JP3876378B2 - チップソー - Google Patents
チップソー Download PDFInfo
- Publication number
- JP3876378B2 JP3876378B2 JP26459399A JP26459399A JP3876378B2 JP 3876378 B2 JP3876378 B2 JP 3876378B2 JP 26459399 A JP26459399 A JP 26459399A JP 26459399 A JP26459399 A JP 26459399A JP 3876378 B2 JP3876378 B2 JP 3876378B2
- Authority
- JP
- Japan
- Prior art keywords
- chip
- saw
- chips
- sintered body
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

















Landscapes
- Powder Metallurgy (AREA)
Description
【発明の属する技術分野】
この発明は、丸鋸や帯鋸等の鋸の各歯体にチップを接合したチップソーに関し、殊に木材、合成樹脂、金属、これらの複合材料、その他木質系や窯業系材料等の切断や溝付けを好適に行ない得るチップソーに関するものである。
【0002】
【従来の技術】
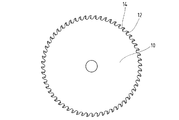
鋸における各歯体の先端に超硬合金からなるチップを接合したチップソーとして、例えば図16に示す丸鋸10が広く知られている。この丸鋸10の歯体に接合されるチップの形状は、その切削対象物の性状に応じて種々のものが提案されているが、木質ボード等の切削・切断用に好適なチップの形状として、ホローフェイス(hollow face)型が存在する。本発明は、このホローフェイス型チップソーの製造時に直面する困難性に鑑み提案されたものであるので、先ずホローフェイス型のチップ形状の内容を図17を参照して説明する。
【0003】
図17は、チップソーにおけるホローフェイス型チップ12の概略構成を示す説明図であって、(1)は該チップ12を、図16において丸鋸10の回転方向に対し逆らう方向から見た正面図である。また図17の(2)は該チップ12の平面図であり、(3)は該チップ12の左側面図である。すなわちチップ12は、丸鋸10における各歯体14に形成したチップ座16にろう付されているが、図17の(2)に示すように、該チップ12のすくい面12aに円弧状をなす窪みが設けられている。このように円弧状の窪み(ホロー)をすくい面12aに有し、かつ等角度の横すくい角を左右に形成しているチップ12をもって、所謂ホローフェイス型チップと称している。
【0004】
本明細書中では以下の用語が頻繁に使用されるので、その用語の意味を併せて説明しておく。
・すくい面 チップを丸鋸の回転方向に対し逆らう方向から見た面であって、図17の(1)に示す如く該チップの正面となる部分である。
・側逃げ面 チップの左右側面であって、丸鋸の回転方向に対し逆らう方向に向けて所要の逃げ角が形成された部分をいう。図17の(3)には、チップ12における左側逃げ面12bが表れている。
・外周逃げ面 チップの上端面であって、丸鋸の回転方向に対し逆らう方向に向けて所要の逃げ角が形成された部分をいう。図17の(2)には、チップ12における外周逃げ面12cが表れている。
【0005】
前述したホローフェイス型のチップ12は、図17(2)に示すように、該すくい面12aの左右に正の横すくい角が形成される結果として、対応的に左右の側切刃18,18が設けられることになる。従って左側切刃だけのチップおよび右側切刃だけのチップを交互に組み合わせたチップソー(JIS−B4805のC型)に比較して、前記ホローフェイス型のチップソーは、左右に側切刃があり左右対称形であるので、被削材を切削・切断した際に終端部でのバリの発生や欠けが少なく、しかも切削・切断時の直進性が殊に優れている、という利点を有している。また同等の切削・切断効果を奏するのであれば、ホローフェイス型のチップソーは、前述した他のチップソーに比べて少ない歯数のチップソーで足りる利点もある。
【0006】
従来のチップソーには、その各歯体に接合されるチップの材質として超硬合金が用いられている。そこで前記の如く、チップに円弧状の窪みを形成して所謂ホローフェイス型のチップソーを得るには、図18の(1)に示すように、歯幅Wを有するチップ12のすくい面12aの前方に小径の回転砥石19を位置させ、該すくい面12aの中心と該砥石19の回転中心とを整列させる。次いで回転砥石19を回転させてすくい面12aに当接させると共に、図18の(2)に示す如く該砥石19を上下に昇降させることで、該すくい面12aに円弧状の窪みが研削されて左右の側切刃に横すくい角θを有するホローフェイス型のチップソーが得られる。なおチップソーにおけるすくい面前方の歯室の大きさは、前記回転砥石19の侵入を許容し得る寸法であることが最低限必要とされる。
【0007】
ところで一部の切削工具の分野では、チップの耐久性(耐摩耗性)を向上させるために、前述した超硬合金よりも更に硬い超高圧焼結体である多結晶ダイヤモンド(PCD)焼結体材からなるチップや、立方晶窒化硼素(CBN)焼結体材からなるチップが使用されている。この種のチップは、図19に示すように、超硬合金の基材20の表面に多結晶焼結体層(PCD層やCBN層)22を形成した超高圧焼結体ブランク24から所要形状に切り出される。
【0008】
【発明が解決しようとする課題】
これらPCD焼結体材やCBN焼結体材からなるチップは、超硬合金よりも更に硬い特性を有しているから、該チップをホローフェイス型に加工すれば、木質系ボード等に対して理想的なチップソーが得られると思われる。このためには、例えば図19に示すように、前記PCD層を形成した超高圧焼結体ブランク24から、放電式ワイヤカットによりPCDチップ12を切り出し、該PCDチップ12をチップソーの歯体に接合した後(または接合に先立って)、該チップ12のすくい面12aに円弧状の窪みを形成する必要がある。しかし、この窪みを形成する個所は、前述の如く超硬合金よりも更に硬く、しかも高価なダイヤモンド層(PCD)であるから、該チップの一部を円弧状に研削除去することは技術的に殆ど不可能であり、仮に研削し得るとしても製造コストが極めて嵩んでしまう。従って、PCD等の多結晶焼結体チップを使用したホローフェイス型チップソーは実用化されていないのが現状である。
【0009】
【発明の目的】
この発明は、従来のチップソーに内在している前述した欠点を好適に解決するべく提案されたものであって、PCDの如き超高圧焼結体のチップを使用したチップソー、例えばホローフェイス型チップソーを実用的なコストで製造し、かつ提供することを目的とする。
【0010】
【課題を解決するための手段】
前記課題を克服し、所期の目的を達成するため本発明に係るチップソーは、超硬合金の基材に多結晶焼結体層を形成した超高圧焼結体からなる複数個のチップが、該チップの前記多結晶焼結体層がすくい面を構成すると共に、夫々のチップによりすくい面上に窪みを形成するように、鋸の厚み方向に隣接して左右の側面切刃に正の横すくい角を付与した状態で鋸の各歯体に直接的に接合され、該チップは歯体への接合に先立って、該鋸の厚み方向に隣接させた状態で予め相互に接合されていることを特徴とする。
同じく前記課題を克服し、所期の目的を達成するため、本願と別の発明に係るチップソーは、超硬合金の基材に多結晶焼結体層を形成した超高圧焼結体ブランクから斜めに切り出されてなる複数個のチップが、該チップの前記多結晶焼結体層がすくい面を構成すると共に、夫々のチップによりすくい面上に窪みを形成するように鋸の厚み方向に隣接して、左右の側面切刃に正の横すくい角を付与した状態で鋸の各歯体に直接的に接合され、該チップは歯体への接合に先立って、該鋸の厚み方向に隣接させた状態で予め相互に接合されていることを特徴とする。
また同じく前記課題を克服し、所期の目的を達成するため、本願と更に別の発明に係るチップソーは、焼結体からなる複数個のチップが鋸の厚み方向に隣接させた状態で鋸の各歯体に直接的に接合され、該チップは歯体への接合に先立って、該鋸の厚み方向に隣接させた状態で予め相互に接合され、これら複数個のチップは、その少なくとも両外側に位置するチップが超高圧焼結体を材質としているチップソーにおいて、
前記超高圧焼結体のチップは、超硬合金の基材に多結晶焼結体層を形成した超高圧焼結体ブランクから斜めに切り出され、該チップの多結晶焼結体層面が前記鋸のすくい面を構成すると共に、夫々のチップによりすくい面上に窪みを形成するように隣接して、左右の側切刃に正の横すくい角を付与していることを特徴とする。
【0012】
【発明の実施の形態】
次に本発明に係るチップソーにつき、好適な実施例を挙げて、添付図面を参照しながら以下説明する。明細書中の実施例では、チップソーの歯体14に接合される超高圧焼結体チップ12として多結晶ダイヤモンド(PCD)焼結体材を選択した場合につき説明するが、立方晶窒化硼素(CBN)焼結体材からなるチップであってもよいことは勿論である。なお図16〜図19に関して説明した部材については、既出の符号と同じ符号を付するものとする。
【0013】
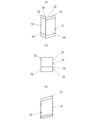
実施例に係る超高圧焼結体チップ12は、図19で説明したPCD層22を形成した超高圧焼結体ブランク24から、例えば放電式ワイヤカットにより図1の(2)に示すように横すくい角分(最大45°)だけ傾斜させた状態で細かく切り出される。なお、45°を越える傾斜角度で切り出すと、鋭角な稜線に欠けが生じ易くなる。この斜めに切り出されたチップ12を2個用意し、これら2個のチップ12,12を図1および図2(1)に示すように、丸鋸10における歯体14の厚み方向に隣接させる。この際にPCD層22の側に窪みが形成されるように設定することで、0゜を越えかつ45゜以下の横すくい角が得られる。そして両チップ12,12は、スポット溶接、レーザ溶接、ろう付等の手段によって予め相互に仮接合しておく。但し、この仮接合は必須のものではない。図1は、このように鋸10の厚み方向に隣接させた2個のチップ12,12の仮接合状態を示すものであって、(1)は丸鋸10の回転方向に対し逆らう方向から観察した場合の正面図、(2)は平面図、(3)は左側面図である。
【0014】
このように仮接合された2個のチップ12,12は、図2に示すように、丸鋸10の歯体14に切欠形成したチップ座16に、例えばろう付により直接的に接合される。すなわち2個のチップ12,12は、図2(3)に示す歯体14のチップ座16に着座し得るように、図1(2)に破線で示す左側の部分が予め研削除去されて平面とされる。この部位は超硬合金を材質としているから、例えば放電ワイヤカット等の手段による切断も可能である。なおチップ12の当該部位を平面に研削しない場合は、前記チップ座16の形状を該チップ12の接合予定面の形状に合致させることが推奨される。
【0015】
このようにして得られた2個のチップ12,12は、図2の(3)に示す如く、前記チップ座16に、例えばろう付等の公知の接合手段で接合される。チップ座への接合手段としてろう付を採用した場合は、ろう剤は鋸の厚み方向に隣接させたチップ12,12の間に隙間があれば、該隙間にも流れ込むので、チップ相互の接合力を増加させる利点がある。またチップ座16へのチップ12の接合をろう付で行なう場合で、両チップ12,12もろう付されている場合は、チップ同士のろう付に使用するろう剤の融点は、チップ座16へのチップ12のろう付に使用するろう剤の融点より高いものを選択することが望ましい。
【0016】
この場合に2個のチップ12,12におけるPCD層(多結晶焼結体層)22,22の表面は、図2の(2)に示す如く、前記丸鋸10におけるすくい面12aを構成している。また夫々のチップ12は、該すくい面12a上に窪みを形成するように隣接し、その結果として左右の側切刃18,18に正の横すくい角を付与している。
【0017】
前記チップ座16に接合された2個のチップ12,12は、図2の(3)に示す如く外周逃げ面12cが研削により形成されると共に、図2の(2)に示す如く、左および右の側逃げ面12b,12bが同じく研削により形成される。この場合も、これら研削される部位は殆ど超硬合金を材質とする部分なので、その研削加工に困難はない。これによりPCD層22を有するチップ12に前述のホローフェイス加工を施した丸鋸(チップソー)10が容易に得られる。
【0018】
ところで図2に示したチップソーでは、チップ座16に対するチップ12の接合面積は丸鋸10の厚みに制約され、充分な面積が確保されているとは必ずしもいえない。そこで図3(1)および(2)に示すように、チップ12(の超硬合金基材20)と前記チップ座16との間に鍵形をなす超硬合金製の補助片26を介在させて、夫々をろう付等で接合することが提案される。これによれば、チップ12の接合面積は丸鋸10の厚みに制約されることがなく、前記補助片26に許容される厚みに依存し得るので、接合強度を増大させることができる。
【0019】
図2および図3に関して説明したチップソーは、何れもすくい面となる両チップ12,12のPCD層22,22の隣接により窪みを形成することで、先に述べた所謂ホローフェイス型としたものであった。このように隣接し合う両チップ12,12により窪みを形成する例としては、図4〜図7に示す如く、種々のものが提案される。すなわち図4は、鋸の厚み方向に隣接する2個の超高圧焼結体チップ12,12の間に、通常の超硬合金製チップ28を介在させるようにした例である。
【0020】
また図5〜図7は、同じく両チップ12,12により窪みを形成するものではあるが、図2〜図4の例とは異なって、両チップ12,12における相互の接合位置を左右で非対称とした例である。すなわち図5は、両チップ12,12の接合位置を左右で非対称とすると共に、左右の横すくい角も不等となるようにした例である。図6は、両チップ12,12の接合位置を前後方向(回転方向)に偏倚させて左右非対称とした例を示しているが、左右の横すくい角は等しくなっている。更に図7は、両チップ12,12の接合位置を左右で非対称とすると共に、左右の側切刃18,18の位置を前後方向に偏倚させた例である。この例の場合には、左右の横すくい角は等しくなっている。従って回転方向に対する左右の側切刃18,18が同一平面に位置していない点で、図5に示した例とは相違している。
【0021】
次に図8は、両チップ12,12のすくい面12a,12aにより膨らみを形成するように隣接させた例を示すもので、これにより左右の側切刃18,18には負の横すくい角が付与される。このようにすくい面に膨らみを持たせるように隣接させた両チップ12,12も、該すくい面に窪みを持たせた図1〜図7の例に係るチップ群と同様に、中間に第3のチップを介在させたり、相互の接合位置が左右で非対称となるように構成したりすることができる。
【0022】
先に説明した一連の実施例は、何れもチップ12のすくい面12aに「窪み」または「膨らみ」を形成したものであったが、以下の図9〜図14に示す如く、外周逃げ面12cに「窪み」を形成したり、また図15に示す如く、外周逃げ面12cに「膨らみ」を形成したりするようにしてもよい。すなわち図9は、図19に示した超高圧焼結体ブランク24から切り出した2個のチップ12,12を、前記丸鋸10における歯体14の厚み方向に隣接させた状態を示すものである。この場合に各チップ12は、前記ブランク24から先端傾き角η(図9の(1)参照)と、90°−刃先角α(図9の(3)参照)との分だけ傾斜させた状態で切り出される。従ってこの場合は、チップ12におけるPCD層22は外周逃げ面12cを構成することになる。これら2個のチップ12,12は、図1に関して説明したと同様にスポット溶接等の手段によって予め相互に仮接合される。
【0023】
このように仮接合された2個のチップ12,12は、図10に示すように、歯体14のチップ座16にろう付等により直接的に接合される。すなわち2個のチップ12,12におけるPCD層22,22の表面は、図10の(1)〜(3)に示すように、前記丸鋸12における外周逃げ面12cを構成すると共に、隣接し合う両チップの外周逃げ面12c,12cにより窪みを形成している。これにより左右の側切刃18,18には、正の先端傾き角が付与されている。そして前記チップ座16に接合後の2個のチップ12,12は、図10の(3)に示す如くすくい面12aが研削により形成されると共に、図10の(2)に示す如く、左および右の側逃げ面12b,12bが同じく研削により形成される。
【0024】
図9および図10に関して説明したように、外周逃げ面となる両チップ12,12のPCD層22,22により窪みを形成する例としては、図11〜図14に示すように、種々のものが提案される。すなわち図11は、鋸の厚み方向に隣接する2個の超高圧焼結体チップ12,12の間に、通常の超硬合金製チップ28を介在させるようにした例である。
【0025】
また図12〜図14は、同じく両チップ12,12により外周逃げ面に窪みを形成するものではあるが、図9〜図11の例とは異なり、両チップ12,12における相互の接合位置を左右で非対称とした例である。すなわち図12は、両チップ12,12の接合位置を左右で非対称とすると共に、左右の先端傾き角も不等となるようにした例である。図13は、両チップ12,12の接合位置を半径方向に偏倚させて左右非対称としたものであるが、左右の先端傾き角は等しくなっている例である。更に図14は、両チップ12,12の接合位置を左右で非対称とすると共に、左右の側切刃18,18の位置を半径方向に偏倚させた例である。この場合に、左右の先端傾き角は等しくなっている。従って回転方向に対する左右の側切刃18,18が同一半径に位置していない点で、図12に示した例とは相違している。但し、図9〜図14の何れの実施例にあっても、夫々のチップ12により外周逃げ面上に窪みを形成するように隣接する結果として、外周切刃30,30の左右端に正の先端傾き角が付与されている点で共通している。
【0026】
更に図15は、両チップ12,12により外周逃げ面12c,12cに膨らみを形成するよう隣接させた例を示すものであって、これにより左右の側切刃18,18には負の先端傾き角が付与される。このように外周逃げ面に膨らみを持たせるように隣接させた両チップ12,12も、該外周逃げ面に窪みを持たせた図9〜図14の例に係るチップ群と同様に、中間に第3のチップを介在させたり、相互の接合位置が左右で非対称となるように構成したりすることができる。
【0027】
前述した如く、鋸の厚み方向に隣接させた複数個(2個または3個)のチップを使用することは一例であって、単純な窪みや膨らみを形成する以外にも、本発明を広汎に応用することが可能である。また、1つの鋸(丸鋸や帯鋸)に隣接し合うチップの形態を変えて組み合わせたり、従来公知のチップを例えば交互に混在させたりすることも自由である。なお基本的には、隣接し合うチップの隣接面は、隣り合う歯体間において回転方向に整列しない方が望ましい。
【0028】
【発明の効果】
以上に説明したように、本発明に係るチップソーによれば、従来技術では不可能であった、多結晶ダイヤモンドの如き超高圧焼結体のチップを使用した、例えばホローフェイス型のチップソーの製造を実用的なコストで可能としたものである。また1つの歯に両側切刃を有するホローフェイス型とすることで、1つの歯に片側しか側切刃を有しない前記JISのC型チップソーに比較し、高価な超高圧焼結体のチップをより有効に利用することができる。殊に本発明によれば、木質系ボード等の切断に適し、長寿命で切削・切断時の品質に優れたチップソーが提供される。
【図面の簡単な説明】
【図1】鋸の厚み方向に隣接させた2個のチップの仮接合状態を示す説明図であって、(1)は丸鋸の回転方向に対し逆らう方向から観察した該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図2】図1に示した両チップを歯体のチップ座に直接的に接合して得たホローフェイス型チップソーの部分説明図であって、(1)はチップ座に接合された両チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図3】チップとチップ座との間に補助片を介在させた状態で接合したホローフェイス型チップソーの部分説明図であって、(1)は該チップの平面図、(2)は該チップの左側面図である。
【図4】2個の超高圧焼結体チップの間に超硬合金製チップを介在させて、ホローフェイス型のチップを構成した例の説明図であって、(1)はチップ群の正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図5】2個のチップの接合位置を左右で非対称とし、左右の横すくい角も不等となるようにした例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図6】2個のチップの接合位置を前後方向に偏倚させて左右非対称とし、しかも左右の横すくい角は等しくなるようにした例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図7】2個のチップの接合位置を左右で非対称とし、左右の横すくい角は等しいが、左右の側切刃の位置を前後方向に偏倚させた例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図8】2個のチップのすくい面に膨らみを形成するように隣接させた例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図9】2個のチップにおけるPCD層が外周逃げ面を構成するようにした例を示す説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図10】図9に示した両チップを歯体のチップ座に接合して得たチップソーの部分説明図であって、(1)はチップ座に接合された両チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図11】2個の超高圧焼結体チップの間に超硬合金製チップを介在させたチップソーの説明図であって、(1)はチップ群の正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図12】2個のチップの接合位置を左右で非対称とし、左右の先端傾き角も不等となるようにした例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図13】2個のチップの接合位置を前後方向に偏倚させて左右非対称とし、しかも左右の先端傾き角は等しくなるようにした例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図14】2個のチップの接合位置を左右で非対称とし、左右の先端傾き角は等しいが、左右の側切刃の位置を半径方向に偏倚させた例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図15】2個のチップの外周逃げ面に膨らみを形成するように隣接させた例の説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図16】各歯体の先端に硬質片からなるチップを接合したチップソータイプの丸鋸の側面図である。
【図17】ホローフェイス型チップの概略構成を示す説明図であって、(1)は該チップの正面図、(2)は該チップの平面図、(3)は該チップの左側面図である。
【図18】チップソーにおける超硬合金のチップにホローフェイスを付する手段の説明図であって、(1)は回転砥石によりチップのすくい面を研削している状態での平面図、(2)は回転砥石によるチップ研削時の側面図である。
【図19】超硬合金の基材に多結晶焼結体層を形成した超高圧焼結体ブランクと、該ブランクから切り出されるチップとの概略構成を示す斜視図である。
【符号の説明】
10 丸鋸
12 チツプ
12a すくい面
12b 左側逃げ面
12c 外周逃げ面
14 歯体
16 チップ座
18 左右の側切刃
19 回転砥石
20 基材
22 多結晶焼結体層
24 超高圧焼結体ブランク
26 補助片
28 超硬合金製チップ
30 外周切刃
Claims (3)
- 超硬合金の基材に多結晶焼結体層を形成した超高圧焼結体からなる複数個のチップが、該チップの前記多結晶焼結体層がすくい面を構成すると共に、夫々のチップによりすくい面上に窪みを形成するように、鋸の厚み方向に隣接して左右の側面切刃に正の横すくい角を付与した状態で鋸の各歯体に直接的に接合され、該チップは歯体への接合に先立って、該鋸の厚み方向に隣接させた状態で予め相互に接合されていることを特徴とするチップソー。
- 超硬合金の基材に多結晶焼結体層を形成した超高圧焼結体ブランクから斜めに切り出されてなる複数個のチップが、該チップの前記多結晶焼結体層がすくい面を構成すると共に、夫々のチップによりすくい面上に窪みを形成するように鋸の厚み方向に隣接して、左右の側面切刃に正の横すくい角を付与した状態で鋸の各歯体に直接的に接合され、該チップは歯体への接合に先立って、該鋸の厚み方向に隣接させた状態で予め相互に接合されていることを特徴とするチップソー。
- 焼結体からなる複数個のチップが鋸の厚み方向に隣接させた状態で鋸の各歯体に直接的に接合され、該チップは歯体への接合に先立って、該鋸の厚み方向に隣接させた状態で予め相互に接合され、これら複数個のチップは、その少なくとも両外側に位置するチップが超高圧焼結体を材質としているチップソーにおいて、
前記超高圧焼結体のチップは、超硬合金の基材に多結晶焼結体層を形成した超高圧焼結体ブランクから斜めに切り出され、該チップの多結晶焼結体層面が前記鋸のすくい面を構成すると共に、夫々のチップによりすくい面上に窪みを形成するように隣接して、左右の側切刃に正の横すくい角を付与している
ことを特徴とするチップソー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26459399A JP3876378B2 (ja) | 1999-09-17 | 1999-09-17 | チップソー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26459399A JP3876378B2 (ja) | 1999-09-17 | 1999-09-17 | チップソー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001079803A JP2001079803A (ja) | 2001-03-27 |
| JP3876378B2 true JP3876378B2 (ja) | 2007-01-31 |
Family
ID=17405467
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26459399A Expired - Lifetime JP3876378B2 (ja) | 1999-09-17 | 1999-09-17 | チップソー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3876378B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004034209A (ja) * | 2002-07-02 | 2004-02-05 | Kanefusa Corp | チップソー |
| JP2005193334A (ja) * | 2004-01-07 | 2005-07-21 | Kanefusa Corp | チップソー |
| JP2006335012A (ja) * | 2005-06-06 | 2006-12-14 | Dia Shoji:Kk | チップソー |
| JP5300665B2 (ja) * | 2009-09-02 | 2013-09-25 | カネックス刃物工業株式会社 | チップソーの製造方法 |
-
1999
- 1999-09-17 JP JP26459399A patent/JP3876378B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001079803A (ja) | 2001-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4228557B2 (ja) | スローアウェイチップ | |
| US20090126712A1 (en) | Stone Saw Blade | |
| WO2014129285A1 (ja) | 丸鋸 | |
| WO2014057985A1 (ja) | 切削用インサート及び切削工具 | |
| JP3876378B2 (ja) | チップソー | |
| WO2015098360A1 (ja) | カッター | |
| JP5137646B2 (ja) | Pcdドリル | |
| JP2001322029A (ja) | ダイヤモンド回転多刃工具 | |
| CN101227993A (zh) | 切削嵌件 | |
| JP4957000B2 (ja) | 切削工具 | |
| JP6744988B2 (ja) | 電動工具用回転鋸 | |
| JP2008213117A (ja) | 回転鋸 | |
| US6321618B1 (en) | Cutting tip having rounded main cutting edge and sharp side cutting edges | |
| JP2004034209A (ja) | チップソー | |
| JP2000127104A (ja) | 分割切削型チップソー | |
| JP2002347005A (ja) | チップソー | |
| KR102385117B1 (ko) | 복합소재로 이루어진 원형톱 | |
| JP3375932B2 (ja) | 鋸 刃 | |
| JP6661876B2 (ja) | 切削用インサート及び切削工具 | |
| JP3097192B2 (ja) | エンドミル | |
| JP3527192B2 (ja) | 高硬度焼結体チップドリル | |
| JPH077124Y2 (ja) | 回転式カッター | |
| WO2005065875A1 (ja) | チップソー | |
| JP2602739Y2 (ja) | 硬質焼結体スローアウェイチップ | |
| JP2563811Y2 (ja) | ブレーカ付き切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040420 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040610 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20040615 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20040820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061018 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3876378 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091110 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121110 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121110 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151110 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |