JP4057415B2 - 金型回転式圧縮成形装置 - Google Patents
金型回転式圧縮成形装置 Download PDFInfo
- Publication number
- JP4057415B2 JP4057415B2 JP2002377329A JP2002377329A JP4057415B2 JP 4057415 B2 JP4057415 B2 JP 4057415B2 JP 2002377329 A JP2002377329 A JP 2002377329A JP 2002377329 A JP2002377329 A JP 2002377329A JP 4057415 B2 JP4057415 B2 JP 4057415B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- resin
- turntable
- compression molding
- clamped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/04—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds
- B29C43/06—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds continuously movable in one direction, e.g. mounted on chains, belts
- B29C43/08—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds continuously movable in one direction, e.g. mounted on chains, belts with circular movement, e.g. mounted on rolls, turntables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/361—Moulds for making articles of definite length, i.e. discrete articles with pressing members independently movable of the parts for opening or closing the mould, e.g. movable pistons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/361—Moulds for making articles of definite length, i.e. discrete articles with pressing members independently movable of the parts for opening or closing the mould, e.g. movable pistons
- B29C2043/3615—Forming elements, e.g. mandrels or rams or stampers or pistons or plungers or punching devices
- B29C2043/3628—Forming elements, e.g. mandrels or rams or stampers or pistons or plungers or punching devices moving inside a barrel or container like sleeve
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、金型回転式圧縮成形方法およびその装置に関するものである。
【0002】
【従来の技術】
従来より、プラスチックの成形方法として、圧縮成形法が広く知られている。
【0003】
使用される材料によって、熱硬化性樹脂の圧縮成形方法と、熱可塑性樹脂の圧縮成形方法とがある。
【0004】
より一般的な熱硬化性樹脂の圧縮性形方法では、成形材料を加熱した金型のキャビティに充填した後、金型を閉じて加熱加圧し、次いで、成形材料を硬化させた後に成形品を取り出すものであるが、成形材料を硬化させるのは熱などによる架橋反応に依存するため、成形時間が長くかかるという欠点がある。
【0005】
熱可塑性樹脂の圧縮成形方法では、加熱溶融した成形材料を冷却された金型のキャビティに充填した後、金型を閉じて加圧冷却し、成形材料を冷却固化させた後に成形品を取り出すものである。この場合、熱硬化性樹脂の圧縮成形方法に比べて、架橋反応を伴わないので成形時間が短くてすむ利点があるが、溶融した成形材料を型締めして流動性を与えることから、射出成形法のように、密閉された空間に溶融樹脂を圧入する方法に比較して、樹脂流動の制御が困難である。このため、射出成形法のような精密な多数個取りができず、製品にならない部分、いわゆる「ミミ」を作っておいて製品部に樹脂を充填させた後、製品部を取り出す際に「ミミ」部分を切り捨てるといった工夫が必要となり、生産性が低いという欠点がある。
【0006】
このような観点から、生産性を向上させた金型回転式圧縮成形が提案されている。すなわち、金型回転式圧縮成形装置11は、図6および図7に示すように、回転可能な回転盤12と、回転盤12の回転軸を中心に周方向に所定の間隔をおいて複数個配列され、下型131および下型131に対して型開き、型締め可能な上型132からなる金型13と、回転盤12に近接して配設され、樹脂を可塑化するとともに、可塑化された樹脂を定量供給可能な可塑化装置14と、から構成されている。
【0007】
そして、回転盤12を回転させ、一の金型13が可塑化装置14に対向する位置において、上型132を型開きした状態で可塑化装置14から設定量の樹脂Jを下型131に投入し(図8(a)参照)、次いで、回転盤12を設定角度回転させた型締め位置において、上型132を型締めして下型131との間で樹脂Jを圧縮し(図8(b)参照)、その後、金型13が可塑化装置14の直前位置に達するまでの間、上型132の型締めを継続して賦形された樹脂Jを冷却し、可塑化装置14の直前の取出し位置において、上型132を型開きして成形品Sを取り出す(図8(c)参照)。
【0008】
このような一連の工程が各金型13について順次行われるものである(例えば、特許文献1参照)。
【0009】
【特許文献1】
特公平1−55973号公報
【0010】
【発明が解決しようとする課題】
ところで、前述した金型回転式圧縮成形は、射出成形に優るとも劣らない生産性を有しているものの、比較的複雑な製品、例えば、複数の樹脂からなる成形品を成形することはできないものであった。
【0011】
なお、異なる種類の樹脂からなる成形品を成形する成形法としては、インサート成形が知られているが、完全に固化した一方の成形品を金型に配置して、他方の溶融樹脂を射出充填して成形するものであることから、一方の樹脂と他方の樹脂は、完全には融着することがなく、密着度は必ずしも高くない。したがって、使用条件や使用環境、あるいは、経時変化によって、両者が分離する可能性がある。また、成形ラインが複数に跨がることから、生産効率の低下を避けることはできない。
【0012】
また、インサート成形の場合、一方の樹脂の表面だけ固化させ、内部は未固化状態にするには、一の樹脂を一旦溶融状態にしなければならないので、加熱装置が必要になる他、溶融状態の一の樹脂の形状を保持しつつ、位置決めしてインサートするのは、非常に困難である。
【0013】
本発明は、このような問題点に鑑みてなされたもので、密着度の極めて高い複数の樹脂からなる成形品を効率よく連続的に成形することのできる金型回転式圧縮成形方法およびその装置を提供するものである。
【0014】
【課題を解決するための手段】
本発明の金型回転式圧縮成形方法は、周方向に間隔をおいて配列された複数個の金型を回転させ、一の投入位置において、一の樹脂に対応するキャビティを形成して金型に一の樹脂を投入する一方、一の型締め位置において、金型を型締めして一の樹脂を圧縮し、その後、設定角度回転する間、金型の型締め状態を継続して賦形された一の樹脂を冷却し、さらに、他の投入位置において、賦形された一の樹脂を保持して金型を型開きするとともに、一の樹脂に対応するキャビティとは異なるキャビティを形成して金型に他の樹脂を投入し、他の型締め位置において、賦形された一の樹脂を保持する金型を型締めして他の樹脂を圧縮し、その後、設定角度回転する間、金型の型締め状態を継続して賦形された他の樹脂を冷却し、さらに、取出し位置において、金型を型開きして賦形された一の樹脂および他の樹脂からなる成形品を取り出すことを特徴とするものである。
【0015】
本発明によれば、周方向に所定の間隔をおいて配列された複数個の金型を回転させる。そして、金型が一の投入位置に到達すれば、一の樹脂に対応するキャビティを形成して金型に一の樹脂を投入する。次いで、金型を回転させ、一の型締め位置に到達すれば、金型を型締めして一の樹脂を圧縮する。その後、金型を設定角度回転する間、金型の型締め状態を継続して賦形された一の樹脂を冷却する。さらに、金型を回転させ、他の投入位置に到達すれば、賦形された一の樹脂を保持して金型を型開きするとともに、一の樹脂に対応するキャビティとは異なるキャビティを形成して金型に他の樹脂を投入する。次いで、金型を回転させ、他の型締め位置に到達すれば、賦形された一の樹脂を保持する金型を型締めして他の樹脂を圧縮する。その後、金型を設定角度回転する間、金型の型締め状態を継続して賦形された他の樹脂を冷却する。さらに、金型を回転させ、取出し位置に到達すれば、金型を型開きして賦形された一の樹脂および他の樹脂からなる成形品を取り出す。以後、このような一連の作業が再び順次行われる。
【0016】
ここで、一の樹脂は、冷却工程において、表面は固化されるものの、成形品内部は未固化状態であり、他の樹脂を充填した場合、固化した一の樹脂の表面を溶融させ、他の樹脂の圧縮時、一の樹脂と互いに融着して一体化される。
【0017】
この結果、複数の材料を同一の金型で表面だけ固化するように冷却時間や金型温度などを適正化し、順次成形することにより、密着度の極めて高い、一の樹脂と他の樹脂からなる成形品を効率よく連続的に成形することができる。
【0018】
また、本発明の金型回転式圧縮成形装置は、回転可能な回転盤と、回転盤の回転軸を中心に周方向に間隔をおいて配列された複数個の金型と、回転盤に近接して配設され、樹脂を可塑化するとともに、可塑化された樹脂を定量供給可能な複数個の可塑化装置と、から構成され、前記各金型は、相互に型締め、型開き可能な下型および上型と、型締めした下型および上型によって形成されるキャビティに進退自在な少なくとも1個以上の移動コアと、からなり、各金型が各可塑化装置に対向する位置に到達した際、各可塑化装置からそれぞれ投入される一の樹脂および他の樹脂にそれぞれ対応するキャビティを形成するように、移動コアが進退することを特徴とするものである。
【0019】
本発明によれば、金型回転式圧縮成形装置を構成する金型が、相互に型締め、型開き可能な下型および上型と、型締めした下型および上型によって形成されるキャビティに出没自在な少なくとも1個以上の移動コアと、からなり、また、可塑化装置が複数設けられたことにより、金型が各可塑化装置に対向した際、金型は、移動コアを進退させて、各可塑化装置からそれぞれ供給される樹脂に対応するキャビティを形成することができる。
【0020】
この結果、一の可塑化装置から投入される一の樹脂および他の可塑化装置から投入される他の樹脂を一体化して密着度の極めて高い成形品を効率よく連続的に成形することができる。
【0021】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて説明する。
【0022】
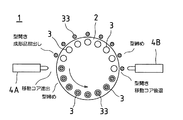
図1および図2には、本発明の金型回転式圧縮成形装置1の一実施形態が示されている。
【0023】
この金型回転式圧縮成形装置1は、間欠的に回転可能な回転盤2と、回転盤2の回転軸を中心に周方向に所定の間隔をおいて複数個配列された金型3と、回転盤2に近接して配設され、1次樹脂J1を可塑化するとともに、可塑化された1次樹脂J1を定量供給可能な第1可塑化装置4Aと、回転盤2に近接して配設され、2次樹脂J2を可塑化するとともに、可塑化された2次樹脂J2を定量供給可能な第2可塑化装置4Bと、から構成されている。
【0024】
ここで、回転盤1の回転速度や金型3の個数などは、成形品Sの成形サイクルを考慮して設定される。
【0025】
また、1次樹脂J1および2次樹脂J2としては、異なる樹脂材料であってもよいし、同一材料であって透明を含む色の異なる材料であってもよい。
【0026】
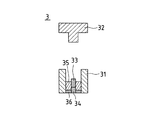
そして、金型3は、回転盤2に固定された下型31と、下型31に対して型開き、型締め可能な上型32と、下型31および下型31に対して型締めされた上型32によって形成されるキャビティ内に出没するように、下型31に摺動自在に嵌挿された第1移動コア33と、第1移動コア33を支持する第1支持コア34と、からなり、第1支持コア34は、詳細には図示しないが、回転盤2に対して、第1移動コア33をキャビティ内へ突出する位置と、キャビティから退避した位置との間を進退できるようになっている。
【0027】
なお、金型3は、一定温度に調整されている。
【0028】
次に、このように構成された金型回転式圧縮成形装置1による成形方法を説明する。
【0029】
まず、回転盤2が回転し、回転盤2に搭載された一の金型3が第1可塑化装置4Aと対向する位置に到達したとき、上型32は、下型31に対して型開きしており、かつ、第1支持コア34は、第1移動コア33が下型31から突出するように、進出している。そして、この状態において、第1可塑化装置4Aから設定量の1次樹脂J1を下型31に投入する(図3(a)参照)。
【0030】
次いで、回転盤2が設定角度回転し、図1において、金型3が第1型締め位置に到達したとき、下型31に対して上型32を型締めして1次樹脂J1を圧縮し、下型31、下型31から突出された第1移動コア33および上型32によって形成されるキャビティに対応する形状に賦形する(図3(b)参照)。その後、回転盤2が回転し、金型3が第2可塑化装置4Bに対向する位置に達するまでの間、上型32の型締めを継続して賦形された1次樹脂J1を冷却する。
【0031】
さらに、回転盤2が回転し、金型3が第2可塑化装置4Bに対向する位置に到達すれば、賦形された1次樹脂J1を保持しつつ、下型31に対して上型32を型開きする(図3(c)参照)。さらに、第1支持コア34を後退させ、第1移動コア33を下型31から退避した位置に支持した後、第2可塑化装置4Bから設定量の2次樹脂J2を下型31に投入する(図3(d)参照)。
【0032】
次いで、回転盤2が設定角度回転し、図1において、金型3が第2型締め位置に到達したとき、下型31に対して賦形された1次樹脂J1を保持しつつ上型32を型締めして2次樹脂J2を圧縮し、上型32に保持された1次樹脂J1、下型31から退避した第1移動コア33および上型32によって形成されるキャビティに対応する形状に賦形する(図3(e)参照)。
【0033】
この際、賦形された1次樹脂J1は、金型3によって保持されており、冷却工程によって表面は固化しているものの、内部は完全には固化していない状態にあり、したがって、上型32の型締めにより、2次樹脂J2は、1次樹脂J1に融着し、両者は一体化される。
【0034】
その後、回転盤2が回転し、金型3が第1可塑化装置4Aの直前位置に達するまでの間、上型32の型締めを継続して成形品形状に賦形された1次樹脂J1および2次樹脂J2を冷却する。
【0035】
さらに、回転盤2が回転し、金型3が第1可塑化装置4Aの直前の取出し位置に到達すれば、下型31に対して上型32を型開きし、成形品形状に賦形された1次樹脂J1および2次樹脂J2からなる成形品Sを取り出すことができる(図3(f)参照)。
【0036】
そして、回転盤2が回転し、第1可塑化装置4Aに対向する位置に金型3が到達すれば、第1支持コア34が下型31に対して進出し、第1移動コア33を下型31から突出させ、前述した一連の作業が再び順次行われる。
【0037】
このような一連の工程は、各金型3についても行われる。
【0038】
この結果、融着して一体化した1次樹脂J1および2次樹脂J2からなる成形品Sを効率よく連続的に成形することができる。
【0039】
ところで、前述した実施形態においては、2次樹脂J2の肉厚が1次樹脂J1の肉厚と同一であるため、下型31に対して第1移動コア33を突出させ、あるいは、下型31のキャビティ面と連続する平面を形成する位置に退避させることにより、対応することができる。
【0040】
しかしながら、1次樹脂J1と2次樹脂J2との厚みが異なる場合には、それぞれに対応するキャビティを形成する必要がある。
【0041】
以下、1次樹脂J1と2次樹脂J2との厚みが異なる成形品Sを成形する場合の金型回転式圧縮成形装置1について、図4および図5に基づいて説明する。
【0042】
この金型回転式圧縮成形装置1は、図1に示したように、間欠的に回転可能な回転盤2と、回転盤2の回転軸を中心に周方向に所定の間隔をおいて複数個配列された金型3と、回転盤2に近接して配設され、1次樹脂J1を可塑化するとともに、可塑化された1次樹脂J1を定量供給可能な第1可塑化装置4Aと、回転盤2に近接して配設され、2次樹脂J2を可塑化するとともに、可塑化された2次樹脂J2を定量供給可能な第2可塑化装置4Bと、から構成されている。
【0043】
そして、金型3は、回転盤2に固定された下型31と、下型31に対して型開き、型締め可能な上型32と、下型31および下型31に対して型締めされた上型32によって形成されるキャビティ内に出没するように、下型31に対して摺動自在に嵌挿された第1移動コア33および第2移動コア35と、第1移動コア33および第2移動コア35をそれぞれ支持する第1支持コア34および第2支持コア36と、からなり、第1支持コア34および第2支持コア36は、回転盤2に対して、第1移動コア33および第2移動コア35をそれぞれキャビティ内へ突出する位置と、キャビティから退避した位置との間を進退できるようになっている。
【0044】
次に、このように構成された金型回転式圧縮成形装置1による成形方法を説明する。
【0045】
まず、回転盤2が回転し、回転盤2に搭載された一の金型3が第1可塑化装置4Aと対向する位置に到達したとき、上型32は、下型31に対して型開きしており、かつ、第1支持コア34および第2支持コア36は、第1移動コア33および第2移動コア35がそれぞれ下型31に対して突出するように、進出している。そして、この状態において、第1可塑化装置4Aから設定量の1次樹脂J1を下型31に投入する(図5(a)参照)。
【0046】
次いで、回転盤2が設定角度回転し、金型3が第1型締め位置に到達したとき、下型31に対して上型32を型締めして1次樹脂J1を圧縮し、下型31、下型31からそれぞれ突出された第1移動コア33、第2移動コア35および上型32によって形成されるキャビティに対応する形状に賦形する(図5(b)参照)。その後、回転盤2が回転し、金型3が第2可塑化装置4Bに対向する位置に達するまでの間、上型32の型締めを継続して賦形された1次樹脂J1を冷却する。
【0047】
さらに、回転盤2が回転し、金型3が第2可塑化装置4Bに対向する位置に到達すれば、賦形された1次樹脂J1を保持しつつ、下型31に対して上型32を型開きする(図5(c)参照)。さらに、第1支持コア34および第2支持コア36をそれぞれ後退させて、第1移動コア33および第2移動コア35を下型31に対して退避した位置に支持した後、第2可塑化装置4Bから設定量の2次樹脂J2を下型31に投入する(図5(d)参照)。
【0048】
この際、第1移動コア33および第2移動コア35は、連続する平面を形成する位置に移動する。
【0049】
次いで、回転盤2が設定角度回転し、金型3が第2型締め位置に到達したとき、下型31に対して賦形された1次樹脂J1を保持しつつ上型32を型締めして2次樹脂J2を圧縮し、上型32に保持された1次樹脂J1、下型31から退避した第1移動コア33、第2移動コア35および上型32によって形成されるキャビティに対応する形状に賦形する(図5(e)参照)。
【0050】
この際、賦形された1次樹脂J1は、金型3によって保持されており、冷却工程によって表面は固化しているものの、内部は完全には固化していない状態にあり、したがって、上型32の型締めにより、2次樹脂J2は、1次樹脂J1に融着し、両者は一体化される。
【0051】
その後、回転盤2が回転し、金型3が第1可塑化装置4Aの直前位置に達するまでの間、上型32の型締めを継続して成形品形状に賦形された1次樹脂J1および2次樹脂J2を冷却する。
【0052】
さらに、回転盤2が回転し、金型3が第1可塑化装置4Aの直前の取出し位置に到達すれば、下型31に対して上型32を型開きし、成形品形状に賦形された1次樹脂J1および2次樹脂J2からなる成形品Sを取り出すことができる(図5(f)参照)。
【0053】
そして、回転盤2が回転し、第1可塑化装置4Aに対向する位置に金型3が到達すれば、第1支持コア34および第2支持コア36がそれぞれ下型31に対して進出し、第1移動コア33および第2移動コア35を下型31から突出させ、前述した一連の作業が再び順次行われる。
【0054】
このような一連の工程は、各金型3についても行われる。
【0055】
したがって、1次樹脂J1と2次樹脂J2との厚みが異なる場合であっても、それぞれに対応するキャビティを形成することにより、融着して一体化した1次樹脂J1および2次樹脂J2からなる成形品Sを効率よく連続的に成形することができる。
【0056】
なお、前述した実施形態においては、回転盤2に下型31を固定し、下型31に対して上型32を昇降させて型締め、型開きする金型3を例示したが、上型32を固定し、上型32に対して下型31を昇降させるようにしてもい。
【0057】
また、1次樹脂J1および2次樹脂J2からなる成形品Sを成形する場合を説明したが、3次樹脂、もしくは、それ以上の樹脂を投入可能な可塑化装置を設けるとともに、3次樹脂、もしくは、それ以上の樹脂に対応するキャビティを形成するように、移動コアを設けることにより、3次樹脂、もしくは、それ以上の樹脂を用いて成形品を成形することもできる。
【0058】
さらに、金型3を間欠的に回転させる方式に変えて、連続的に回転させてもよく、また、可変速で回転させるようにしてもよい。
【0059】
【発明の効果】
以上のように本発明によれば、複数の樹脂が互いに融着して密着度の極めて高い成形品を効率よく連続的に成形することができる。
【図面の簡単な説明】
【図1】本発明の金型回転式圧縮成形装置の一実施形態の概略を示す平面図である。
【図2】図1の金型回転式圧縮成形装置の各金型を示す断面図である。
【図3】図1の金型回転式圧縮成形装置による成形サイクルを説明する工程図である。
【図4】金型回転式圧縮成形装置の金型の変形例を示す断面図である。
【図5】図4の金型による金型回転式圧縮成形装置による成形サイクルを説明する工程図である。
【図6】従来の金型回転式圧縮成形装置の概略を示す平面図である。
【図7】図6の金型回転式圧縮成形装置の各金型を示す断面図である。
【図8】図6の金型回転式圧縮成形装置による成形サイクルを説明する工程図である。
【符号の説明】
1 金型回転式圧縮成形装置
2 回転盤
3 金型
31 下型
32 上型
33,35 移動コア
34,36 支持コア
4A,4B 可塑化装置
J1,J2 樹脂
S 成形品
Claims (1)
- 回転可能な回転盤と、回転盤の回転軸を中心に周方向に間隔をおいて配列された複数個の金型と、回転盤に近接して配設され、樹脂を可塑化するとともに、可塑化された樹脂を定量供給可能な複数個の可塑化装置と、から構成され、前記各金型は、相互に型締め、型開き可能な下型および上型と、型締めした下型および上型によって形成されるキャビティに進退自在な少なくとも1個以上の移動コアと、からなり、各金型が各可塑化装置に対向する位置に到達した際、各可塑化装置からそれぞれ投入される一の樹脂および他の樹脂にそれぞれ対応するキャビティを形成するように、移動コアが進退することを特徴とする金型回転式圧縮成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002377329A JP4057415B2 (ja) | 2002-12-26 | 2002-12-26 | 金型回転式圧縮成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002377329A JP4057415B2 (ja) | 2002-12-26 | 2002-12-26 | 金型回転式圧縮成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004202970A JP2004202970A (ja) | 2004-07-22 |
| JP4057415B2 true JP4057415B2 (ja) | 2008-03-05 |
Family
ID=32814528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002377329A Expired - Fee Related JP4057415B2 (ja) | 2002-12-26 | 2002-12-26 | 金型回転式圧縮成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4057415B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4975675B2 (ja) * | 2008-04-04 | 2012-07-11 | 株式会社日本製鋼所 | 成形体の製造方法および製造装置 |
| CA2740611C (en) * | 2008-10-23 | 2016-10-11 | Lrm Industries International, Inc. | Method of forming a molded article by wireless control |
-
2002
- 2002-12-26 JP JP2002377329A patent/JP4057415B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004202970A (ja) | 2004-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0640460B1 (en) | Method for producing a thin film | |
| US20080067704A1 (en) | Micro-Molding Equipment and Micro-Molding Method | |
| JP4057415B2 (ja) | 金型回転式圧縮成形装置 | |
| JP2014151449A (ja) | 射出成形用金型及び射出成形方法 | |
| WO2005084910A1 (ja) | ディスク成形用金型、調整部材及びディスク基板の成形方法 | |
| JP4220799B2 (ja) | 複数材成形機及び複数材成形方法 | |
| JP5666851B2 (ja) | 加工用素体,その製造方法及び装置,加工用素体を利用した試作品及びその製造方法 | |
| TWI686283B (zh) | 厚件塑膠射出成型模具 | |
| JP2002187178A (ja) | 筒形射出成形品の製造方法 | |
| US20240149508A1 (en) | Manufacturing method and manufacturing device of in-mold-coated molded product | |
| US4447386A (en) | Process for runnerless injection - compression molding of thermosetting materials | |
| JP2902539B2 (ja) | 成形品の製造装置及び製造方法 | |
| JP3006989B2 (ja) | 光ディスク用基板の製造方法 | |
| JP2003053798A (ja) | 射出成形用金型及び射出成形方法 | |
| JPS62101410A (ja) | 多層樹脂成形品の圧縮成形方法 | |
| JP2000318005A (ja) | コア圧縮射出成形機 | |
| JP2640714B2 (ja) | 射出成形方法 | |
| JP3176033B2 (ja) | 樹脂成形品の製造方法 | |
| JPH0759375B2 (ja) | プラスチックレンズの成形金型 | |
| JP3179224B2 (ja) | エージング装置 | |
| JP3336284B2 (ja) | ディスク基板及びその製造方法 | |
| SU1442418A1 (ru) | Литьева форма дл получени ротора электрической машины | |
| EP1198342A1 (en) | Direct tyre retreading | |
| KR101958204B1 (ko) | 무구배 사출금형 및 이를 이용한 사출물 제조방법 | |
| JPH07314497A (ja) | 2層成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070816 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071213 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4057415 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101221 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111221 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111221 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121221 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121221 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131221 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |