JP3976206B2 - 電熱シートの製造方法及びその製造品 - Google Patents
電熱シートの製造方法及びその製造品 Download PDFInfo
- Publication number
- JP3976206B2 JP3976206B2 JP2006209101A JP2006209101A JP3976206B2 JP 3976206 B2 JP3976206 B2 JP 3976206B2 JP 2006209101 A JP2006209101 A JP 2006209101A JP 2006209101 A JP2006209101 A JP 2006209101A JP 3976206 B2 JP3976206 B2 JP 3976206B2
- Authority
- JP
- Japan
- Prior art keywords
- conductive
- sheet
- tape
- supplying
- conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005485 electric heating Methods 0.000 title claims description 79
- 238000004519 manufacturing process Methods 0.000 title claims description 57
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 70
- 239000004917 carbon fiber Substances 0.000 claims description 70
- 239000004020 conductor Substances 0.000 claims description 64
- 239000000463 material Substances 0.000 claims description 52
- 238000000034 method Methods 0.000 claims description 43
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 40
- 238000010438 heat treatment Methods 0.000 claims description 27
- 230000008569 process Effects 0.000 claims description 26
- 239000000853 adhesive Substances 0.000 claims description 17
- 230000001070 adhesive effect Effects 0.000 claims description 15
- 229920001187 thermosetting polymer Polymers 0.000 claims description 13
- 238000002788 crimping Methods 0.000 claims description 11
- 238000005520 cutting process Methods 0.000 claims description 10
- 239000011888 foil Substances 0.000 description 10
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000005611 electricity Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910001120 nichrome Inorganic materials 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- -1 carbon fiber Chemical compound 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000002860 competitive effect Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images














Description
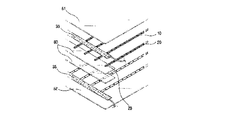
200 本体
210 上部シートリール
220 下部シートリール
230 移送テーブル
300 サイドプレート
310 クロスバー
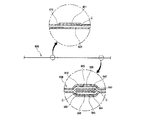
350 案内リング
400 加熱移送台
500 圧着ローラー
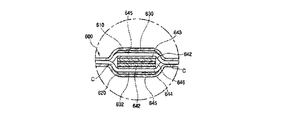
600 絶縁シート
610 上部シート
620 上部シート
630,631,632 第1,2,3導電テープ
640 中間部材
641,642 絶縁テープ
643,644 第4,5導電テープ
645 電線
646 両面テープ
C 炭素繊維
G ギャップ
Claims (12)
- 相対向して配置される2つのシート(610,620)と、
両シート(610,620)の間に並列配置される第1導電部(630)および第2導電部(631)と、
前記第1導電部(630)に対して絶縁状態で配置される第3導電部(632)と、
絶縁テープ(641)と、当該絶縁テープ(641)の両面に付着した第4導電テープ(643)および第5導電テープ(644)と、当該第4導電テープ(643)および第5導電テープ(644)の各々に付着された電線(645)とで構成され、前記第1導電部(630)と前記第3導電部(632)との間に積層配置される中間部材(640)と、
前記第1導電部(630)および前記第4導電テープ(643)の間に挟まれる状態でこれらに接着および圧着されるとともに、前記第1導電部(630)および第2導電部(631)の間に配置されており、両導電部に通電している一群の導電性細長材(C)と、
前記第3導電部(632)および第5導電テープ(644)の間に挟まれる状態でこれらに接着および圧着されるとともに、前記第2導電部(631)および第3導電部(632)の間に配置されており、両導電部に通電している他群の導電性細長材(C)と、を備えたことを特徴とする電熱シート。 - 前記中間部材(640)は両面テープ(646)を備え、
その両面テープ(646)の上面と下面とに前記絶縁テープ(641)が各々付着された請求項1に記載の電熱シート。 - 前記導電性細長材は、炭素繊維である請求項1または請求項2に記載の電熱シート。
- 前記両シート(610,620)には、相対向するシート側の面に熱硬化性接着剤が塗布された請求項1〜請求項3のうちいずれか1項に記載の電熱シート。
- 前記絶縁テープは、透明である請求項1〜請求項4のうちいずれか1項に記載の電熱シート。
- 前記絶縁テープは、その両面に熱硬化性接着剤が塗布された請求項1〜請求項5のうちいずれか1項に記載の電熱シート。
- 前記第1導電部(630)、前記第3導電部(632)および中間部材(640)はその幅が同じである請求項1から請求項6のいずれか一項に記載の電熱シート。
- 2つのシート(610,620)を供給するシート供給工程と、
両シート(610,620)の間に導電性細長材(C)を供給する導電性細長材供給工程と、
両シート(610,620)を加熱しながら搬送する加熱搬送工程と、
搬送される両シート(610,620)のうちの一方のシートに帯状の第1導電体(630)を第1導電体付着工程と、
前記一方のシート(610)に帯状の第2導電体(631)を付着し、他方のシート(620)に帯状の第3導電体(632)を付着する第2導電体付着工程と、
前記一方のシート(610)の前記第1導電体(630)に、絶縁テープ(641)と、当該絶縁テープ(641)の両面に付着した第4導電テープ(643)および第5導電テープ(644)と、当該第4導電テープ(643)および第5導電テープ(644)の各々に付着された電線(645)とで構成された中間部材(640)を付着する中間部材付着工程と、
中間部材付着段階を通過した前記一方のシート(610)と他方のシート(620)を圧着する圧着工程とを有する電熱シートの製造方法。 - 2つのシート(610,620)を供給するシート供給工程と、
両シート(610,620)の間に、複数の導電性細長材(C) を相互に電気的に絶縁されていると共に並列配置される状態で供給する導電性細長材供給工程と、
前記複数の導電性細長材(C)のうち1つ以上の導電性細長材の一端側に電気的に接続されると共に残る導電性細長材の一端側とは電気的に絶縁される帯状の第1導電体(630)を供給する工程と、
前記複数の導電性細長材(C)の他端側に電気的に接続する帯状の第2導電体(631)を供給する工程と、
前記第1導電部(630)の一端側とは電気的に絶縁される導電性細長材(C)のうち1つ以上の導電性細長材の一端側に電気的に接続される帯状の第3導電体(632)を供給する工程と、
絶縁テープ(641)と、当該絶縁テープ(641)の両面に付着した第4導電テープ(643)および第5導電テープ(644)と、当該第4導電テープ(643)および第5導電テープ(644)の各々に付着された電線(645)とで構成された中間部材(640)を、前記第1導電体(630)と前記第3導電体(632)との間に供給する中間部材供給工程と、
前記2つのシート(610,620)および両シートの間に供給された部材を熱圧着する熱圧着工程とを備えており、
前記シート供給工程、前記導電性細長材供給工程、前記第1導電体(630)を供給する工程、前記第2導電体(631)を供給する工程、前記第3導電体(632)を供給する工程および前記中間部材供給工程が行われる時期は、少なくとも前記熱圧着工程の前である電熱シートの製造方法。 - 圧着により得られた電熱シート(600)を一定の大きさに切断する切断工程をさらに有する請求項8または請求項9に記載の電熱シートの製造方法。
- 前記導電性細長材供給工程は、炭素繊維(C)を供給する工程である請求項8から請求項10のいずれか一項に記載の電熱シートの製造方法。
- 前記導電性細長材供給工程は、炭素繊維(C)を前記シート(610,620)の両側から供給するものであり、前記炭素繊維(C)は等間隔で配列された状態を維持しながら前記両シート(610,620)の間に供給される請求項11に記載の電熱シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006209101A JP3976206B2 (ja) | 2005-11-15 | 2006-07-31 | 電熱シートの製造方法及びその製造品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005330845 | 2005-11-15 | ||
| JP2006209101A JP3976206B2 (ja) | 2005-11-15 | 2006-07-31 | 電熱シートの製造方法及びその製造品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007165281A JP2007165281A (ja) | 2007-06-28 |
| JP3976206B2 true JP3976206B2 (ja) | 2007-09-12 |
Family
ID=38247933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006209101A Expired - Fee Related JP3976206B2 (ja) | 2005-11-15 | 2006-07-31 | 電熱シートの製造方法及びその製造品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3976206B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120228280A1 (en) * | 2009-11-05 | 2012-09-13 | Richard Dod Coates | Heating panel and method therefor |
| KR101110962B1 (ko) * | 2009-11-23 | 2012-02-20 | 박영복 | 전기 매트 제조 장치 및 그에 의해 제조된 전기 매트 |
| CN102316613B (zh) * | 2011-05-20 | 2013-07-24 | 鑫永铨股份有限公司 | 连续式硅胶电热片的制造方法 |
-
2006
- 2006-07-31 JP JP2006209101A patent/JP3976206B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007165281A (ja) | 2007-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102458056B (zh) | 制造布线基板的方法 | |
| US7268325B1 (en) | Method of making flexible sheet heater | |
| JP3976206B2 (ja) | 電熱シートの製造方法及びその製造品 | |
| KR100779724B1 (ko) | 전열시트 | |
| JP6024050B2 (ja) | 積層コイルおよび積層コイルの製造方法 | |
| JP6197233B2 (ja) | 積層コイルの製造装置および製造方法 | |
| KR20180011545A (ko) | 손상방지층을 구비한 면상발열체 제조장치 | |
| KR100779725B1 (ko) | 전열시트 제조방법 및 그 장치 | |
| JP2015079801A (ja) | フレキシブルプリント基板の製造方法およびフレキシブルプリント基板の製造に用いられる中間生成物 | |
| WO2014058016A1 (ja) | 積層コイルおよび積層コイルの製造方法 | |
| KR200407510Y1 (ko) | 전열시트 | |
| JP6515788B2 (ja) | 電気ヒータおよび電気ヒータの製造方法 | |
| JP2005078811A (ja) | フレキシブルフラットケーブルの電極部構造、フレキシブルフラットケーブル及びフレキシブルフラットケーブルの製造方法 | |
| CN113099560B (zh) | 石墨烯发热膜片及其制备方法 | |
| JP6011967B2 (ja) | 積層コイルおよび積層コイルの製造方法 | |
| JP5516514B2 (ja) | 配線部材 | |
| KR101425978B1 (ko) | 타발 가이드를 이용한 라인형 연성인쇄회로기판 연속 제조 방법 | |
| JPH01200525A (ja) | 薄形プッシュスイッチの製造方法 | |
| JP3127850U (ja) | 面状ヒータ | |
| JP2876370B2 (ja) | フラット配線体の製法 | |
| JPS63314718A (ja) | 枝線付きケ−ブルの製造方法 | |
| JP4918917B2 (ja) | フラットケーブルの製造方法 | |
| JP3444182B2 (ja) | 積層体の製造方法 | |
| CN111388864A (zh) | 一种电子止痛贴组件 | |
| JP2002109978A (ja) | フラットケーブルの製造方法およびフラットケーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070529 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070614 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100629 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3976206 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100629 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110629 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120629 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120629 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130629 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |