JP3871944B2 - 外観検査装置 - Google Patents
外観検査装置 Download PDFInfo
- Publication number
- JP3871944B2 JP3871944B2 JP2002051778A JP2002051778A JP3871944B2 JP 3871944 B2 JP3871944 B2 JP 3871944B2 JP 2002051778 A JP2002051778 A JP 2002051778A JP 2002051778 A JP2002051778 A JP 2002051778A JP 3871944 B2 JP3871944 B2 JP 3871944B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- image
- imaging
- defect
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Description
【発明の属する技術分野】
本発明は、対象物の表面上に存する欠陥を検出する外観検査装置に関し、さらに詳しくは、円柱状の対象物を回転させて撮像することによりその表面上に存する欠陥を自動的に検出する外観検査装置に関する。
【0002】
【従来の技術】
従来より、コロやローラなどの円柱状の短寸部品またはピストンロッドなどの円柱状の長寸部品(これらを以下「ワーク」と称する)を中心軸まわりに回転させ、その円柱側面上の欠陥、例えば、打痕やスクラッチ傷などを自動的に検出する外観検査装置が知られている。図13は、そのような従来の外観検査装置の構成例を示す模式図である。この外観検査装置は、長寸部品であるワーク950表面の欠陥を検出するために以下のように構成されている。すなわち、この外観検査装置は、ワーク950を撮像する3つのラインセンサカメラ901〜903と、ワーク950を均一に照明するためにバー状に配列された例えば発光ダイオード(以下「LED」(Light Emitting Diode)と略称する)から成る3つの照明部911〜913と、ワーク950を回転させるために同一方向に回転する第1の回転ローラ930および第2の回転ローラ940と、ワーク950を所定の位置に位置決めするための位置決めピン960と、ラインセンサカメラ901〜903により撮像されて得られた画像データを処理して欠陥を検出する画像処理部970とを備える。以下、この外観検査装置の動作について説明する。
【0003】
まず、ワーク950は、第1の回転ローラ930および第2の回転ローラ940と接触して回転するように、図示されないワーク搬送部によりこれらの間に載置される。また、位置決めピン960は、ワーク950がラインセンサカメラ901〜903の撮像範囲921〜923内に位置決めされるように、ワーク950の円柱端面のいずれかと接触することにより、回転軸方向の位置を正確に決定する。位置決めされたワーク950は、第1の回転ローラ930および第2の回転ローラ940の回転により少なくとも1回転する。そのため、ラインセンサカメラ901〜903は、ワーク950の円柱側面の曲面全体を撮像することが可能となる。この撮像により得られたそれぞれの画像データは画像処理部970に入力される。画像処理部970は、良品画像との比較処理や欠陥部分の特徴抽出処理のような既知の画像処理方法により、ワーク950の円柱側面上の欠陥を検出する。また、撮像されたワーク950は、図示されないワーク搬送部により装置外部へ搬出される。
【0004】
図14は、従来の外観検査装置の構成の別例を示す模式図である。この外観検査装置は、短寸部品であるワーク955表面の欠陥を検出するために、図13の外観検査装置とほぼ同様な以下の構成を備える。すなわち、撮像範囲925に位置決めされたワーク955を撮像するラインセンサカメラ905と、ワーク955を均一に照明する例えばLEDから成る照明部915と、ワーク955を回転させる第1の回転ローラ935および第2の回転ローラ945と、ワーク955を所定の位置に位置決めするための位置決めピン965と、撮像により得られた画像データを処理して欠陥を検出する画像処理部975とを備える。この外観検査装置の動作も図13の外観検査装置とほぼ同様であるので、説明を省略する。
【0005】
【発明が解決しようとする課題】
ここで、図13に示す従来の外観検査装置は、長寸のワークを撮像するために複数のラインセンサカメラを備えるが、ラインセンサカメラは高価であるため、コスト高となる。一方、図14に示す従来の外観検査装置は、短寸のワークを撮像するためにラインセンサカメラを1つだけ備える点でコストを低く抑えることができる。しかし、これらの外観検査装置はいずれも図示されないワーク搬送部によりワークを搬入して載置し、載置されたワークを位置決めピン960または965により位置決めする機構が必要となる。このようにワークを1つずつ搬送して位置決めすることは、ワーク1つを検査するのに要する時間(以下「検査サイクルタイム」と称する)を増大させる。また、上記搬送・位置決め機構は、装置の構成を複雑化させる。
【0006】
そこで、本発明の目的は、コストを低く抑え、装置の構成を簡素化し、検査サイクルタイムを短縮することが可能な外観検査装置であって、対象物を回転させて撮像することによりその表面上に存する欠陥を自動的に検出する外観検査装置を提供することである。
【0007】
【課題を解決するための手段および発明の効果】
第1の発明は、検査すべき複数の対象物の表面上に存する欠陥を検出する外観検査装置であって、
所定の中心軸方向に整列する複数の前記対象物をそれぞれ前記中心軸まわりに回転させる回転手段と、
前記回転手段により回転する複数の前記対象物を前記中心軸方向に所定の速度で移動させる搬送手段と、
前記回転手段により回転する前記対象物の表面を撮像する撮像手段と、
前記撮像手段が撮像した画像に基づき、前記対象物の表面上に存する欠陥を検出する欠陥検出手段とを備え、
前記撮像手段は、前記中心軸方向に主走査を行うラインセンサカメラであり、
前記欠陥検出手段は、前記ラインセンサカメラにより撮像された前記対象物の画像において前記対象物の前記移動に起因して現れる傾きに基づき前記欠陥を検出し、
前記ラインセンサカメラにより撮像された前記対象物の端部に対応する画像上の座標 を検出する端部検出手段と、
前記端部検出手段により検出された前記座標に基づいて、前記傾きを算出する傾き算出手段と
を含むことを特徴とする。
【0008】
このような第1の発明によれば、撮像によって得られた画像が示すワークの端部を検出することにより、ラインセンサカメラを用いることにより機構的に生じる画像の傾きを容易に算出してワーク表面の欠陥を検出するため、静止状態のワークを撮像して欠陥を検出する場合と同様に取り扱うことができる。また、長寸のワークを撮像する場合であっても撮像部を複数備える必要がなくコストを抑えることができる。また、ワークを位置決めすることなく連続的に移動させながら次々と検査することにより検査サイクルタイムを短縮することができる。さらに、搬送・位置決め機構が不要であるため、装置の構成を簡素化することができる。
【0009】
第2の発明は、第1の発明において、
前記欠陥検出手段は、前記ラインセンサカメラにより撮像された画像を前記傾き算出手段により算出された傾きに基づいて走査することにより、前記欠陥の有無を判定する欠陥判定手段と
を含むことを特徴とする。
【0010】
このような第2の発明によれば、算出された傾きに基づいて走査することによりワーク表面の欠陥を検出するため、静止状態のワークを撮像して欠陥を検出する場合と同様に取り扱うことができる。
【0011】
第3の発明は、第1の発明において、
前記搬送手段により移動させられる前記対象物を検出し、検出した結果に基づき前記撮像手段が撮像を開始するタイミングを決定する撮像タイミング決定手段をさらに備えることを特徴とする。
【0012】
このような第3の発明によれば、ワークを撮像するために最適なタイミング(例えば、撮像範囲内のワーク側面全体が一枚の画像に収まるようなタイミング)で撮像を行うことができる。
【0013】
【発明の実施の形態】
以下、添付図面を参照して本発明の実施形態について説明する。
(第1の実施形態)
図1は、本発明の第1の実施形態に係る外観検査装置の構成を示す模式図である。この外観検査装置は、円柱状の長寸部品であるワーク151〜153表面の欠陥を検出するために以下のように構成されている。すなわち、この外観検査装置は、ワーク151〜153を順次撮像するラインセンサカメラ100と、その撮像範囲120内においてワーク151〜153を均一に照明するためにバー状に配列された例えばLEDから成る照明部110と、ワーク151〜153を回転させるために同一方向に回転する第1の回転ローラ130および第2の回転ローラ140と、ワーク151〜153をほぼ一定の速度で連続的に回転軸方向へ押し出すために互いに逆方向に回転するワーク搬送手段としての第1の押出ローラ180および第2の押出ローラ190と、ラインセンサカメラ100が撮像した画像のデータを処理してワーク側面上の欠陥を検出する画像処理部170とを備える。以下、この外観検査装置の動作について説明する。
【0014】
ワーク151〜153は、装置外部からワークの搬送手段として機能する第1の押出ローラ180および第2の押出ローラ190に接触して、それらの回転により移動方向20へ次々と押し出される。押し出されたワーク151〜153は、第1の回転ローラ130および第2の回転ローラ140と接触するように載置され、第1の回転ローラ130および第2の回転ローラ140の回転により回転軸10まわりの回転方向30に回転する。なお、ワーク151,152は回転しているが、第1の回転ローラ130および第2の回転ローラ140と接触しないワーク153は回転していない。これらのうち、例えばワーク152は、移動方向20へ移動しながら、撮像範囲120内でその円柱側面全体が撮像されるように第1の回転ローラ130および第2の回転ローラ140の回転により少なくとも1回転する。そのため、ラインセンサカメラ100は、ワーク152の円柱側面をスパイラル状に撮像することになり、その曲面全体を撮像することが可能となる。なお、移動方向20への移動速度によっては、同一の欠陥箇所が複数回検出されるが、検査サイクルタイムが長くなることを除き、特に問題とはならない。こうして撮像により得られた画像データは画像処理部170に入力される。
【0015】
ここで、上記移動方向20をX軸方向とし、このX軸に垂直であってラインセンサカメラ100へ向かう方向(すなわち図1では上方向)をZ軸方向とし、X軸およびZ軸に垂直であって第1の回転ローラ130から第2の回転ローラ140へ向かう方向(すなわち図1では右方向)をY軸方向とする。図2は、ラインセンサカメラ100による上記撮像によって得られた画像データを例示した図である。図2では、上記図1の座標系とは異なり、画像内の左上の画素位置を原点とし、図の右方向をx軸方向とし、図の下方向をy軸方向とする。このような画像データにおける座標系を以下「画像座標系」と称する。この画像座標系を図1の座標系と対照すると、画像座標系のx軸方向は図1のX軸方向と対応しており、画像座標系のy軸方向は図1のワーク側面外周に沿った回転方向30の反対方向と対応している。また、ワーク151は第1の画像領域210に、ワーク152は第2の画像領域220に示されている。したがって、図中の斜線部200はワーク151とワーク152との隙間部分(以下「ワーク隙間部」と称する)を示しており、斜線部200の右端はワーク151の後端部(すなわち図1のX軸方向と反対方向側の円柱端部)を、斜線部200の左端はワーク152の前端部(すなわち図1のX軸方向側の円柱端部)をそれぞれ示している。
【0016】
このような画像を撮像するラインセンサカメラ100は、下記のような走査機構を有する。すなわち、ラインセンサカメラ100は、図1のX軸方向に一列に配置されたフォトダイオードがレンズを通して受けとった光を電気に変換して電荷として蓄積し、その蓄積量をCCDアナログシフトレジスタによって読み出すことにより、所定の撮像範囲(測定視野)内の対象物を線状の部分画像(以下「線画像」と称する)として撮像する。このような撮像動作は主走査と呼ばれており、非常に短い時間(例えば100μs程度)で終了する。図2では、x軸方向に直線を構成する画素群が上記線画像に相当する。ラインセンサカメラ100は、この主走査を繰り返すように動作する。また、対象物であるワークは図1が示す回転方向30に回転している。そのため、主走査の開始位置は回転方向30の反対方向に少しずつずれていくことになる。このように主走査の開始位置を主走査方向と垂直な方向へ順次ずらして撮像する動作は副走査と呼ばれる。図2では、y軸方向が副走査方向に相当する。
【0017】
もっとも、ワークは上記回転と同時に、図1が示す移動方向20(すなわちX軸方向)にも主走査毎に一定の距離だけ移動している。したがって、撮像対象であるワーク端部の図1における座標は、主走査毎に上記一定の距離だけX軸方向へ移動することになる。そのため、当該ワーク端部を撮像することにより得られた画像上のワーク端部を構成する画素は、画像座標系においてy軸方向へ1画素進む毎に上記一定距離に相当する画素数分だけx軸方向にずれることになる。このようにして画像全体が変形する結果、ワークが移動方向20へ全く移動しない場合に得られるべき画像と比較して、実際に撮像された上記画像は傾くことになる。以下、この変形を画像の傾きと称する。この傾きは、例えば斜線部200の左右端におけるy軸に対する傾きとして示すことができる。また、この傾きを示す方向は、図2では傾き方向225として示されている。
【0018】
以上のように、上記画像の傾きはワークのX軸方向への移動により生じるため、この傾きを考慮してワーク表面の欠陥を検出すれば、所定位置に位置決めされ回転しているワークを撮像して欠陥を検出する場合と同様に取り扱うことができる。画像処理部170は、このように撮像された画像の傾きを考慮してワーク表面の欠陥を検出する。以下、画像処理部170の詳細な構成および動作について説明する。
【0019】
図3は、画像処理部170の構成例を示すブロック図である。本画像処理部170は、一般的なコンピュータ装置と同様の構成を備えており、画像処理プログラム等を記憶するためのハードディスク等で構成される記憶部171と、ラインセンサカメラ100からの画像データを記憶するための半導体メモリで構成される画像メモリ172と、後述する画像処理や各種制御を行う中央処理部173と、各種処理に用いられるデータを一時的に記憶するための半導体メモリで構成される作業用メモリ174と、ラインセンサカメラ100などの入力装置および図示されないCRTなどの出力装置と信号を送受信する入出力部175とを備える。なお、これらの構成要素は、互いにシステムバス176によって接続されている。以下、この画像処理部170の画像処理動作について説明する。
【0020】
図4は、画像処理部170が行う画像処理の手順を示すフローチャートである。ステップS10では、入出力部175を介してラインセンサカメラ100から送られてきた画像データが画像メモリ172に蓄積される。典型的には、以下の画像処理を行うプログラムとは独立して並行動作する画像取得プログラムにより、主走査毎の上記線画像に対応するデータを所定の主走査回数だけ蓄積することにより上記画像データが形成される。ここで、上記画像取得プログラムは、以下の画像処理を行うプログラムが処理対象とする画像データを蓄積した後、当該画像データが画像処理プログラムにより処理されている間に、並行して次に処理対象とすべき画像データを取得することができる。このような構成により、本外観検査装置は全体の処理時間を大幅に短縮することが可能となる。
【0021】
中央処理部173は、画像メモリ172に蓄積された画像データの示す画像がワーク隙間部(図2では斜線部200)を含むか否かを判断する(ステップS12)。例えば、ワークの移動速度や搬送タイミングに基づきワーク隙間部が含まれるべき画像を予め算定することにより、画像データの示す画像がワーク隙間部を含むか否かを判断する。また、ワーク隙間部を示す画像を構成する画素の明るさが或る閾値以下であることを利用し、当該閾値以下の画素が多く含まれる画像にワーク隙間部が含まれていると判断してもよい。
【0022】
上記ステップS12においてワーク隙間部を含むと判断された場合、中央処理部173は、ワーク端部の画像上の座標を算出するワーク端部検出処理を行う(サブルーチンステップS14)。ここで、図5を参照して、中央処理部173が行うワーク端部検出処理の詳細な手順について説明する。
【0023】
図5のステップS102では、画素の座標を示す変数xおよびyを初期化し、ステップS104では、後述するように変数xをインクリメントする量を示す変数sに1を代入する。サブルーチンステップS106では、ワーク隙間部を検出するワーク隙間部検出処理を行う。ここで、図6を参照して、ワーク隙間部検出処理の詳細な手順について説明する。
【0024】
図6のステップS202では、画像データ上の座標(x,y)における画素に注目し、画像メモリ172から、当該注目画素の明度dを取得する。なお、明度とは色の明るさの度合いを意味し、白色の明度が最も高く、黒色の明度が最も低い。図7は、図2の画像データ例の左上部を部分的に拡大した模式図である。図7を参照すると、上記処理では、最初に座標(0,0)にある画素p1の明度dが取得される。
【0025】
ステップS204では、取得された画素の明度dが予め定められた閾値K(例えばワーク隙間部の明度の上限とみなせる値)よりも低いか否かを判断する。閾値K以上である場合、当該画素はワーク隙間部には対応しないのでカウンタnを初期化し(ステップS212)、xをs(すなわち1)だけインクリメントして(ステップS214)、次の画素の明度を取得すべくステップS202の処理へ戻る。図7を参照すると、ワーク隙間部の端部に対応する画素p2の明度取得直前まで上記処理が繰り返される。
【0026】
ステップS204で画素の明度dが閾値Kより低いと判断された場合、当該画素はワーク隙間部に対応する可能性があるので、カウンタnをインクリメントし(ステップS206)、カウンタnが予め定めた閾値P以上か否かを判断する(ステップS208)。この閾値Pは、明度の低い画素がP個連続するか否かを調べるために導入されている。カウンタnが閾値Pより小さい場合、未だ必要な連続数には達していないので、xをs(すなわち1)だけインクリメントして(ステップS214)、次の画素の明度を取得すべくステップS202の処理へ戻る。図7を参照すると、画素p2がワーク隙間部に対応するので、x軸方向へP個離れた画素p3の明度取得直前まで、ループ処理(ステップS202→S204→S206→S208→S214→S202)が行われる。
【0027】
ステップS208でカウンタnが閾値Pに達したと判断された場合、xをs(すなわち1)だけインクリメントして(ステップS210)、図5の処理へ復帰する。図7に示す例では、画素p3がこの時点における注目画素である。以上の処理により、閾値Kより低い明度を有する画素がX軸方向にP個以上連続する場合には、その連続する暗い画素群はワーク隙間部に対応するといえるので、確実にワーク隙間部を検出することができる。
【0028】
次に、図5のサブルーチンステップS108では、ワーク部を検出するワーク部検出処理を行う。ここで、図8を参照して、ワーク部検出処理の詳細な手順について説明する。なお、図8に示す手順は、変数nが変数mに変更され、定数Pが定数Qに変更され、ステップS204の処理に代えてステップS304の処理が行われるほかは、図6に示す手順と同様であるので、説明を簡略に行う。
【0029】
図8のステップS302では、次の画素に注目して当該注目画素の明度dを取得し、当該画素の明度dが予め定められた閾値L(典型的にはワークに対応する画素の明度の下限とみなせる値)よりも高いか否かを判断する(ステップS304)。閾値L以下である場合、当該画素はワークとは対応しないので、ワーク端部に対応する画素として図7に示す画素p4の明度が取得される直前まで、ループ処理(ステップS302→S304→S312→S314→S302)が行われる。
【0030】
ステップS304で画素の明度dが閾値Lより高いと判断された場合、当該画素はワーク部に対応する可能性があるので、カウンタmが予め定めた閾値Qが示す必要な連続数に達するまで、ループ処理(ステップS302→S304→S306→S308→S314→S302)が行われる。図7を参照すると、画素p4がワーク部に対応するので、x軸方向へQ個離れた画素p5の明度取得直前まで上記ループ処理が行われる。
【0031】
ステップS308でカウンタmが閾値Qに達した場合、xをs(すなわち1)だけインクリメントし(ステップS310)、図5の処理へ復帰する。図7に示す例では、画素p5がこの時点における注目画素である。以上の処理により、閾値Lより高い明度を有する画素がX軸方向にQ個以上連続する場合には、その連続する明るい画素群はワークに対応し、それらの画素群の左端がワーク端部に対応すると確定される。そこで、図5のステップS110では、上記画素群の左端に対応する画素の座標、すなわち座標(x−Q,y)を予め定められた配列変数に保存する。図7に示す例では、画素p4の座標が保存される。
【0032】
次に、ステップS112では、変数sに−1を代入する。その結果、後述するように変数xが−1ずつインクリメントされる(すなわち1ずつデクリメントされる)。さらに、変数xに所定の定数R(R>0)を加え、変数yが1だけインクリメントされる(ステップS114)。図7に示す例では、画素p6がこの時点における注目画素である。なお、xから定数Rを加えるのは、ワーク端部に対応する画素位置がワーク端部の欠け等に対応して不規則に配置される可能性を考慮したためである。
【0033】
サブルーチンステップS116では、前述したサブルーチンステップS106と同様にワーク隙間部検出処理を行う。ただし、上述のように変数sには−1が代入されているので、ステップS210およびS214では、変数xがデクリメントされる。そのため、図7に示す例では、注目画素は、画素p6からワーク隙間部の右端の画素である画素p7へ変化し、さらに画素p7からx軸方向と反対方向へP個離れた画素p8へ変化する。以上の処理から、閾値Kより低い明度を有する画素がX軸方向と反対方向にP個以上連続する場合には、その連続する暗い画素群はワーク隙間部に対応すると決定することができる。そこで、図5のステップS118では、上記画素群の右端の画素のさらに右側に隣接する画素がワーク端に対応する画素であるので、座標(x+P+1,y)を予め定められた配列変数に保存する。図7に示す例では、画素p7の右側に隣接する画素の座標が保存される。
【0034】
ステップS120では、変数yがy座標の所定の最大値MAX以上か否かを判断する。最大値MAXより小さい場合、処理はステップS114へ戻り、変数yが最大値MAXに達するまでループ処理(ステップS120→S114→S116→S118→S120)が行われる。変数yが最大値MAXに達すると、図5に示す本サブルーチン処理は終了し、図4の処理に復帰する。
【0035】
図4を再度参照すると、ステップS16では、上記サブルーチンステップS14のワーク端部検出処理によりワーク端部として検出され、配列変数に格納された座標群に基づいて、ワーク端部の傾きを算出する傾き算出処理が行われる。その後、処理はステップS18へ進む。また、上記ステップS12においてワーク隙間部を含まないと判断された場合、上記サブルーチンステップS14およびS16の処理は省略され、処理は次のステップS18へ進む。なお、図9は、ワーク隙間部を含む画像が撮像された後に、ワーク隙間部を含まないワーク152のみを撮像することにより得られた画像データ例を示す模式図である。図9に示す画像データが入力された場合には、上記サブルーチンステップS14およびS16の処理は省略されるが、ワークの移動速度が略一定であれば、ワーク端部の傾き方向225も変化しない。したがって、本処理では、既になされたステップS16の処理により算出されたワーク端部の傾きを利用する。
【0036】
ステップS18では、ステップS16の処理により算出された傾きに基づいて、中央処理部173はワークに欠陥があるか否かを判定する欠陥判定処理を行う。具体的には、画像の傾き方向225に沿って画像データを走査することにより、一般的な欠陥判定を行う。また、上記傾き方向225が画像座標系のy軸方向と一致するように座標変換を行って画像の傾きを補正し、補正された画像データを用いて、一般的な欠陥判定を行ってもよい。一般的な欠陥判定手法の例としては、打痕やスクラッチ傷などの欠陥形状に対応する特徴、すなわち所定の閾値以下の画素または以上の画素のいずれかが面状または直線状に配置されている画像データの特徴を抽出して欠陥の有無を判定する方法がある。また、別例としては、欠陥のない正常なワークを予め撮像して得られた画像と、不要部分をマスク処理した上記画像データとを比較対照して欠陥の有無を判定する方法がある。このような手法により表面上に欠陥が検出されたワークは、例えば図示されない欠陥ワーク選別部で選別され、装置外へ排出される。中央処理部173は、以上のようなステップS10〜S18の処理を繰り返し行って、装置に搬入されるすべてのワーク表面を検査する。
【0037】
(第2の実施形態)
図10は、本発明の第2の実施形態に係る外観検査装置の構成を示す模式図である。この外観検査装置は、円柱状の短寸部品であるワーク351〜359表面の欠陥を検出するために、第1の実施形態に係る外観検査装置と同様の構成を備える。すなわち、ワーク351〜359を順次撮像するラインセンサカメラ300と、撮像範囲320内においてワーク351〜359を照明する例えばLEDから成る照明部310と、ワーク351〜359を回転させる第1の回転ローラ330および第2の回転ローラ340と、ワーク351〜359を回転軸方向へ押し出す搬送手段としての第1の押出ローラ380および第2の押出ローラ390と、ラインセンサカメラ300から受け取った画像データを処理してワーク側面上の欠陥を検出する画像処理部370とを備える。さらに、本実施形態に係る外観検査装置は、第1の実施形態に係る外観検査装置とは異なり、予め設定した検出位置410をワーク端部が通過したことを検出するワーク間検出部400を新たに備える。なお、第1の回転ローラ330および第2の回転ローラ340へ載置されるべく移動中であるワーク356〜359を支持する図示されないガイド部をさらに備えてもよい。以下、この外観検査装置の動作について、第1の実施形態に係る外観検査装置とは異なる点を中心に説明する。
【0038】
本外観検査装置が新たに備えるワーク間検出部400は、ラインセンサカメラ300に対して後方(すなわち移動方向20の反対方向)に設けられており、検出位置410を通過するワーク隙間部を検知するための接触センサや光センサなどで構成される。この検出位置410をワーク隙間部が通過すると、ワーク間検出部400は、画像処理部370に対してワーク間を検出したことを示す検出信号を出力する。画像処理部370は、入力された検出信号に基づいて撮像範囲320内のワークの円柱側面全体が一枚の画像に収まるようにラインセンサカメラ300により撮像を行う。例えば、画像処理部370は、上記検出信号が入力された瞬間にラインセンサカメラ300により撮像を開始させるように構成されており、ワーク間検出部400は、画像処理部370がワークの円柱側面全体を撮像するのに最適な時点で検出位置410をワーク隙間部が通過するように、その設置位置が予め調整されている。このように構成すれば、各ワークの移動方向の長さがほぼ同一である限り、ワークの移動速度が変化したとしても常に最適なタイミングで撮像が行われる。
【0039】
上記のようにラインセンサカメラ300により撮像されて得られた画像データは、例えば図11のように示される。図11では、ワーク352は第1の画像領域520に、ワーク353は第2の画像領域530に、ワーク354は第3の画像領域540にそれぞれ示されている。また、図中の斜線部501および502は対応するワーク隙間部を示しており、斜線部501の右端はワーク353の後端部(すなわち図1のX軸方向と反対方向側の円柱端部)を、斜線部502の左端はワーク353の前端部(すなわち図1のX軸方向側の円柱端部)をそれぞれ示している。したがって、図11の画像データはワーク353の前端部から後端部までの円柱側面全体を撮像して得られたものである。
【0040】
図11を参照すると、斜線部501および502の左右端は同様に一定の傾きが生じている。この傾きを示す方向は、図11では傾き方向525として示されている。そして、上記画像の傾きはワークのX軸方向への移動により生じるため、この傾きを考慮してワーク表面の欠陥を検出すれば、静止状態のワークを撮像して欠陥を検出する場合と同様に取り扱うことが可能であることは前述した。以下、このような画像の傾きを補正する画像処理部370の画像処理動作について説明する。なお、画像処理部370の構成は、図3に示す画像処理部170の構成例と同様であるので、説明を省略する。
【0041】
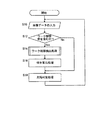
図12は、画像処理部370が行う画像処理の手順を示すフローチャートである。ステップS30では、ワーク間検出部400からの上記検出信号に基づいて、中央処理部173がワークの撮像タイミングを決定する。撮像タイミングであれば、処理は次のステップS32へ進む。ステップS32では、図4のステップS10と同様に画像データの入力処理が行われるので、説明を省略する。
【0042】
サブルーチンステップS34では、図4のサブルーチンステップS14と同様にワーク端部検出処理が行われる。ただし、ここで検出されるワーク端部はワークの後端部(移動方向20の反対方向側の円柱端部)であるため、さらにワークの前端部(移動方向20側の円柱端部)を検出してもよい。具体的には、ワーク後端部の座標から閾値Lより高い明度を有するQ個以上の画素がX軸方向にさらに連続する場合には、その連続する明るい画素群はワークに対応する。それらワークに対応する画素群に続いてさらに閾値Kより低い明度を有するP個以上の画素がX軸方向に連続する場合には、その連続する暗い画素群はワーク隙間部に対応する画素群であり、それらの左端に隣接する左側の画素がワーク前端部に対応する画素である。そこで、当該画素の座標を予め定められた配列変数に記憶し、ワーク前端部を示す座標群が得られる。
【0043】
ステップS36では、図4のステップS16と同様に傾き算出処理が行われる。さらにステップS38では、図4のステップS18と同様に欠陥判定処理が行われる。ここで、上記ワーク前端部を示す座標群に基づいて、当該座標よりX軸方向に存在する不要な画像データをマスク処理してもよい。中央処理部173は、以上のようなステップS30〜S38の処理を繰り返し行って、装置に搬入されるすべてのワーク表面を検査する。
【0044】
(第1および第2の実施形態の効果)
上記第1の実施形態によれば、検査対象となる長寸のワークは、移動方向20へ移動しながら、第1の回転ローラ130および第2の回転ローラ140により回転させられてその円柱側面全体をスパイラル状に撮像される。撮像により得られた画像データは画像処理部170に入力され、当該画像データの表す画像がワーク隙間部を含むと判断された場合(S12)、ワーク端部の座標群が検出され(S14)、ワーク端部の傾きが算出され(S16)、算出された傾きに基づいてワーク隙間部を含む画像についても含まない画像についても欠陥があるか否かが判定される(S18)。
【0045】
また、上記第2の実施形態によれば、検査対象となる短寸のワークは、同様に移動方向20へ移動しながら回転させられてその円柱側面全体をスパイラル状に撮像される。その撮像タイミングは、ワーク間検出部400の検出信号により最適に調整される(S30)。撮像により得られた画像データは画像処理部370に入力され(S32)、ワーク端部の座標群が検出され(S34)、ワーク端部の傾きが算出され(S36)、算出された傾きに基づいて欠陥があるか否かが判定される(S38)。
【0046】
これらにより、長寸のワークを撮像する場合であっても高価なラインセンサカメラを複数備える必要がなくコストを抑えることができる。また、ワークを位置決めすることなく連続的に移動させながら次々と検査することにより検査サイクルタイムを短縮することができる。さらに、搬送・位置決め機構が不要であるため、装置の構成を簡素化することができる。
【0047】
(変形例)
上記各実施形態では、第1の回転ローラ130,330および第2の回転ローラ140,340が用いられるように構成されているが、これらの一方は回転しない支持部材であってもよく、また、所定の中心軸方向に沿って整列するワークをそれぞれ中心軸まわりに回転させるものであれば、球やベルトなど、どのような構成要素が用いられてもよい。同様に、上記各実施形態では、第1の押し出しローラ180,380および第2の押し出しローラ190,390が用いられるように構成されているが、これらの一方は回転しない支持部材であってもよく、また、ワークを中心軸方向に一定の速度で移動させるものであれば、回転する球やベルトなど、どのような構成要素が用いられてもよい。
【0048】
上記各実施形態では、撮像するためにラインセンサカメラが用いられるように構成されているが、主走査および副走査を行う撮像機器であれば、その種類は問われない。
【0049】
上記各実施形態では、閾値Kより低い明度を有する画素がX軸方向にP個以上連続した後、さらに閾値Lより高い明度を有する画素がX軸方向にQ個以上連続する場合には、その連続する明るい画素群はワークに対応し、それらの画素群の左端がワーク端部に対応すると確定されるように構成されている。しかし、ワーク端部を確定するためには必ずしも条件を満たす画素の連続数を計数しなくてよい。例えば、X軸方向に連続するP個の画素のうち閾値Kより低い明度を有する画素が連続するか否かにかかわらずS個以上含まれており、かつ、さらにX軸方向に連続するQ個の画素のうち閾値Lより高い明度を有する画素が連続するか否かにかかわらずT個以上含まれている場合には、その明るい画素群はワークに対応し、それらの画素群のうち最も左にある明るい画素がワーク端部に対応すると確定されてもよい。
【0050】
上記各実施形態では、ステップS104からS110までの処理によりx軸方向に注目画素が変更され、その後ステップS112からS118までの処理によりx軸方向と反対方向へ注目画素が変更されるように構成されている。しかし、ワークの移動方向が逆向きである場合には、上記各実施形態での撮像画像をミラー反転して得られる画像と等しくなるため、撮像画像の右上端の画素からx軸方向と反対方向へ注目画素が変更され、その後x軸方向へ注目画素が変更されるように構成されてもよい。また、ワーク隙間部検出処理(S106)とワーク部検出処理(S108)とが行われ、その後に注目画素が撮像画像の左端に戻されてy座標がインクリメントされる、という処理を繰り返すように構成されてもよいし、ワーク隙間部検出処理またはワーク部検出処理の一方が繰り返されるように構成されてもよい。
【0051】
上記各実施形態では、ワーク端部検出処理(サブルーチンステップS14,S34)により検出されたワーク端部の座標群に基づいて、ワーク端部の傾きを算出する傾き算出処理(ステップS16,S36)が行われるように構成されているが、傾きは、必ずしもワーク端部の座標群に基づいて算出される必要はない。例えばワーク端面と平行なワーク構造(例えば溝など)の座標群に基づいて傾きを算出してもよい。また、ワーク側面上に現れる1つ以上のマーク等の特徴点が一枚の画像で複数回検出されるようにワークの移動速度を調整し、その複数回現れる同一の特徴点に対応する複数の座標に基づき傾きを算出してもよい。
【0052】
上記第2の実施形態では、ワーク間検出部400は、検出位置410を通過するワーク隙間部を検知するように構成されているが、ワークの端部を検出してもよいし、すべてのワークが有するマークや形状等の特徴点を検出してもよい。また、ワーク間検出部400は、画像処理部370が撮像を行うのに最適な時点で検出位置410をワーク隙間部が通過するように、その設置位置が予め調整されているが、これに代えて、画像処理部370は、検出信号が入力されてから上記撮像を行うのに最適なタイミングが到来するまでの所要時間を記憶しており、検出信号が入力された後、さらに上記所要時間経過後に撮像を開始してもよい。
【0053】
上記第1の実施形態では、画像メモリ172に蓄積された画像データの示す画像がワーク隙間部を含むか否かを判断する処理(ステップS12)について、ワークの移動速度や搬送タイミングに基づく例などを示したが、さらに上記ワーク間検出部400を設けて、第2の実施形態と同様にワーク隙間部を検出してもよい。
【図面の簡単な説明】
【図1】 本発明の第1の実施形態に係る外観検査装置の構成例を示す模式図である。
【図2】 第1の実施形態におけるラインセンサカメラが撮像した画像データ例を示す模式図である。
【図3】 第1の実施形態における画像処理部の構成例を示すブロック図である。
【図4】 上記画像処理部が行う画像処理の手順を示すフローチャートである。
【図5】 ワーク端部検出処理の詳細な手順を示すフローチャートである。
【図6】 ワーク隙間部検出処理の詳細な手順を示すフローチャートである。
【図7】 図2の画像データ例を部分的に拡大した模式図である。
【図8】 ワーク部検出処理の詳細な手順を示すフローチャートである。
【図9】 第1の実施形態におけるラインセンサカメラが撮像した画像データの別例を示す模式図である。
【図10】 本発明の第2の実施形態に係る外観検査装置の構成例を示す模式図である。
【図11】 第2の実施形態におけるラインセンサカメラが撮像した画像データ例を示す模式図である。
【図12】 画像処理部が行う画像処理の手順を示すフローチャートである。
【図13】 従来の外観検査装置の構成例を示す模式図である。
【図14】 従来の外観検査装置の構成の別例を示す模式図である。
【符号の説明】
100,300 …ラインセンサカメラ
110,310 …照明部
120,320 …撮像範囲
130,330 …第1の回転ローラ
140,340 …第2の回転ローラ
151〜153,351〜359 …ワーク
170,370 …画像処理部
171 …記憶部
172 …画像メモリ
173 …中央処理部
174 …作業用メモリ
175 …入出力部
176 …システムバス
180,380 …第1の押出ローラ
190,390 …第2の押出ローラ
400 …ワーク間検出部
410 …検出位置
Claims (3)
- 検査すべき複数の対象物の表面上に存する欠陥を検出する外観検査装置であって、
所定の中心軸方向に整列する複数の前記対象物をそれぞれ前記中心軸まわりに回転させる回転手段と、
前記回転手段により回転する複数の前記対象物を前記中心軸方向に所定の速度で移動させる搬送手段と、
前記回転手段により回転する前記対象物の表面を撮像する撮像手段と、
前記撮像手段が撮像した画像に基づき、前記対象物の表面上に存する欠陥を検出する欠陥検出手段とを備え、
前記撮像手段は、前記中心軸方向に主走査を行うラインセンサカメラであり、
前記欠陥検出手段は、前記ラインセンサカメラにより撮像された前記対象物の画像において前記対象物の前記移動に起因して現れる傾きに基づき前記欠陥を検出し、
前記ラインセンサカメラにより撮像された前記対象物の端部に対応する画像上の座標を検出する端部検出手段と、
前記端部検出手段により検出された前記座標に基づいて、前記傾きを算出する傾き算出手段と
を含むことを特徴とする、外観検査装置。 - 前記欠陥検出手段は、前記ラインセンサカメラにより撮像された画像を前記傾き算出手段により算出された傾きに基づいて走査することにより、前記欠陥の有無を判定する欠陥判定手段を含むことを特徴とする、請求項1に記載の外観検査装置。
- 前記搬送手段により移動させられる前記対象物を検出し、検出した結果に基づき前記撮像手段が撮像を開始するタイミングを決定する撮像タイミング決定手段をさらに備えることを特徴とする、請求項1に記載の外観検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002051778A JP3871944B2 (ja) | 2002-02-27 | 2002-02-27 | 外観検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002051778A JP3871944B2 (ja) | 2002-02-27 | 2002-02-27 | 外観検査装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003247955A JP2003247955A (ja) | 2003-09-05 |
| JP2003247955A5 JP2003247955A5 (ja) | 2005-04-07 |
| JP3871944B2 true JP3871944B2 (ja) | 2007-01-24 |
Family
ID=28663668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002051778A Expired - Fee Related JP3871944B2 (ja) | 2002-02-27 | 2002-02-27 | 外観検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3871944B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018036412A1 (zh) * | 2016-08-25 | 2018-03-01 | 四川行之智汇知识产权运营有限公司 | 一种圆柱体制品外观检测系统 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4252381B2 (ja) * | 2003-07-03 | 2009-04-08 | 株式会社ジェイテクト | 外観検査装置 |
| JP5506359B2 (ja) * | 2009-12-11 | 2014-05-28 | 三菱重工業株式会社 | き裂検査装置及びき裂解析装置、方法、並びにプログラム |
| JP5501998B2 (ja) * | 2011-03-08 | 2014-05-28 | Ntn株式会社 | 検査装置および検査方法 |
| KR101272939B1 (ko) | 2011-07-07 | 2013-06-11 | 현대자동차주식회사 | 자기 영상 검사장치 |
| CN105352916B (zh) * | 2015-11-27 | 2018-04-17 | 江苏理工学院 | 基于激光衍射的细纱机罗拉表面质量检测装置及工作方法 |
| CN110174407B (zh) * | 2019-06-05 | 2020-12-15 | 江南大学 | 一种基于机器视觉的钢筘质量检测装置 |
| JP6830716B1 (ja) * | 2020-12-01 | 2021-02-17 | 和光技研工業有限会社 | 外面検査装置 |
| CN113777042A (zh) * | 2021-09-17 | 2021-12-10 | 宁波星帆信息科技有限公司 | 轴类产品的视觉检测装置 |
| CN115615998B (zh) * | 2022-12-13 | 2023-04-07 | 浙江工业大学 | 一种圆形磁芯侧面缺陷检测装置及其方法 |
-
2002
- 2002-02-27 JP JP2002051778A patent/JP3871944B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018036412A1 (zh) * | 2016-08-25 | 2018-03-01 | 四川行之智汇知识产权运营有限公司 | 一种圆柱体制品外观检测系统 |
| GB2567599A (en) * | 2016-08-25 | 2019-04-17 | Sichuan Xingzhi Zhihui Intellectual Property Operation Co Ltd | Appearance detection system for cylinder product |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003247955A (ja) | 2003-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4233397B2 (ja) | 画像欠陥検査方法、画像欠陥検査装置及び外観検査装置 | |
| US7346207B2 (en) | Image defect inspection method, image defect inspection apparatus, and appearance inspection apparatus | |
| US7492942B2 (en) | Image defect inspection method, image defect inspection apparatus, and appearance inspection apparatus | |
| US20060222232A1 (en) | Appearance inspection apparatus and appearance inspection method | |
| US20100128968A1 (en) | System and a method for insepcting an object | |
| JP3871944B2 (ja) | 外観検査装置 | |
| US20070076943A1 (en) | Method and apparatus for inspecting a wafer | |
| US6456318B1 (en) | Defect inspection apparatus and method by comparing two pairs of areas adjacent to one another | |
| JP4210844B2 (ja) | 撮像タイミング自動検知機能を備えた検査・選別機用撮像装置 | |
| JP3751660B2 (ja) | 規則的パターンの欠陥検査装置 | |
| US7415362B2 (en) | Image defect inspection apparatus | |
| KR100586293B1 (ko) | 결함 검사 방법 | |
| US7697130B2 (en) | Apparatus and method for inspecting a surface of a wafer | |
| JP4680640B2 (ja) | 画像入力装置および画像入力方法 | |
| JP3153476B2 (ja) | 外観検査装置 | |
| KR20150068884A (ko) | 반도체 검사 방법, 반도체 검사 장치 및 반도체 제조 방법 | |
| EP0974832B1 (en) | Apparatus and method for detecting light or dark blemishes | |
| JP2009097959A (ja) | 欠陥検出装置及び欠陥検出方法 | |
| JPH0739999B2 (ja) | 欠陥検出方法 | |
| JP2001004339A (ja) | 画像認識検査システムの照明むら測定方法および画像認識検査方法 | |
| JP2006242681A (ja) | 外観検査装置 | |
| JPH06118026A (ja) | 容器内面検査方法 | |
| JP4549838B2 (ja) | 光沢度測定方法および装置 | |
| JP2005024431A (ja) | 外観検査装置 | |
| JPH05164703A (ja) | ワーク表面検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040531 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040531 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060307 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060926 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061018 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091027 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121027 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121027 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121027 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131027 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |