JP3846514B2 - 部品実装装置およびその制御方法 - Google Patents
部品実装装置およびその制御方法 Download PDFInfo
- Publication number
- JP3846514B2 JP3846514B2 JP12566697A JP12566697A JP3846514B2 JP 3846514 B2 JP3846514 B2 JP 3846514B2 JP 12566697 A JP12566697 A JP 12566697A JP 12566697 A JP12566697 A JP 12566697A JP 3846514 B2 JP3846514 B2 JP 3846514B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- acceleration
- vibration
- floor
- moving table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Automatic Assembly (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
【発明の属する技術分野】
本発明は部品実装装置およびその制御方法に係り、とくに部品供給カセットを移動台上に複数個配列しておき、移動台を移動させて所定の部品供給カセットを取出し位置へ移動し、該部品供給カセットから部品を取出して所定の位置に実装するようにした部品実装装置およびその制御方法に関する。
【0002】
【従来の技術】
電子回路の製造のために、ロータリヘッドを用いた部品実装装置が広く用いられている。この装置はロータリヘッドにチップ部品を吸着する吸着ノズルを設けておくとともに、回路基板をX−Yテーブル上にセットし、ロータリヘッドの吸着ノズルで吸着した部品をX−Yテーブル上において位置決めされた回路基板上の所定の位置に実装するようにしている。ここで吸着によって取出される部品はボールねじによって移動される移動台上にその移動方向に沿って配列され、所望の部品を保持する部品供給カセットが吸着ノズルによって吸着される位置まで順次移動されるようになっている。
【0003】
【発明が解決しようとする課題】
電子回路の構成が複雑になると、単一の回路基板上にマウントされる部品の数が増大するとともに、部品の種類も非常に多くなる。そこで移動台上にはそれぞれが異なる部品を収納した部品供給カセットを数10個〜百数10個配列するようにしており、このような移動台を左右に高速で移動し、しかも所定の位置に正しく位置決めするようにしている。従ってこのような移動台のスタートおよびストップ時の加速度によって発生する力が、反力として装置のベースあるいは筐体を通して床に伝達される。通常このような機械装置は重量が重いために、建物の1階のフロアに設置される。ところが場合によっては2階以上の階の床に設置される場合がある。
【0004】
このような部品実装装置が設置される床の状況や建物の土台、あるいは地盤の状況によっては、上記の移動台の移動に伴う反力が原因となって床が機械の動作とともに振動し、周囲の作業環境を悪化させる可能性がある。とくに実装装置の設置場所がビルの2階以上の場合には、機械の振動が別の階に伝わり、他の部署に対して迷惑になる可能性がある。
【0005】
本発明はこのような問題点に鑑みてなされたものであって、部品供給カセットを配列した移動台を移動させる際に、とくにそのスタート・ストップの加速度によって発生する振動を押えるようにし、この実装装置が設置された床の振動を押えるようにした部品実装装置およびその制御方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明は、部品供給カセットを移動台上に複数個配列しておき、前記移動台を移動させて所定の部品供給カセットを取出し位置へ移動し、該部品供給カセットから部品を取出して所定の位置に実装するようにした部品実装装置において、
前記部品供給カセットを配列した移動台の移動の加速度を調整する手段と、
前記移動台の移動によってこの装置が置かれている床に生ずる振動を検出する振動検出手段と、
前記振動検出手段によって検出される床の振動が所定の値以下になるように前記加速度を調整する手段のパラメータを変更するパラメータ変更手段と、
を具備し、前記振動検出手段によって検出されかつこの装置が置かれている床の振動が所定のレベル以下に押えられるように前記調整する手段によって前記移動台の移動の加速度を調整するようにしたことを特徴とする部品実装装置に関するものである。
【0008】
前記部品がキャリアテープの部品保持部に保持されているチップ部品から構成され、該チップ部品を保持するキャリアテープを巻装したリールを前記部品供給カセットに装着するとともに、前記チップ部品を前記部品供給カセットによって1つずつ順次供給するようにし、所定の種類のチップ部品を回路基板上の予め設定された位置にマウントするようにしてよい。
【0009】
制御方法に関する主要な発明は、部品供給カセットを移動台上に複数個配列しておき、前記移動台を移動させて所定の部品供給カセットを取出し位置へ移動し、該部品供給カセットから部品を取出して所定の位置に実装するようにした部品実装装置の制御方法において、
この装置が置かれている床の振動またはたわみを検出するとともに、
検出された床の振動が所定の値以下になるように前記加速度を調整するパラメータを変更し、
前記振動またはたわみの検出に応じて前記移動台の移動の加速度を調整することを特徴とする部品実装装置の制御方法に関するものである。
【0010】
前記移動台の加速と減速とを制御することによって移動の加速度を調整するようにしてよい。また前記移動台の加速度の調整に連動して他の部位の速度、加速度またはタイミングを調整するようにしてよい。
【0011】
【発明の実施の形態】
図1は本発明の一実施の形態に係る電子部品のマウント装置の全体の構成を示している。また図2はその内部の構成を原理的に示している。図2において、複数の部品供給カセット10は移動台11上に並んで配置されるようになっている。そして移動台11は一対のガイドロッド12によってその長さ方向に移動可能に支持されるとともに、この移動台11にボールねじから成る送りねじ13が係合されるようになっている。しかも送りねじ13はサーボモータ14によって駆動されるようになっており、これによってガイドロッド12の長さ方向に移動台11が移動されるようになっている。
【0012】
移動台11の前方側にはロータリヘッドを構成する回転テーブル17が配置されており、支軸18を中心として間欠的に回転されるようになっている。そして回転テーブル17上には円周方向に沿って複数個の、例えば10個の部品保持ユニット19が設けられている。これらの保持ユニット19は、その下端側に電子部品を保持するための吸着ノズルユニット20を備えている。各吸着ノズルユニット20は図3に示すように、例えば4個ずつの部品吸着ノズル28を備えている。なお吸着ノズルユニット20の数は必ずしも10個である必要はなく、例えば16個あるいは24個であってもよい。また各ノズルユニット20は必ずしも4個の吸着ノズル28を保持する必要はなく、6個であってもよい。
【0013】
吸着ノズルユニット20の上端側には歯車21が設けられている。歯車21はアクチュエータ22の歯車23あるいはアクチュエータ24の歯車25と噛合って駆動されるようになっており、これによって吸着ノズルユニット20を回転させるようになっている。また回転テーブル17の下側の所定の位置にはテレビカメラ26が配されており、このテレビカメラ26によって部品吸着ノズル28に保持されている電子部品を認識するようにしている。
【0014】
電子部品がマウントされる回路基板30はX−Yテーブル31上に配されるようになっている。テーブル31はガイドロッド32によって案内されるとともに、サーボモータから成るアクチュエータ33によってガイドロッド32の長さ方向、すなわちX方向に移動されるようになっている。そしてガイドロッド32を支持するベース34はガイドロッド35によって案内されるようになっており、サーボモータから成るアクチュエータ36によってY軸方向に移動されるようになっている。
【0015】
このようなX−Yテーブル31とロータリヘッド17とは図1に示すセンタガード40の内部に配されている。センタガード40の前面側には透明窓41が設けられており、この透明窓41を通して上記X−Yテーブル31によって位置決めされる回路基板30上への部品の実装を外部から観察できるようにしている。また透明窓41の側部には操作パネル42が設けられており、この操作パネル42によって各種の操作および制御を行なうようにしている。
【0016】
センタガード40の背面側を囲むように左右に延びるリヤガード43が配されるとともに、このリヤガード43の前面側に上記ガイドロッド12が左右に延びており、このようなガイドロッド12上を移動台11が移動するようになっている。そしてこのような装置の全体を支持するベース44は脚部45を介して床上に設置されるようになっている。
【0017】
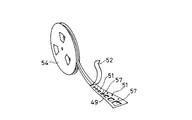
次に上記移動台11上に配列される部品供給カセット10によって供給される部品について説明する。部品は図5に示すようにキャリアテープ49によって供給されるようになっている。キャリアテープ49にはその長さ方向に所定のピッチで開口50が形成されており、このような開口50内にはマウントすべきチップ部品が1個ずつ収納されている。またキャリアテープ49の開口50の側部にはこのキャリアテープ49を間欠的に送るための送り穴51が設けられている。そして開口50内の部品が落下しないようにその上側にはトップテープ52が取付けられ、下側にはボトムテープ53が取付けられるようになっている。そしてこのようなキャリアテープ49がリール54に巻装された状態で供給されるようになっている。
【0018】
図6はボトムテープ53を備えない形式のキャリアテープ49を示している。すなわちここではキャリアテープ49に開口50に代えて凹部57が長さ方向に所定のピッチで形成されており、このような凹部57内に1つずつチップ部品が収納されている。そして凹部57から部品が飛出さないようにトップテープ52がその上側に接合されるようになっている。
【0019】
次にこのようなキャリアテープ49を巻装したリール54を装着して部品を1個ずつ供給するための部品供給カセット10について図7〜図9により説明する。部品供給カセット10はフレーム61を備えるとともに、このフレーム61の後端部に板状のリールホルダ62が取付けられている。リールホルダ62上には側方へ突出するように支軸63が設けられ、しかも上記フレーム61上のリール54を押えるようにリール押え64が取付けられている。また上記フレーム61の上面がキャリアテープ49を案内する案内面65になっている。
【0020】
フレーム61上にはその側面側に支持板69が取付けられるとともに、この支持板69によってフィードレバー70が回動自在に支持されている。フィードレバー70を回動させると、図外のラチェット機構によって、案内面65に沿ってキャリアテープ49が部品の送りピッチに相当する長さだけ間欠送りされるようになっている。さらに支持板69にはクランプレバー71が取付けられている。またクランプレバー71の前方にはトップテープ巻取りリール72が回転可能に取付けられており、キャリアテープ49から剥離されたトップテープ52を巻取るようになっている。また案内面65の前方側の部分にはテープ押えレバー73が設けられており、案内面65からキャリアテープ49が持上がらないようにしている。
【0021】
上記フレーム61の先端側の部分には部品取出しレバー77が回動自在に取付けられている。この部品取出しレバー77はテープ押えカバーを兼用するとともに、移動自在にシャッタ78を備えている。また部品取出しレバー77はスリット79を備え、このスリット79を通してキャリアテープ49から剥離したトップテープ52をトップテープ巻取りリール72に供給するようにしている。スリット79を通して剥離されたトップテープ52を案内するために支持板69の前端側の部分には一対のガイドピン80、81が設けられている。また部品取出しレバー77にはその前端側の部分に吸着部を構成する部品取出し用開口82が設けられており、この部品取出し用開口82に臨む部品を上記吸着ノズルユニット20の部品吸着ノズル28によって吸着して取出すようにしている。
【0022】
次にこのような部品実装装置における振動防止のための制御系について説明する。図11に示すようにこの制御系は5つのコントローラ86、87、88、89、90を備え、これらのコントローラ86〜90がそれぞれZ軸駆動用サーボモータ14、Y軸駆動用サーボモータ33、Y軸駆動用サーボモータ36、θ軸駆動用サーボモータ91、カム回転用サーボモータ92をそれぞれ回転駆動するようにしている。そして上記5つのサーボコントローラ86〜90がマイクロコンピュータ93によって制御されるようになっている。このマイクロコンピュータ93には加速度センサ94が接続されている。
【0023】
次に以上のような構成に係る部品実装装置の動作について説明する。移動台11上には必要な部品の品種分だけ部品供給カセット10がその長さ方向に沿って配列される。通常数10個の部品供給カセット10が移動台11上に配列されるようになる。そして回転テーブル17の図4に示す部品吸着位置1に取出すべき部品を収納した部品供給カセット10が整合するように移動台11がモータ14と送りねじ13とによって送られる。
【0024】
部品供給カセット10は図7〜図9に示すようにフィードレバー70を備えており、このフィードレバー70が押されると、キャリアテープ49を部品を保持するピッチ分だけ前方へ送出す。そしてキャリアテープ49上のトップテープ52を部品取出しレバー77のスリット79の部分で剥離し、トップテープ巻取りリール72上に巻取る。そして部品を取出すタイミングに同期してシャッタ78を移動させ、部品取出し用開口82に臨むチップ部品を吸着ノズルユニット20の部品吸着ノズル28によって吸着保持する。
【0025】
これに対して吸着された部品がマウントされる回路基板30は図2に示すように直交する2軸で駆動されるX−Yテーブル31上において位置決めされるようになっている。X−Yテーブル31と移動台11との間には回転テーブル17から成るロータリインデックスが配置されており、回転テーブル17は順次真空吸着によって移動台11上の部品供給カセット10から回路基板30上に、所望の部品を吸着と吸着解除の繰返しによって順次装着するようになっている。
【0026】
10個の部品保持ユニット19が回転テーブル17に設けられる場合には、図4に示すように回転テーブル17は36°毎に間欠的に回転駆動されることになり、ステーション1において吸着ノズル28が部品を吸着する。次いでステーション2において部品吸着ノズル28が正しく部品を保持しているかどうか、すなわち部品の有無の検出を行なう。次のステーション3において、部品の角度方向のずれを補正するようにしており、アクチュエータ22によって部品の回転方向のずれを補正するようにしている。そしてこの後に次のステーション4において部品の姿勢、すなわち部品立ちを検出するようにしている。
【0027】
ステーション6で正しく吸着された部品を解放し、回路基板30上にマウントするようにしている。このときにアクチュエータ33、36によってX−Yテーブル31をX軸方向とY軸方向とにそれぞれ移動させることにより、回路基板30の停止位置を変更するようにしている。
【0028】
ステーション7においては、正しくマウントされなかった部品を保持するノズル28の番号を検出するとともに、このような部品をステーション8において解放して排出するようにしている。そして次のステーション9においてノズル28の交換を行なうとともに、この後にステーション10でアクチュエータ24によってノズルの原点復帰を行なうようにし、次のサイクルに備えるようにしている。
【0029】
このような部品実装装置においては、回転テーブル17の回転と、移動台11の位置決め制御と、X−Yテーブル31の位置決め制御が同期をとって行程歩進される。そして装着装置の効率の向上のために、装着に要する時間を非常に短くするようにしており、1部品当り0.1秒程度で実装を行なうようにしている。すなわち部品吸着ノズル28が吸着すべき部品に合わせて、送りねじ13によって移動台11を移動して上記の所定の時間以内に部品供給のための移動台11の位置決めを完了するようにしている。
【0030】
ところが多数の部品供給カセット10を配列した重量物である移動台11を高速で駆動するには加減速のための非常に大きな加速度を必要とし、この加速度によって発生する反力も加速度に比例して大きくなる。図1に示すように、この反力は装置のベース44や脚部45を介して床で支えることになる。床の状況によっては反力によって、床自体が上下動して振れを発生する場合がある。
【0031】
床が大地とほぼ一体になって十分な剛性をもって結合される1階の床の場合には、このような振れを発生することはまれであるが、2階以上のフロアにおいては、建物の構造によって、例えば階下の柱の間隔が大きいと床が大きな揺れを発生する可能性がある。
【0032】
そこで本部品実装装置においては、送りねじ13を駆動するための加速度を任意に設定できるようにしている。加速度を小さくすればその分だけ移動台11の移動完了に要する時間が長くかかるが、反力がこれに応じて小さくなるので、床に対する負荷が小さくなり、剛性の小さな床でも揺れをより小さなレベルとすることが可能になる。
【0033】
ベース44の脚部45を通して床から加えられる反力は、送りねじ13の駆動によって発生する振動よりも小さいものの、X−Yテーブル31のサーボモータ33、36によるX軸およびY軸の駆動によっても発生する。サーボモータ91による回転テーブル17の駆動においても同様である。
【0034】
本部品実装装置においては、床への負荷を常に最小のレベルに設定するために、サーボモータ14による送りねじ13の加速度の設定を優先し、送りねじ13の位置決め時間に合わせて、サーボモータ33、36によるX−Yテーブル31の加速度制御と、回転テーブル17のロータリインデックスのサーボモータ91による回転速度の制御とを行なうようにしている。
【0035】
このような対策によって、この装置が使用される工場の環境やユーザの要求に合わせて部品供給カセット10を載置した移動台11を移動させるZ軸の送りねじ13の加速度を設定することにより、床の振動や振れに対して最も影響の少ない条件で実装装置を稼働することが可能になる。
【0036】
またZ軸13のみならず、回路基板30の位置決めを行なうX−Yテーブル31、ロータリインデックスを構成する回転テーブル17の駆動制御の加速度の設定を任意にできる構成とし、それぞれに指定された加速度以下で総合的に各軸の制御加速度を装置に内蔵された演算装置93によって決定する方法も、上記と同様の効果が期待される。
【0037】
図11および図12によってより詳細に説明すると、図11に示すようにマイクロコンピュータ93によって制御されるサーボコントローラ86〜90と、このようなサーボコントローラ86〜90からの制御信号によって駆動されるサーボモータ14、33、36、91、92とから構成され、それぞれのサーボモータ14、33、36、91、92の回転をボールねじあるいはカム軸、タイミングベルトの回転や駆動によってX−Yテーブル31の移動、移動台11の移動、部品の回転、あるいは板カムとカムフォロア、リンク機構によって伝達される力を利用して部品吸着ノズル28の上下動や、テープカッタの駆動を行なうようになっている。
【0038】
このときに各サーボモータ14、33、36、91、92は互いに機械干渉が発生しないようなタイミングで駆動する必要がある。このタイミングを演算により決定し、サーボコントロール用パラメータを設定する役目をマイクロコンピュータ93がもっている。
【0039】
マイクロコンピュータ93からはサーボコントローラ86〜90に対し、サーボモータ14、33、36、91、92の回転に関して、回転の開始のタイミング、回転の最高速度、最高回転に達するまでの加速度を決定するパラメータ、回転数が零になって停止しようとするときの減速時の負の加速度を決定するパラメータを設定し、各軸の加速度や最高速度を制御している。
【0040】
図10はとくに移動台11を移動させる送りねじ13を駆動するサーボモータ14の回転速度の制御を示しており、加速度センサ94によって検出される加速度が所定のレベル以下になるように加速時の速度をA1 、A2 、A3 、A4 の順に順次低減するようにパラメータを設定する。この動作は図12に示される。減速時においても同様に、減速の際の回転数の変化をB1 、B2 、B3 、B4 のように順次遅くするようにしている。なおA5 の速度の変化は、移動台11が部品供給カセット10の配置のピッチ分送られる場合のように、移動ストロークが少ないときの変化を示すものである。
【0041】
一般に鉄筋コンクリートの構造物であってその2階以上の床に設置した場合には、床の振動源としてのZ軸の移動、とくにスタート・ストップのために発生する加速度を床の振動を押えるために必要最小限の範囲で小さくする。何故ならば加速度を小さくすることは、Z軸のスタート開始から停止に至る時間が長くなることであり、これはチップ部品を装着する本実装装置のタクトタイムが長くなることなので、生産性の観点からマイナスになるからである。
【0042】
このような状況下において、床振動を我慢できるレベル以下にするためには、使用している建物の状況に合わせ、Z軸の加速度を最適なものとする必要がある。
【0043】
Z軸以外の各軸については、先に決定されたZ軸の加速度によって決定されたZ軸移動時間に合わせたメカタイミングで駆動されることが必要であり、このためにマイクロコンピュータ93の演算によって、サーボコントローラ86〜90に対して必要なパラメータが供給される。
【0044】
また加速度センサ94によって、床の振動の程度をマイクロコンピュータ93が検知できるように構成すれば、床の振動が所望の程度になっていない場合には、Z軸の加速度をより小さくするようにマイクロコンピュータ93で図12に示すように制御することにより、床の振動を所望の程度にするとともに、その条件下で可能な限りの装着タクトを自動制御により実現することが可能になる。
【0045】
このように本部品実装装置は、移動台11を駆動するときの速度を任意に設定可能とするとともに、部品供給駆動軸13の加速度の設定を優先し、他の制御軸をこれに合わせて加減速するようにしている。そしてこの装置を設置した床の振れの程度を加速度センサ94からの信号によって検出し、床の振動が設定値よりも大きくならないように部品供給軸13の加速度を自動制御するようにしたものである。
【0046】
従ってこのような装置によれば、ビルの2階以上の階の床に実装装置を設置した場合であって、建物の構造によっては高速でZ軸を駆動すると加速度による反力に起因して発生する床の振動を事実上問題のないレベルまでに低減することが可能になる。
【0049】
【発明の効果】
本発明は、部品供給カセットを配列した移動台の移動の加速度を調整する手段と、移動台の移動によってこの装置が置かれている床に生ずる振動を検出する振動検出手段と、該振動検出手段によって検出される床の振動が所定の値以下になるように加速度を調整する手段のパラメータを変更するパラメータ変更手段とを具備し、振動検出手段によって検出されかつこの装置が置かれている床の振動が所定のレベル以下に押えられるように調整する手段によって移動台の移動の加速度を調整するようにしたものである。
【0050】
従ってこのような発明によれば、移動台の移動に伴う振動が所定のレベル以下に自動的に押えられるようになる。
【0052】
部品がキャリアテープの部品保持部に保持されているチップ部品から構成され、該チップ部品を保持するキャリアテープを巻装したリールを部品供給カセットに装着するとともに、チップ部品を部品供給カセットによって1つずつ順次供給するようにし、所定の種類のチップ部品を回路基板上の予め設定された位置にマウントするようにした構成によれば、チップ部品をマウントする実装装置による部品の実装の際に床の振動の発生を押えることが可能になる。
【0053】
制御方法に関する主要な発明は、部品供給カセットを移動台上に複数個配列しておき、移動台を移動させて所定の部品供給カセットを取出し位置へ移動し、該部品供給カセットから部品を取出して所定の位置に実装するようにした部品実装装置の制御方法において、この装置が置かれている床の振動またはたわみを検出するとともに、検出された床の振動が所定の値以下になるように加速度を調整するパラメータを変更し、振動またはたわみの検出に応じて移動台の移動の加速度を調整するようにしたものである。
【0054】
従ってこのような制御方法によると、床の振動またはたわみに応じて移動台の移動の加速度が適正なレベルに調整されることになる。
【0055】
移動台の加速と減速とを制御することによって移動の加速度を調整するようにした構成によれば、床の振動またはたわみが所定のレベル以下になるように移動の加速と減速とが制御されることになる。
【0056】
移動台の加速度の調整に連動して他の部位の速度、加速度またはタイミングを調整するようにした構成によれば、移動台の加速度の調整に連動して他の部位の速度、加速度、またはタイミングが調和するように調整され、メカ干渉が確実に防止されることになる。
【図面の簡単な説明】
【図1】部品実装装置の全体の外観斜視図である。
【図2】部品実装装置の要部斜視図である。
【図3】吸着ノズルユニットの平面図である。
【図4】回転テーブルにおける吸着ノズルユニットの配置を示す平面図である。
【図5】キャリアテープの外観斜視図である。
【図6】キャリアテープの外観斜視図である。
【図7】部品供給カセットの斜視図である。
【図8】同要部拡大斜視図である。
【図9】リールを取付けた部品供給カセットの斜視図である。
【図10】移動台の加速と減速とを示すグラフである。
【図11】制御系のブロック図である。
【図12】制御動作を示すフローチャートである。
【符号の説明】
10‥‥部品供給カセット、11‥‥移動台、12‥‥ガイドロッド、13‥‥送りねじ、14‥‥モータ、17‥‥回転テーブル、18‥‥主軸、19‥‥部品保持ユニット、20‥‥吸着ノズルユニット、21‥‥歯車、22‥‥アクチュエータ、23‥‥歯車、24‥‥アクチュエータ、25‥‥歯車、26‥‥テレビカメラ、28‥‥部品吸着ノズル、30‥‥回路基板、31‥‥X−Yテーブル、32‥‥ガイドロッド、33‥‥アクチュエータ、34‥‥ベース、35‥‥ガイドロッド、36‥‥アクチュエータ、40‥‥センタガード、41‥‥透明窓、42‥‥操作パネル、43‥‥リヤガード、44‥‥ベース、45‥‥脚部、49‥‥キャリアテープ、50‥‥開口、51‥‥送り穴、52‥‥トップテープ、53‥‥ボトムテープ、54‥‥リール、57‥‥凹部、61‥‥フレーム、62‥‥リールホルダ、63‥‥支軸、64‥‥リール押え、65‥‥案内面、69‥‥支持板、70‥‥フィードレバー、71‥‥クランプレバー、72‥‥トップテープ巻取りリール、73‥‥テープ押えレバー、77‥‥部品取出しレバー、78‥‥シャッタ、79‥‥スリット、80、81‥‥ガイドピン、82‥‥部品取出し用開口(吸着部)、86〜90‥‥サーボコントローラ、91‥‥サーボモータ(θ軸駆動)、92‥‥サーボモータ(カム軸回転)、93‥‥マイクロコンピュータ、94‥‥加速度センサ
Claims (5)
- 部品供給カセットを移動台上に複数個配列しておき、前記移動台を移動させて所定の部品供給カセットを取出し位置へ移動し、該部品供給カセットから部品を取出して所定の位置に実装するようにした部品実装装置において、
前記部品供給カセットを配列した移動台の移動の加速度を調整する手段と、
前記移動台の移動によってこの装置が置かれている床に生ずる振動を検出する振動検出手段と、
前記振動検出手段によって検出される床の振動が所定の値以下になるように前記加速度を調整する手段のパラメータを変更するパラメータ変更手段と、
を具備し、前記振動検出手段によって検出されかつこの装置が置かれている床の振動が所定のレベル以下に押えられるように前記調整する手段によって前記移動台の移動の加速度を調整するようにしたことを特徴とする部品実装装置。 - 前記部品がキャリアテープの部品保持部に保持されているチップ部品から構成され、該チップ部品を保持するキャリアテープを巻装したリールを前記部品供給カセットに装着するとともに、前記チップ部品を前記部品供給カセットによって1つずつ順次供給するようにし、所定の種類のチップ部品を回路基板上の予め設定された位置にマウントするようにしたことを特徴とする請求項1に記載の部品実装装置。
- 部品供給カセットを移動台上に複数個配列しておき、前記移動台を移動させて所定の部品供給カセットを取出し位置へ移動し、該部品供給カセットから部品を取出して所定の位置に実装するようにした部品実装装置の制御方法において、
この装置が置かれている床の振動またはたわみを検出するとともに、
検出された床の振動が所定の値以下になるように前記加速度を調整するパラメータを変更し、
前記振動またはたわみの検出に応じて前記移動台の移動の加速度を調整することを特徴とする部品実装装置の制御方法。 - 前記移動台の加速と減速とを制御することによって移動の加速度を調整することを特徴とする請求項3に記載の部品実装装置の制御方法。
- 前記移動台の加速度の調整に連動して他の部位の速度、加速度またはタイミングを調整することを特徴とする請求項3に記載の部品実装装置の制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12566697A JP3846514B2 (ja) | 1997-05-15 | 1997-05-15 | 部品実装装置およびその制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12566697A JP3846514B2 (ja) | 1997-05-15 | 1997-05-15 | 部品実装装置およびその制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10322090A JPH10322090A (ja) | 1998-12-04 |
| JP3846514B2 true JP3846514B2 (ja) | 2006-11-15 |
Family
ID=14915660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP12566697A Expired - Fee Related JP3846514B2 (ja) | 1997-05-15 | 1997-05-15 | 部品実装装置およびその制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3846514B2 (ja) |
-
1997
- 1997-05-15 JP JP12566697A patent/JP3846514B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10322090A (ja) | 1998-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7356919B2 (en) | Component mounting method | |
| JP3313224B2 (ja) | 電子部品実装装置 | |
| JPH1041696A (ja) | 電子部品装着装置 | |
| KR20060046683A (ko) | 전자 부품 장착 방법 및 전자 부품 장착 장치 | |
| EP0946087B1 (en) | Apparatus for mounting electronic components on circuit boards | |
| JP4731579B2 (ja) | 表面実装機 | |
| JP3846514B2 (ja) | 部品実装装置およびその制御方法 | |
| JP4548951B2 (ja) | 部品実装装置 | |
| JP4895119B2 (ja) | モジュール型部品実装システム及びその制御方法 | |
| US7100278B2 (en) | Component mounting apparatus and method | |
| JP2000165096A (ja) | 部品装着装置及び方法 | |
| JP3696413B2 (ja) | 電子部品の装着方法及び電子部品装着装置 | |
| JP2003017900A (ja) | 電子部品装着装置におけるパターンプログラム最適化方法及び最適化装置 | |
| JP4386391B2 (ja) | 表面実装機 | |
| JP2625786B2 (ja) | 電子部品マウント装置 | |
| JP3133582B2 (ja) | 電子部品自動装着装置 | |
| WO2024084703A1 (ja) | 部品装着作業機及び装着ライン | |
| JP2003179391A (ja) | 部品搭載装置 | |
| JP2000315894A (ja) | 表面実装機 | |
| JP3805512B2 (ja) | 位置決め制御方法 | |
| JP3013317B2 (ja) | 部品装着装置および部品装着方法 | |
| JP2816190B2 (ja) | 電子部品の搭載装置及び搭載方法 | |
| JP2683513B2 (ja) | チップ部品装着装置 | |
| JP3118312B2 (ja) | 電子部品自動装着装置 | |
| JP3800679B2 (ja) | 部品実装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060510 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060815 |
|
| LAPS | Cancellation because of no payment of annual fees |