JP4040749B2 - はんだボールの整列方法およびマスク - Google Patents
はんだボールの整列方法およびマスク Download PDFInfo
- Publication number
- JP4040749B2 JP4040749B2 JP14613698A JP14613698A JP4040749B2 JP 4040749 B2 JP4040749 B2 JP 4040749B2 JP 14613698 A JP14613698 A JP 14613698A JP 14613698 A JP14613698 A JP 14613698A JP 4040749 B2 JP4040749 B2 JP 4040749B2
- Authority
- JP
- Japan
- Prior art keywords
- mask
- solder ball
- flux
- work
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/012—Manufacture or treatment of bump connectors, dummy bumps or thermal bumps
- H10W72/01204—Manufacture or treatment of bump connectors, dummy bumps or thermal bumps using temporary auxiliary members, e.g. using sacrificial coatings or handle substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/012—Manufacture or treatment of bump connectors, dummy bumps or thermal bumps
- H10W72/01221—Manufacture or treatment of bump connectors, dummy bumps or thermal bumps using local deposition
- H10W72/01225—Manufacture or treatment of bump connectors, dummy bumps or thermal bumps using local deposition in solid form, e.g. by using a powder or by stud bumping
Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Wire Bonding (AREA)
Description
【発明の属する技術分野】
本発明は、プリント基板やウエハ等のワーク表面のパッド位置にはんだボールを位置決めするはんだボールの整列方法およびマスクに関する。
【0002】
【従来の技術】
ボールグリッドアレイ法(以下、BGA法という。)では、ワーク表面のパッド位置に対応させてはんだボールよりも小径の穴を形成したマスクに、はんだボールを吸着させ、はんだボールを吸着した状態でフラックス槽に僅かに漬けることによりボールの表面にフラックスを塗布し、塗布したフラックスを介してはんだボールをパッド上に位置決めしていた。
【0003】
【発明が解決しようとする課題】
しかし、はんだボールの外径にはばらつきがあるから、BGA法の場合、小径のはんだボールに合わせてフラックスを塗布すると、マスクにフラックスが付着することがあり、吸着を停止してもはんだボールがマスクから離れない場合があった。このため、ボールの外径の公差を小さく、また、フラックス表面の高さおよび平坦度を常に管理する必要があり、作業能率を向上させることができなかった。また、1度に整列させることができるはんだボールの数は1000個程度までであった。
【0004】
本発明の目的は、上記した課題を解決し、作業が容易で、1度に2〜3万個のはんだボールを整列させることができ、例えば8インチのウエハであっても全領域を1回の作業ではんだボールを整列させることができるはんだボールの整列方法およびマスクを提供するにある。
【0005】
【課題を解決するための手段】
上記した課題を解決するため、請求項1の発明は、はんだボールの整列方法として、はんだボールの径より大径の穴を備えたマスクの下面を、予め表面にフラックスを塗布したワークの表面からフラックスの塗布厚よりも僅かに上方に位置決めした後、前記穴にはんだボールを供給し、その後ワークの表面に位置決めした前記はんだボールを前記フラックスに対して付勢し、前記はんだボールを付勢しながら前記マスクを前記ワークから遠ざけることによりはんだボールをワーク表面のパッド位置に位置決めすることを特徴とする。
【0006】
また、請求項2の発明は、はんだボールの直径より大径の穴を備え、板厚が前記はんだボールの直径よりも薄いマスクにおいて、ワークの表面に塗布されるフラックスの塗布厚よりも薄い第1の補強部材を前記ワークと対向する側に配置し、第2の補強部材を前記ワークと対向しない側に配置したことを特徴とする。
【0012】
【発明の実施の形態】
以下、本発明の実施の形態を図面により説明する。
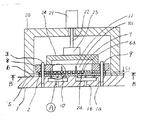
図1は、本発明を実施するためのはんだボール搭載装置の要部側面図、図2は図1のA部拡大図、図3はB−B矢視図である。1はベースである。2はワークで、表面には多数のパッド2aが形成されている。ワーク2は、ベース1に配置されたガイドピン3によりに水平方向に位置決めされ、ベース1に設けられた穴1a、1bに接続する図示を省略する吸引装置によりベース1上に固定されている。ワーク2の表面には予め所定の厚さにフラックス4が塗布されている。
【0013】
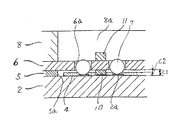
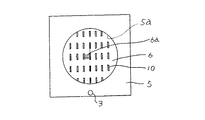
5は第1のライナマスクで、厚さはC1である。ライナマスク5の穴5aは、総てのマスク穴6aが内側に入る大きさに形成されている。6は整列マスクで、はんだボール7の直径より所定寸法だけ大きい(はんだボール7の直径の1.15倍程度)マスク穴6aがパッド2aと対向する位置に形成されている。整列マスク6の厚さははんだボールの直径程度である。8はマスク治具で、ライナマスク5および整列マスク6を保持している。9は直線案内装置で、ガイドピン3に係合するようにしてマスク治具8に固定されている。10は第2のライナマスクで、高さはC1以下であり、多数のライナマスク10がマスク穴6aと重ならないようにして整列マスク6の下面(ワーク2側の面。)に固定されている。11は抑え部材で、多数の抑え部材11がそれぞれ穴6aと重ならないようにしてマスク治具8に形成された中抜きの空間部8aの側面に固定されている。空間部8aは総てのマスク穴6aが内側に入る大きさに形成されている。
【0014】
20はコラムで、ベース1上に固定されている。21は上下送り装置で、コラム20に固定され、連結部22、加振装置23を介して取付部24を上下方向に移動させる。取付部24にはマスク治具8が固定されている。
【0015】
なお、図示を省略するはんだボール供給装置が、はんだボール7を空間部8aに供給する。また、整列マスク6の上面(空間部8aの面。)の余剰のはんだボールを除去する除去装置が設けられている。
【0016】
次に、はんだボールの整列手順を説明する。
(1)予め表面にフラックスを所定の厚さ(ただし、C1未満である。)塗布したワーク2を、ガイドピン3によりに水平方向に位置決めして、ベース1に載置する。そして、図示を省略した吸引装置を動作させ、ワーク2をベース1上に固定する。
(2)上下送り装置21を下降させ、ライナマスク5の下面をワーク2の表面に当接させる。このとき、フラックス4の表面と整列マスク6の下面との間には間隔C2が形成される。
(3)マスク穴6aの数以上のはんだボール7を整列マスク6上に供給し、総てのマスク穴6aにはんだボール7を入れる。
(4)図示しない除去装置により、余分なはんだボール7を除去する。
(5)上下送り装置21を上昇させる。このとき、加振装置23を動作させ、はんだボールマスクを穴6aに付着しないようにする。
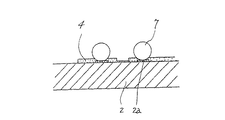
(6)図4に示すように、はんだボール7が位置決めされたワーク2を図示しない加熱装置に移動させ、はんだボール7を溶融させてバンプを形成する。
【0017】
なお、マスク穴6aと同数のはんだボール7を整列マスク6に供給する場合、手順(4)は不要である。
【0018】
また、手順(3)において加振装置23を動作させると、はんだボール7をマスク穴6aに位置決めする時間を短縮することができる。
【0019】
また、ライナマスク10と抑え部材11とを設けたから、整列マスク6の面積を広くすることができるだけでなく厚さを薄くすることができる。したがって、例えば0.2mmのはんだボールを30,000個以上を同時に整列させることもできる。なお、図3ではライナマスク10を図の上下方向に分けるようにしたが、特に支障がない場合いには、上下方向のものを1個にまとめても良い。
【0020】
ところで、手順(5)において、はんだボール7をフラックス4に押し付けてフラックス4中に僅かに押し込むようにすると、はんだボール7がフラックス4の粘着力により保持され位置決めが確実になる。すなわち、図5(a)、(b)に示すように、マスク穴6aと同一の位置にはんだボール7の径より所定寸法だけ小さい径の球形の突起30aをプレート30bに設けた規制装置30を設け、整列マスク6とは独立に上下可能の装置に保持させておく。そして、図5(a)に示すように、手順(5)終了時点ではんだボール7を付勢するから、後工程の装置に移動させる際はんだボールの位置がずれない。さらに、整列マスク6を上昇させる際にも付勢を続けるから、はんだボール7が整列マスク6に付着することがない。
【0021】
なお、規制装置30は、上記と同様の方法で製作することができる。すなわち、プレート30bにパッド30cを形成してからバンプを形成し、突起物30aを乗せてから溶着すれよい。なお、突起30aは球形に限らず、半球、棒状あるいは針状のいずれであっても良い。
【0022】
なお、上記では、はんだボールの供給、整列、余分なはんだボールの除去等を自動で行うようにしたが、手動で行うようにしても良いことはいうまでもない。また、マスク治具6を上下移動だけでなく、ベース1とコラム20の間に水平移動のための案内機構とその駆動源を設け、上方で水平方向に移動させるようにしてもよい。
【0023】
【発明の効果】
以上説明したように、本発明によれば、作業工程が少なく、1度に2〜3万個のはんだボールを整列させることができるから、例えば8インチウエハ全域のような広い面積であっても、はんだボールを1回の作業で整列させることができる。したがって、作業が容易で、しかも作業能率を向上させることができる。また、ワークがウェハの場合、直径が標準化されているから、治具等の付属装置の種類を減らすことができるという効果もある。
【図面の簡単な説明】
【図1】本発明を実施するためのはんだボール搭載装置の要部側面図である。
【図2】図1のA部拡大図である。
【図3】図1のB−B矢視図である。
【図4】はんだボールをワークに位置決めした状態を示す正面断面図である。
【図5】はんだボールを確実にフラックス上に位置決めさせる方法の説明図である。
【符号の説明】
1 べース
2 ワーク
4 フラックス
6 整列マスク
6a マスク穴
7 はんだボール
Claims (2)
- はんだボールの径より大径の穴を備えたマスクの下面を、予め表面にフラックスを塗布したワークの表面からフラックスの塗布厚よりも僅かに上方に位置決めした後、
前記穴にはんだボールを供給し、
その後ワークの表面に位置決めした前記はんだボールを前記フラックスに対して付勢し、
前記はんだボールを付勢しながら前記マスクを前記ワークから遠ざけることによりはんだボールをワーク表面のパッド位置に位置決めすることを特徴とするはんだボールの整列方法。 - はんだボールの直径より大径の穴を備え、板厚が前記はんだボールの直径よりも薄いマスクにおいて、ワークの表面に塗布されるフラックスの塗布厚よりも薄い第1の補強部材を前記ワークと対向する側に配置し、第2の補強部材を前記ワークと対向しない側に配置したことを特徴とするマスク。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14613698A JP4040749B2 (ja) | 1998-05-27 | 1998-05-27 | はんだボールの整列方法およびマスク |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14613698A JP4040749B2 (ja) | 1998-05-27 | 1998-05-27 | はんだボールの整列方法およびマスク |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11340364A JPH11340364A (ja) | 1999-12-10 |
| JP4040749B2 true JP4040749B2 (ja) | 2008-01-30 |
Family
ID=15400965
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP14613698A Expired - Fee Related JP4040749B2 (ja) | 1998-05-27 | 1998-05-27 | はんだボールの整列方法およびマスク |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4040749B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002231752A (ja) * | 2001-02-02 | 2002-08-16 | Tamura Seisakusho Co Ltd | 粒状体搭載装置 |
| JP4849136B2 (ja) * | 2009-01-29 | 2012-01-11 | 日本テキサス・インスツルメンツ株式会社 | 導電性ボールの搭載方法 |
-
1998
- 1998-05-27 JP JP14613698A patent/JP4040749B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11340364A (ja) | 1999-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5008452B2 (ja) | はんだボールの搭載方法及び搭載装置 | |
| KR20190101293A (ko) | 볼 탑재 장치 | |
| US6575351B1 (en) | Work/head positioning apparatus for ball mount apparatus | |
| JP4040749B2 (ja) | はんだボールの整列方法およびマスク | |
| WO2018061207A1 (ja) | 対基板作業機、および挿入方法 | |
| JP4012647B2 (ja) | はんだボールの搭載方法およびその装置 | |
| JP4233190B2 (ja) | はんだボールの搭載方法およびその装置 | |
| KR100559729B1 (ko) | 배치 장치 및 방법 | |
| JP3645795B2 (ja) | 半導体装置の製造方法および半導体製造装置 | |
| JP2510688B2 (ja) | 過剰はんだ除去装置 | |
| JP2002171054A (ja) | はんだボールの搭載方法、及びはんだボールの搭載装置 | |
| KR100283744B1 (ko) | 집적회로실장방법 | |
| JP2001119133A (ja) | ソルダペースト印刷装置、ソルダペースト印刷方法、配線基板及び電気機器の製造方法 | |
| US20230290666A1 (en) | Semiconductor manufacturing apparatus, carrier jig, and manufacturing method of semiconductor device | |
| JP2005056901A (ja) | 半導体装置の製造装置及び半導体装置の製造方法 | |
| JP3506273B2 (ja) | はんだ供給装置及びはんだ供給方法 | |
| JP2001015898A (ja) | マウントヘッド | |
| JP2009260096A (ja) | 分割加工方法 | |
| JP2008153457A (ja) | バックアップピンのセッティング作業用治具、基板支持装置、表面実装機、クリーム半田印刷装置、基板検査装置及びバックアップピンのセッティング方法 | |
| JPH08309523A (ja) | 金属ボールの搭載方法 | |
| JP2001007136A (ja) | 転写ヘッドのクリーニング装置及び方法 | |
| WO2026004886A1 (ja) | 実装装置 | |
| JP4149718B2 (ja) | 部品実装方法 | |
| JP2000260799A (ja) | 導電性ボールの搭載装置および搭載方法 | |
| JP3733471B2 (ja) | ワークの位置決め固定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060411 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101116 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111116 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111116 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121116 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131116 Year of fee payment: 6 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |