JP3929077B2 - 機体拘束ユニットおよびその製造方法 - Google Patents
機体拘束ユニットおよびその製造方法 Download PDFInfo
- Publication number
- JP3929077B2 JP3929077B2 JP53491798A JP53491798A JP3929077B2 JP 3929077 B2 JP3929077 B2 JP 3929077B2 JP 53491798 A JP53491798 A JP 53491798A JP 53491798 A JP53491798 A JP 53491798A JP 3929077 B2 JP3929077 B2 JP 3929077B2
- Authority
- JP
- Japan
- Prior art keywords
- vehicle restraint
- porous concrete
- slurry
- compressive
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C9/00—Special pavings; Pavings for special parts of roads or airfields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F1/00—Ground or aircraft-carrier-deck installations
- B64F1/02—Arresting gear; Liquid barriers
- B64F1/025—Arresting gear; Liquid barriers using decelerating or arresting beds
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C9/00—Special pavings; Pavings for special parts of roads or airfields
- E01C9/007—Vehicle decelerating or arresting surfacings or surface arrangements, e.g. arrester beds ; Escape roads, e.g. for steep descents, for sharp bends
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Road Paving Structures (AREA)
- Preparation Of Clay, And Manufacture Of Mixtures Containing Clay Or Cement (AREA)
- Braking Arrangements (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Turning (AREA)
- Body Structure For Vehicles (AREA)
- On-Site Construction Work That Accompanies The Preparation And Application Of Concrete (AREA)
Description
発明の背景
航空機の滑走路末端からのオーバーランは起こりうることであり、また実際に起こっており、乗客への怪我や航空機の破壊または著しい損傷をもたらす可能性がある。このようなオーバーランは、80ノット(148.2km/h)までの速度で走行中の航空機において、離陸中断時または着陸中に起きている。オーバーランの危険を最小限にするために、連邦航空局(FAA)は、一般の滑走路の末端を越えて長さ1,000フィート(304.8m)の安全地帯を有することを必要条件としている。この安全地帯は、現在連邦航空局の基準ではあるが、国中の多くの滑走路はこの採用前に建設されており、水域や、道路や、その他の障害物のために1,000フィート(304.8m)オーバーラン条件にしたがうことは経済的に無理であるようなところに立地している。
滑走路を越えた範囲の既存の土壌表面を含むいくつかの物質が航空機を減速させることができるとして評価されてきた。土壌の表面はその性質が予測し難いために、拘束能力が非常に予測し難い。例えば、非常に乾燥した土は固くてほとんど嵌まり込むことは無いが、湿った土では航空機をたちまち泥にめり込ませてしまい、着陸装置を破損して、乗客乗員の負傷および航空機の多大な損傷の可能性がある。
1998年の報告書には、JFK国際空港滑走路用の発泡プラスティック製拘束機開発の実現性についてのニューヨークおよびニュージャージー空港当局による調査が取り扱われている。同報告書では、そのような拘束機の設計は実現可能であり、80ノット(148.2km/h)迄の出口速度で滑走路をオーバーランする100,000ポンド(45.4t)の航空機、および60ノット(111.1km/h)迄の出口速度で滑走路をオーバーランする820,000ポンド(372.3t)の航空機を安全に止めることができるであろうとの分析結果が述べられている。同報告書では、適切な発泡プラスティックの拘束機の構造上の性能は、「特にブレーキがきかず、逆推進が利用できない場合は、1,000フィート(304.8m)の舗装したオーバーラン地帯よりも優れている」可能性を秘めているというように説明されている。よく知られているように、ブレーキの効きは、濡れたり凍結した路面状況のもとでは制限されてしまうおそれがある。(デイトン大学報告書UDR−TR−88−07、1998年1月)
さらに最近では、航空機拘束装置が、ラレットらに付与された米国特許第5,193,764号に述べられている。同特許の開示内容によると、航空機拘束地帯は、硬質で脆い耐火性フェノール樹脂フォームの薄層を互いに積み重ねて複数接着し、フォームの最下層が支持面に接着された状態で構成されている。積み重なった層は、硬質発泡プラスチックフォームにおける組み合された層の圧縮抵抗が、滑走路から拘束地帯への進入時に拘束されるよう期待されるどんな航空機の着陸装置で加わる力よりも小さくなるようにされていて、当該フォームは航空機に接触すると壊れるようになっている。適切な素材はラテックス接着剤などのような親和性の接着剤とともに用いられるフェノールフォームである。
フェノールフォームを主にした拘束装置の試験は、このような装置が航空機を停止させるよう機能することは可能であるが、フォーム素材の使用には不利益があるということを表している。主な不利益は、フォームは、その特質にもよるが、一般に弾性反発特性を示すということである。したがって、フェノール樹脂フォーム製拘束路盤試験において、フォーム素材自体の弾性反発のために、フォーム素材を通過するときに航空機の車輪に幾分前方の推力が与えられることが注目された。
拘束路盤装置に使用する素材として、泡または多孔性コンクリートが先行技術において提案され、限定的な現場試験が行われている。そのような試験は、多孔性コンクリートがフェノールフォームと同じ利点を多く提供する一方でフェノールフォームの不利益のいくつかを解消しているとの観点から、多孔性コンクリートは拘束路盤装置に使用できる可能性が高いことがわかってきた。しかし、拘束路盤全体にわたる圧潰強度(crushing strength)および素材均一性の厳密な管理を求めることは極めて重要であるので、今まで知られている限りでは、適切な特質と均一性を備えた多孔性コンクリートの製造は達成されていないし、記載されてもこなかった。建設用の構造用コンクリートの製造は、比較的簡単な行程段階を含んだ古い技術である。多孔性コンクリートの製造は、一般に単純な成分を含んでいるのだが、空気混和、混練、および水和といった面の特質と影響から複雑なものになっており、弱すぎず強すぎずといった均質な完成品を本目的のために得ようとするならば、綿密な条件指定と正確な管理をおこなわなくてはならない。強弱のある多孔性コンクリート地帯を含む不連続部分は、例えば、減速力が車輪支持構造の強度を超えると、減速中の機体に実際に損傷を与えかねない。そのような不均一性は、減速性能と全停止距離を正確に予測することができないという結果ともなる。市販の多孔性コンクリートを用いた最近のある使用可能性試験では、路盤部分をタキシングした試験データおよび負荷データを記録するよう装備された航空機が用いられた。製造均一性を提供しようとする手立ては取ってはいるが、圧潰強度が過剰に高い領域とそれが過剰に低い領域との間では、試験用の拘束路盤からのサンプルおよび航空機負荷データに著しい変化を呈した。航空機が、主要着陸装置を損傷または破壊するような力に曝されれば、拘束システムの潜在的な利点についての信頼がそこなわれるのは明らかである。
「JFK国際空港の予備的な軟質地面拘束機設計」と題された連邦航空局向けにまとめた1995年報告書には航空機拘束装置が提案されている。同報告書には、フェノールフォームまたは多孔性コンクリートのいずれかの使用可能性が論述されている。フェノールフォームに関しては、圧縮に伴う反発エネルギーをもたらす「弾性反発(rebound)」特性の不利益が記載されている。「フォームクリート」と名づけた多孔性コンクリートに関しては、製造において「フォームクリートの一定の密度(強度パラメータ)は維持が困難である」と述べられている。一定の密度と圧縮強度をもって大量に生産できるのでれば、フォームクリートは拘束機を構成するのにふさわしいであろう、と示唆されている。平板試験が示されており、5パーセントから80パーセントの変形範囲にわたる60psiと80psiの均一圧縮強度値が、この技術に当時利用できる情報レベルに基づく目標として記載されている。このように同報告書は、許容可能な特性を有するような現存する素材、およびそのような素材の製造法のいずれもが不可能である、と述べており、また幾分仮説に基づいて、そのような素材が利用できる場合の特質と試験について暗示している。
このようにして、拘束路盤システムが考案され、そのための種々の素材の試験が実際にいくつかおこなわれてきたが、見積もられた速度で滑走路から出て走行する既知の寸法と重量の航空機を安全に特定の距離内で停止させる拘束路盤システムと、これに使用する適切な素材は、どちらも実際には製造されたことも、実現されたこともなかった。材料の量、および、材料から所定の大きさ、重量、速度を有する機体に効果的な拘束路盤を作るような形状寸法は、材料の物理的特性と、特に機体が材料を破壊したり、変形させながら路盤を通って走行する際に機体に加わる抵抗量に直接依存する。コンピュータープログラミングモデルや他の技術を用いて、特定の大きさと重量の航空機のために算出した力とエネルギー消費に基づいて、そのような航空機に相当する着陸装置の規格を考慮して、拘束路盤の抵抗または減速目標を展開することもできる。しかし、そのようなモデルでは、拘束路盤が強度、耐久性などのような特性を区画から区画、バッチからバッチまで均一に有する材料から構成され、路盤を介して機体の負荷を支える航空機(またはその他の乗物)の部分(例えば、滑走路をオーバーランした後、路盤を通る際の航空機の車輪)と接触する時に予測可能なエネルギー消費量(抵抗)を伴い均一な結果を出すものと仮定しなければならない。
拘束路盤システムに発泡または多孔性コンクリートを用いる潜在的な利点の一つは材料そのものが数多くの異なった出発原料を用いて種々の異なった方法で製造できるということである。機体の減速に無関係な従来の用途では、コンクリートは特別の種類のセメント(通常ポートランド)を用いて作られ、そこに水と発泡材と空気を混ぜて多孔性コンクリートを製造している。しかし、極めて顕著な条件があるため、そのような多孔性コンクリートの従来の用途と拘束路盤に使用するのに適した製品の製造とはまったく異なるものになる。従来の用途では一般に重量またはコスト、またはその両方の低減を目的としており、強度は大きければ大きいほどよいが所定の最小限の強度を提供することが目的とされていた。従来の用途では一般に多孔性コンクリートは最大強度および最小強度両方の厳密な基準にしたがって製造することは必要とされなかった。また、従来の用途では基本的な強度目標が満たされるならば、材料の高度な均質性は必要とされなかった。多孔性コンクリートの従来の用途でも、セメントの量と種類、水/セメント比率、発泡材の量と種類、材料の混合方法、加工状態および硬化状態がその結果得られる多孔性コンクリートの特質に重大な影響をおよぼすことが知られている。機体拘束路盤に適した多孔性コンクリートの製造に必要とされる水準まで製造を精密に行う必要は従来の用途にはなかった。
このように、拘束路盤に航空機またはその他の乗物が進入する際、所望の減速を得るのに適した素材の機械的特性に関して目標を指定することは一つの方法である。しかし、所定の強度や均一性といった必要な特性を実際に有する多孔性コンクリート材を一貫して製造する能力が得られたということは今までに知られていない。
当技術の重要な問題の一つは、所望の機械的特性を形状寸法全体に一貫して有する拘束路盤全体の製造が可能になるような、低強度範囲で、許容誤差が少なく、均一に多孔性コンクリートを製造する既成の技術が無いことである。
本発明の目的は次のような特徴と性能を一つ以上提供する新しく改善された機体拘束装置およびその製造方法を提供することである:
・種々の用途に適した寸法のブロック形状に製造された装置、
・所定の圧縮傾斜強度特性を提供するように製造された装置、
・機体の走行を安全に拘束するのに適した特性を均一に有する装置、
・所定の特性を有する生産を繰り返し行うことが可能な方法、
・既成のパラメータ範囲に基づいた生産管理が可能な方法、および
・種々の用途に適した所定の圧縮傾斜強度を有する多孔性コンクリートの製造において高度な水準の品質管理が可能である方法。
発明の概要
本発明によれば、乗物拘束ユニットは、乗物の車輪の走行を車輪の支持構造を破壊せずに減速するのに効果的で弾性反発のない圧縮傾斜強度を提供するように製造された乗物拘束ブロックからなる。このブロックは、好ましくは12(192.4kg/m 3 )から22ポンド毎立方フィート(352.7kg/m 3 )の範囲内の乾密度を有し、華氏89度(摂氏31.7度)以下の温度を有する、水とセメントのスラリーと、水と発泡材から作られた泡と、養生用の型との組み合わせから製造される。養生用の型は、スラリーが元の温度から華氏5度(摂氏−15度)から華氏12度(摂氏−11.1度)までの範囲内の温度上昇を経た後に混合したスラリーと泡の混合物を蒸発管理するとともに三次元に支持するようにされたものである。本発明の目的のために、乗物拘束ブロックは所定の圧縮傾斜強度(CGS)を有する。例えば、60/80CGSはブロック厚みの10パーセントから66パーセンまでの進入深さにわたって平均すると、約70psiに相当する。
また、本発明によると、移動物体を制限的に減速させるための効果的な圧縮傾斜強度を特徴とする拘束材の一部材部分の製造方法は、
(a)セメントと水のスラリーを作り、スラリーの高度なせん断攪拌を導入し、
(b)スラリーが華氏5度(摂氏−15度)から華氏12度(摂氏−11.1度)の範囲内の水和関連温度上昇を受けて、華氏89度(摂氏31.7度)以下のスラリー温度に達するようにし、
(c)水と発泡材から泡を作り、
(d)スラリーと泡を混合して多孔性コンクリートを作り、
(e)多孔性コンクリートの一部分を収束材の一部材部分の形状を表す型に置き、
(f)多孔性コンクリートを管理された蒸発状態のもとで養生させ、自己支持三次元形状で12pcf(192.4kg/m 3 )から22pcf(352.7kg/m 3 )の範囲内の乾密度を有する拘束材の一部材部分を提供することを特徴とする。
本発明をさらによく理解するとともに他のさらなる目的のために、添付の図面の参照を行ない、また、添付の請求の範囲に、本発明の趣旨を示す。
【図面の簡単な説明】
図1A,図1B,および図1Cはそれぞれ、乗物拘束路盤システムの平面図、縦方向および横方向の横断面図である。
図2は本発明を用いた多孔性コンクリートの減速ブロックの型を示す。
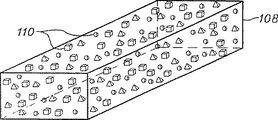
図3、図4、および図5は本発明に係わる減速ブロックの他の構成を示す。
図6は本発明によって使用される、蒸発を管理する養生用の型を示す。
図7および図8は2つの異なる強度を有する多孔性コンクリートのサンプルの進入パーセンテージに対する圧縮力に関する試験の結果を示す。
発明の詳細な説明
多孔性コンクリートの拘束路盤への適用にはその素材が変形抵抗において一般に均一であることが必要である。なぜならば許容性能を確保するような路盤の設計、採寸、構築が可能になるのは、減速する乗物の接触部材の表面に作用する抵抗力の予測が均一性により可能であるからである。そのような均一性を得るためには、多孔性コンクリートを製造するための使用原料と加工状態とその養生状況の注意深い選択と管理を行わなくてはならない。
多孔性コンクリートの原料は一般に、セメント、好ましくはポートランドセメント、発泡材、および水である。比較的細かい砂やその他の原料もある状況では用いられることもあるが、当実施例では使用しない。
様々なコンクリートの適用例に用いられる一般的な種類の材料に加えて、本発明によると、中空ガラスやセラミック球、またはその他の破砕可能な原料を多孔性コンクリートに埋め込むこともできる。拘束路盤に適用される現在の好ましい種類のセメントはポートランドセメントタイプIIIである。本発明の目的のため、「多孔性コンクリート」という用語は比較的小さな内部の泡体や空気などの流体の泡のあるコンクリートで、砂やその他の材料を含み、また、砂やその他の材料を含まない調合物を含むコンクリートを対象にした総称として用いられている。
多孔性コンクリート業界で知られ、用いられている数々の発泡剤は天然発泡体または合成発泡体のどちらかに分類される。天然発泡体は一般に合成発泡体ほど速く壊れないという意味で頑丈であると考えられている。一方、合成発泡体は一般に質的にはより均一であり、それゆえ性能面でより予測が可能となる。どちらの種類の発泡体も用いることはできるが、拘束路盤に適用する場合に重要なことは、できあがった多孔性コンクリートの均質性と均一性であるので、適切な発泡特性と硬化特性を持つ合成発泡体を使用することがここでは好ましい。
多孔性コンクリートを製造する既知の方法はたくさんある。一般に、生産工程には発泡体コンセントレートに水を混ぜ、空気を導入して発泡させ、その結果得られた泡をセメントスラリー、またはセメント/骨材スラリー配合物に加え、材料の密度が他の種類のコンクリートに比べて比較的低くなるようなかなりの量の気孔や「泡体」のある均質な混合物となるように管理された方法で泡とセメントスラリーを完全に混合する手順が含まれる。拘束路盤の施工に多孔性コンクリートを用いるためには材料特性が全体的に均一であることが必要であるため、材料を均一に発泡させ、混合し、硬化させることが極めて重要となる。
多孔性コンクリートの好ましい製造方法は、定常状態に近似する工程、つまりできるだけ定常状態に近付くような連続工程を用いることである。原料の圧力、混合速度、温度、およびその他の処理の変数(processing parameter)をできるだけ一定に制御することによって、多孔性コンクリート製品の高水準な均質性が得られ、通常バッチ処理に関わる変動を避けることができる。それにもかかわらず、バッチ操作で一度に生産される材料の量が、その工程がどれほど長く続き、「定常状態」のような操作にどれほど近似していれば特定の拘束路盤設備のための生産状況において実用的であるのかを示すものである。
好ましい工程としては、セメントスラリーの製作、泡の生成、そしてセメントスラリーと気泡の混合という手順で、泡または多孔性コンクリートを製造する。気泡は発泡体コンセントレート(foam concentrate)と水を混ぜ、発泡液を作って生成される。一例として、上記のような合成発泡材の水と発泡体コンセントレートの好ましい比率は体積で39:1である。次に、気泡は例えば、発泡液を調節自在な空気取り込み口を据え付けたポンプに通すなど、空気を取り込むのに適したどのような手段を使ってでも生成できる。好ましくは、本工程段階で生成される気泡密度は約2.2lbs./cu.ft.(35.3kg/m 3 )から約2.6lbs./cu.ft.(41.7kg/m 3 )であろう。そして、さらに好ましくは約2.3lbs./cu.ft.(36.9kg/m 3 )から約2.4lbs./cu.ft.(38.5kg/m 3 )である。ここで用いたポンド毎立方フィートは「lbs./cu.ft.」、または、「pcf」のいずれかに略される。
本発明によれば、セメントスラリーは水とポートランドセメントタイプIIIを混合して作られる。水とセメントの好ましい比率は約0.5から約0.7までの範囲内で、0.54の比率が優れた結果をもたらすことがわかっている。セメントは最初に水と混ぜ、そしてスラリーに高度なせん断力を加えることが特に有利であることがわかっている。高せん断力ポンプに混合物を通すことが、セメントスラリーに高度なせん断力を与える好ましい方法である。多孔性コンクリート製造中の周囲温度は少なくとも約65°F(18.3℃)であることが好ましい。ここで用いられるように、華氏は「°F」のように略される。
工程には、泡コンクリートを製造するためにセメントスラリーに発泡体を混ぜる前に、セメントスラリーの充分な部分的水和(partial hydration)のための時間を含めることが好ましいことがわかった。部分的水和時間は与えられたセメントとセメント/水の比率によって異なるが、例えばせん断付与装置を通って循環する際のある量のスラリーの水和は、許容できる完成品を得るために役立つことがわかっている。水和反応でスラリーに熱が放出されるので、一度の水和で温度は一段階上昇する。それゆえ、華氏約5度(摂氏約−15度)から華氏約12度(摂氏約−11.1度)の水和関連温度上昇を確保するには、水とセメントを充分長く混ぜ合わせることが特に効果的であることがわかっている。好適な実施例においては、発泡体をセメントスラリーに導入する前に、約4分の時間を使って華氏6度(摂氏−14.4度)から華氏約8度(摂氏約−13.3度)の範囲内の水和作用に関連する温度上昇を得ている。例えば、高速ポンプに温度センサーを取付け、上記の水和関連温度上昇(ここでは、本目的に適する水準の水和)が起こるまで、セメントスラリーの攪拌を再循環式に行うこともできる。そして部分的に水和したセメントスラリーは、櫂形攪拌機(paddle mixer)のような低度のせん断または比較的緩やかな攪拌環境に送られ、そこで発泡体と混合して多孔性コンクリートが作られるのである。
泡コンクリートの水分密度は、製品に必要な均質性を得ようとする場合、極めて厳密に管理しなくてはならない。好ましい水分密度は約14lbs./cu.ft.(224.5kg/m 3 )から約23lbs./cu.ft.(368.8kg/m 3 )である。約60/80CGSの特定圧縮傾斜強度または「CGS」(下記の定義のとおり)を得るために使用される好ましい水分密度は約18lbs./cu.ft.(288.6kg/m 3 )である。
泡コンクリートは水分損失率が少なくなるような方法で養生させるべきである。好ましくは養生の自己乾燥作用のみが大部分の水分損失の原因となることである。これは多孔性コンクリートの部材を多孔性コンクリートの上面にまで伸びるプラスチックシート材で内張りした木製の型で成形することによって成し遂げられる。図6は本発明に係わる方法で用いるのに適した開口木型90の単純化した説明図である。型90は典型的にはそれぞれ8×4フィート(2.44x1.22m)の長さおよび幅の内法寸法と、この型を使用して製造するブロックの特定の厚みに適する内法高さを有する。図示されているように、プラスチックライナー92は、内側表面を覆い、型に導入された多孔性コンクリートの上面に重なるひとつのまたはいくつかのカバー部分を有し、型90内に包含されて配置されている。型90とプラスチックまたはその他の適切な素材でできたライナー92の組み合わせにより、本発明によって製造された拘束ブロックの養生期間中に、管理された蒸発状態を得ることができる。好ましい養生状態には室温(華氏約70度(摂氏約21.1度))に近い周囲温度が含まれる。養生工程は、材料や混合物によって異なるが、通常21日で完成する。
拘束路盤システムの構築は中央の製造施設または路盤の設置現場で多孔性コンクリートを製造し、そのコンクリートをシステムに望ましい形状寸法を得られるような適切な寸法の型に流し込んで完成される。しかし、材料特性の均一性と全体的な品質管理のためには、適切な寸法の型を用いて全体の路盤の部材を成形し、それからその部材を現場に運び、路盤の全体的な構成を作るように設置することが好ましいということがわかっている。後者の場合、そのような所定の寸法のブロック形状のユニットや部材は生産されて品質管理試験が終了するまで保管することができる。それからブロックは現場に配置され、安全地帯そのものの構築材料に応じて、アスファルト、セメントグラウト、またはその他の適切な接着材を用いて、滑走路安全地帯に接着することができる。
いずれの場合においても、路盤そのものの主要構造のように簡単に変形しないで、主要構造に深刻な変形損傷を与えることなく補修がおこなえるようなより強い面を提供するために、組み立てられた拘束路盤の各ブロックの露出面には硬質被覆材を塗布することが好ましい。好ましい硬質被覆材は、水分密度が幾分高い、例えば約22lbs./cu.ft.(352.7kg/m 3 )から26lbs./cu.ft.(416.93kg/m 3 )の範囲の泡コンクリートからなる。
本発明に係わる拘束ブロックの説明により大きい背景を提供するために、そのようなブロックを利用して完成した拘束路盤システムの一例が図1A,1B、および1Cに示されている。図に示すように、拘束路盤は基本的に、第一圧縮傾斜強度(例えば60/80CGS)の拘束ブロックの横方向の列で組み立てられた第一b部材52と,より高度な圧縮傾斜強度をもつ拘束ブロックの列で組み立てられた部材54を備えている。図示される実施例において、拘束ブロックの第一列は9インチ(22.9cm)の厚みまたは高さを有し、それに続く列は高さが3/4インチ(1.9cm)ずつ高さを増している。区画54の、ある連続した拘束ブロックの列では高さの増加が3インチである。高さの増加を増やすことと、異なるCGSの組み合わせで、拘束路盤に進入する航空機を減速するための牽引効果を増加させている。拘束路盤について、以下でさらに詳しく説明する。
図2を参照すると、本発明に係わる多孔性コンクリートで作られた乗物拘束または減速ブロック70の例が図示されている。ブロック70は滑走路の末端をオーバーランする航空機の走行を拘束するために空港の滑走路の末端に設置された乗物拘束路盤や、トラックまたはその他の車両を停止させる同種の設備などの施工に適している。その他の施工用途では、様々な寸法と構成の多孔性コンクリートのブロックや他のユニットが、各種の移動発射体やその他の物体の動きを拘束するために使用できる。
図2に示すように、乗物機体拘束ブロック70は一般に減速させる乗物の車体クリアランスよりも小ない高さまたは厚み72を有する。ブロック70は減速しようとする航空機のような乗物の通り道に、その胴体と直接接触せずに航空機の着陸装置(例えば、車輪)に干渉するように配置される。大小様々な航空機への使用が目的である上記のものの他に、大型航空機に対する所望の減速能力が必要なため小型航空機の胴体クリアランスを確保できない場合がある。本発明によると、ブロック70は車輪の走行を減速または緩速するのに効果的な非弾性反発圧縮傾斜強度を提供するように作られている。重要ではあるが二次的な目的としては、可能であれば、航空機の前車輪支持構造を破損せずに減速を成し遂げるということである。これらの目的を達成するために、ブロック70は12(192.4kg/m 3 )から22ポンド毎立方フット(pcf)(352.7kg/m 3 )の範囲の乾燥密度を有するコンクリートの、早期養生され自立構造で立つブロックからなっている。図1A、1B、および1Cに示す典型的な航空機拘束路盤の組み立てに使用するには、多孔性コンクリートブロックは図2に示す、均一の幅74(公称4フィート(1.22m))、長さ76(公称8フィート(2.44m))、厚み72(一般に9(22.9cm)から30インチ(76.2cm))の形状に形成し、その厚み72は、引き止める力を増大するように変化させることができるように前後にテーパ状となった路盤構造の厚さ増加を変える(一般に3/4(1.9cm)から3インチ(7.6cm))。
図2に示すように、拘束ブロック70はブロックの取り扱いや配設が容易におこなえるように構成された二つの横溝78および80を備えている。当実施例では、長さ4フィート(1.22m)でそれぞれ高さ約1.5インチ(3.8cm)、幅4インチ(10.2cm)の長方形の開口を有する2個のプラスチックスリーブを多孔性コンクリートスラリーを型に導入する前に養生用の型の内側底面に配置する。本実施例において、このスリーブはこのようにブロックの中に成形され、養生完了後、ブロックが型から取り外される時に出来上がった拘束ブロックの底に埋め込まれたままの状態になっている。プラスチックスリーブは安価な構造で、多孔性コンクリートの型への導入中および型内での養生中に崩壊しない程度の強度を必要とするだけである。養生すると、出来上がった拘束ブロック70は構造的にブロックの中に成形された2個の横方向スロット78および80を備える。4×8フィート(1.22x2.44m)×厚み8インチ(20.3cm)の寸法を有する比較的軽量の多孔性コンクリートブロックがそのブロックの取り扱い、移動、および設置に関する限り、比較的もろい構造であるということがわかるであろう。つまり、必要な注意を払わずにブロックを持ち上げると、ブロックがひび割れたり破損する場合がよくある。本発明によると、ブロックはすぐに動かして拘束路盤に設置できるが、破損の問題は大幅に減少している。スロット78、80はそれぞれ、一般に各端からブロックの長さの約6分の1のところに配置されている。そして、スロット78および80に挿入できるような近似の寸法と間隔の、二つの突起部分を有するフォークリフト型の車両または装置を使ってブロックを場所から場所へ持ち上げ、移動させ、運ぶことができる。型にある隆起部を使うなどその他のいろいろな組み合わせを用いて、スロット78、80と同等の適切なスロットを作ってもよい。
さらに詳しく言えば、ブロック70は以下の物の組み合わせから作られる多孔性コンクリートからなる:
・一般に0.5:1から0.6:1までの範囲の水とセメントのスラリー、
・一般に2.2(35.3kg/m 3 )から2.6pcf(41.7kg/m 3 )の範囲の密度を有する水と発泡材から作られた気泡、および
・14(224.5kg/m 3 )から23pcf(368.8kg/m 3 )の範囲の水分密度を有するスラリーと泡の混合物を蒸発を制御するとともに三次元的に支持するように用意された養生用の型。
このような組み合わせは少なくともその厚みの60パーセントにわたって40から140psiの範囲の連続的な圧縮傾斜強度を有する多孔性コンクリートの拘束ブロックを作る上で効果的である。具体的なブロックの特定の圧縮傾斜強度は、具体的な用途に適するように、上記の範囲内の特定のパラメータをさらに詳細に指定して、さらに狭い範囲内で選択したり、指定してもよい。
具体的な用途のための特定の連続的な圧縮傾斜強度とブロックを構成する気泡コンクリート全体のこのような強度の高度な水準の均一性を有する乗物拘束ブロックの製造を可能にするためには、減速ブロック、さらに詳しくは乗物拘束ブロックは以下の仕様に合う材料から形成されることが望ましい。水とセメントのスラリーは高度なせん断攪拌を施され、泡が添加されるまでに、華氏(F)5度(摂氏−15度)から12度(摂氏−11.1度)の範囲の水和関連温度上昇を受け華氏89度(摂氏31.7度)以下の温度に到達する。好適な方法では、華氏6度(摂氏−14.4度)から8度(摂氏−13.3度)の範囲の水和関連温度上昇は華氏87度(摂氏30.6度)以下の最高の添加前温度に到達するために使用する。
図3、4、および5には、本発明による拘束路盤システムに使用可能な多孔性コンクリートブロックの具体的な実施例が示されている。図3のブロックは、所望のCGSを有する多孔性コンクリートの上部100と、特にブロックの運搬、設置時に強度を加えるための、強度の大きい多孔性コンクリートまたはその他の素材でできた薄い下部層102を備えた混合ブロックである。図4には、適切な繊維、金属、またはその他の素材でできた強化グリッド状に示された補強部材を下部内に備える多孔性コンクリート製ブロック104が示されている。他の実施例では、線材、棒材、またはその他の適切な素材を用いてもよい。図6にはその内部に他の素材でできた破砕可能な小片や成形品を含んだ多孔性コンクリート製ブロック108が示されている。幾分理想化した形で示されているが、このような材料は以下の一つまたはそれ以上から成っている:圧縮可能な素材の規則的または不規則な小片、ガラスまたはセラミックの球体、任意の素材と形の中空品、またはその他の適切な小片。これらのブロック構造は乗物拘束ブロックに埋め込むように単体を成形型または湿った多孔性コンクリートに入れて作ることができる。ブロックに添加する単体や材料は一般に地面に隣接したブロックの底面近くに配置したり(図3および4)全体に行き渡らせる(図5)と良いだろう。このような単体または材料、またはその両方は乗物またはその他の物体の減速に小さな影響を及ぼすので、CGSを決定する上で考慮される。
従来技術では、例えば、発泡素材で作られた航空機拘束路盤の潜在的な利点は認められていたものの、多孔性コンクリートの適切な処方がなかった。それゆえ、多孔性コンクリートは軽量で少なくとも素材の破損や破壊が起こらない程度の最小限の強度を必要とする各種の用途に利用されていたが、強度の均一性と狭い予測可能な範囲内および厚みの範囲にわたる連続的な圧縮傾斜強度という特性は必要とされなかったし、また得ることもできなかった。
本発明によれば、移動物体を破壊せずにその動きを拘束するのに効果的な圧縮傾斜強度を特徴とする拘束材料の部材部分を製造する方法は以下の工程を備える:(a)セメントと水のスラリーを作り、スラリーを強力流に射出し、高度なせん断攪拌を行い、
(b)最終スラリー温度華氏89度(摂氏31.7度)を超えずに、スラリーが華氏5度(摂氏−15度)から12度(摂氏−11.1度)の範囲にわたる水和関連温度上昇を受けるようにし、
(c)水と発泡材から、2.2(35.3kg/m 3 )から2.6pcf(41.7kg/m 3 )までの範囲の密度を有する泡を作り、
(d)スラリーと泡を混合して多孔性コンクリートを作り、
(e)このような多孔性コンクリートの一部分を所望の部材部分の三次元の形状を表す型に置き、そして
(f)管理された蒸発状態で多孔性コンクリートを養生させ、自立三次元形状の12(192.4kg/m 3 )から22pcf(352.7kg/m 3 )の範囲の乾燥密度を有する拘束材の部材部分を作る。
得られた結果に基づいて微調整できる関連パラメータを調節して、航空機拘束路盤システムとその他の用途に適した均一性と圧縮傾斜強度を有する多孔性コンクリート拘束ブロックおよび他の形の減速ブロックを得ることができる。一般に、40から140psiの範囲内の圧縮傾斜強度がこのような用途には適している。本発明によると、10(160.3kg/m 3 )から25pcf(400.8kg/m 3 )の乾燥密度を有するように作られた多孔性コンクリートがこのような用途に適しているということがわかっている。
「圧縮傾斜強度」あるいは「CGS」の定義
用語「圧縮強度」(CGSではない)は通常、標準化された試料の表面に垂直に加えられると試料を破壊してしまう力の大きさ(従来、平方インチあたりのポンドで測定される)を意味すると理解されている。最も一般的な試験方法では、実験装置、試料作成手順、試験試料要件(寸法、成形、養生要件を含む)負荷率および記録保持要件を特定している。一例として、ASTMC495−86「軽量絶縁コンクリートの圧縮強度に対する標準的方法」がある。このような従来の実験方法は、予測される負荷条件下での構造的な完全性の維持(すなわち、少なくとも最低強度を有する)が要求される構造を設計する際には有用であるが、拘束路盤システムの目的は予測可能な特定の方法で破壊することであり、それにより乗物が多孔性コンクリートを変形する際に、管理された予測可能な抵抗力(すなわち、固有の圧縮傾斜強度)を提供することができる。そのため、このような従来の試験は、圧縮破壊中の強度ではなく破壊点に達するまでの強度を測定することに焦点を当てている。簡単に言うと、どの位の力が多孔性コンクリート材料試料を粉砕するかは、乗物が拘束路盤システムを通過することによりどの位の抗力あるいは減速を経験することになるのかという重要な問いには応答していない。従来技術にあるように、「一時」破壊応力に対して、本件においては、試料の一部が元の厚さの約20パーセントまで継続的に圧縮される際の連続圧縮破壊モードを試験で求めなければならない。本件において適切なこのような連続試験に適した装置及び方法は、以前には通常利用可能でなかった。
多孔性コンクリートの材料や処理には変化幅の幅の広い変数があり、試験用拘束路盤構築の規模及び費用からすれば、抗力量を予測するために正確な実験情報が利用でき、拘束路盤システムにおいて利用される際に、特定の多様性を持つ多孔性コンクリートが所定の方法で処理養生されて供給されることが不可欠である。単純な一度だけの「圧縮強度」に代わって、サンプルの連続圧縮破壊中に生じる抗力測定に関するデータ結果に焦点を当てるような新しい試験方法を開発することにより、適切な多孔性コンクリート素材と処理変化の信頼できる試験および確認を可能にする新しい試験方法および装置が開発された。
その結果、多孔性コンクリートを元の厚さの20パーセントにまで押し潰すために必要な圧縮力は、進入の深さによって変化するということが測定された。この特性を本発明者は「圧縮傾斜強度」あるいは「CGS」と呼んでいるが、航空機を安全に減速させるための周知の減速特性を有する多孔性コンクリート乗物拘束路盤を構築するためには、正確に規定されなければならない。したがって、進入型試験方法は、サンプルを破壊するような力を加えることにより測定されるのではなく、むしろ特定の圧縮接面を有する試験プローブヘッドが一塊の多孔性コンクリートを移動することで発生する抗力に関するデータを連続的に提供しており、拘束路盤使用における多孔性コンクリートを配合使用するために必要なデータを得る鍵となる。このように測定され、CGSは進入深さに伴う範囲を通じて変化し、従来の試験におけるような簡単な単一の破壊値ではなく、むしろ傾斜した値(進入範囲を通じての平均CGSが70psiの60/80CGSのようなもの)となる。
本件において、用語「圧縮傾斜強度」(あるいは「CGS」)は、表面から連続した内部進入深さまでの多孔性コンクリート部材の圧縮強度に関して使用され、その侵入深さは一般的には同部材の厚さの66パーセントである。定義の通り、CGSは標準ASTM試験方法により測定された圧縮強度には対応するものではない。
図7は、図1の部材52から得たブロックを代表する多孔性コンクリートサンプルのCGS特性を、テストで測定された通りに図示している。図7において、下部目盛りは、サンプルの厚さまたは高さを十分の一単位で表わし、テストプローブの進入割合を示している。垂直目盛りは、平方インチあたりのポンド単位(psi)で表わされるテストプローブの圧縮力を示している。基本的に大切なテストデータは、一般には標本厚さの10ないし66パーセントの進入範囲内にある。この範囲外のデータは信頼性が低くなり、約70パーセントを超える進入を生む破砕材料ビルドアップ効果を伴う。
図7に図示されるように、多孔性コンクリートの破損強度は、進入の深さとともに増す圧縮に対する抵抗力の勾配を示している。図7の点AとBを通る線は平均化した60/80CGS、すなわち、10から66パーセント進入範囲にわたるおよそ60psiから80psiまで変化する圧縮強度により特徴付けられるCGSを表す。したがって、この範囲の平均は、公称として(nominally)中間点Cの70psiに等しい。線DおよびEは品質管理限界を表わし、線Fは多孔性コンクリートの特定テストサンプルを対象として記録された実際のテストデータを表わしている。この例では、テストサンプルは、10ないし66パーセントに渡る進入範囲のそのテストデータが品質管理限界線DおよびEの間に留まっており、許容誤差内で製造された拘束ブロックを示している。図8は、減速ブロックのCGS特性に近似した図であって、選択された進入深さ(例えば、10から66パーセント進入範囲)を平均化した時の公称として90psiと等しい80/100CGSを有している。本件においては、「公称として(nominal)」または「公称的に(nominally)」は、所定の値や関係のプラスマイナス約15パーセント以内の値や関係に関するものとする。
CGSの測定に適した試験方法と装置は、共通の譲受人を有する、本件と同時に出願された出願番号第08/796,968に開示され、参考文献としてここに取り込まれている。
図1A,1B,および1Cの拘束路盤
図1(図1A、1B、および1Cを一括して含む)を参照すると、上記のような拘束ユニットを使用した乗物拘束路盤システムの実施例が示されている。基本的には、図1のシステムは、空港の滑走路の末端に設置する目的で、2つの異なる圧縮傾斜強度と種々の異なる厚みを有する多孔性コンクリートのプレキャストブロックから構成されている。このシステムを支持する内層面50は比較的平らで、滑らかで、水平で(水はけ条件に合う勾配を有することが前提である)、滑走路から出る航空機を支えることが可能でなくてはならない。内層面50は良好な状態でなくてはならず、拘束路盤システムの設置、接着をおこなうために満足のいくように清浄にしなくてはならない。縦方向の詳細を示すために、図1Bおよび1Cの垂直方向の寸法は図1Aの寸法に対して拡大してある(例えば、図1Aの路盤の幅は一般に150フィート(45.7m)であるが、図1Bおよび1Cの最大の厚みは一般に30インチ(76.2cm)ほどである)。また、ブロックの寸法などのようないくつかの寸法は、図をわかりやすくするために実際のものと異なっている(例えば、一般の拘束路盤に実際に含まれる何千ものブロックは示していない)。
図示の通り、図1の乗物拘束路盤システムは第1CGSと第1乾燥密度を有するブロックの集合体からなる第1部材52と、第2CGSと第2乾燥密度を有するブロックの集合体からなる第2部材54を備える。図1Bの側断面図に示すように、部材52および54は部分的に重なり(部材52/54と考えられる部分において)、暗線が部材52のブロックと部材54のブロックが移行領域で重なる接合部を表している。特定の実施例においては、部材52/54のブロックが実際に混合ブロックであってもよい(つまり、第1CGSを有する52部分と第2CGSを有する54部分を備える単独のブロックである)。別の実施例では、異なるCGSを有する別個のブロックが52/54部材として重ねられてもよい。
さらに詳しく言えば、図1に示す種類の乗物拘束路盤システムは、13(208.4kg/m 3 )から18.5ポンド毎立方フット(pcf)(296.6kg/m 3 )の範囲の第一乾燥密度を有する多孔性コンクリート製のブロックの第1横列を少なくとも備えている。第1列52aのブロックはそれぞれ第1の高さを有し、圧縮高さ(例えば、一般には元の厚みの約80パーセント)まで垂直に圧縮可能であるように作られている。このようなブロックは図7に表すような60/80CGSを示すように作られている。図1Aおよび図1Bに示すように、第1部材52は、52a列のブロックと同様の基本特性を有する、多孔性コンクリートから作られた列52bから52nとして示すさらなる複数の横列を備えるが、いくつかの特性は、増大高低差分だけ列と列の間で異なる。また、重合部材52/54を参照しながら説明すると、列52nのようなブロック列は、混合ブロックまたは積み重ねブロックにおいて、列54dのブロックに重なる。本実施例では厚みにおける連続的な3/4インチ(1.9cm)ずつの変化は部材52で徐々に乗物拘束能力を得るようなテーパ状のまたは傾斜するような特性を与えるために用いられた。この特定の設計においては、厚みにおける同様の3インチ(7.6cm)の変化が区画54で用いられている。
図示の種類の拘束路盤システムはまた、部材52のブロックと同じ範囲でより高い水準の第2乾燥密度を有する多孔性コンクリート製のブロックの横列54gを少なくとも一つ備えている。図示のように、横列54gは第1横列52aと平行にまたその後方に配置されている。列54gの後には今度は増大高さが増えた横列54hが続く。部材54のブロックは、部材52のブロックのCGSよりも大きくなるように一般に指定している第2の圧縮傾斜強度にしたがって垂直方向に圧縮可能に作られている。これらのブロックは図8に示すような80/100CGS特性と16(256.5kg/m 3 )から21.5pcf(344.7kg/m 3 )の範囲の乾燥密度を示すように作られている。図示された実施例において、部材54のブロックの第1列54aは第2CGSの単層または積層を備えている。それに続く部材54の列は第2CGS物質の厚みが徐々に増え、ついに部材54のブロックは部材52を超えて拘束路盤全体の高さに達する。それに続く部材54の列は、最後列54nまで続く同じ厚さの列からなる後部の同じ高さの部分の最高の高さに達するまで、厚みが3インチ(7.6cm)ずつ増大変化する。列54nのような高さが高くなった列は、作成、取り扱いおよび現場への持ち運びを考慮して、厚みの薄いブロックを2、3個重ねたり、または単一の比較的厚いブロックを用いて作ってもよい。
図に示されるように、図1のシステムは、さらに、第1横列52aの乗物入口正面の向かいに配置される傾斜した進入ランプ56を備える。そのランプはアスファルトミックスまたはその他の不揮発性素材で作られるが、列52aのブロックに近い高さまで徐々に高くなって、一般に列52aのブロックの圧縮高さよりも高い。特定の実施例では、推測1.8インチ(4.6cm)の最小圧縮高さを有する9インチ(22.9cm)のブロックの隣に3インチ(7.6cm)の高さのランプが用いられた。したがって、進入ランプ56は一般の滑走路レベル以上に航空機を引き上げるのに効果的で、その結果航空機は車輪がランプ56を離れて列52aのブロックを圧縮し始める際に比較的スムーズに拘束路盤に進入することができる。また、図1のシステムは、多孔性コンクリートの比較的薄い保護層の形の硬質被覆層62を備え、部材52と54の両方のブロックを覆っている(図1Bの最上境界線によって示されている)。
好適な実施例では、硬質被覆層62はより高度な乾燥密度(例えば、拘束路盤上を歩いている人を支えるのに十分なほど)を有する多孔性コンクリートの比較的薄い層からなり、耐候性塗料または同様の被覆が施されていてもよい。部材52と54のすべてのブロックを配置し適切に支持面50に接着した後に、拘束路盤の上を覆うように硬質被覆層62を置く。
図示されているように、拘束路盤システムには、破片遮蔽板58および保全車両進入ランプ60も付いている。遮蔽板58はジェット排気ガスによって吹き出される粒子などを偏向させるが、航空機のタイヤになびく程度の比較的軽量のアルミニウムシート素材で作ることができる。ランプ60は空港の消防車や救援車両が、拘束路盤の範囲内に停止した航空機の乗客の救護のために拘束路盤に登れるように均整をとって構成されている。ランプ60は適切な強度の多孔性コンクリートまたはその他の適切な素材で構成できる。
種々のタイプの航空機の走行を拘束するために適切である、典型的な拘束路盤設備では、部材52のブロックは一般に3/4インチ(1.9cm)ずつ増大変化する8インチ(20.3cm)から24インチ(61.0cm)までの厚みを有し、上記のように、進入深さにわたって平均70psiの60/80CGSを提供する。部材54のブロックは、同様に3/4インチ(1.9cm)ずつ増大変化する8インチ(20.3cm)から24インチ(61.0cm)までの厚みを有し、進入深さにわたって平均90psiの80/100CGSを提供する。ブロックの製作では、部材52のブロックは、約14(224.5kg/m 3 )から23pcf(368.8kg/m 3 )の範囲の下位の水分密度を有する多孔性コンクリートから作り、部材54のブロックは同範囲の上位の水分密度を有する多孔性コンクリートから作られる。部材52/54の混合ブロックは、同様に60/80CGSの素材の部分と80/100CGSの素材の部分とからなる。全体として、部材52および54は全長400フィート(121.9m)、幅150フィート(45.7m)、前端厚み9インチ(22.9cm)、後端厚み30インチ(76.2cm)である。本発明のいかなる実施についても、得られる性能は、特定の現場特有の実施目的に合うように指定し製作した素材と拘束システムの特徴によって決まるということが認識されるであろう。どのような具体的な実施目的のための素材やシステムに関連するパラメータも本目的の範囲外であり、具体的な数値は予想されるパラメータ程度の一般的な例として論ずるだけである。多孔性コンクリートの拘束路盤システムの性質は上記のようなものであるためその構築には比較的時間がかかり、費用もかかる。それゆえ、このシステムを設計するために利用する方法や情報が確実で実際の使用状態の性能と相関し、それを予測できることが重要である。本発明は航空機拘束システムや自動車道路、レース道路などの用途に適した乗物拘束ブロックの作製を可能にすると共に、様々な他の物体の減速目的や用途に適する他の形の減速ブロックの製作を可能にする。本発明の現在の好適な実施例を述べてきたが、当業者ならば、本発明から逸脱せずに他のさらなる改造ができることに気づくであろう、そこで、本発明の範囲内のすべての改造および変更にたいして権利を請求する。
Claims (18)
- 移動物体を制限的に減速するための効果的な圧縮傾斜強度を特徴とする拘束材の一部分の製造方法であって、
(a)セメントと水のスラリーを作るステップと、
(b)前記スラリーが、華氏89度(摂氏31.7度)を越えないスラリー温度に達する水和関連温度上昇を受けることを許すステップと、
(c)水と発泡剤から泡を作るステップと、
(d)前記スラリーと前記泡を混合して多孔性コンクリートを作るステップと、
(e)前記多孔性コンクリートの一部分を前記一部材部分の形状を表す型に置くステップと、
(f)前記多孔質コンクリートを管理された蒸発状態のもとで養生させ、移動物体を減速するのに適切な自己支持三次元形状の拘束剤の一部材部分をもたらすステップと、を有することを特徴とする拘束材の一部材部分の製造方法。 - ステップ(a)が、前記スラリーを高度なせん断攪拌を起こす流れに投入するステップを含むことを特徴とする請求の範囲1記載の方法。
- ステップ(a)において、前記スラリーは0.5:1から0.6:1の比率範囲内の水とセメントから作られることを特徴とする請求の範囲1または2記載の方法。
- ステップ(b)において、前記スラリーは華氏5度(摂氏−15度)から華氏12度(摂氏−11.1度)の範囲内の水和関連温度上昇を受けることを特徴とする請求の範囲1,2または3記載の方法。
- ステップ(d)において、前記多孔性コンクリートは14pcf(224.5kg/m3)から23pcf(368.8kg/m3)の範囲内の水分密度を有することを特徴とする請求の範囲1,2,3または4記載の方法。
- ステップ(f)において、養生した前記多孔性コンクリートは12pcf(192.4kg/m3)から22pcf(352.7kg/m3)の範囲の乾燥密度を有することを特徴とする請求の範囲1,2,3,4または5記載の方法。
- 前記型内に、前記多孔性コンクリートが養生後に有するよりも高い密度の素材の層を含めるステップをさらに含み、ブロック厚さの80%の進入深さまでの前記ブロックの圧縮破壊を妨げないようにこの層が配置されることを特徴とする請求の範囲1,2,3,4,5または6記載の方法。
- 前記型内に、ブロック厚さの80%の進入深さまでの前記ブロックの圧縮破壊を妨げないように配置される補強部材を一つ以上さらに含めるステップを含むことを特徴とする請求の範囲1,2,3,4,5または6記載の方法。
- 請求項1に記載の拘束材の一部分の製造方法により製造された乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、12pcf(192.4kg/m3)から22pcf(352.7kg/m3)の範囲の乾燥密度を有することを特徴とする請求の範囲9記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、前記乗物拘束材の一部分の進入深さにわたって平均すると公称70psiに相当する60/80の圧縮傾斜強度を有することを特徴とする請求の範囲9または10記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、前記乗物拘束材の一部分の進入深さにわたって平均すると公称90psiに相当する80/100の圧縮傾斜強度を有することを特徴とする請求の範囲9または10記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、前記泡と混合する前に華氏6度(摂氏−14.4度)から華氏8度(摂氏−13.3度)の範囲内の水和関連温度上昇を受けたスラリーを使用して作られることを特徴とする請求の範囲9,10,11または12記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、前記泡と混合する前に華氏89度(摂氏31.7度)を越えない温度に達する水和関連温度上昇を受けたスラリーを使用して作られることを特徴とする請求の範囲9,10,11,12または13記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、第1圧縮傾斜強度を有する多孔質コンクリートの第1層と、それよりも高度な圧縮傾斜強度を有する多孔質コンクリートの第2層を有することを特徴とする請求の範囲9,10,11,12,13または14記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、この乗物拘束材の一部分の取り扱いを容易にするための横方向スロットを少なくとも2個有することを特徴とする請求の範囲9,10,11,12,13,14または15記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、前記乗物拘束材の一部分の構造的安定性を高めるためにさらに高強度の素材の層を含み、乗物拘束材の一部分の厚さの80%の進入深さまでの前記乗物拘束材の一部分の圧縮破壊を妨げないようにこの層が配置されることを特徴とする請求の範囲9,10,11,12,13,14,15または16記載の乗物拘束材の一部分。
- 前記乗物拘束材の一部分は、前記乗物拘束材の一部分に埋め込まれる補強部材を一つ以上含み、乗物拘束材の一部分の厚さの80%の進入深さまでの前記乗物拘束材の一部分の圧縮破壊を妨げないようにこの補強部材が配置されることを特徴とする請求の範囲9,10,11,12,13,14,15,16または17記載の乗物拘束材の一部分。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/796,969 US5902068A (en) | 1997-02-07 | 1997-02-07 | Vehicle arresting unit fabrication methods |
| US08/796,969 | 1997-02-07 | ||
| PCT/US1998/002325 WO1998035098A1 (en) | 1997-02-07 | 1998-02-06 | Vehicle arresting units and fabrication methods |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000511608A JP2000511608A (ja) | 2000-09-05 |
| JP2000511608A5 JP2000511608A5 (ja) | 2004-10-28 |
| JP3929077B2 true JP3929077B2 (ja) | 2007-06-13 |
Family
ID=25169535
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP53491798A Expired - Lifetime JP3929077B2 (ja) | 1997-02-07 | 1998-02-06 | 機体拘束ユニットおよびその製造方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US5902068A (ja) |
| EP (1) | EP0900302B1 (ja) |
| JP (1) | JP3929077B2 (ja) |
| KR (1) | KR100574571B1 (ja) |
| AT (1) | ATE293187T1 (ja) |
| AU (1) | AU741158B2 (ja) |
| CA (1) | CA2250807C (ja) |
| DE (1) | DE69829714T2 (ja) |
| ES (1) | ES2241118T3 (ja) |
| NO (1) | NO320925B1 (ja) |
| NZ (1) | NZ332541A (ja) |
| TR (1) | TR199802009T1 (ja) |
| WO (1) | WO1998035098A1 (ja) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2436914C (en) | 2000-11-30 | 2013-01-22 | Avturf L.L.C. | Safety system for airports and airfields |
| US6826498B2 (en) * | 2001-03-21 | 2004-11-30 | Atser, Inc. | Computerized laboratory information management system |
| US8021074B2 (en) | 2001-09-13 | 2011-09-20 | Engineered Arresting Systems Corporation | Capped and/or beveled jet blast resistant vehicle arresting units, bed and methods |
| US6685387B2 (en) | 2001-09-13 | 2004-02-03 | Engineered Arresting Systems Corporation | Jet blast resistant vehicle arresting blocks, beds and methods |
| US7527128B2 (en) * | 2002-05-17 | 2009-05-05 | Apm Terminals North America, Inc. | Pinless wheel bumper block |
| US7371029B2 (en) * | 2004-07-21 | 2008-05-13 | Rock Twelve, Llc | Vehicle barrier system |
| US7128496B2 (en) * | 2004-07-21 | 2006-10-31 | Rock Twelve, Llc | Vehicle barrier system |
| CN100594274C (zh) * | 2004-09-15 | 2010-03-17 | 能量吸收系统公司 | 碰撞缓冲器 |
| NZ567575A (en) * | 2005-10-03 | 2011-03-31 | Engineered Arresting Sys Corp | Vehicle incursion inhibitors |
| US9637246B2 (en) | 2006-02-17 | 2017-05-02 | Earthstone International Llc | Foamed glass composite arrestor beds and methods for making and using the same |
| US9376344B2 (en) | 2006-02-17 | 2016-06-28 | Earthstone International, Llc | Foamed glass ceramic composite materials and a method for producing the same |
| US9382671B2 (en) | 2006-02-17 | 2016-07-05 | Andrew Ungerleider | Foamed glass composite material and a method for using the same |
| US10435177B2 (en) | 2006-02-17 | 2019-10-08 | Earthstone International Llc | Foamed glass composite arrestor beds having predetermined failure modes |
| US7744303B2 (en) * | 2006-02-21 | 2010-06-29 | Omnitek Partners Llc | Collapsible concrete systems for runways |
| US8021075B2 (en) | 2007-04-06 | 2011-09-20 | Engineered Arresting Systems Corporation | Capped and/or beveled jet blast resistant vehicle arresting units, bed and methods |
| DE202007005678U1 (de) * | 2007-04-19 | 2008-05-29 | Moosdorf, Heidi | Plattenelement zur Bodenbefestigung von Reitplätzen |
| CN101480970B (zh) | 2008-01-07 | 2013-03-27 | 能量吸收系统公司 | 碰撞衰减器 |
| US7950870B1 (en) * | 2008-03-28 | 2011-05-31 | Energy Absorption Systems, Inc. | Energy absorbing vehicle barrier |
| JP5714493B2 (ja) * | 2008-09-25 | 2015-05-07 | エンジニアード・アレスティング・システムズ・コーポレーションEngineered Arresting Systems Corporation | 設置された特別設計材料停止システムのための現場強度試験装置及び方法 |
| US8544715B2 (en) * | 2009-01-06 | 2013-10-01 | GM Global Technology Operations LLC | Repairing a friction stir welded assembly |
| IT1397955B1 (it) * | 2009-12-23 | 2013-02-04 | Capuano | Dispositivo a decelerazione progressiva per aree di sicurezza e fuori pista. |
| GB2476944B (en) * | 2010-01-13 | 2012-04-11 | Norsk Glassgjenvinning As | Vehicle arresting bed |
| KR101003986B1 (ko) | 2010-04-19 | 2010-12-31 | 한국교통연구원 | 저강도 및 저밀도의 방수 펄라이트 콘크리트, 이를 이용한 항공기 과주방지 포장재 및 그 제조방법 |
| US9802717B2 (en) * | 2012-09-06 | 2017-10-31 | Engineered Arresting Systems Corporation | Stabilized aggregates and other materials and structures for energy absorption |
| JP2017536281A (ja) | 2014-06-11 | 2017-12-07 | アースストーン インターナショナル リミテッド ライアビリティ カンパニー | 発泡ガラス複合材料及びその使用方法 |
| US10458073B2 (en) * | 2015-05-18 | 2019-10-29 | Engineered Arresting Systems Corporation | Suspended layered energy absorbing material for vehicle arresting systems |
| EP3178740B1 (en) * | 2015-12-07 | 2018-07-11 | Airbus Defence and Space GmbH | Landing device for landing a span-wise loaded aircraft |
| CN105503107B (zh) * | 2015-12-10 | 2017-11-10 | 朱晓燕 | 一种石灰质飞机越界捕获材料及其制备工艺 |
| JP6902805B2 (ja) * | 2017-03-03 | 2021-07-14 | ランウェイ セーフ アイピーアール エイビー | 人工材料拘束システム及びその形成方法 |
| CN112924656B (zh) * | 2021-03-17 | 2022-11-18 | 哈尔滨工业大学 | 一种可调温调压的泡沫轻质土气泡衰减测试装置及方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US378825A (en) * | 1888-02-28 | Paving-tile | ||
| DE1100064B (de) * | 1957-02-11 | 1961-02-23 | Erich O Riedel | Bremsstrecke zum Abbremsen von Land- und Luftfahrzeugen auf Rollbahnen |
| US3066896A (en) * | 1959-04-27 | 1962-12-04 | Air Logistics Corp | Method and means for decelerating aircraft on runways |
| GB1092255A (en) * | 1964-11-10 | 1967-11-22 | Pyrene Co Ltd | Safety devices on runways |
| GB1122297A (en) * | 1966-04-18 | 1968-08-07 | John Fleetwood Baker | Improvements in arrester pads for aircraft runways |
| GB1169415A (en) * | 1967-05-22 | 1969-11-05 | Mini Of Technology | Arresting Means for Vehicles. |
| US3967704A (en) * | 1968-10-07 | 1976-07-06 | British Industrial Plastics Limited | Vehicle decelerating means |
| GB1282103A (en) * | 1968-10-07 | 1972-07-19 | British Industrial Plastics | Vehicle decelerating means |
| US3867159A (en) * | 1970-10-22 | 1975-02-18 | Stanley Works | Foamed concrete structures |
| US4021258A (en) * | 1972-09-25 | 1977-05-03 | Teijin Limited | Concrete structure and method of preparing same |
| GB1449824A (en) * | 1973-03-23 | 1976-09-15 | British Ind Plastics Ld | Vehicle retardation |
| US3969851A (en) * | 1975-07-11 | 1976-07-20 | Structural Stoneware Incorporated | Architectural paving system with individual control joint paving |
| US4168924A (en) * | 1977-07-28 | 1979-09-25 | Phillips Petroleum Company | Plastic reinforcement of concrete |
| US4504320A (en) * | 1983-09-26 | 1985-03-12 | Research One Limited Partnership | Light-weight cementitious product |
| JPH0223603Y2 (ja) * | 1984-12-24 | 1990-06-27 | ||
| US5241993A (en) * | 1989-12-06 | 1993-09-07 | Stephens Patrick J | Method for grouting cavities using a pumpable cement grout |
| US5063967A (en) * | 1989-12-06 | 1991-11-12 | Stephens Patrick J | Pumpable cement grout |
| US5154837A (en) * | 1990-12-03 | 1992-10-13 | Jones A Alan | Flexible form |
| US5141363A (en) * | 1991-04-02 | 1992-08-25 | Stephens Patrick J | Mobile train for backfilling tunnel liners with cement grout |
| US5419632A (en) * | 1991-04-02 | 1995-05-30 | Stephens; Patrick J. | Method and apparatus for continuous mixing and injection of foamed cement grout |
| US5193764A (en) * | 1991-10-01 | 1993-03-16 | Manville Corporation | Aircraft arresting system |
| JPH0618409U (ja) * | 1992-08-13 | 1994-03-11 | 松下電工株式会社 | 舗装床材の取り付け構造 |
| JPH06146307A (ja) * | 1992-11-11 | 1994-05-27 | Jio Syst:Kk | 建設構造物の施工方法 |
| US5789681A (en) * | 1997-02-07 | 1998-08-04 | Datron Inc. | Arresting material test apparatus and methods |
-
1997
- 1997-02-07 US US08/796,969 patent/US5902068A/en not_active Expired - Lifetime
-
1998
- 1998-02-06 WO PCT/US1998/002325 patent/WO1998035098A1/en active IP Right Grant
- 1998-02-06 ES ES98906197T patent/ES2241118T3/es not_active Expired - Lifetime
- 1998-02-06 NZ NZ332541A patent/NZ332541A/xx not_active IP Right Cessation
- 1998-02-06 TR TR1998/02009T patent/TR199802009T1/xx unknown
- 1998-02-06 JP JP53491798A patent/JP3929077B2/ja not_active Expired - Lifetime
- 1998-02-06 CA CA002250807A patent/CA2250807C/en not_active Expired - Fee Related
- 1998-02-06 AU AU61483/98A patent/AU741158B2/en not_active Ceased
- 1998-02-06 KR KR1019980707963A patent/KR100574571B1/ko not_active IP Right Cessation
- 1998-02-06 EP EP98906197A patent/EP0900302B1/en not_active Expired - Lifetime
- 1998-02-06 DE DE69829714T patent/DE69829714T2/de not_active Expired - Lifetime
- 1998-02-06 AT AT98906197T patent/ATE293187T1/de not_active IP Right Cessation
- 1998-10-06 NO NO19984669A patent/NO320925B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ATE293187T1 (de) | 2005-04-15 |
| KR100574571B1 (ko) | 2006-10-04 |
| NO320925B1 (no) | 2006-02-13 |
| NZ332541A (en) | 2000-08-25 |
| TR199802009T1 (xx) | 1999-04-21 |
| WO1998035098A1 (en) | 1998-08-13 |
| EP0900302B1 (en) | 2005-04-13 |
| CA2250807A1 (en) | 1998-08-13 |
| CA2250807C (en) | 2006-08-22 |
| ES2241118T3 (es) | 2005-10-16 |
| DE69829714D1 (de) | 2005-05-19 |
| AU741158B2 (en) | 2001-11-22 |
| NO984669L (no) | 1998-12-03 |
| KR20000064864A (ko) | 2000-11-06 |
| EP0900302A2 (en) | 1999-03-10 |
| US5902068A (en) | 1999-05-11 |
| DE69829714T2 (de) | 2006-03-02 |
| AU6148398A (en) | 1998-08-26 |
| NO984669D0 (no) | 1998-10-06 |
| JP2000511608A (ja) | 2000-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3929077B2 (ja) | 機体拘束ユニットおよびその製造方法 | |
| JP3868504B2 (ja) | 乗物拘束路盤システム | |
| US6726400B1 (en) | Vehicle arresting bed systems | |
| US8579542B2 (en) | Vehicle arresting bed | |
| JP3884485B2 (ja) | 拘束材料試験装置と方法 | |
| WO1998035098B1 (en) | Vehicle arresting units and fabrication methods | |
| WO2023001431A1 (en) | Engineered material arresting system | |
| MXPA98008248A (en) | Vehicle arresting units and fabrication methods | |
| NZ503777A (en) | Production of cellular concrete (foamcrete) units for use in arresting bed systems designed to decelerate large moving objects, e.g. aircraft | |
| CA2250544C (en) | Vehicle arresting bed systems | |
| NO20210933A1 (en) | Engineered Material Arresting System | |
| MXPA98008247A (en) | Vehicle arresting bed systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050712 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20051003 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20051114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060111 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20060111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060228 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20060519 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20060703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070306 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110316 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120316 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130316 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130316 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140316 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |