JP3815719B2 - 熱硬化性樹脂成形材料の製造方法及び装置 - Google Patents
熱硬化性樹脂成形材料の製造方法及び装置 Download PDFInfo
- Publication number
- JP3815719B2 JP3815719B2 JP2001229053A JP2001229053A JP3815719B2 JP 3815719 B2 JP3815719 B2 JP 3815719B2 JP 2001229053 A JP2001229053 A JP 2001229053A JP 2001229053 A JP2001229053 A JP 2001229053A JP 3815719 B2 JP3815719 B2 JP 3815719B2
- Authority
- JP
- Japan
- Prior art keywords
- molding material
- transfer direction
- cutting
- cut
- thermosetting resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/04—Making granules by dividing preformed material in the form of plates or sheets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
【発明の属する技術分野】
本発明は、フェノール樹脂などの熱硬化性樹脂成形材料を溶融、混練した後に連続的に造粒して粒状の成形材料を製造する方法及び装置に関するものであり、特に、工程間移送時及び製造後に微粉の発生が少ない熱硬化性樹脂成形材料を提供するものである。
【0002】
【従来の技術】
従来、熱硬化性樹脂成形材料は、原料を配合後、混合、混練、冷却を経て塊状またはシート状に取り出され、冷却後に一定の粒度に粉砕されるのが一般的である。その粉砕時及び製造後に発生する微粉は歩留りを低下させ、また包装、出荷後の搬送中の振動等により発生する微粉は、取り扱い時に粉塵として浮遊してしまい、環境衛生上好ましくない。
また、熱硬化性樹脂成形材料の押出し造粒装置による造粒化は、微粉の発生が比較的少なく環境衛生上好ましいが、生産性が低く、その改善が望まれている。
【0003】
【発明が解決しようとする課題】
本発明は、上記のような問題点を鑑み、成形材料を圧延ロールで一定厚みに圧延し、適切な温度に保った状態で所定幅の麺状加工或いは凹凸加工を施し、次いで所定長さに裁断した後、この成形材料をこれまでの移送方向と90度異なる方向に移送しつつ連続的に所定長さに切断するか或いは所定間隔の切込み加工をすることによって、所望の粒径の成形材料を得ると同時に長時間の連続運転が可能で、生産性のよい熱硬化性樹脂成形材料の造粒方法及び装置を提供するものである。
【0004】
【課題を解決するための手段】
本発明は、(1)熱硬化性樹脂成形材料を造粒する方法において、溶融状態の成形材料を所定厚みに圧延しつつ移送し、この圧延方向に沿った移送方向を第1の移送方向とした場合、前記第1の移送方向と平行に所定幅の麺状に加工するか又は所定間隔の切り込みを有する凹凸シート状に加工し、次いで、この成形材料を次工程の切断又は切り込み処理が可能な長さに裁断した後、成形材料の移送方向を前記第1の移送方向を90度転換した第2の移送方向に変更し、この移送方向と平行に、所定長さに切断するか或いは所定間隔の切込みを入れることを特徴とする熱硬化性樹脂成形材料の製造方法、(2)熱硬化性樹脂成形材料を造粒する装置において、溶融状態の成形材料を所定厚みに圧延する為の圧延ロール、圧延された成形材料を圧延方向に沿った移送方向を第1の移送方向とした場合、前記第1の移送方向と平行に所定幅の麺状に加工するか又は所定間隔の切り込みを有する凹凸シート状に加工する為のスリッター又は溝切りロール、次工程の切断又は切り込み処理が可能な長さに成形材料を裁断する裁断機、成形材料の移送方向を前記第1の移送方向を90度転換した第2の移送方向に変更する為の方向転換機、及び成形材料を前記第2の移送方向と平行に、所定長さに切断するか或いは所定間隔の切込みを入れる為のスリッター又は溝切りロールを有することを特徴とする熱硬化性樹脂成形材料の製造装置、である。
【0005】
本発明において、初めに、溶融状態の成形材料を最終の粒子形状に相当する厚みに圧延する。このために、通常圧延ロール、好ましくは温度調節機構を備えた圧延ロールを使用する。続いて、最終の粒子形状に相当する幅を有する麺状あるいは切り込みを有する凹凸シート状に加工する。このためにスリッターや成形材料の付着を防止する為のスクレイパーを備えた溝切りロールを使用することが好ましい。次いで、この麺状あるいは凹凸シート状に加工された成形材料を次工程の切断又は切り込み処理が可能な所定の長さに裁断した後、移送方向を90度変えて成形材料をこの裁断方向と平行に移送しつつ、この移送方向と平行に、最終の粒子形状に相当する長さ又は間隔に切断或いは切込みを入れる。このようにして、微粉の発生が少ない所望の粒径を有する成形材料を得ることができる。
【0006】
本発明における特徴のひとつは、混練ロール、単軸押出し機、2軸混練押出し機、遊星混練押出し機、コニーダ等の一般的設備で溶融混練された熱硬化性樹脂成形材料を、次工程の加工に必要な軟らかさを保持する温度に保たれた圧延ロールで圧延することにある。この工程により、次工程のスリッターや溝切りロールによる麺状加工或いは凹凸加工を安定化させ、同時に成形材料を緻密化し、後の工程で受ける衝撃や摩擦等によってもその形状が崩れ難く、微粉の発生が少ない粒状の成形材料が得られる事にある。
圧延ロールの温度調節については、温水または蒸気回路を内臓したロールが一般的であり、設定温度は成形材料の処方や揮発分量によって異なるが、成形材料の加工性及び変質の危険性回避から、70〜130℃程度が好ましい。
【0007】
圧延ロールで所定厚みに圧延し、かつ麺状加工或いは凹凸加工する為に必要な軟らかさを保持した成形材料は、スリッターや溝切りロールで移送方向(以下、この移送方向を第1の移送方向と言う。)と平行に麺状に切断するか、或いは切り込みを入れることにより凹凸シート状に加工する。この処理後の成形材料の形状は、好ましくは麺状であるが、後工程及び工程間移送時に容易に分離する程度であれば、設備の調整や管理が容易な凹凸シート状が良い。
【0008】
さらに、スリッターや溝切りロールにより麺状或いは凹凸シート状に加工した成形材料は、次の加工工程の為に必要な軟らかさを保持した状態で、次工程の切断又は切り込み処理が可能な長さに裁断し、方向転換機で成形材料の移送方向を90度変え、スリッターや溝切りロールに導入し、この移送方向と平行に、所定長さに切断するか或いは所定間隔の切込み加工をする。この場合についても、切断が好ましいが、後工程及び工程間移送時に容易に分離する程度であれば、設備の調整、管理が容易な凹凸シート状が良い。このようにして、所定の粒状形状ないし容易に粒状化しうる凹凸シート状の成形材料が得られる。
【0009】
本発明の造粒方式における他の特徴は、加工処理に適した温度に保持された成形材料を、上記スリッターや溝切りロールによる移送方向と平行な切断或いは切り込み加工、裁断、移送方向の変更、及び変更した移送方向に平行な切断或いは切り込み加工によって、連続的に、所定の粒状形状ないし容易に粒状化しうる凹凸シート状の成形材料を得ることである。従って、得られた成形材料は、粒子端面が滑らかで、後工程あるいは移送中に衝撃、振動、摩擦等によって崩れ難く、微粉が発生し難い。
【0010】
以下、本発明を図面に基づいて説明する。
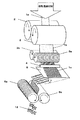
各図は本発明に用いる造粒装置の一具体例を示すものである。図1及び図2は概略斜視図である。各工程において使用する具体的設備は、成形材料の所望の粒径、配合処方、揮発分量、各処理時の温度、装置の目標処理能力等に応じて適宜選択すれば良い。
【0011】
溶融状態の熱硬化性樹脂成形材料1aを、圧延ロール2で所定厚みに圧延し、シート状成形材料1bを得る。通常、圧延ロール2は圧延された成形材料1bを強制的にロールから剥がす為のスクレイパー(図示せず)を備えている。
続いてスリッター又は溝切りロール3aで所定幅に麺状或いは所定間隔の切り込みを有する凹凸シート状に加工する。通常、溝切りロール3aは、麺状或いは凹凸シート状に加工された成形材料1cを強制的に溝切りロール3aから剥がす為のスクレイパーを備えている。またこの溝切りロール3aは、図1に示すように1対の溝切りロール3a,3aとして使う事によって最大の処理能力を有し好ましいが、図2のように溝切りロール3aとまな板ロール3bとの組合せも選択出来る。この場合、溝切りロールの刃先調整、管理やスクレイパーの機能管理が容易である。
【0012】
さらにこの麺状あるいは凹凸シート状に加工した成形材料1cを、裁断機4により次工程の切断又は切り込み処理が可能な長さに裁断し、方向転換機5により移送方向を前記第1の移送方向を90度転換した第2の移送方向に変更する。次いで、スリッター又は溝切りロール6a,6a(図1)または6a,6b(図2)に導入し、前記第2の移送方向と平行に、所定長さに切断するか或いは所定間隔の切込みを入れることによって所定の粒径を有する造状物ないしは後工程で容易に粒状に分離する凹凸シート状物1dを得る。通常溝切りロール6aは、成形材料を強制的にこの溝切りロール6aから剥がす為のスクレイパー(図示せず)を備えている。
【0013】
本発明において用いられる熱硬化性樹脂は、代表的にはフェノール樹脂であるが、このほか、エポキシ樹脂、ポリイミド樹脂、ポリエステル樹脂などを用いてもよい。フェノール樹脂においては、ノボラックフェノール樹脂の場合、硬化剤として通常ヘキサメチレンテトラミンが用いられるが、これに限定されるものではない。充填材としては、無機物ではガラス繊維、炭酸カルシウム、クレー、マイカ、シリカ等、有機物では木粉、パルプ、織物繊維、熱硬化性樹脂硬化物などが挙げられる。
【0014】
【実施例】
(実施例1)
粉末状のフェノール樹脂(ノボラック型フェノール樹脂)34重量部、粉末状の硬化剤(ヘキサメチレンテトラミン)6重量部、無機基材(ガラスチョップ45重量部、クレー10重量部)55重量部、及びその他の添加剤(硬化助剤:水酸化カルシウム2重量部、離型剤:ステアリン酸2重量部、着色剤:カーボンブラック1重量部)5重量部をブレンダーにて混合した後加熱ロールにて溶融混練した。これを直ちに80℃に温度調節したロール間隙2mmの圧延ロールに投入して圧延した。続いて、連続的にスクレイパーを備えた溝間ピッチ2mmの溝切りロール2本(ロール間隙0mm)の間を通して麺状に加工した。さらにこの麺状に加工された成形材料を、長さ400mmに裁断機にて裁断した後、方向転換機により移送方向を90度変え、スクレイパーを備えた溝間ピッチ2mmの溝切りロール2本(ロール間隙0mm)の間を通し、粒状のフェノール樹脂成形材料を製造した。
【0015】
得られた粒状の成形材料を自転式小型混合機で15分処理後、振動篩機で篩分して粒度分布を確認したところ、1〜2mmの粒径のものが95%であり、かつ180μm以下の微粉の発生は実質的になかった。
【0016】
(実施例2)
実施例1と同じ成形材料用素材をブレンダーにて混合した後加熱ロールにて溶融混練した。これを直ちに80℃に温度調節したロール間隙2mmの圧延ロールに投入して圧延した。続いて、連続的にスクレイパーを備えた溝間ピッチ2mmの溝切りロール2本(ロール間隙0.2mm)の間を通して凹凸シート状に加工した。さらにこの凹凸シート状に加工された成形材料を、長さ400mmに裁断機にて裁断した後、方向転換機により移送方向を90度変え、スクレイパーを備えた溝間ピッチ2mmの溝切りロール2本(ロール間隙0.2mm)の間を通し、大部分が凹凸シート状であるフェノール樹脂成形材料を製造した。
【0017】
得られた成形材料を自転式小型混合機で15分処理後、振動篩機で篩分して粒度分布を確認したところ、1〜2mmの粒径のものが93%であり、かつ180μm以下の微粉0.1%程度であった。
【0018】
【発明の効果】
本発明の熱硬化性樹脂成形材料の製造方法及び装置は、従来の生産方式では10%以上も発生していた微粉の発生を極限まで低減することができ、成形材料の造粒を長時間安定して行うことが可能である。従って、製品歩留りを大きく向上することができ、環境衛生上も好ましい。設備においてもシンプルでコンパクトであるので、設備投資を安価に抑えることができる。
【図面の簡単な説明】
【図1】 本発明に使用する造粒装置(一例)の概略斜視図
【図2】 本発明に使用する造粒装置(一例)の概略斜視図
【符号の説明】
1a 溶融、混練直後の熱硬化性樹脂成形材料
1b 所定の厚みに圧延された熱硬化性樹脂成形材料
1c 幅方向に麺状或いは凹凸シート状に加工された熱硬化性樹脂成形材料
1d 長さ方向に切断或いは切込み加工された熱硬化性樹脂成形材料
2 圧延ロール
3a 溝切りロール
3b まな板ロール
4 裁断機
5 方向転換機
6a 溝切りロール
6b まな板ロール
Claims (2)
- 熱硬化性樹脂成形材料を造粒する方法において、溶融状態の成形材料を所定厚みに圧延しつつ移送し、この圧延方向に沿った移送方向を第1の移送方向とした場合、前記第1の移送方向と平行に所定幅の麺状に加工するか又は所定間隔の切り込みを有する凹凸シート状に加工し、次いで、この成形材料を次工程の切断又は切り込み処理が可能な長さに裁断した後、成形材料の移送方向を前記第1の移送方向を90度転換した第2の移送方向に変更し、この移送方向と平行に、所定長さに切断するか或いは所定間隔の切込みを入れることを特徴とする熱硬化性樹脂成形材料の製造方法。
- 熱硬化性樹脂成形材料を造粒する装置において、溶融状態の成形材料を所定厚みに圧延する為の圧延ロール、圧延された成形材料を圧延方向に沿った移送方向を第1の移送方向とした場合、前記第1の移送方向と平行に所定幅の麺状に加工するか又は所定間隔の切り込みを有する凹凸シート状に加工する為のスリッター又は溝切りロール、次工程の切断又は切り込み処理が可能な長さに成形材料を裁断する裁断機、成形材料の移送方向を前記第1の移送方向を90度転換した第2の移送方向に変更する為の方向転換機、及び成形材料を前記第2の移送方向と平行に、所定長さに切断するか或いは所定間隔の切込みを入れる為のスリッター又は溝切りロールを有することを特徴とする熱硬化性樹脂成形材料の製造装置。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001229053A JP3815719B2 (ja) | 2000-08-01 | 2001-07-30 | 熱硬化性樹脂成形材料の製造方法及び装置 |
| TW090133258A TW506885B (en) | 2001-07-30 | 2001-12-31 | Method of and apparatus for manufacturing molded materials of thermosetting resin composition |
| US10/032,066 US6838030B2 (en) | 2001-07-30 | 2001-12-31 | Method of and apparatus for manufacturing molded materials of thermosetting resin composition |
| EP02000383A EP1281497B1 (en) | 2001-07-30 | 2002-01-07 | Method and apparatus for granulating thermosetting resins |
| ES02000383T ES2240575T3 (es) | 2001-07-30 | 2002-01-07 | Procedimiento y equipo para fabricar materiales moldeados de una composicion de resina termoendurecible. |
| DE60203348T DE60203348T2 (de) | 2001-07-30 | 2002-01-07 | Verfahren und Einrichtung zur Herstellung von Formpressstücken aus wärmebehandelten Harzverbindungen |
| KR1020020000951A KR100876497B1 (ko) | 2001-07-30 | 2002-01-08 | 열 경화성 수지 조성물 성형 재료의 제조 방법 및 장치 |
| CNB021009562A CN100363162C (zh) | 2001-07-30 | 2002-01-08 | 热固性树脂组合物成型材料的制造方法及装置 |
| US10/918,353 US7077640B2 (en) | 2001-07-30 | 2004-08-16 | Method of and apparatus for manufacturing molded materials of thermosetting resin composition |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000232841 | 2000-08-01 | ||
| JP2000-232841 | 2000-08-01 | ||
| JP2001229053A JP3815719B2 (ja) | 2000-08-01 | 2001-07-30 | 熱硬化性樹脂成形材料の製造方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002113714A JP2002113714A (ja) | 2002-04-16 |
| JP3815719B2 true JP3815719B2 (ja) | 2006-08-30 |
Family
ID=26597146
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001229053A Expired - Fee Related JP3815719B2 (ja) | 2000-08-01 | 2001-07-30 | 熱硬化性樹脂成形材料の製造方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3815719B2 (ja) |
-
2001
- 2001-07-30 JP JP2001229053A patent/JP3815719B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002113714A (ja) | 2002-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6838030B2 (en) | Method of and apparatus for manufacturing molded materials of thermosetting resin composition | |
| JP2010506760A (ja) | 木材複合材料を製造する方法及び装置 | |
| JPH0790550B2 (ja) | Pet樹脂フイルム等の屑の再生ペレツト製造装置 | |
| JP3815719B2 (ja) | 熱硬化性樹脂成形材料の製造方法及び装置 | |
| JP3910007B2 (ja) | 熱硬化性樹脂成形材料の製造方法 | |
| JP2002059418A (ja) | 熱硬化性樹脂成形材料の製造方法及び装置 | |
| JP3815725B2 (ja) | 熱硬化性樹脂組成物成形材料の製造方法 | |
| JP2002018836A (ja) | 熱硬化性樹脂成形材料の製造方法及び装置 | |
| JP2000189794A (ja) | 吸水材の製造方法 | |
| JP2005335321A (ja) | 樹脂成形材料の製造方法及び製造装置 | |
| JP2002018839A (ja) | 熱硬化性樹脂成形材料の製造方法 | |
| JP4159763B2 (ja) | 熱硬化性樹脂成形材料の製造方法および製造装置 | |
| JPH05147036A (ja) | 廃プラスチツクの再生方法及び再生装置 | |
| JP2002018837A (ja) | 熱硬化性樹脂成形材料の造粒装置 | |
| JPH0889782A (ja) | 造粒装置 | |
| JP3948894B2 (ja) | 熱硬化性樹脂成形材料の製造方法及び装置 | |
| JPH0313304A (ja) | 熱可塑性樹脂の造粒方法 | |
| JP4187806B2 (ja) | 粒状熱硬化性樹脂成形材料の製造方法 | |
| JPH10180755A (ja) | 半導体封止用エポキシ樹脂組成物の製造方法 | |
| JP2991838B2 (ja) | 連続押出造粒装置 | |
| JP3073974U (ja) | 官製葉書古紙を主成分とする発泡体 | |
| JPH11293124A (ja) | 樹脂配合用古紙材料とその製造方法 | |
| JP3444177B2 (ja) | 混練造粒機 | |
| JPH0483607A (ja) | 連続押出造粒装置 | |
| JPH0747544A (ja) | 熱硬化性樹脂成形材料用押出機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20060314 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060510 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060510 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060531 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060602 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100616 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110616 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120616 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120616 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130616 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140616 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |