JP4072929B2 - ラップ盤及びラップ加工方法 - Google Patents
ラップ盤及びラップ加工方法 Download PDFInfo
- Publication number
- JP4072929B2 JP4072929B2 JP10108398A JP10108398A JP4072929B2 JP 4072929 B2 JP4072929 B2 JP 4072929B2 JP 10108398 A JP10108398 A JP 10108398A JP 10108398 A JP10108398 A JP 10108398A JP 4072929 B2 JP4072929 B2 JP 4072929B2
- Authority
- JP
- Japan
- Prior art keywords
- surface plate
- disk
- pressure
- lapping
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 12
- 238000003754 machining Methods 0.000 claims description 20
- 230000008569 process Effects 0.000 claims description 5
- 239000000523 sample Substances 0.000 claims description 3
- 230000000694 effects Effects 0.000 description 16
- 230000005856 abnormality Effects 0.000 description 9
- 238000003825 pressing Methods 0.000 description 6
- 238000007667 floating Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000002826 coolant Substances 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 239000012212 insulator Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000000969 carrier Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
Images











Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
【発明の属する技術分野】
この発明は、ラップ盤並びにラップ加工方法の技術分野に属する。
【0002】
【従来の技術】
ラップ加工は精密研削された円筒、穴、平面、球面等の表面を平滑にし、寸法精度を向上させる目的で従来から使用されている。ラップ加工方法は、例えば焼き入れされた鋼等からなるワークを鋳鉄製のラップ定盤(上定盤と下定盤)で挟んで低い圧力で押し付け、ダイヤモンド砥粒等の砥粒(又は砥粒と軽油の混合物)をワークと定盤の間に適量加えて、ワークの被加工面と定盤の加工面との間の接触面を揺動させて加工する方法である。ラップ加工は仕上面が滑らかな鏡面を得ることも可能で、又作業も簡単であり、ゲージ類やレンズ等の光学機器部品の最終仕上げ、鋼球の表面加工、液晶基盤や半導体基盤等の電子部品基盤の表面加工等の広い分野に使用されている。
【0003】
この様に広く使用されるラップ盤において、加工精度を維持するためには長時間の使用により変形磨耗した定盤の砥石面を修正することが必要であるだけでなく、ワークの材質や形状、寸法等に適した加圧力を選び、その加圧力を均一かつ一定に保ちながら加工することが必要である。このために、従来から加圧力を一定にしたり、均一にするための装置が開発されている。
【0004】
従来技術によるラップ盤としては例えば、公開特許公報第平2−152766号に開示されているラップ盤がある。以下、このラップ盤を従来装置1という。従来装置1では上定盤の重量を直接ワークに加圧力として作用させていた。ところが、上定盤の重量は磨耗や砥石面の修正により減少する。このような加圧力の減少に対して、加圧力を一定にするためにさお秤の原理を利用したもので、図11に示す。図11において、さお秤21の一端21aに上定盤11を吊し、他端側に梃子22を設けて、梃子の内側適宜の位置22bに秤の他端21bを連結する。梃子22は一端22aを回動自在に支持すると共に連結点22bの外側に錘23を吊して、上定盤の磨耗量に応じて錘23の位置を変化させて調節するものである。即ち、梃子の端にスケール24を設けて、スケール24の目盛りの変化からさお秤21の変位量及び上定盤の磨耗量を読みとり、その磨耗量に応じて梃子に吊した錘23の位置を調整して加圧力を調整する装置である。
【0005】
この従来装置1では機構が複雑で加圧力の設定が自由にできないという欠点があった。さらに、上定盤が変形磨耗した場合、例えば傾いて磨耗した場合やワークの高さ全てが等しくない場合にはうまく対応できないという欠点があった。この様に不均等な磨耗等により変形した上定盤に対してより正確なラップ加工を行う装置が公開特許公報第平4−217456号に開示されている。
【0006】
図12(A)、(B)にこの装置(以下、従来装置2という)の正面図及び平面図を示す。図12において、下定盤6に対向して配設された上定盤11の上面に支柱31を設けて上から上定盤11を押付けると共に上定盤11の外径側と内径側にそれぞれ多数の加圧シリンダ32a、32bを配設して、ラッピング時に各加圧シリンダ32a,32bの加圧力を適切に調節することによって上定盤11の下面を常に下定盤6に倣って平坦を保とうとするものである。
【0007】
従来装置2では複数の加圧シリンダ32a、32bを設けているために装置自体の構成が複雑になると共に、加圧シリンダの加圧力を上定盤11、下定盤6の変形磨耗に対して調節することが必要である。従って、変形磨耗の度合いを計測し、それに合わせて各加圧シリンダの32a、32bの調節が困難であるという課題があった。
【0008】
【発明が解決しようとする課題】
以上述べたように、従来装置1では加圧装置が複雑であるだけでなく、磨耗変形した上定盤等に対して均一な加圧が困難であるという課題があった。また、従来装置2では上定盤の均一な加圧は可能であるが、その調整が困難であるという課題があった。この発明は、上述のような背景の下になされたもので、加圧力の調整が簡単であり、かつ均一な加圧ができ、さらに一台のラップ盤で種々の目的に併せたラップ加工が可能なラップ盤を提供することを課題としている。
【0009】
【課題を解決するための手段】
上記課題を解決する手段として本発明は以下の構成を採用している。即ち、請求項1に記載の装置は、上定盤を加圧する加圧軸と該加圧軸を駆動する加圧シリンダからなる加圧装置と、該加圧シリンダを支持する支持台と、前記支持台をワーク方向に移動させる移動手段と、前記上定盤を回転させる上定盤主軸と、該上定盤主軸を駆動する上定盤回転駆動モータと、前記加圧装置を制御する制御装置を具備し、前記移動手段に前記制御装置によって制御されるサーボモータと、前記加圧軸の下端部に設けた円盤と前記上定盤を固設する上円盤との間に球面軸受け並びに回転トルクを伝達するピン連結手段とを設け、前記加圧軸の下端部に設けた円盤に貫通ピン穴を設け、前記上定盤主軸の下端部に設けた円盤に前記貫通ピン穴を貫通し、上下動自在な連結ピンを設け、更に、前記上円盤の上表面に該連結ピンに対応する位置に係脱自在なストッパーを設け、前記上定盤主軸の回転トルクを前記加圧軸の下端部に設けた円盤に伝達可能にすると共に、前記上円盤の傾き角度を一定角度に制限可能にしたことを特徴としている。
【0010】
請求項2に記載の発明は、請求項1に記載の装置において、前記制御装置により、前記上定盤の傾き角度を全方向角度で回動可能にして加圧シリンダの加圧力を一定にしたラップ加工と、前記上定盤の傾き角度を一定角度に制限して送り速度を一定速度にしたラップ加工とを可能にしたことを特徴としている。
【0011】
請求項3に記載の発明は、請求項1又は請求項2に記載の装置において、前記支持台を加工位置とワーク供給位置との間を水平方向に旋回自在に保持する旋回保持手段を設けたことを特徴としている。
【0012】
請求項4に記載の発明は、請求項1〜請求項3に記載の装置において、前記ラップ盤に前記加圧軸の移動距離を計測するリニアスケールを設けると共に前記加圧シリンダを両側ロッドシリンダで構成し、該ロッドの一側を前記加圧軸と連結し、反対側に前記リニアスケールの探針を接触させて該加圧軸の移動距離を計測可能にしたことを特徴としている。
【0013】
請求項5に記載の発明は、請求項1〜請求項4に記載の装置において、ワークをラッピングする上定盤と下定盤並びに該上定盤と下定盤とを共摺りする定盤修正装置を具備し、前記加圧装置による定圧送りラップ加工と前記移動手段による定量送りラップ加工と該定盤修正装置による定盤修正とを選択する選択手段を具備したことを特徴としている。
【0017】
【発明の実施形態】
以下、図面を参照してこの発明の実施形態について説明する。
図1は本発明の実施形態の装置を具備したラップ盤の正面図で、図2は左側面図、図3(A)は上部分の右側面図で、(B)は下部分の右側面図である。図4は加圧シリンダ及びリニアスケールの詳細説明図で、図5は球面軸受け部の詳細説明図である。図6はキャリアの配置図である。図7はボールねじナットの説明図、図8は球面軸受けの説明図である。なお、これらの図においては、従来技術で説明したと同じ機能の構成要素については同じ参照番号を付して詳細な説明を省略する。
【0018】
図1〜図3において、下定盤6は下円盤51に固着され、下円盤51は下定盤主軸52の先端に連結されている。下定盤主軸52の下端には歯車53が固設され、歯車53は歯車54を介して下定盤回転駆動モータユニット55により回転駆動される。また、下定盤主軸52はベアリングを介して下主軸ハウジング56に回転自在に支持され、下主軸ハウジング56にはブラケット57が取り付けられており、これによって支持されている。
【0019】
ブラケット57にはボールねじナット58(構造の詳細は後述する。)のナットが固設されている。このボールねじナット58のねじ58aの一端は下定盤6を上下に移動させるためのサーボモータ60の出力軸59に図示省略のノンバックラッシュカップリングを介して接続されている。ねじ58aの他端はベアリング61によって回転自在に支持されている。サーボモータ60とベアリング61はラップ盤脚本体62に固設されている。従って、サーボモータ60の回転により、ねじ58aが回転し、ねじ58aに螺合しているナットが上下に移動する。これにより、ブラケット57、下主軸ハウジング56を介して下定盤6の上下動が制御される。また、サーボモータ60の回転は制御器71によって制御されている。
【0020】
下定盤主軸52の内側には太陽歯車軸64が軸受65により回転自在に設けられている。軸受け65はフレーム66によってラップ盤の脚本体62に固定されている。太陽歯車軸64の頭部には太陽歯車13が固設されている。さらに、太陽歯車軸64の下端には歯車67が固設されており、歯車68、69を介して太陽歯車13を回転駆動させるサーボモータユニット70の出力軸に連結されている。サーボモータユニット70の出力は制御器71によって制御されている(図9参照)。太陽歯車軸64の内側には冷却管73が通っており、図示されていない放出口よりワークを冷却するためのクーラントを放出可能としている。
【0021】
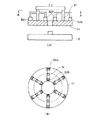
太陽歯車13と内歯歯車14との間に、図6に示すように、複数のキャリア12が配置される。キャリア12は太陽歯車13の外側歯と内歯歯車14の内側歯とに噛み合って自転及び公転する。内歯歯車14は脚本体62の一部に固設されている。ホルダー12は複数の穴が設けられており、それらの穴の中にワークを容れて上定盤11と下定盤6で挟んでラップ加工を行う。
【0022】
下定盤6の真上に上定盤11が対向して配置されると共に、上定盤11は上円盤75に固着されている。上円盤75は加圧軸76に連結され、加圧軸76は加圧シリンダ77に連結されていると共に上下動自在、回転自在に設けられている。また、加圧シリンダ77の作動により上定盤11を加圧できるようになっている。
【0023】
加圧シリンダ77(図4参照)は両側にロッド77a、77bが突出しており、上側ロッド77aにはリニアスケール40の探針41が低い圧力で加圧されながら絶えず接触している。また、下側ロッド77bの下端には釣り鐘状の取付部品42がねじにより固設され、取付部品42には円筒状のスライダー43が固設されている。スライダー43の外側は上主軸ハウジング79の内側表面と滑りながら上下動すると共に内側はベアリング44を介して加圧軸76に連結されている。これによって加圧軸76は加圧シリンダ77によって上下に駆動される。加圧シリンダ77のロッドを最下降させた位置及び最上昇させた位置を検知するためのリミットスイッチが適宜の位置に設けられている。なお、このリミットスイッチは図示が省略されている。
【0024】
以下に、加圧シリンダ77による加圧力、及び上定盤回転駆動モータユニット82による回転力を上定盤11に伝達する構成について説明する。なお、上定盤11は上円盤75の下側面に固着されている。
加圧軸76の外側には上定盤主軸78が設けられ、リニアベアリング52を介して上定盤主軸78に対して上下動自在に支持されている。さらに、上定盤主軸78は上主軸ハウジング79に回転自在に支持されている。上定盤主軸78の上端には歯車80が固設されており、歯車80は歯車81を介して上定盤回転駆動モータ82により駆動される(図3(A)参照)。上定盤回転駆動モータ82は制御器71に接続され、制御されている。また、図5に示すように、上定盤主軸78の下端には円盤46が固設されており、加圧軸76の下端にも円盤47が固設されている。円盤46には複数個のピン83が下向きに上下動自在に設けられている。このピン83が円盤47の穴83’に挿入されることによって円盤46と円盤47の回転運動が連結され、上定盤主軸78の回転力が円盤47に伝達される。しかし、円盤47の上下方向の移動は円盤46とは独立に行われる。
【0025】
円盤47と上円盤75とは球面軸受け48を介して連結されている。球面軸受け48は、図8に示すように、軸48cに球48aが固設され、軸受け面が球面をなしている軸受けケース48bとで構成されている。球面軸受け48はラジアル荷重とスラスト荷重の両荷重を支持することができ、また軸48cに対して軸受けケース48bが傾いた場合にも使用できる。軸48cの回転は軸中心軸の回りの回転(図の矢印A方向の回転)は可能であるが、中心軸自体が旋回する方向(図の矢印B方向)の回転はできない。即ち、矢印B方向に軸48cが回転すると軸48cが軸受け48bの図示されていない連結部分と衝突し、矢印B方向の回転は不可能になっている。
【0026】
上記した円盤47と上円盤75の連結は複数のピン51aによって行われる。ピン51aは上円盤75に上向きに取り付けられており、ピン51aの上端部が円盤47に設けられている穴51a’と嵌合し、これによって円盤47の回転が上円盤75に伝達される。また、ピン51aの先端はフランジ状に形成されており、上円盤75の落下防止のための安全ピンとしての役割も果たしている。
【0027】
更に、円盤47と上円盤75との間には球面軸受け48が設けられており、球面軸受け48の軸48cは円盤47に固定され、軸48cに球48aが固定されている。一方、軸受けケース48bは上円盤75に固定されている。従って、以上の構成によって円盤47の回転力はピン51aを介して上定盤11に伝達されると同時に上下方向の加圧力は球面軸受け48を介して上定盤11に伝達される。
また、図8に示すように球面軸受け48は傾いた状態でもスラスト力を伝達するので、加工状態によって上定盤11が上円盤47に対して傾いた状態でも上円盤47の回転力及び加圧力は正しく伝達され、ワークの加工が行われる。
【0028】
前述したように、ピン83は円盤46に下向きに複数個が周上に設けられていると共に円盤47を貫通し、貫通穴83’に対して上下にスライド可能に設けられている。また、上円盤75の上面にはピン83に対応した位置にストッパー50が設けられている。加圧軸76を上方に移動させて、上円盤75を上方に持ち上げるとストッパー50がピン83の下端と連結し、上円盤75は円盤47と平行な状態で固定される。この固定した連結により上定盤11は水平状態を維持したまま回転力及び加圧力が伝達され、ワークの加工が行われる。従って、この状態では球面軸受け48の作用効果は制限され、加工中においてワークの状態によって上定盤が傾くことはない。
【0029】
以下に上定盤主軸78及び上主軸ハウジング79を上下に移動させる機構について説明する。
図1に示すように、上主軸ハウジング79の上突起部の頂部にチェーン99が接続され、チェーン99の他端はカウンタバランスシリンダ84に接続され、重量の平衡が取られている。また、上主軸ハウジング79の中央突起部にボールねじナット85が設けられており、サーボモータユニット86の回転駆動により上主軸ハウジング79を上下に駆動可能にしている。ボールねじナット85は、図7に示すように、ねじ85aの谷とナット85bの谷とを対向させて、円形通路を作り、それに鋼球85cを入れたものである。ねじ85aを回すと鋼球85cはリターンチューブ85dを通って循環し、ねじ送り運動ができる特殊ねじである。摩擦係数は極めて小さく、耐磨耗性がよく、二重ナットにして予圧をかけバックラッシュを除くことにより精密な送り及び正確な位置決めができる。
【0030】
また、サーボモータは広い範囲にわたって速度が連続的に変えられ、正逆転可能であると共に、慣性が小さく急速な起動停止が可能である。なお、サーボモータユニット86はコラムヘッド87に固設されているフレームに固定されており、制御器71に接続され、制御されている。従って、サーボモータユニット86と変換手段85の使用と、さらにカウンタバランスシリンダ84によって重量の平衡がとられていることから上定盤主軸78及び上主軸ハウジング79の正確な送りが可能である。従って、上記構成により、加圧シリンダ77を使用しなくても上定盤11の正確な定量送りが容易に可能となる。
【0031】
以下に、ワークの供給、取出しを容易にするための上主軸ハウジング79の旋回機構について説明する。
コラムヘッド87はコラム88によって横に振れないように支持されている(図2参照)。また、コラムヘッド87はベース89の上に離反自在に載置されている。ベース89にコラムヘッド87を浮かせるための浮動シリンダ90が取り付けられており、浮動シリンダ90のロッド90aの先端にはベアリングを介してコラムヘッド87が回転自在に設けられている。浮動シリンダ90は制御器71に接続され、制御されている。
【0032】
コラムヘッド87のツバ部87aの外周の一部に歯87bが切られており、歯87bは旋回用のサーボモータユニット92の出力軸に設けられた歯車91と噛み合っている。サーボモータユニット92はラップ盤の脚本体62に固設されている。また、サーボモータユニット92は制御器71に接続され、制御されている。
【0033】
制御器71はCPU(中央演算処理装置)、RAM、ROM等のメモリ、入出力信号変換器(A/D変換器、D/A変換器)、時計、出力増幅器等から構成されており、図10に示すラップ加工手順のプログラム及び定盤修正のプログラムがメモリの中に内蔵されている。また、データ及びモードを選択設定する入力設定器93、スタートボタン94がその入力側に接続されており、出力側にはモータ55、60、70、82、86及び92と、シリンダ77及び90、更にクーラント用ポンプ95、剥離シリンダ96が接続されている(図9参照)。
【0034】
入力設定器は93は定圧送りラップ加工、定量送りラップ加工、定盤修正の各モードの選択設定ができる他に、加圧シリンダ77の加圧力の設定、定量送りの送り速度の設定、旋回角度の設定等の種々の設定、データ入力が可能になっている。
【0035】
本実施形態は以上のように構成されており、制御器71の動作について図10のフローチャートを用いて説明する。図10のフローチャートは定圧送りのラップ加工の手順を示したものである。スタート操作をする前に加工モードの選択、又は定盤修正モードの選択を入力設定器93で設定すると共に各モードに必要なデータを設定する。なお、このとき全ての装置は原位置にある。
【0036】
以下に、定圧送りラップ加工をする場合の各ステップについて図10を参照して説明する。上記準備をした後スタートボタン94を押すとステップS1を実行する。
ステップS1ではワークの供給準備ができていることを確認し、ワークを供給する。ワークの供給は図示省略のローダを用いてワークをキャリア12のワーク穴に供給、セットする(図6参照)。ワークの供給、セットは別のサブプログラムにプログラムされている。目視によりワークの供給セットが完了したと判断したらスタートボタン94を押してプログラムの実行を続行させる。
【0037】
ステップS2では旋回用サーボモータユニット92を駆動して、上定盤11が加工位置(下定盤6の真上)に来るようにコラムヘッド87を旋回させる。コラムヘッド87の旋回により、上主軸ハウジング79、及びそれに固設されている加圧シリンダ77、加圧軸76も旋回し、加工位置に来る。これらが加工位置に来るとリミットスイッチ(図示省略)により検知される。
【0038】
ステップS3では上定盤11を下降させながら異常検出を同時に行う。この異常検出工程ではワークとの間に置き忘れた工具等の異物があるかどうかの異物チェックとワークがキャリア12に正しくセットされているかどうかのワークチェックとを行う。このステップS3は以下のように行われる。即ち、加圧シリンダ77のロッド77bを最下端の位置まで下降させる。このとき、図示省略のリミットスイッチがオン(又はオフ)になる。次に、加圧シリンダ77により小さな微圧でロッド77bを加圧する。
【0039】
このとき、上主軸ハウジング79は最上端位置にあるのでサーボモータユニット86を駆動してボールねじナット85により上主軸ハウジング79を所定の位置まで下降させる。この所定の位置は異物の検出、ワークのセッテングの異常を検出できる位置である。例えば、異物がなく、ワークが正常にセッテングされているときに上定盤11の砥石面がワークと接触し、さらにワークの加工量を越えて下方に移動する距離を予め定め、その位置を所定の位置としてもよい。
【0040】
上主軸ハウジング79の下降距離は既知であり、加圧シリンダ77のロッド77bの移動距離も正常な場合については既知である。また、ロッド77bが実際に移動した距離はリニアスケール40の目盛りと上記の正常な場合の移動距離から算出可能である。実際にロッド77bが下降した距離と正常な場合の移動距離との差から異常の有無が検出できる。即ち、リニアスケール40の目盛りから異常の有無が検出可能である。また、この差の大きさによって異常が異物によるのかワークのセッテングに原因があるのかも予測できる。異常がある場合はステップS4を実行し、異常がない場合はステップS5を実行する。
【0041】
ステップS4では、異常に対する処理を行う。まず、上定盤11を原点まで上昇させる。即ち、加圧シリンダ77のロッド77bを上端の位置に戻し、上主軸ハウジング79も上端の位置に戻す。その後又は同時に警報97を鳴らしてオペレータに報せる。オペレターが異物を除去し、またはワークを正しくセットし、スタートボタン94を押す。スタートボタン94を押すとステップS3を再実行する。
ステップS5ではまず、下定盤回転駆動モータユニット55、上定盤回転駆動モータユニット82及び太陽歯車回転駆動モータユニット70を駆動する。上定盤11、下定盤6、太陽歯車13を回転させながら、加圧シリンダ77を駆動してロッド77b、加圧軸76に加圧を徐々に高めて加工圧になるまで加圧する。
【0042】
ステップS6ではクーラントのバルブをオンにし、冷却液体をワークに放射する。
ステップS7では加工を開始する。即ち、ロッド77bを下降させる。同時に加圧シリンダ77の加圧力が一定となるように加圧シリンダ77を制御する。
ステップS8ではリニアスケール40により加工量を計測し、加工量が所定の加工量に達したかどうかを判断し、所定加工量に達した場合にはステップS9を実行し、達しない場合は加工を継続する。
【0043】
ステップS9では下定盤駆動モータ55、上定盤駆動モータ82及び太陽歯車駆動モータ70を停止し、上定盤11、下定盤6、太陽歯車13の回転を停止する。なお、上定盤11、太陽歯車13は剥離シリンダ96を下降させるため、所定の位置に停止させる。
ステップ10では剥離シリンダ96を下降させて、上定盤11からワークを剥離するためワークに空気を吹き付ける。ワークが剥離したら、吹き付けを停止し、旋回用サーボモータユニット92を駆動してコラムヘッド87を旋回させ、上定盤11を原位置に復帰させる。なお、装置の原位置の復帰の確認には図示省略のリミットスイッチを使用している。
ステップS11ではワークを取り出す。以上で定圧送りラップ加工は終了する。なお、上記したステップでは最良と思われる実施形態について述べたが、本発明の範囲はこれによって限定されるものではない。
【0044】
次に、定量送りラップ加工について説明する。定量送りラップ加工ではステップS7とステップS8のラッピング工程が異なる。他のステップS1〜S6及びS9〜S11は定圧送りラップ加工と同様である。定量送りの場合のステップ7、ステップ8について以下に説明する。
ステップS7では下定盤駆動モータ55、上定盤駆動モータ82及び太陽歯車駆動モータ70を駆動し、上定盤11、下定盤6、太陽歯車13を回転させて加工を開始する。この際、加圧軸76を上方向に移動させ、ピン83をストッパー50に押し当てて連結させ、円盤47と上円盤75との揺動連結を固定連結にする。固定連結はステップ5の開始前に行ってもよい。定量送り加工は、サーボモータユニット86をプログラムに従って所定の回転速度で駆動し、主軸ハウジングの下降速度、即ちこの場合の送り速度を所定の速度に制御する。なお、これらのデータは入力設定器93により入力するか又は予め与えられている。
【0045】
ステップS8では定量送り加工を行う。所定加工量は予め入力設定器93から制御器71にセットされている。実際の加工量が所定加工量に達するまでステップS8が行われ、所定の加工量に達した後はステップS10を実行する。
なお、定量送り加工では定盤の回転速度を定圧加工の場合よりも大きくし、砥石粒度も大きいものを使用する。従って、高能率の加工に適し、一次加工(荒い加工)に適している。また、一般に加工量も大きい。
【0046】
次に、本実施形態の装置を利用して共摺りによる定盤修正は以下の手順により行う。最初に、下定盤を共摺りの位置へ上昇させる。次に旋回用サーボモータ92により上定盤11を共摺り位置へ旋回する。加圧シリンダ77を下降させて上定盤11を共摺り位置に下降させる。次に、共摺りを実行し、共摺りが完了したら、移動した装置を元の位置に復帰させる。なお、本実施形態を利用した共摺りについて本出願人は詳細に説明した別の出願(特願第平10−34935号)を行っている。
【0047】
本実施形態は以上に述べた構成、機能により以下の作用効果を有する。即ち、本実施形態によるラップ盤は加圧シリンダ77と加圧シリンダを支持する上主軸ハウジングを移動する駆動装置とを具備していることから定圧送りラップ加工と定量送りラップ加工が容易に行える。このため、ワークの一次加工(粗ラップ加工)と2次加工(精密ラップ加工)の両方が容易に行えるという効果がある。定圧送り加工では球面軸受けにより上定盤の揺動が可能で均一な加圧が可能である。従って、より精密なラップ加工が可能であるという効果がある。
【0048】
また、定量送り加工ではボールねじを利用した変換手段、サーボモータ、カウンタバランスシリンダによって正確な送りが可能であり、加工速度が迅速で加工寸法が正確であるという効果がある。また、加圧シリンダと移動装置及びリニアスケールを利用することにより、異物のチェック、ワークのセット姿勢のチェックが容易に行えるという効果がある。更に、旋回手段を設けているので上定盤の中心位置を下定盤の中心位置から偏らせることが容易にでき、ワークの供給、取出しが容易になるいう効果がある。更に、共摺りによる定盤修正が容易に行えるという効果がある。
【0049】
以上、この発明の実施形態、実施例を図面により詳述してきたが、具体的な構成はこの実施例に限られるがものではなく、この発明の要旨を逸脱しない範囲の変更、改良は本発明の技術的範囲に含まれる。
【0050】
【発明の効果】
以上説明したように、この発明の構成によれば、請求項1に記載の発明はワークの加圧力が均一な加工が可能になるという効果が得られる。請求項2に記載の発明は均一加圧力による定圧送りラップ加工が可能になり、精密なラップ加工が可能になるという効果が得られる。請求項3に記載の発明は定圧送りラップ加工の他に、迅速かつ正確な定量送りラップ加工が可能になるという効果がある。請求項4に記載の発明はワークの供給、取出しが容易になる他に共摺りによる定盤の修正も可能になるという効果がある。
【0051】
請求項5に記載の発明は定圧送り加工における加工量の計測が容易に可能になるという効果がある。請求項6に記載の発明は正確な定量送りが可能になるという効果がある。請求項8に記載の発明は異物の存否またはワークの姿勢のチェック等の異常状態のチェックが可能になり、ラップ加工操作が容易かつ確実になるという効果がある。
【図面の簡単な説明】
【図1】 本発明の実施形態の装置を具備した正面図を示す。
【図2】 図1の左側面図を示す。
【図3】 (A)、(B)は上部及び下部の右側面図を示す。
【図4】 加圧シリンダ及びリニアスケールの詳細図を示す。
【図5】 球面軸受け部の詳細図を示す。
【図6】 キャリアとワークの説明図を示す。
【図7】 ボールねじナットの説明図を示す。
【図8】 球面軸受けの説明図を示す。
【図9】 制御装置の入出力関係図を示す。
【図10】 本実施形態の作用のフローチャートを示す。
【図11】 従来装置1の構成を示す。
【図12】 従来装置2の構成を示す。
【符号の説明】
6 下定盤
11 上定盤
12 キャリア
13 太陽歯車
14 内歯歯車
40 リニアスケール
48 球面軸受け
50 ストッパ(固定手段)
52 下定盤主軸
55 下定盤回転駆動モータユニット
56 下定盤ハウジング
60 下定盤上下移動用サーボモータ
62 ラップ盤脚本体
70 太陽歯車回転駆動モータユニット
71 制御器
76 加圧軸(加圧装置)
77 加圧シリンダ(加圧装置)
78 上定盤主軸
79 上主軸ハウジング(支持台)
82 上定盤回転駆動モータユニット
83 連結ピン(固定手段)
85 ボールねじナット
86 上定盤上下移動用サーボモータ(移動装置)
87 コラムヘッド
87b 歯車
90 浮動シリンダ
92 旋回用サーボモータユニット
93 入力設定器
Claims (5)
- 上定盤を加圧する加圧軸と該加圧軸を駆動する加圧シリンダからなる加圧装置と、該加圧シリンダを支持する支持台と、前記支持台をワーク方向に移動させる移動手段と、前記上定盤を回転させる上定盤主軸と、該上定盤主軸を駆動する上定盤回転駆動モータと、前記加圧装置を制御する制御装置を具備し、
前記移動手段に前記制御装置によって制御されるサーボモータと、前記加圧軸の下端部に設けた円盤と前記上定盤を固設する上円盤との間に球面軸受け並びに回転トルクを伝達するピン連結手段とを設け、
前記加圧軸の下端部に設けた円盤に貫通ピン穴を設け、前記上定盤主軸の下端部に設けた円盤に前記貫通ピン穴を貫通し、上下動自在な連結ピンを設け、更に、前記上円盤の上表面に該連結ピンに対応する位置に係脱自在なストッパーを設け、前記上定盤主軸の回転トルクを前記加圧軸の下端部に設けた円盤に伝達可能にすると共に、前記上円盤の傾き角度を一定角度に制限可能にしたことを特徴とするラップ盤。 - 前記制御装置により、前記上定盤の傾き角度を全方向角度で回動可能にして加圧シリンダの加圧力を一定にしたラップ加工と、前記上定盤の傾き角度を一定角度に制限して送り速度を一定速度にしたラップ加工とを可能にしたことを特徴とする請求項1に記載のラップ盤。
- 前記支持台を加工位置とワーク供給位置との間を水平方向に旋回自在に保持する旋回保持手段を設けたことを特徴とする請求項1又は請求項2の何れか1に記載のラップ盤。
- 前記ラップ盤に前記加圧軸の移動距離を計測するリニアスケールを設けると共に前記加圧シリンダを両側ロッドシリンダで構成し、該ロッドの一側を前記加圧軸と連結し、反対側に前記リニアスケールの探針を接触させて該加圧軸の移動距離を計測可能にしたことを特徴とする請求項1〜請求項3の何れか1に記載のラップ盤。
- ワークをラッピングする上定盤と下定盤並びに該上定盤と下定盤とを共摺りする定盤修正装置を具備し、前記加圧装置による定圧送りラップ加工と前記移動手段による定量送りラップ加工と該定盤修正装置による定盤修正とを選択する選択手段を具備したことを特徴とする請求項1〜請求項4何れか1に記載のラップ盤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10108398A JP4072929B2 (ja) | 1998-04-13 | 1998-04-13 | ラップ盤及びラップ加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10108398A JP4072929B2 (ja) | 1998-04-13 | 1998-04-13 | ラップ盤及びラップ加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11291156A JPH11291156A (ja) | 1999-10-26 |
| JP4072929B2 true JP4072929B2 (ja) | 2008-04-09 |
Family
ID=14291214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10108398A Expired - Fee Related JP4072929B2 (ja) | 1998-04-13 | 1998-04-13 | ラップ盤及びラップ加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4072929B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017148931A (ja) * | 2016-02-19 | 2017-08-31 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
| WO2017188239A1 (ja) | 2016-04-28 | 2017-11-02 | 株式会社ジェイテクト | 工作機械システム及び表面粗さ検出方法 |
| CN114406893B (zh) * | 2022-02-16 | 2024-11-05 | 深圳西可实业有限公司 | 一种双面同步研磨装置 |
| JP2023176843A (ja) * | 2022-06-01 | 2023-12-13 | 株式会社日立ハイテク | 研磨装置及び荷電粒子線装置の製造方法 |
-
1998
- 1998-04-13 JP JP10108398A patent/JP4072929B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11291156A (ja) | 1999-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5788304B2 (ja) | 研削装置 | |
| WO2004033148A1 (ja) | 薄肉円板状工作物の両面研削方法および両面研削装置 | |
| CN106563980B (zh) | 磨削方法 | |
| JP2014172131A (ja) | 研削装置 | |
| JP3472784B2 (ja) | 研削装置および研磨装置 | |
| JP4072929B2 (ja) | ラップ盤及びラップ加工方法 | |
| JP2953943B2 (ja) | 表面仕上げ装置付き両面研磨機 | |
| US5144561A (en) | Apparatus for sensing a lens blank and a machine including such apparatus | |
| JP3706357B2 (ja) | コンプレッサーシリンダ用溝研削盤の砥石角度測定装置 | |
| JPS63501938A (ja) | 円筒研削盤の零位調整方法及びその方法を実施するための装置 | |
| JP7393977B2 (ja) | 微調整ネジおよび加工装置 | |
| JPH11245152A (ja) | 研磨装置 | |
| CN107245559B (zh) | 盘类零件用电液复合驱动高精密智能淬火机床及控制方法 | |
| JPH02109673A (ja) | 多工程研削装置 | |
| JPH09174422A (ja) | 研磨装置 | |
| JP2006035350A (ja) | 軸受の研削方法 | |
| CN210435923U (zh) | 一种晶体材料均一化抛光装置 | |
| JP2006297512A (ja) | レンズの球面加工装置 | |
| US11654525B2 (en) | Grinding apparatus | |
| JP7736533B2 (ja) | 硬質ウェーハの研削方法 | |
| JPH1158193A (ja) | 平面研削方法及び平面研削装置 | |
| JP3571559B2 (ja) | 平面研磨装置 | |
| JP2001293653A (ja) | 平面研磨装置 | |
| JPS63150108A (ja) | 溝加工装置 | |
| JP7732764B2 (ja) | 研削装置及び被加工物の研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070626 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070827 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071009 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080118 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110201 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120201 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120201 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120201 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130201 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130201 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140201 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |