941が硬化されるので、グローブ900は、接着剤941を介してケース910と固定される。
【0005】
【発明が解決しようとする課題】
しかしながら、上記電球形蛍光ランプにおいては、グローブ900がケース910に対して傾いた状態で固定されてしまい、正規の位置にグローブを固定できない場合がある。
電球形蛍光ランプを加熱炉内に搬送する前においては、グローブ900とケース910が接着剤941を介して略密着されており、グローブ900とケース910とからなる外囲器内部は、略密閉された状態となっている。これを加熱炉内に搬送した場合には、外囲器内部の空気が膨張するとともにその内圧が高まる。ここで、接着剤941が硬化しておらず、まだ軟らかい場合には、外囲器内部の圧力によってグローブ900が押し上げられたり、傾けられたりすることがある。このまま接着剤が硬化してしまえば、電球形蛍光ランプにおいては、グローブ900がケース910に対して傾いた状態で固定され(グローブ900の縁端部900aにおける一端側が4mm程度浮き上がる)、グローブを正規の位置に固定することができない。
【0006】
このように、グローブが傾いて固定された電球形蛍光ランプについては、外観品質が劣るため、再利用することなくすべて破棄される。これらの製品は、ほぼ完成品であるためコストが高く、破棄に伴なう製造コストの上昇が避けられない。
このようなグローブの傾きを防止するために、熱硬化性樹脂を使用せず、グローブの縁端部に係止部を設けるとともに、これと係合する被係止部をケースに設け、これらを嵌合させてグローブとケースとを固定することも考えられる。しかし、グローブは、ガラスからなるため係止部を成形することが難しいうえ、嵌合時に割れやすいため、このような電球形ランプは、実現性が乏しいと思われる。
【0007】
このような問題は、電球形蛍光ランプと類似する構造、すなわち、グローブをケースに固定する構造を有する無電極放電ランプにおいても生じている。
本発明は、グローブを正規の位置に固定することができ、外観品質を向上させることができる電球形ランプおよびその製造方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
上記目的を達成するために、本発明に係る電球形蛍光ランプは、一端側においてくびれたネック部を有するグローブと、前記グローブにおけるネック部を内挿可能なリング状の溝を備え、当該溝に前記ネック部を挿入した状態で両者が接着固定される連結部材と、台座部にランプ駆動ユニットが保持されるホルダと、前記グローブにおけるネック部が配される開口部を有し、当該開口部から前記ホルダをランプ駆動ユニット側から没入した状態で保持するケースとを備え、前記ケースにおける開口部において、前記グローブに固定された連結部材が、ケースおよびホルダの一方に対して嵌合構造で固定されていることを特徴としている。
【0009】
このような電球形ランプであれば、グローブと接着された連結部材をケースもしくはホルダに嵌合するだけでグローブが固定されるので、従来のようにグローブを固定した後に加熱する必要がない。したがって、外囲器内の空気の膨張によってグローブが傾くことがないため、グローブをケースに対してまっすぐ取り付けることができる。その結果、電球形ランプの外観品質が向上するので、不良品の発生が少なくなり、その破棄に伴なうコストを低減することができる。
【0010】
ここで、前記グローブと前記連結部材とが、前記溝に挿入されたグローブにおけるネック部端部と、前記連結部材における溝の底部とが間隔をあけた状態で接着固定されていれば、グローブの傾きをさらに抑制することができる。
グローブを固定する嵌合構造は、前記連結部材と、前記ケースおよびホルダの少なくとも一方とに設けられる係合突起とこれと嵌合する係合溝とすることが考えられる。
【0011】
このような電球形ランプとしては、前記ホルダにおける台座部に蛍光管が保持された電球形蛍光ランプであるものに適用することができ、このような場合には、前記グローブは、中空の球状部材の一端が開口された開口部を有し、当該開口部の端部に前記ネック部が形成されるとともに、グローブ内壁に接着剤を用いて光拡散膜が被膜されたものであり、前記連結部材とグローブとを接着固定する接着剤は、前記光拡散膜を被膜する接着剤と同じ接着剤を用いることが好ましい。これによって、グローブと連結部材の接着に光拡散膜を被膜する接着剤とは別のものを準備する必要がなく、1種類準備するのみでよいため、コスト的に優れる。
【0012】
具体的には、前記連結部材は、内周壁と外周壁との間に前記リング状の溝が形成された断面視U字状のリングであり、前記溝に滞留された接着剤によって、前記連結部材とグローブとが接着固定されている。これによれば、光拡散膜を被膜するときに用いる粘度の低い接着剤を滞留させて使用することができる。
また、前記連結部材が、前記内周壁において、その一部が切りかかれて形成された弓形状の板バネを備え、当該板バネが前記溝に挿入されたグローブのネック部を押圧することによって、前記溝部に滞留された接着剤が硬化するまでの間、前記グローブに仮止めされた状態を保持するようにすれば、接着時における位置決めを行いやすく、位置ズレが防止される。
【0013】
ここで、前記連結部材が、前記内周壁の高さが、前記外周壁の高さよりも低ければ、溝から接着剤が溢れたとしても、外周壁外側には流れ出ずに、内周壁内側に流れ出るので、外観上きれいに形成することができる。
また、前記連結部材およびホルダが、それぞれ互いに対向する部分において、一方に係合突起を備えるとともに、他方にこれと係止される係合溝を備え、前記連結部材に接着固定されたグローブの回転にあわせて連動するようにすれば、使用者が、電球形ランプを取り付けるときにおいてもグローブのから廻りを抑制することができる。
【0014】
ここで、本発明に係る電球形蛍光ランプは、前記ホルダにおける台座部にコア支持部を備え、当該コア支持部に、誘導コイルが巻回されたボビンが保持される無電極放電ランプにも適用することができる。
また、本発明に係る電球形ランプの製造方法は、台座部にランプ駆動ユニットを保持するホルダを、開口部を有するケースに、当該開口部から前記ホルダをランプ駆動ユニット側から没入した状態で保持する保持ステップと、一端側においてくびれたネック部を有するグローブと、当該グローブにおけるネック部を内挿可能なリング状の溝を備える連結部材とを、当該溝に、前記ネック部を挿入した状態で両者を接着固定する接着ステップと、前記ケースにおける開口部において、前記グローブに固定された連結部材を、前記ケースおよびホルダの一方に対して嵌合させる嵌着ステップとを有することを特徴とする。
【0015】
これによれば、グローブと接着された連結部材を嵌着するのみでグローブを固定することができるので、従来のように、外囲器を形成した後に接着剤を硬化させる加熱工程が不要となり、その結果、ほぼ密閉された外囲器内の空気が接着剤の加熱工程時の熱によって膨張し、グローブがケースに対して傾いた状態で取り付けられてしまうのを防止することができる。これにより、グローブを正規の位置に固定することができ、電球形ランプの外観品質を向上させることができる。さらに、このような外観不良の発生を低減することができるので、不良品を破棄することによるコスト増を抑えることができる。
【0016】
また、前記接着ステップにおいては、連結部材の端から、グローブの端までの距離を一定に保つとともに、前記連結部材における溝の底部と、前記グローブにおけるネック部が当接しない状態を保持しながらその隙間に接着剤を注入して、前記連結部材とグローブとを接着固定することを特徴とする。グローブは、ガラスから成形されることが多く、大きさにばらつきが生じやすい。しかし、連結部材の端からグローブの端までの距離を一定に保つとともに、連結部材における溝の底部と、前記グローブにおけるネック部が当接しない状態を保持しながらその隙間に接着剤を注入して接着固定すれば、接着後の連結部材の端からグローブの端までの距離が一定に形成されるので、電球形ランプにおいてもその高さを所定の大きさに形成することができる。
【0017】
ここで、前記グローブが、中空の球状部材の一端が開口された形状を有し、当該開口部の端部に前記ネック部が形成されるとともに、グローブ内壁に接着剤を用いて光拡散膜が被膜される電球形蛍光ランプの製造方法であって、前記接着ステップにおいて使用する接着剤は、前記グローブの内壁に光拡散膜を被膜するための、光拡散剤が分散された接着剤を塗布したときに、グローブの内壁に沿って垂れてくる余剰の接着剤を前記連結部材の溝に滞留させるようにすれば、連結部材とグローブとの接着を光拡散膜の形成と同じ接着剤を用いて同時にすることができ、コスト的に好ましい。
【0018】
【発明の実施の形態】
〔第1の実施の形態〕
以下、本発明を電球形蛍光ランプに適用した場合の一実施の形態について、図面を参照しながら説明する。
(電球形蛍光ランプの構成)
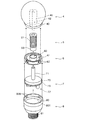
図1は、第1の実施の形態に係る電球形蛍光ランプの一部切欠正面図であり、図2は、当該電球形蛍光ランプの展開図である。
【0019】
両図に示す電球形蛍光ランプは、定格電力が13Wのものであり、図2に示すように、グローブ部1と、ケース部2とからなる外囲器内に、蛍光管31を保持する発光部3が収納されて構成される。
グローブ部1は、グローブ10と、グローブ10の開口側における縁端部10bに接着剤によって固着された連結部材11とを備える。
【0020】
グローブ10は、開口部10aを有する洋梨形状をしたガラスからなり、その開口部10a付近においては、狭くくびれたネック部10cが形成されている。グローブ10の内壁面には、蛍光管31が発する光を拡散する光拡散膜100(図1)が被覆されている。この光拡散膜100は、例えば炭酸カルシウム、酸化マグネシウム、シリカ、酸化チタン、または蛍光体等からなる光拡散剤粒子を、水性系のアクリル系エマルジョンや、有機系のニトロセルロースやエチルセルロース等の熱硬化性の接着剤に分散させたものを塗布し、加熱硬化することによって形成される。また、グローブ10の開口部10aにおける縁端部10bは、クラックが生じることによって破損することを防止するため、バーナーによる加熱処理が行われている。これによって、縁端部10bは、その断面が丸く形成される(図3参照)とともに、周方向においては若干高さのばらつきが生じている。グローブ10の材料としては、ガラスのほかに、セラミックなどの耐熱性に優れた材料も使用することができる。
【0021】
連結部材11は、鉄板をプレス加工して形成された、断面視U字状のリングであり、これがグローブ10の縁端部10bに熱硬化性の接着剤によって固着されている。この接着剤は、耐熱性に優れる熱硬化性のものが好ましいが、熱硬化性以外のもの、たとえば大気中の水分を吸収して硬化するタイプの接着剤であっても使用することができる。この連結部材11は、ケース部2におけるケース20と嵌合し、これによってグローブ部1がケース部2に固定される。
【0022】
ケース部2は、グローブ部1を固定するとともに、発光部3を収納するためのものであり、ケース20と口金21を備える。
ケース20は、例えばポリブチレンテレフタレート(PBT)などの耐熱性に優れた樹脂から形成され、一端が開口されたテーパー状の円筒部材であり、他端側にはE形の口金21が被装されて封口されている。ケース20の内周壁には、図2に示すように、連結部材11の係止部113を挿嵌するための凹部200が周方向に6箇所等間隔に形成されている。(なお、図2においては、凹部200は4箇所しか見えない。)また、ケース20の内周壁における凹部200よりも下方には、発光部3におけるホルダ30のつば部301と嵌合する凸部201が周状に凸設されており、つば部301と凸部201が係合することによってケース部2に発光部3が固定される。
【0023】
発光部3は、ホルダ30と、3本のU字形蛍光管(図2においては2本しか見えない)がブリッジ連結された蛍光管31と、トランジスタやコンデンサなどの蛍光管を発光するための回路が基板上に配されたランプ駆動ユニット32などを備え、ホルダ30の一方の面に蛍光管31が配されるとともに、他方の面にランプ駆動ユニット32が配されている。なお、ここでは、トランジスタやコンデンサなどをホルダ30に固定するようにしているが、これらを、電球形蛍光ランプの外部に別ユニットとして設けるようにしてもよい。ただし、この場合には、配線をランプ駆動ユニット32と呼ぶことにする。
【0024】
ホルダ30は、円筒状の台座部300の下端側につば部301が周状に凸設された構成を有しており、台座部300の上面に蛍光管31が固定されるとともに、その下面にランプ駆動ユニット32が固定され、このホルダ30におけるランプ駆動ユニット側から没入させることにより、つば部301がケース20における凸部201と嵌合し、ケース20に固定される。
【0025】
また、ホルダ30における台座部300には、図2に示すように、その上端側に凹部302が等間隔に3箇所(図2中一箇所はU字形蛍光管によって見えない)形成されており、これが連結部材11における回転防止部115(図4)と係合する。これにより、電球形蛍光ランプをソケットにねじりこみながら取り付ける場合において、使用者がグローブ10を持って回転させたとしても、ホルダ30と連結部材11は回転方向に対してすべることが抑制され、使用者の回転力が口金まで伝達されるので、確実に電球形蛍光ランプを取り付けることができる。
【0026】
蛍光管31は、両端部に電極(不図示)を備える3本のU字状のガラスバルブ(図1,2には2本のみ図示)がブリッジ接合されたものである。各ガラスバルブは、内部に水銀と希ガスとがそれぞれ所定量封入されるとともに、その内壁には蛍光体膜が被膜されており、その内部に屈曲した一連の放電路が形成されている。
【0027】
(連結部材11の構造)
次に、本実施の形態において特徴的な連結部材11の構造について説明する。図3は、図1に示す電球形蛍光ランプにおいて破線で囲んだ部分を拡大した要部拡大断面図である。
同図に示すように、電球形蛍光ランプにおいては、ケース20における凸部201と、ホルダ30におけるつば部301とが嵌合することにより、ホルダ30がケース20に固定されており、連結部材11は、このケース20とホルダ30との間に周状の形成された溝部310に挿嵌されている。
【0028】
図4は、連結部材11の斜視図である。
同図に示すように、連結部材11は、外周壁110と内周壁111がそれぞれの下部で連結された断面視U字状(図3参照)のリングであり、その大きさは、たとえば外周壁110の外径が44mm(係止部113を除く。)、内周壁111の内径が37mm(保持部114、回転防止部115を除く。)、外周壁110の高さが10mmとなっている。外周壁110と内周壁111との間には、たとえば幅2mm〜4.5mm、外周壁110に対して深さ8〜9mmの溝部112が周状に設けられている。ここで、連結部材11の材料としては、燐青銅、鉄、アルミニウム、ニッケル、銅、黄銅、ステンレス等の金属の他に、PBT、ポリカーボネート(PC)、ポリエチレンテレフタレート(PET)やアクリル等の樹脂を用いることもできる。
【0029】
外周壁110は、その開放端側において、外側に切り起こされた6つの係止部113を備え、各係止部113は周方向に60°ピッチで配されている。この係止部113は、図3に示すようにケース20の凹部200と嵌合しており、これによって、連結部材11は、接着剤を用いることなくケース20に固定される。すなわち、グローブ部1とケース部2との固定は、加熱炉内において接着剤を硬化させることなく、挿嵌するのみで固定することができるため、従来のように外囲器を形成した後に加熱する必要がなく、外囲器内の空気の膨張によってグローブが傾くといったことはなくなる。
【0030】
また、連結部材11の内周壁111には、図4に示すようにその開放端側が等間隔に切り起こされて形成された保持部114が周方向に3箇所配されている。この保持部114は、図3に示すように、溝部112に向かって弓形状に湾曲しており、製造工程においてグローブ10と連結部材11とを接着固定する際にグローブ10の縁端部10b付近を押圧し、接着剤が固化するまでの間、連結部材11を取り付け位置に仮止めすることができ、位置ズレを防止することができるるようになっている。
【0031】
このような連結部材11は、断面視U字状をしており、その溝部112に接着剤12が注入されるとそこに滞留される。そのため、粘性の低い接着剤であったとしてもそこに滞留することができ、グローブ10と連結部材11の接着に必要な接着剤の量を確保することができる。このように接着剤を滞留することができる溝部112にグローブ10の縁端部10bを挿入するとともに、接着剤を注入することによって、グローブ10は、縁端部10bにおいて連結部材11と接着固定される。
【0032】
ここで、図3に示すように、縁端部10bは、溝部112の底面と距離L1をあけて配されることが望ましい。グローブ10の縁端部10bにおいては、クラック発生による破損を防ぐためにバーナーによる加熱処理が行われており、その一部が融着することによってクラックの発生は抑制できるものの、周方向には高さのばらつき、すなわち凹凸が生じる。このように、縁端部10bに凹凸があった場合において、縁端部10bと溝部112の底面が接している状態であれば、その凹凸に応じてグローブ10が傾くと考えられる。しかし、縁端部10bと溝部112の底面とが距離L1をあけていれば、たとえ縁端部10bに凹凸があったとしても、接着剤12がスペーサとなってグローブ10を連結部材11に対してまっすぐ固定することができる。また、同様の理由によって、グローブ10の高さが微妙に異なっていても、グローブ部1を一定の高さに形成することができる。
【0033】
上述したように、本実施の形態に係る電球形蛍光ランプにおいては、グローブ10と連結部材11とを接着剤12を用いて固定し、グローブ10に固定された連結部材11と、ケース20とを嵌合させて固定しているので、グローブ10をケースに固定する際には、従来のように外囲器を形成した後に加熱する必要がなく、グローブの傾きは抑制される。また、グローブ10と連結部材11とが間隔をあけて接着固定されるので、グローブ10の形状にかかわらずグローブ部1を所定の形状に形成することができる。このようなグローブ部1を電球形蛍光ランプに取り付けた場合には、グローブ10がケース20に対して傾くことなく正規の位置に固定され、形成される電球型蛍光ランプの高さも一定となる。
【0034】
(電球形蛍光ランプの製造方法)
次に、このような電球形蛍光ランプの製造方法について説明する。
まず、グローブ10の縁端部10bに連結部材11を固着する工程について説明する。
図5は、縁端部10bに連結部材11を固着する製造工程における工程図であり、(a)〜(d)の順に進行する。
【0035】
まず、図5(a)に示すように、保持具102にグローブ10を挟持させる。ここで、保持具102は、支持台102aに2本のアーム102bが互いに対向する方向にスライド可能に保持されるとともに、各アーム102bが弾性付勢されたものであり、グローブ10の縁端部10bが下側に位置するとともに、グローブ10の頂部が支持台102aと当接する位置を保持しながら、2本のアーム102bによってグローブ10を挟持する。なお、グローブ10を安定して保持するためには、保持具102におけるアームの本数を3本以上設けることが望ましい。
【0036】
次に、図5(b)に示すような、連結部材11の位置決めをするための載置台103を用意し、その上に連結部材11を載置させる。この後、載置台103を上昇させ、図5(b)に示すように連結部材11の溝部112に縁端部10bに挿入する。ここで、載置台103は、連結部材11が所定の積載位置に積載されるように、その積載面に連結部材11と係合する位置決め手段を備える。この位置決め手段は、その載置面に連結部材11と係合するリング状の凹部や、連結部材11の中央の孔と係合する円筒状の凸部など設けたりしたものを用いることができる。また、載置台103を上昇させる距離は、支持台102aと載置台103との距離、すなわち、グローブ10の端から連結部材11の端までの距離が所定の距離Hとなるように設定している。この距離Hは、グローブ10の大きさによって決めればよいが、図5(b)における部分断面拡大図に示すように、縁端部10bと連結部材11の底面が当接することなく、距離L1をあけることができるような値に設定することが好ましい。通常、グローブ10はガラスを成形型に入れて成形しており、成形型に大きさのバラツキが生じた場合には、グローブ10の高さが若干異なる場合がある。しかし、距離Hを、縁端部10bと連結部材11の底面が当接しないような一定距離に設定することにより、グローブの端から連結部材の端までの距離を一定にすることができるので、形成されるグローブ部1は一定の高さに形成される。
【0037】
ここで、グローブ10の縁端部10bが連結部材の溝部112に挿入された状態においては、連結部材11は、保持部114(図3,4)の押圧によってグローブ10の縁端部10b付近に仮固定されているので、図5(c)に示すように、載置台103を取り外すことができる。そして、スプレーノズル104を連結部材11の開口部を通してグローブ10内に挿入し、そのノズル先端から光拡散剤を含む接着剤12を塗布する。これにより、グローブ10の内壁面にはその接着剤12が塗布されるとともに、余剰の接着剤12は滴下して連結部材11の溝部112内に貯まってくる(図5(c)の部分断面拡大図参照)。この溝部112を備えることにより、接着剤12の粘度が低くても溝部112に貯留することができ、これをグローブ10と連結部材11とを接着する接着剤として兼用することができる。
【0038】
ここで、溝部112内に溜まった接着剤12が溢れ出てしまい、グローブ10の外面に付着してしまうと、電球形蛍光ランプの外観品質が悪化してしまう。これを防止するためには、連結部材11の内周壁111におけるもっとも低い部分の高さを外周壁110のそれよりも低く設定しておけばよい。これにより、溝部112内に溜まりすぎた接着剤12は、外周壁110を溢れ出る前に内周壁111を越えて連結部材11の中心側に溢れるため、グローブ10の外面には付着しにくくなると考えられる。例えば、図4に示す連結部材11では、内周壁111に形成された保持部114の切り込みを外周壁110に形成された係止部113の切り込みよりも深く形成すればよい。具体的には、保持部114を形成するための切り込み深さを3〜5mm程度、係止部113を形成するための切り込み深さを1mm〜2mm程度に設定すれば、余剰の接着剤12が外周壁110から溢れることなく、内周壁111の切り込みから溢れ出るようになる。
【0039】
次に、連結部材11とグローブ10を距離Hを保持しながら炉内に搬送して加熱することにより、接着剤12を固化させる。これにより、グローブ10の内壁面に光拡散膜100が形成されると同時に、グローブ10の縁端部10bに連結部材11が固着されたグローブ部1が形成される(図5(d))。
次に、ホルダ30に対して、蛍光管31およびランプ駆動ユニット32を取り付け、このホルダ30をケース20に挿嵌することにより、図1および図2に示すように、ケース20の凸部201とホルダ30のつば部301が嵌合し、ケース20とホルダ30とが固定される。
【0040】
その後、図3に示すケース20とホルダ30との間の溝部310にグローブ部1の連結部材11を挿嵌する。このとき、連結部材11における回転防止部115(図4)がホルダ30の凹部302(図2)に挿入されるように位置を合わせるとともに、図2に示す連結部材11の係止部113がケース20における凹部200に挿嵌されるように位置を合わせる。ここで、ケース20とホルダ30との間の溝部310には、連結部材11が所定の深さ以上に挿入されないようにするための手段が設けられている。すなわち、図3に示す例では、ケース20における凸部201の斜面がその役割を果たしており、この斜面に連結部材11の底部を当接させることにより、連結部材11を所定の深さまで挿入することができる。
【0041】
その後、ケース20に口金21を取り付けることによって、電球形蛍光ランプを得ることができる。
このような製造方法を用いることにより、グローブ10に連結部材11を接着した後、これをケース20に挿嵌することによって、略密閉状態の外囲器を加熱することなく電球形蛍光ランプを製造することができるので、加熱によるグローブ10の傾き発生を抑制することができる。また、グローブ10と連結部材11における溝部112の底面とを当接させない状態を保って接着することにより、グローブ部1の高さを所定の高さに形成することができるとともに、グローブ10の縁端部10bに凹凸があったとしても連結部材に対して傾くことなくグローブ10を固定することができる。したがって、グローブ10をケース20に対して正規の位置に固定することができる。その結果、電球形蛍光ランプの外観不良の発生を抑制することができるので、不良品破棄に伴なうコスト増加を抑えることができる。
【0042】
また、グローブ10の内壁面に光拡散膜101を被膜する接着剤12を、グローブ10と連結部材11との接着させる接着剤と兼用することによって、別の接着剤を用意する必要がない上、接着剤12を硬化する工程も一つで済むため、別の接着剤を用意する場合に比べて製造コストの増加を抑えることができるとともに、製造工程が煩雑化するのを防止することができる。さらに、連結部材11に断面視U字状の溝部112においては、グローブ10と連結部材11とを固着させるのに必要な接着剤の量を確実にかつ容易に確保することができる。
【0043】
(本実施の形態に係る変形例)
(1)上記実施の形態においては、連結部材11の係止部113を、外周壁110上部に設けていたが、これに限られるものではなく、連結部材における底面下側に設けるようにしても良い。
図6は、変形例1にかかる電球形蛍光ランプの一部切欠正面図である。なお、図1に示す電球形蛍光ランプとは、連結部材およびケースの形状が若干異なる以外はほとんど同じであり、図1と同じ番号を付したものについては同じ構成要素であるため、これらについては説明を省略する。
【0044】
連結部材13は、PBT、ポリカーボネート(PC)、ポリエチレンテレフタレート(PET)やアクリル等の樹脂からなり、たとえば外周壁の外径が47mm、内周壁の内径が39mm、外周壁の高さが11mm(除く係止部130)のリングに、幅4mm、外周壁からの深さが8mmある溝部14が周状に設けられ、その断面が略U字形状となっている。この溝部14には接着剤12が充填されており、これにより上記実施の形態と同様、グローブ10が接着保持されている。さらに連結部材13は、その底面に複数の断面視L字形状を有する係止部130を備え、この係止部130は、その底面から下方に向けて周方向に等ピッチで凸設されている。
【0045】
他方、ケース22の開口部内周壁には、係止部130と係合する凹部220が複数設けられている。ここで、ホルダ30の外周壁とケース22の内周壁との間には、たとえば、幅W1が2mm(凹部220のある部分では幅W2が最大4mm程度)のリング状の溝が形成されており、この部分に係止部130が挿嵌されて係止部130と凹部220とが係合する。これによって、連結部材13とケース22とは、接着剤を使用することなく固定され、上記実施の形態と同様の効果を奏することができる。なお、連結部材13の外周壁は、ホルダ30とケース22との間に形成される隙間に挿入されないため、外部に露出された状態となっている。また、ケース22は、上記実施の形態における図1のケース20と比べて全長が数mm程度短いだけであり、外形形状は略同じである。
【0046】
このように、連結部材13において、その係止部の位置が異なったとしても、本発明を実施することができ、第1の実施の形態と同様の効果を得ることができる。
(2)上記実施の形態においては、連結部材11をケース20との嵌合させてグローブ部1を固定していたが、これに限られるものではなく、連結部材とホルダとを嵌合させて、グローブ部を固定するようにしても良い。
【0047】
図7は、変形例2にかかる電球形蛍光ランプの一部切欠正面図である。なお、図7に示す電球形蛍光ランプは、図1に示す電球形蛍光ランプと連結部材およびホルダの形状が若干異なる以外はほとんど同じ構成であり、図1と同じ番号を付したものについては同じ構成要素であるため、これらについては説明を省略する。また、本変形例におけるケース23は、図1に示すケース20と比べて全長が数mm程度短いが、外形形状はほぼ同じである。
【0048】
連結部材15は、樹脂からなり、外周壁の外径が47mm、内周壁の内径が39mm、外周壁の高さが11mm(突起部151を除く)のリング状の形状を有する。この連結部材15には、その断面が略U字状になるように幅4mm、外周壁からの深さが8mmの溝部16が周状に設けられている。さらに、連結部材15の底部には、その下方に向けて断面視テーパー状の傾斜を有する突起部151がリング状に凸設されている。
【0049】
他方、ホルダ33は、ケース23の開口部側においてリング状の隙間を空けた状態で上記実施の形態と同様の嵌合構造によって固定されており、ケース23の開口部内周壁には、突起部151のテーパーと係合する傾斜面231が周状に設けられているとともに、ホルダ33には、その外周壁上端部に凸部330が周状に凸設されている。ここで、連結部材15は、ケース23の傾斜面231とホルダ33の凸部330との間に挿嵌される。これにより、連結部材15は、突起部151のテーパー面がケース23の傾斜面231に押し上げられるとともに、内周壁における頂部152がホルダ33の凸部330と係合することによってホルダ33に嵌合固定され、ランプの中心軸X(図7参照)と直交する方向にずれ動かないように固定される。
【0050】
連結部材15の溝部16には、実施の形態と同様、グローブ10の縁端部10bが連結部材15と当接しない状態で挿入されるとともに、接着剤12によって固着されている。
ここで、ホルダ33は、上記実施の形態と同様、つば部301の嵌合によってケース23に固定されるため、グローブ10とケース23は、接着剤によって直接固定されない。これにより、電球形蛍光ランプにおいては、外囲器が形成された後における加熱が不要となる。
【0051】
このように、連結部材15とホルダ33とを嵌合するようにしても、本発明を実施することができ、第1の実施の形態と同様の効果を得ることができる。なお、本変形例の場合には、連結部材15の外周壁が外部に露出する構造となる。
また、連結部材と、ケースまたはホルダとが嵌合される場合について説明したが、ケースとホルダが一体化されたものに連結部材を係合するようにしても、上記と同様の効果を得ることができる。
【0052】
また、上記実施の形態では、定格電力13Wの電球形蛍光ランプを例示して説明したが、この定格電力に限定されるものではなく、例えば、定格電力22Wの電球形蛍光ランプ等についても適用することができる。
〔第2の実施の形態〕
上記第1の実施の形態においては、本発明を電球形蛍光ランプに適用した場合について説明したが、本第2の実施の形態においては、本発明を無電極放電ランプに適用した場合について説明する。
【0053】
以下、本発明に係る電球形ランプを無電極放電ランプに適用した場合の一実施の形態について、図面を参照しながら説明する。
(無電極放電ランプの構成)
図8は、本第2の実施の形態に係る無電極放電ランプの一部切欠正面図であり、図9は、当該無電極ランプの展開斜視図である。
【0054】
両図に示すように、無電極放電ランプは、グローブ4、コイル部5、連結部材6、ホルダ7、およびケース部8とを備え、ケース部8にホルダ7が挿嵌されるとともに、当該ホルダ7の上に、グローブ4とコイル部5とが装着された連結部材6が挿嵌されることによって構成される。
グローブ4は、ガラスからなる管球であり、その下端側においてくびれたネック部40を備え、当該ネック部40側からグローブ4の中央に向けて筒状に凹んだ凹部41と、当該凹部41の中心軸方向に沿って延出された細管部42とが形成されている。グローブ4の内部には、蛍光体層が被膜されるともに、希ガスと水銀などの金属蒸気が封入されている。
【0055】
コイル部5は、円筒状のボビン50に誘導コイル51が巻回されるとともに、ボビン50の中に円筒状のフェライトコアや鉄芯などからなる芯体52(図8)が挿入されて形成されたものであり、グローブ4における凹部41に配設される。ここで、誘導コイル51に通電された場合には、グローブ4内に発生する電界が発生し、これによって、封入された金属蒸気と電子の衝突が起こり、金属蒸気から紫外線が放出される。この紫外線がグローブ4内部に被膜された蛍光体層を励起することによって発光する。このようなコイル部5においては、ボビン50の一端が連結部材6における孔60に挿入されて固定される。
【0056】
連結部材6は、図9に示すように、円板状部材の中心に孔60が開口されるとともに、断面視U字状の溝部61が周状に設けられている。また、連結部材6の外周壁には、凹部62が4箇所等間隔に設けられており、これがケース80における凸部800と嵌合することにより、ケース80に固定される。
ホルダ7は、台座部70、コア支持部71、ランプ駆動ユニット72を備え、台座部70の一方の面には、その中央から芯体52を支持するための円筒状のコア支持部71が延出するとともに、他方の面には外部から供給される電力を、誘導コイル51に供給するための高周波信号に変換する高周波発振回路や整流器(ともに不図示)などを備えるランプ駆動ユニット72が配されている。また、台座部70の周壁には、凸部73が周状に凸設されており、これが、ケース80の凸部801と係合する、これにより、ホルダ7がケース80に固定されるとともに、ランプ駆動ユニット72がケース80内に収納される。なお、ここでは、高周波発振回路などをホルダ7に固定するようにしているが、これらを、無電極放電ランプの外部に別ユニットとして設けるようにしてもよい。ただし、この場合には、配線をランプ駆動ユニット72と呼ぶことにする。
【0057】
ケース部8は、テーパーを有する円筒状のケース80の一端側にE形の口金81が取り付けられて封口され、他端側が開口されたものである。ここで、ケース80の内周壁には、凸部800および凸部801が設けられ、ケース80の開口部からホルダ7がランプ駆動ユニット側から没入されると、各凸部800,801が連結部材の凹部62および台座部70の凸部73とそれぞれ嵌合するようになっている。
【0058】
(連結部材6の構成)
次に、本発明に特徴的な連結部材6の構成について説明する。
図8に示すように、連結部材6は、その溝部61において、グローブ4のネック部40と接着剤400によって固着されている。ここで、ネック部40は、溝部61の底面と距離L2をあけて接着されている。このように接着することにより、上記第1の実施の形態と同様、グローブ4の大きさにばらつきがあったり、ネック部40に凹凸があったりしたとしても、グローブ4をケース80に対してまっすぐに接着することができ、かつ無電極放電ランプの高さを均一に形成することができる。
【0059】
ここで、グローブ4と連結部材6との接着方法は、第1の実施の形態において図5を用いて説明したのと略同様の方法を用いることができる。ただし、図5(c)の工程においては、連結部材6における溝部61に接着剤を流し込む必要がある。
このように、連結部材6と接着されたグローブ4は、連結部材6をケース部8に嵌合させるのみで固定される。これによって、グローブ4は、ケース部8と直接接着剤によって固着されることがなくなり、外囲器を形成した後に接着剤を硬化させるための加熱が不要となる。したがって、無電極放電ランプにおいても、本発明を適用することにより、上記第1の実施の形態と同様の効果を奏すことができる。
【0060】
【発明の効果】
以上説明してきたように、本発明にかかる電球形ランプは、グローブに固定された連結部材が、ケースおよびホルダの一方に対して嵌合構造で固定されているので、グローブは、連結部材をケースもしくはホルダに嵌合するだけで固定される。したがって、従来のようにグローブを固定した後に加熱する必要がないので、外囲器内の空気の膨張によってグローブが傾くことがなくなり、グローブをケースに対してまっすぐ取り付けることができる。その結果、電球形ランプの外観品質が向上するので、不良品の発生が少なくなり、その破棄に伴なうコストを低減することができる。
【0061】
また、本発明に係る電球形ランプの製造方法は、グローブに固定された連結部材を、ケースおよびホルダの一方に対して嵌合させる嵌着ステップを有しているので、連結部材を嵌着するのみでグローブを固定することができる。したがって、従来のように、外囲器を形成した後に接着剤を硬化させる加熱工程が不要となり、その結果、ほぼ密閉された外囲器内の空気が接着剤の加熱工程時の熱によって膨張し、グローブがケースに対して傾いた状態で取り付けられてしまうのを防止することができる。これにより、グローブを正規の位置に固定することができるので、電球形ランプの外観品質を向上させることができる。さらに、このような外観不良の発生を低減することができるので、不良品を破棄することによるコスト増を抑えることができる。
【図面の簡単な説明】
【図1】第1の実施の形態に係る電球形蛍光ランプの一部切欠正面図である。
【図2】電球形蛍光ランプの展開図である。
【図3】電球形蛍光ランプの要部拡大断面図である。
【図4】連結部材の斜視図である。
【図5】グローブと連結部材を接着する各工程におけるグローブの正面図であり、(a)〜(d)の順に工程が進行する。
【図6】第1の実施の形態の電球形蛍光ランプの変形例に係る電球形蛍光ランプの一部切欠正面図である。
【図7】第1の実施の形態の電球形蛍光ランプの変形例に係る電球形蛍光ランプの一部切欠正面図である。
【図8】第2の実施の形態に係る無電極放電ランプの一部切欠正面図である。
【図9】無電極放電ランプの展開図である。
【図10】従来の電球形蛍光ランプの一部切欠正面図である。
【符号の説明】
1 グローブ部
2 ケース部
3 発光部
4 グローブ
5 コイル部
6 連結部材
7 ホルダ
8 ケース部
10 グローブ
10a 開口部
10b 縁端部
10c ネック部
11 連結部材
12 接着剤
20 ケース
30 ホルダ
112 溝部
113 係止部
114 保持部
Claims (12)
- 電球形ランプであって、
一端側においてくびれたネック部を有するグローブと、
前記グローブにおけるネック部を内挿可能なリング状の溝を備え、当該溝に前記ネック部を挿入した状態で両者が接着固定される連結部材と、
台座部にランプ駆動ユニットが保持されるホルダと、
前記グローブにおけるネック部が配される開口部を有し、当該開口部から前記ホルダをランプ駆動ユニット側から没入した状態で保持するケースとを備え、 前記ケースにおける開口部において、前記グローブに固定された連結部材が、ケースおよびホルダの一方に対して嵌合構造で固定されている
ことを特徴とする電球形ランプ。 - 前記グローブと前記連結部材とは、前記溝に挿入されたグローブにおけるネック部端部と、前記連結部材における溝の底部とが間隔をあけた状態で接着固定されていることを特徴とする請求項1に記載の電球形ランプ。
- 前記嵌合構造は、前記連結部材と、前記ケースおよびホルダの少なくとも一方とに設けられる係合突起とこれと嵌合する係合溝とからなることを特徴とする請求項1に記載の電球形ランプ。
- 前記電球形ランプは、前記ホルダにおける台座部に蛍光管が保持された電球形蛍光ランプであって、
前記グローブは、中空の球状部材の一端が開口された開口部を有し、当該開口部の端部に前記ネック部が形成されるとともに、グローブ内壁に接着剤を用いて光拡散膜が被膜されたものであり、
前記連結部材とグローブとを接着固定する接着剤は、前記光拡散膜を被膜する接着剤と同じ接着剤である
ことを特徴とする請求項1に記載の電球形ランプ。 - 前記連結部材は、内周壁と外周壁との間に前記リング状の溝が形成された断面視U字状のリングであり、前記溝に滞留された接着剤によって、前記連結部材とグローブとが接着固定されていることを特徴とする請求項4に記載の電球形ランプ。
- 前記連結部材は、前記内周壁において、その一部が切りかかれて形成された弓形状の板バネを備え、当該板バネが前記溝に挿入されたグローブのネック部を押圧することによって、前記溝部に滞留された接着剤が硬化するまでの間、前記グローブに仮止めされた状態を保持することを特徴とする請求項5に記載の電球形ランプ。
- 前記連結部材は、前記内周壁の高さが、前記外周壁の高さよりも低いことを特徴とする請求項5に記載の電球形ランプ。
- 前記連結部材およびホルダは、それぞれ互いに対向する部分において、一方に係合突起を備えるとともに、他方にこれと係止される係合溝を備え、前記連結部材に接着固定されたグローブの回転にあわせて連動することを特徴とする請求項4に記載の電球形ランプ。
- 前記電球形ランプは、前記ホルダにおける台座部にコア支持部を備え、当該コア支持部に、誘導コイルが巻回されたボビンが保持される無電極放電ランプであることを特徴とする請求項2に記載の電球形ランプ。
- 電球形ランプの製造方法であって、
台座部にランプ駆動ユニットを保持するホルダを、開口部を有するケースに、当該開口部から前記ホルダをランプ駆動ユニット側から没入した状態で保持する保持ステップと、
一端側においてくびれたネック部を有するグローブと、当該グローブにおけるネック部を内挿可能なリング状の溝を備える連結部材とを、当該溝に、前記ネック部を挿入した状態で両者を接着固定する接着ステップと、
前記ケースにおける開口部において、前記グローブに固定された連結部材を、前記ケースおよびホルダの一方に対して嵌合させる嵌着ステップと
を備えることを特徴とする電球形ランプの製造方法。 - 前記接着ステップにおいては、連結部材の端から、グローブの端までの距離を一定に保つとともに、前記連結部材における溝の底部と、前記グローブにおけるネック部が当接しない状態を保持しながらその隙間に接着剤を注入して、前記連結部材とグローブとを接着固定することを特徴とする請求項10に記載の電球形ランプの製造方法。
- 前記電球形ランプの製造方法は、前記グローブが、中空の球状部材の一端が開口された形状を有し、当該開口部の端部に前記ネック部が形成されるとともに、グローブ内壁に接着剤を用いて光拡散膜が被膜される電球形蛍光ランプの製造方法であって、
前記接着ステップにおいて使用する接着剤は、前記グローブの内壁に光拡散膜を被膜するための、光拡散剤が分散された接着剤を塗布したときに、グローブの内壁に沿って垂れてくる余剰の接着剤を前記連結部材の溝に滞留させたものであることを特徴とする請求項10に記載の電球形ランプの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002084053A JP4090769B2 (ja) | 2001-03-27 | 2002-03-25 | 電球形ランプおよびその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001-89489 | 2001-03-27 | ||
| JP2001089489 | 2001-03-27 | ||
| JP2002084053A JP4090769B2 (ja) | 2001-03-27 | 2002-03-25 | 電球形ランプおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002358804A JP2002358804A (ja) | 2002-12-13 |
| JP4090769B2 true JP4090769B2 (ja) | 2008-05-28 |
Family
ID=26612152
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002084053A Expired - Fee Related JP4090769B2 (ja) | 2001-03-27 | 2002-03-25 | 電球形ランプおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4090769B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007059358A (ja) * | 2005-08-26 | 2007-03-08 | Matsushita Electric Works Ltd | 無電極放電ランプ |
| JP2008305748A (ja) * | 2007-06-11 | 2008-12-18 | Osram-Melco Ltd | 電球形蛍光ランプ |
| WO2009064014A1 (ja) * | 2007-11-14 | 2009-05-22 | Lead Corporation Ltd. | Led式蛍光灯形照明装置 |
| WO2011050007A2 (en) * | 2009-10-19 | 2011-04-28 | Osram Sylvania Inc. | Mechanical interface for glass bulb for use in solid state light source retrofit lamps |
| JP2019079602A (ja) * | 2017-10-20 | 2019-05-23 | パナソニックIpマネジメント株式会社 | 照明装置 |
-
2002
- 2002-03-25 JP JP2002084053A patent/JP4090769B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002358804A (ja) | 2002-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6793373B2 (en) | Bulb-type lamp and manufacturing method for the bulb-type lamp | |
| US7064488B2 (en) | Easily-assembled compact self-ballasted fluorescent lamp | |
| US7586250B2 (en) | Lamp having an arc tube protected from breakage | |
| US6768254B2 (en) | Self-ballasted electrodeless discharge lamp and electrodeless discharge lamp | |
| JP2003115203A (ja) | 低圧水銀蒸気放電ランプ及びその製造方法 | |
| TW516068B (en) | Dielectric barrier discharge lamp | |
| JP4090769B2 (ja) | 電球形ランプおよびその製造方法 | |
| US20090134771A1 (en) | Arc tube and method of phosphor coating | |
| KR100796887B1 (ko) | 방전관 및 그것을 사용하는 면광원장치 | |
| JPH1097839A (ja) | 電球形蛍光ランプ | |
| JP2002042732A (ja) | 高圧放電ランプ、高圧放電ランプ装置および照明装置 | |
| EP0801417A2 (en) | Double-ended type halogen lamp and method of making the same | |
| JP2010102993A (ja) | ランプ、照明装置及びランプの製造方法 | |
| JP3371933B2 (ja) | 蛍光ランプ装置 | |
| JPH1040866A (ja) | 蛍光ランプ装置 | |
| JP2004363108A (ja) | 放電管固定装置を有する放電ランプ及びその製造方法 | |
| JPH05251062A (ja) | 反射鏡付き白熱電球 | |
| JP2008059946A (ja) | 電球形蛍光ランプ、照明装置および発光管の製造方法 | |
| TWI331354B (en) | Low-pressure discharge lamp | |
| JP2004253148A (ja) | 無電極蛍光ランプ及びその製造方法 | |
| JPH09245737A (ja) | ランプ及び希ガス放電灯並びにその製造方法 | |
| JPH07320689A (ja) | 蛍光ランプ装置および照明装置 | |
| JP2009016307A (ja) | 蛍光ランプおよびその照明装置 | |
| JP2003086002A (ja) | 電球形蛍光ランプ | |
| JP2006004800A (ja) | 口金および管形ランプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080227 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110307 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |