JP3962223B2 - Icカード製造装置 - Google Patents
Icカード製造装置 Download PDFInfo
- Publication number
- JP3962223B2 JP3962223B2 JP2001186820A JP2001186820A JP3962223B2 JP 3962223 B2 JP3962223 B2 JP 3962223B2 JP 2001186820 A JP2001186820 A JP 2001186820A JP 2001186820 A JP2001186820 A JP 2001186820A JP 3962223 B2 JP3962223 B2 JP 3962223B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- cushion
- base material
- pressure
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Credit Cards Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、薄型の非接触ICカードを製造する際に用いて好適なICカード製造装置に関する。
【0002】
【従来の技術】
一般に、ICチップ等の電子部品を内蔵したICカードは知られている。ICカードは、カードの内部に電子部品を収容するため、カード表面は電子部品による凹凸が生じないように製造する必要があり、そのための製造方法及び装置も、特公平2−16234号公報,特開平6−176214号公報,特開平9−277766号公報及び特開平11−48660号公報等で提案されている。
【0003】
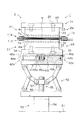
ところで、近時、厚さが数百ミクロンメートル程度のフレキシブルな薄型の非接触ICカードも実用化されている。図11に、このような薄型の非接触ICカードを製造するための従来の代表的なICカード製造装置50を示す。このICカード製造装置50は、下プレス盤51と上プレス盤52を備え、下プレス盤51は断熱板53を介して基体部54に取付けるとともに、上プレス盤52は断熱板55を介して昇降体部56に取付ける。これにより、下プレス盤51は固定側となり、上プレス盤52は可動側となる。また、下プレス盤51の内部には加熱用ヒータ57…と冷却用水路58…を設けるとともに、上プレス盤52の内部には加熱用ヒータ59…と冷却用水路60…を設ける。さらに、基体部54には下プレス盤51の周りを覆う筒型の下チャンバ部61を設けるとともに、昇降体部56には上プレス盤52の周りを覆う上チャンバ部62を設ける。この下チャンバ部61と上チャンバ部62は、上プレス盤52を下降させた際に相嵌合し、内部が密封されるチャンバ63を構成する。一方、64は、上チャンバ部62に設けた脱気口であり、この脱気口64に不図示の脱気装置(真空ポンプ等)を接続することにより、チャンバ63の内部を脱気することができる。なお、65は、上チャンバ部62に設けたシール材である。
【0004】
このようなICカード製造装置50によれば、ICカードを製造する際に用いる積層基材Mは下プレス盤51上にセットされる。図6に、積層基材Mの模式的構成図を示す。同図に示す積層基材Mにおいて、PはICチップPiとアンテナPaからなる電子部品であり、ベースシートB上に実装される。そして、ベースシートBと電子部品Pは、両側から、ホットメルトシートTa及び接着剤の付着した熱可塑性樹脂シート(ポリエチレンテレフタレート等)Eaを含むシート部材Laと、ホットメルトシートTb及び接着剤の付着した熱可塑性樹脂シートEbを含むシート部材Lbにより挟まれる。また、積層基材Mは、通常、ICカード複数枚分(一般にn×m枚)を連続させて一枚に綴り、この積層基材MをICカード製造装置により熱圧着した後、カッティングして目的のICカードを製造する。一方、積層基材Mを熱圧着する際には、図11に示す昇降体部56を下降させた後、チャンバ63内を脱気するとともに、加熱用ヒータ57…及び59…を通電して加熱した下プレス盤51と上プレス盤52により積層基材Mを加圧すれば、積層基材Mは内部に含む気泡が除去された状態で熱圧着される。この後、加熱用ヒータ57…と59…の通電を停止し、冷却用水路58…及び60…に冷却用水を流せば、積層基材Mは冷却される。
【0005】
【発明が解決しようとする課題】
しかし、上述した従来のICカード製造装置50では、積層基材Mを熱圧着する加圧初期に、積層基材M自身が十分加熱されていない状態で加圧されるため、十分に軟化していないシート部材La,Lbを介して電子部品Pに過大な圧力が付加されることになり、従来のICカード製造装置50により製造した場合には、電子部品Pが破損するなどの製造不良を生じやすく、生産時における歩留まり率の低下を招く問題があった。
【0006】
本発明は、このような従来の技術に存在する課題を解決したものであり、製造中の過大圧力の印加による電子部品の破損等を防止し、生産時の歩留まり率を大幅に高めることができるとともに、品質向上及び信頼性向上に寄与できるICカード製造装置の提供を目的とする。
【0007】
【課題を解決するための手段及び実施の形態】
本発明は、熱可塑性樹脂シートEa,Ebを含むシート部材La,LbによりICチップ等の電子部品Pを挟んでなる積層基材Mを、加圧面3u,3dを有する一対のプレス盤部2u,2dにより両面側から加圧して熱圧着又は冷却するプレス機構2を備えるICカード製造装置1を構成するに際して、加圧面3u,3dと積層基材M間に、積層基材Mの加圧時にシート部材La,Lbが軟化しない状態では当該シート部材La,Lbの変形に応じて弾性変形し、かつシート部材La,Lbが軟化した状態では弾性復帰する一定の厚さDdを有する弾性プレートからなる加圧プレート4u,4dを介在させるとともに、加圧面3u,3dと加圧プレート4u,4d間に、所定の厚さDsを有するとともに、加圧プレート4u,4dの弾性変形を吸収し、かつ当該加圧プレート4u,4dに対するくっ付きを回避する多数の凸部6…を有するクッションシート7u,7dを介在させてなることを特徴とする。
【0008】
この場合、好適な実施の形態により、クッションシート7u,7dは、シリコンゴムシートを用いることができる。また、7u,7dクッションシートは、一定の厚さ(所定の厚さDs)を有し、かつ所定幅Wsの溝部5…により多数の区画部を形成することにより、凸部6…を設けてもよいし、所定の厚さDsを有し、かつ少なくとも一方の表面に多数のランダムな凸部6…を設けてもよい。多数のランダムな凸部6…を有するクッションシート7u,7dは、加圧面3u,3d又は所定面に、所定量の液状のシリコーンゴム8を載せ、このシリコーンゴム8の上にローラ9を転がすことにより形成できる。
【0009】
これにより、加圧時における積層基材Mに基づく加圧プレート4u,4dの厚みムラ(変形,傾斜)は、加圧面3u,3dと加圧プレート4u,4d間に介在させたクッションシート7u,7dにより吸収され、過大圧力の印加による電子部品Pの破損等は回避される。ところで、ゴム等の弾性素材を用いるクッションシート7u…は断熱性が高いため、熱伝導性を高めるには、できるだけ薄く形成する必要があるが、薄いクッションシート7u…を平坦な加圧面3u…に付着させた場合には、所望の弾性(クッション性)を得ることができない。このため、クッションシート7u,7dに、所定幅Wsの溝部5…により、多数の区画部を形成することにより凸部6…を設け、或いは多数のランダムな凸部6…を設けて良好な熱伝導性を確保すると同時に、クッションシート7u,7dにおける十分かつ最適なクッション性を確保している。なお、このような多数の凸部6…を設けることにより、クッションシート7u,7dが加圧プレート4u,4dに密着してくっ付いてしまう不具合も回避される。
【0010】
また、加圧プレート4u,4dは弾性プレートからなるため、シート部材La,Lbが軟化していない状態では、加圧プレート4u,4dはシート部材La,Lbの変形に応じて弾性変形し、電子部品Pによるシート部材La,Lbの変形は当該加圧プレート4u,4dにより吸収されるとともに、シート部材La,Lbが軟化した状態では、加圧プレート4u,4dは本来の形状に弾性復帰し、積層基材Mは加圧プレート4u,4dの有する本来の平坦形状により熱圧着される。
【0011】
【実施例】
以下、本発明に係る好適な実施例を挙げ、図面に基づき詳細に説明する。
【0012】
まず、本実施例に係るICカード製造装置1の構成について、図1〜図5を参照して説明する。
【0013】
ICカード製造装置1は、製造装置本体1xと、この製造装置本体1xとは別体に構成した積層基材挟持部1yを備える。積層基材挟持部1yは、図1に示す上挟持部11uと下挟持部11dを有し、上挟持部11uが下挟持部11dの上に重なることにより、内部が密封される積層基材挟持部1yとなる。上挟持部11uは、上加圧プレート4uと、この上加圧プレート4uよりも大きい矩形枠状に構成した上フレーム12uを有し、上加圧プレート4uは積層基材Mの上面に重なる。
【0014】
上加圧プレート4uは、積層基材Mの加圧時にシート部材Laが軟化しない状態ではシート部材Laの変形に応じて弾性変形し、かつシート部材Laが軟化した状態では弾性復帰する一定の厚さDd(図4参照)を有する弾性プレート、望ましくは、厚さDdが1〔mm〕程度のステンレス板を用いる。なお、上加圧プレート4uとしては、他の弾性金属板や耐熱性を有する非鉄材、具体的には、ポリイミド等を用いた弾性合成樹脂板を用いてもよい。
【0015】
さらに、上加圧プレート4uと上フレーム12uは、上加圧プレート4uに一体形成した複数の矩形状の連結片14u…を介して連結する。これにより、熱による上加圧プレート4uの変形が吸収される。各連結片14u…は、図3に示すように、上加圧プレート4uにおける対向する一対の端辺部からそれぞれ突出し、当該端辺部に沿って一定間隔置きに設ける。この場合、各連結片14u…はクランク状に折曲形成する。そして、連結片14u…の全部又は一部の先端を固定ねじ15…を用いて上フレーム12uにねじ止めする。
【0016】
他方、下挟持部11dも基本的には上挟持部11uと同様に形成する。下挟持部11dにおいて、4dは下加圧プレート、12dは下フレーム、14d…は複数の連結片をそれぞれ示す。なお、下加圧プレート4dの上面には、周縁に沿ったシール材16を固着する。
【0017】
また、上加圧プレート4uには脱気口17を設け、この脱気口17は通気管18を介して脱気装置(真空ポンプ等)19に接続する。これにより、積層基材挟持部1yの内部を脱気できるとともに、切換により脱気口17から積層基材挟持部1yの内部に空気を供給できる。なお、上フレーム12uと下フレーム12dの所定位置には、重ねた際に両者を位置決めする不図示の位置決め部が設けられている。
【0018】
一方、製造装置本体1xは、三台のプレス部、即ち、予熱プレス部(不図示),熱圧力プレス部となるプレス機構2及び冷却プレス部(不図示)を備える。図2は、プレス機構(熱圧力プレス部)2のみを示す。
【0019】
プレス機構2は、上側に配した固定プレス盤部2uと下側に配した可動プレス盤部2dを備える。固定プレス盤部2uは、加圧面3uを有するプレス盤本体部21を備える。このプレス盤本体部21は、後述する下側のプレス盤本体部31とは異なり、固定された不図示のプレス盤基部に直接取付けられる。プレス盤本体部21は、先端が加圧面3uとなる熱盤部22,断熱部23及び支持盤24を順次重ねて構成し、固定ボルト25…により一体化する。なお、熱盤部22には、多数の加熱用棒ヒータ26…を内蔵する。また、熱盤部22の下面、即ち、加圧面3uには、一定の厚さDsを有するクッションシート7uを接着する。ゴム等の弾性素材を用いるクッションシート7uは断熱性が高いため、熱伝導性を高めるには、できるだけ薄く形成する必要があり、実施例では、厚さDsが0.3〔mm〕程度のシリコンゴムシートを使用した。
【0020】
ところで、このように薄いシリコンゴムシートを、少なくとも一辺が数十〔cm〕程度の平坦な加圧面3uに接着しても、所望の弾性(クッション性)を得ることができない。このため、クッションシート7uの下面に、図4及び図5に示す所定幅Wsの溝部5…により多数の区画部を形成することにより凸部6…を設けた。実施例の溝部5…は、角度Rsが90°となるV溝により形成するとともに、全体的には格子状に形成し、凸部(区画部)6…として一辺Lsが5〔mm〕程度となる多数の正方形を設けた。なお、一辺Lsは10〔mm〕以下が望ましい。これにより、良好な熱伝導性が確保されると同時に、クッションシート7uにおける十分かつ最適なクッション性が確保される。しかも、このような多数の凸部6…を形成することにより、クッションシート7uが加圧プレート4uに密着してくっ付いてしまう不具合も回避される。
【0021】
他方、下側に位置する可動プレス盤部2dは、加圧面3dを有するプレス盤本体部31と、このプレス盤本体部31を加圧するプレス盤基部41を備える。プレス盤本体部31は、先端が加圧面3dとなる熱盤部32,断熱部33及び支持盤34を順次重ねて構成し、固定ボルト35…により一体化する。なお、熱盤部32には、多数の加熱用棒ヒータ36…を内蔵する。また、熱盤部32の上面、即ち、加圧面3dにはクッションシート7dを接着する。このクッションシート7dは、上述したクッションシート7uと同一のものを用いることができる。したがって、クッションシート7dの上面には、クッションシート7uの下面と同様に、溝部5…により多数の凸部6…を形成する。
【0022】
一方、プレス盤本体部31とプレス盤基部41の間には、位置を異ならせた四つのエアクッション部42a,42b…を介在させる。各エアクッション部42a…は、前後左右に一対ずつ対称に配設する。各エアクッション部42a…は、プレス盤基部41に一体に設けた四つの矩形凸部43a,43b…と、この矩形凸部43a…に上から被せた下面に凹部を有する凹盤部44a,44b…を備え、矩形凸部43a…の側面に形成した溝部にシールリング45a,45b…を収容して、凹盤部44a…と矩形凸部43a…間をシーリングするとともに、各凹盤部44a…の上面は、支持盤34の下面に結合する。これにより、凹盤部44a…と矩形凸部43a…間に密閉された空気室を有するエアクッション部42a…が構成され、凹盤部44a…は矩形凸部43a…に対して昇降する。さらに、各凹盤部44a…には、空気供給口46a,46b…を設け、この空気供給口46a…に、コンプレッサ及び空気制御回路等を含む不図示の空気供給部を接続する。この空気供給部は、空気圧が目標値になるようにフィードバック制御し、各エアクッション部42a…の圧力を個別に設定する機能を備える。
【0023】
また、51は機台部であり、この機台部51と可動プレス盤部2d間に架設したトグルリンク機構52により当該可動プレス盤部2dが支持される。53はトグルリンク機構52を駆動する駆動機構部であり、この駆動機構部53は、機台部51に取付けたサーボモータ54と、このサーボモータ54により駆動せしめられるボールねじ機構55を備える。これにより、ボールねじ機構55のボールねじ部56はサーボモータ54により回転駆動され、かつボールねじ機構55のナット部57はトグルリンク機構52の入力部となる。
【0024】
次に、本実施例に係るICカード製造装置1の動作(機能)について、図1〜図9を参照して説明する。
【0025】
まず、積層基材Mは積層基材挟持部1yに収容する。即ち、下挟持部11dの上面に積層基材Mを載置し、上から上挟持部11uを重ねることにより、積層基材Mを上挟持部11uと下挟持部11dにより挟む。この後、脱気装置19を作動させ、積層基材挟持部1yの内部を脱気する。これにより、積層基材Mは上挟持部11uと下挟持部11dにより押圧されるとともに、積層基材Mの内部に含む気泡が完全に除去される。
【0026】
そして、積層基材Mを収容した積層基材挟持部1yは、最初に、不図示の予熱プレス部により予熱処理される。即ち、積層基材挟持部1yは一対のプレス盤により加圧され、熱圧着する際における正規の加熱温度よりも低い予熱温度、具体的には、ホットメルトシートTa,Tbの塑性変形又は溶着が始まる直前の温度(例えば、70℃前後)に加熱される。これにより、積層基材Mは加圧されつつ予熱温度により徐々に昇温せしめられるとともに、脱気が促進する。
【0027】
次いで、予熱処理された積層基材挟持部1yは、熱圧着プレス部となるプレス機構2に供給される。この場合、可動プレス盤部2dは、図1に示すように下降しているため、積層基材挟持部1yを可動プレス盤部2dに載置した後、サーボモータ54を作動させれば、ナット部57が上昇し、トグルリンク機構52により可動プレス盤部2dが上昇する。そして、積層基材挟持部1yが上側の加圧面3uに圧接し、積層基材挟持部1yに極低圧が付与された時点で一旦可動プレス盤部2dの上昇を停止する。この際、積層基材Mの厚さが位置により異なる場合であっても、各エアクッション部42a…の圧力を個別に設定、即ち、積層基材Mの厚い部位に対応する圧力を高く設定するとともに、薄い部位に対応する圧力を低く設定し、積層基材Mを加圧する一対の加圧面3u,3dが平行になるようにする。このようなエアクッション部42a,42b…を設けたため、積層基材Mの厚さが位置により異なる場合であっても、積層基材Mを加圧する一対の加圧面3u,3dを平行にでき、加圧力を極低圧から中圧(高圧)まで正確かつ安定に付与できるとともに、積層基材Mの厚さ状態に影響されることなく、均一の厚さを有する高品質のICカードを得ることができる。しかも、後述するトグルリンク機構52により加圧される可動プレス盤部2d側にエアクッション部42a…を設けたため、力の拡大率が大きいトグルリンク機構52であっても圧力制御が不能になることなく、的確な圧力制御を行うことができる。
【0028】
また、固定プレス盤部2uと可動プレス盤部2dはそれぞれ加熱用棒ヒータ26…,36…により正規の加熱温度(例えば、120℃前後)に加熱される。なお、積層基材Mは、その両面側が上挟持部11uと下挟持部11dにより挟まれ、かつ密封状態の積層基材挟持部1yの内部に収容されるとともに、この積層基材挟持部1yの内部は脱気装置19により脱気されているため、積層基材Mが予熱プレス部から熱圧着プレス部2に移動しても、加熱状態及び加圧状態の連続性が確保、即ち、積層基材Mに対する保温性と保圧性が確保される。
【0029】
そして、設定時間が経過して積層基材Mが軟化したなら、再度、サーボモータ54を作動させることにより可動プレス盤部2dを上昇させ、加圧面3dをICカードの厚さ位置で停止させる。これにより、積層基材挟持部1yは固定プレス盤部2uと可動プレス盤部2dによって上下から加熱及び加圧され、積層基材Mが熱圧着される。この際、積層基材挟持部1yにおける各加圧プレート4u及び4dは、熱(高温)により変形(拡大)するが、当該変形は複数の連結片14u…及び14d…により吸収されるため、積層基材Mは、常に、平行度の高い一対の加圧プレート4u及び4dにより熱圧着され、製造時における歩留まり(生産性)を高めることができるとともに、ICカードの品質及び均質性の向上、さらには商品性を格段に高めることができる。
【0030】
ところで、積層基材Mの熱圧着時には、加圧初期に積層基材M自身が十分加熱されない状態で加圧されるため、十分に軟化していないシート部材La,Lbを介して電子部品Pに圧力が付加されることになる。しかし、弾性プレートを用いた各加圧プレート4u,4dは、図7に示すように、電子部品Pによるシート部材La,Lbの変形に応じて弾性変形するため、当該シート部材La,Lbの変形は各加圧プレート4u,4d、さらに、各クッションシート7u,7dにより吸収される。一方、ある程度時間が経過し、シート部材La,Lbが十分に軟化すれば、各加圧プレート4u,4dは本来の形状に弾性復帰し、積層基材Mは、図8に示すように、各加圧プレート4u,4dの有する本来の平坦形状により熱圧着される。この際、各クッションシート7u,7dには、所定幅Wsの溝部5…により多数の凸部6…を設けたため、各クッションシート7u,7dにおける良好な熱伝導性が確保されると同時に、十分かつ最適なクッション性が確保される。図9に加圧時における凸部6…を仮想線で示す。同図に示すように、面垂直方向の加圧による凸部6…の弾性圧縮は、水平方向への弾性膨張となるが、この弾性膨張は、周りに形成された所定幅Wsの溝部5…に逃がされる。
【0031】
この後、設定時間(例えば、20秒前後)が経過したなら、図6に示すように、可動プレス盤部2dを下降させ、熱圧着された積層基材M、即ち、製造されたICカードMiを冷却プレス部に移して冷却処理する。冷却処理では、ICカードMiが加圧されつつ冷却せしめられる。一方、冷却処理後、積層基材挟持部1yからICカードMiを取出すには、脱気口17から積層基材挟持部1yの内部に空気を供給すればよい。これにより、積層基材挟持部1yの脱気状態が解除され、かつICカードMiは積層基材挟持部1yから剥離する。よって、上挟持部11uを上昇させ、製造されたICカードMiを取出すことができる。
【0032】
他方、図10は、クッションシート7d…の変更実施例を示す。変更実施例に係るクッションシート7dは、同図に示すように、少なくとも一方の表面に多数のランダムな凸部6…を設けた点が、前述した図1〜図9に示した実施例(基本実施例)と異なる。
【0033】
変更実施例に係るクッションシート7dは、次のように製造することができる。まず、加圧面3dの上に、一液硬化タイプの液状のシリコーンゴム8を所定量だけ載せる。そして、このシリコーンゴム8の上にローラ9を転がすことにより、シリコーンゴム8を加圧面3dの全面に広げる。この場合、クッションシート7dの厚さ(平均的厚さ)は、0.1〜0.2〔mm〕程度に選定することが望ましいため、加圧面3dの全面積と目標とする厚さからシリコーンゴム8の量を設定すればよい。また、ローラ9を転がすことにより、容易に凸部6…を形成できる。即ち、図10に示すように、ローラ9を白抜矢印方向に転がせば、シリコーンゴム8の粘着性により、その一部がランダムにローラ9の表面に付着し、かつ引張られるとともに、引張られたシリコーンゴム8が所定長さに達すれば、ローラ9の表面から引離されるため、シリコーンゴム8の表面には、これに基づく凸部6…が形成される。したがって、ローラ9を同一表面上に対して複数回繰り返して転がせば、その回数に対応して多数の凸部6…をランダムに形成することができる。
【0034】
このような変更実施例に係るクッションシート7dは、基本実施例に係るクッションシート7dよりも容易に製造できるとともに、薄く形成できるため、熱伝導度を高くできる利点がある。なお、クッションシート7u側もクッションシート7d側と同様に形成できる。また、変更実施例に係るクッションシート7dは、加圧面3dの上にシリコーンゴム8を直接載せて製造した場合を示したが、他の所定面の上にシリコーンゴム8を載せることによりクッションシート7d…を別途形成し、得られたクッションシート7d…を接着剤等により加圧面3d…の上に貼付けてもよい。
【0035】
以上、実施例について詳細に説明したが、本発明はこのような実施例に限定されるものではなく、細部の構成,形状,数量,素材,数値等において、本発明の要旨を逸脱しない範囲で任意に変更,追加,削除することができる。
【0036】
例えば、クッションシート7u,7dに設けた溝部5…は、V溝により形成した場合を示したが、矩形溝等であってもよく、その形状は問わない。また、溝部5…により形成した凸部(区画部)6…の形状も、例示の正方形のみならず、任意の形状を適用でき、例えば、平行な溝部5…のみで一定方向のみに分割してもよい。さらに、各加圧プレート4u,4dの素材や各クッションシート7u,7dの素材も例示に限定されることなく他の素材で置換できるとともに、積層基材M(ICカード)の構成や素材も例示に限定されることなく任意のタイプに適用できる。
【0037】
【発明の効果】
このように、本発明は、熱可塑性樹脂シートを含むシート部材によりICチップ等の電子部品を挟んでなる積層基材を、加圧面を有する一対のプレス盤部により両面側から加圧して熱圧着又は冷却するプレス機構を備えるICカード製造装置において、加圧面と積層基材間に、積層基材の加圧時にシート部材が軟化しない状態では当該シート部材の変形に応じて弾性変形し、かつシート部材が軟化した状態では弾性復帰する一定の厚さを有する弾性プレートからなる加圧プレートを介在させるとともに、加圧面と加圧プレート間に、所定の厚さを有するとともに、加圧プレートの弾性変形を吸収し、かつ当該加圧プレートに対するくっ付きを回避する多数の凸部を有するクッションシートを介在させてなるため、次のような顕著な効果を奏する。
【0038】
▲1▼ 過大圧力の印加による電子部品の破損等を防止し、生産時における歩留まり率を大幅に高めることができるとともに、品質向上及び信頼性向上に寄与できる。
【0039】
▲2▼ クッションシートにおける良好な熱伝導性を確保できると同時に、十分かつ最適なクッション性を確保でき、しかも、クッションシートが加圧プレートに密着してくっ付いてしまう不具合を回避することができる。
【0040】
▲3▼ 好適な実施の形態により、加圧面又は所定面に、所定量の液状のシリコーンゴムを載せ、このシリコーンゴムの上にローラを転がすことにより、所定の厚さを有し、かつ少なくとも一方の表面に多数のランダムな凸部を設けて、クッションシートを形成すれば、より容易に製造できるとともに、薄く形成できるため、熱伝導度を高くすることができる。
【図面の簡単な説明】
【図1】本発明の好適な実施例に係るICカード製造装置におけるプレス機構の要部を示す一部断面正面図、
【図2】同ICカード製造装置におけるプレス機構を示す一部断面正面図、
【図3】同ICカード製造装置における積層基材挟持部の平面図、
【図4】同ICカード製造装置に用いるクッションシート及びその周辺の断面図、
【図5】図4に示すクッションシートの底面図、
【図6】同ICカード製造装置の要部及び製造されたICカードの模式的縦断面図、
【図7】同ICカード製造装置の動作を説明するための要部の模式的縦断面図、
【図8】同ICカード製造装置の動作を説明するための要部の模式的縦断面図、
【図9】同ICカード製造装置に用いるクッションシートの作用説明図、
【図10】同ICカード製造装置に用いる変更実施例に係るクッションシートの製造方法説明図、
【図11】従来の技術に係るICカード製造装置の縦断面図、
【符号の説明】
1 ICカード製造装置
2 プレス機構
2u プレス盤部
2d プレス盤部
3u 加圧面
3d 加圧面
4u 加圧プレート
4d 加圧プレート
5… 溝部
6… 凸部
7u クッションシート
7d クッションシート
8 シリコーンゴム
9 ローラ
Ea 熱可塑性樹脂シート
Eb 熱可塑性樹脂シート
La シート部材
Lb シート部材
P 電子部品
M 積層基材
Claims (5)
- 熱可塑性樹脂シートを含むシート部材によりICチップ等の電子部品を挟んでなる積層基材を、加圧面を有する一対のプレス盤部により両面側から加圧して熱圧着又は冷却するプレス機構を備えるICカード製造装置において、前記加圧面と前記積層基材間に、前記積層基材の加圧時に前記シート部材が軟化しない状態では当該シート部材の変形に応じて弾性変形し、かつ前記シート部材が軟化した状態では弾性復帰する一定の厚さを有する弾性プレートからなる加圧プレートを介在させるとともに、前記加圧面と前記加圧プレート間に、所定の厚さを有するとともに、前記加圧プレートの弾性変形を吸収し、かつ当該加圧プレートに対するくっ付きを回避する多数の凸部を有するクッションシートを介在させてなることを特徴とするICカード製造装置。
- 前記クッションシートは、シリコンゴムシートを用いることを特徴とする請求項1記載のICカード製造装置。
- 前記クッションシートは、一定の厚さを有し、かつ所定幅の溝部により多数の区画部を形成することにより、前記凸部を設けてなることを特徴とする請求項1又は2記載のICカード製造装置。
- 前記クッションシートは、所定の厚さを有し、かつ少なくとも一方の表面に多数のランダムな凸部を設けてなることを特徴とする請求項1又は2記載のICカード製造装置。
- 前記クッションシートは、前記加圧面又は所定面に、所定量の液状のシリコーンゴムを載せ、このシリコーンゴムの上にローラを転がすことにより形成することを特徴とする請求項4記載のICカード製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001186820A JP3962223B2 (ja) | 2000-09-22 | 2001-06-20 | Icカード製造装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000288039 | 2000-09-22 | ||
| JP2000-288039 | 2000-09-22 | ||
| JP2001186820A JP3962223B2 (ja) | 2000-09-22 | 2001-06-20 | Icカード製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002166477A JP2002166477A (ja) | 2002-06-11 |
| JP3962223B2 true JP3962223B2 (ja) | 2007-08-22 |
Family
ID=26600483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001186820A Expired - Fee Related JP3962223B2 (ja) | 2000-09-22 | 2001-06-20 | Icカード製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3962223B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5189422B2 (ja) * | 2008-07-08 | 2013-04-24 | 日精樹脂工業株式会社 | 加熱プレス装置 |
| KR20110065896A (ko) * | 2009-12-10 | 2011-06-16 | 삼성전기주식회사 | 라미네이션 방법 및 라미네이션 장치 |
-
2001
- 2001-06-20 JP JP2001186820A patent/JP3962223B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002166477A (ja) | 2002-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6913057B2 (en) | IC-card manufacturing apparatus | |
| KR100551390B1 (ko) | 열 프레스용 쿠션재 및 적층판의 제조 방법 | |
| TW475227B (en) | IC-card manufacturing apparatus | |
| JP3962223B2 (ja) | Icカード製造装置 | |
| JP3381027B2 (ja) | Icカード製造装置 | |
| JP5189422B2 (ja) | 加熱プレス装置 | |
| JP2000348155A (ja) | Icカード製造装置 | |
| JP3465165B2 (ja) | Icカード製造装置 | |
| JP3898473B2 (ja) | Icカードの製造方法 | |
| JP3605646B2 (ja) | Icカード製造装置 | |
| JP6929989B1 (ja) | 積層装置 | |
| JPH1071685A (ja) | 合成樹脂積層シートの製造方法 | |
| JP3465164B2 (ja) | Icカード製造装置 | |
| JP2000194814A (ja) | Icカ―ド製造方法 | |
| JPH0493041A (ja) | 熱圧着方法 | |
| JP2001209057A (ja) | 液晶パネル製造装置 | |
| JP2001209056A (ja) | 液晶パネル製造装置 | |
| JP3490944B2 (ja) | Icカード製造装置 | |
| JP7401488B2 (ja) | 積層成形システムおよび積層成形システムの制御方法 | |
| JP7413096B2 (ja) | フィルム状樹脂層を有する薄板状積層物の製造装置 | |
| JP3830278B2 (ja) | 液晶表示素子の製造装置 | |
| JP2002240148A (ja) | 樹脂板表面の鏡面加工装置 | |
| JP2011051231A (ja) | 積層体およびカード製品の製造方法、熱プレス板 | |
| KR200182868Y1 (ko) | 카드용 자기테이프의 엠보싱 성형장치 | |
| JP2000180871A (ja) | 基板貼合せ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051026 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060524 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070518 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3962223 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100525 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130525 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130525 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160525 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |