JP3779975B2 - 静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 - Google Patents
静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 Download PDFInfo
- Publication number
- JP3779975B2 JP3779975B2 JP2004036000A JP2004036000A JP3779975B2 JP 3779975 B2 JP3779975 B2 JP 3779975B2 JP 2004036000 A JP2004036000 A JP 2004036000A JP 2004036000 A JP2004036000 A JP 2004036000A JP 3779975 B2 JP3779975 B2 JP 3779975B2
- Authority
- JP
- Japan
- Prior art keywords
- toner
- rotor
- liner
- pulverizing
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Developing Agents For Electrophotography (AREA)
- Crushing And Pulverization Processes (AREA)
Description
時分級機(日鉄鉱業社製 エルボージェット)、ジグザグ分級機等が使用されている。
トナー用着色剤としては、公知の各種の着色剤を使用することが出来、例えばカーボンブラック、ニグロシン、ベンジジンイエロー、キナクリドン、ローダミンB、フタロシアニンブルー等が好適に使用される。着色剤は、樹脂100重量部当たり、通常0.1〜30重量部、好ましくは3〜15重量部の割合で使用される。
さて、従来の粉砕機では、図3に粉砕空間の出口部分の拡大図を示すとおり、この出口部分においてローター長さよりライナーの長さが10〜20mm程度長く延出しているのが、通常であった。しかしながら、本発明者らが検討した結果、粗大粒子の発生は主にこのライナーの出口部分における凹凸の溝に起因することが判明した。そしてこのライナーの出口側の表面の少なくとも一部を平滑にすること、即ちライナー表面に設けられた凹凸部(溝)がない状態の平滑部を設けることにより、製品中に混入する粗大粒子が格段に減少することを見出したのである。おそらく従来の構造では、最も被粉砕物の温度が高く且つ機内を移動する速度が急激におちる部分である粉砕空間の出口部分において、ライナーの出口部分、特に延出部における溝(凹凸部)に、粉砕時の発熱により溶融軟化したトナー粉が付着し、生長して粗大粒子が発生していたものと考えられる。
m、更には0.5〜2.5mm、1.0〜2.0mmの範囲とするのが好ましい。尚、この間隙とは、ローター粉砕刃の山部とライナー粉砕刃の山部との距離を意味する。
その他の衝撃式粉砕機の運転条件は適宜選択されるが、雰囲気温度は30〜50℃、ローターの回転周速は50〜180m/s、好ましくは60〜140m/sの範囲が好ましい。前述の粉砕機により処理され、排出口から排出されたトナーは、その後通常分級処理を行って約3〜20μ、好ましくは5〜15μの所定粒径のトナーを回収する。
ージェット)を採用することが、特に粗粉、中粉、微粉を同時に精度良く分割できる点で好ましい。そして、得られた所定粒径以外の粗粉及び微粉は製造工程に循環して再利用することができる。例えば粗粉は粉砕工程に循環して再粉砕し、微粉は原料粉と一緒に混合工程や溶融混練工程に循環して使用することが出来る。
(実施例1)
スチレンアクリレート共重合樹脂 100部
(軟化点145℃、ガラス転移点64℃)
着色剤 カーボンブラック MA100 6部
(三菱化成(株)製)
低分子量ポリプロピレン ビスコール550P 1部
(三洋化成(株)製)
帯電制御剤 4級アンモニウム塩 ボントロンP−51 2部
(オリエント化学(株)製)
を配合し、混合・混練・粗粉砕し得られたフレーク(平均粒径300μm前後)を200kg/hの速度にて粉砕空間の出口部分を図−4に示す様に改良した出口部を有する衝撃式粉砕機(ターボ工業(株)製 ターボミルT−800RS型)で雰囲気温度50℃以下
、ローター(回転体)回転数3200rpmで粉砕を行い、その後、該粉砕品をエルボージェット分級機(EJ−45−3S型)で分級し、平均粒子径10μmの製品トナー粒子群を得た。
(比較例1)実施例1と同じトナー粗粉砕物を用いて、粉砕空間出口部分が図−3に示す様に改良されていない衝撃式粉砕機を用いた以外は実施例1と同様にしてトナー製品を得た。
(実施例2)
スチレンアクリレート共重合樹脂 100部
(軟化点145℃、ガラス転移点64℃)
着色剤 カーボンブラック #30 5.5部
(三菱化成(株)製)
低分子量ポリプロピレン ビスコール550P 2部
(三洋化成(株)製)
帯電制御剤 4級アンモニウム塩 ボントロンP−51 2部
(オリエント化学(株)製)
を配合し、混合・混練・粗粉砕し得られたフレーク(平均粒径300μm前後)を200kg/hの速度にて粉砕空間の出口部分を図−4に示す様に改良した衝撃式粉砕機(ターボ工業(株)製 ターボミルT−800RS型)で雰囲気温度50℃以下、ローター(回
転体)回転数3300rpmで粉砕を行い、その後、該粉砕品をエルボージェット分級機(EJ−45−3S型)で分級し、平均粒子径10μmの製品トナー粒子群を得た。
(比較例2)実施例2と同じトナー粗粉砕物を用いて、粉砕空間出口部分が図−3に示す様に改良されていない衝撃式粉砕機を用いた以外は実施例2と同様にしてトナー製品を得た。
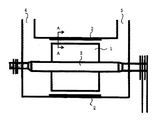
2 ライナー
3 回転軸
4 投入口
5 排出口
6 ライナー凹凸部
7 ローター凹凸部
8 粉砕空間
Claims (8)
- 少なくとも樹脂及び着色剤を含有するトナー粗粉砕物を粉砕した後、分級して静電荷像現像用トナーを製造する方法において、前記粉砕が、回転軸を中心に回転し外側表面に粉砕刃を有するローターと、その外側に嵌装され内側表面に粉砕刃を有するライナーと、前記ローターの外側表面と前記ライナーの内側表面との間に形成された粉砕空間とを有する衝撃式粉砕機にトナー粗粉砕物を導入することにより行われ、前記分級が、コアンダ効果を利用した多産物同時分級機により行われ、かつ、前記衝撃式粉砕機の前記ローターの粉砕刃は、回転軸に直交して断面視した場合、当該ローターの一円周方向に傾倒した略三角形が連続する波形状に形成され、前記ライナーの粉砕刃は、回転軸に直交して断面視した場合、前記円周方向と反対方向に傾倒した略三角形が連続する波形状に形成され、前記ローターと前記ライナーの各粉砕刃の長辺部および短辺部は、その粉砕刃の傾倒方向と同方向に傾斜し、しかも、前記粉砕空間が1.0〜2.0mmの間隙であり、そして、前記粉砕が、50℃以下の雰囲気温度で行われることを特徴とする静電荷像現像用トナーの製造方法。
- 前記粉砕空間のトナー出口部における前記ライナーの表面の少なくとも一部に平滑部が設けられていることを特徴とする請求項1に記載の静電荷像現像用トナーの製造方法。
- ライナーの平滑部がローターより突出していることを特徴とする請求項2に記載の静電荷像現像用トナーの製造方法。
- ローターの外側表面及びライナー内側表面の少なくとも片方に波形状の鋭角粉砕刃を有することを特徴とする請求項1乃至3のいずれかに記載の静電荷像現像用トナーの製造方法。
- 少なくとも樹脂及び着色剤を含有するトナー粗粉砕物を粉砕し、分級する装置であって、回転軸を中心に回転し外側表面に粉砕刃を有するローターと、その外側に空間を隔てて嵌装されていて内側表面に粉砕刃を有するライナーとを有し、前記ローターと前記ライナーとの間隙が粉砕空間となっている衝撃式粉砕機と、コアンダ効果を利用した多産物同時分級機とからなり、かつ、前記衝撃式粉砕機の前記ローターの粉砕刃は、回転軸に直交して断面視した場合、当該ローターの一円周方向に傾倒した略三角形が連続する波形状に形成され、前記ライナーの粉砕刃は、回転軸に直交して断面視した場合、前記円周方向と反対方向に傾倒した略三角形が連続する波形状に形成され、前記ローターと前記ライナーの各粉砕刃の長辺部および短辺部は、その粉砕刃の傾倒方向と同方向に傾斜し、しかも、前記粉砕空間が1.0〜2.0mmであり、そして、50℃以下の雰囲気温度で粉砕されるようになされていることを特徴とするトナー用粉砕分級装置。
- 前記粉砕空間のトナー出口部における前記ライナーの表面の少なくとも一部に平滑部が設けられていることを特徴とする請求項5に記載のトナー用粉砕分級装置。
- ライナーの平滑部がローターより突出していることを特徴とする請求項6に記載のトナー用粉砕分級装置。
- ローターの外側表面及びライナー内側表面の少なくとも片方に波形状の鋭角粉砕刃を有することを特徴とする請求項5乃至7のいずれかに記載のトナー用粉砕分級装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004036000A JP3779975B2 (ja) | 2004-02-13 | 2004-02-13 | 静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004036000A JP3779975B2 (ja) | 2004-02-13 | 2004-02-13 | 静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002068698A Division JP2002326038A (ja) | 2002-03-13 | 2002-03-13 | トナー製造用粉砕装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005321851A Division JP2006146197A (ja) | 2005-11-07 | 2005-11-07 | 静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004167491A JP2004167491A (ja) | 2004-06-17 |
| JP3779975B2 true JP3779975B2 (ja) | 2006-05-31 |
Family
ID=32709514
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004036000A Expired - Lifetime JP3779975B2 (ja) | 2004-02-13 | 2004-02-13 | 静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3779975B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5272195B2 (ja) * | 2008-05-15 | 2013-08-28 | 日立化成株式会社 | 半導体素子封止用樹脂組成物の製造方法 |
| JP7414534B2 (ja) * | 2020-01-08 | 2024-01-16 | キヤノン株式会社 | トナー製造用機械式粉砕機、トナーの製造方法及びトナー製造システム |
-
2004
- 2004-02-13 JP JP2004036000A patent/JP3779975B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004167491A (ja) | 2004-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008284420A (ja) | 粉砕粗粉分級装置、微粉分級装置 | |
| JPH1094734A (ja) | 固体粒子の表面の処理装置、固体粒子の表面の処理方法及びトナーの製造方法 | |
| JP4290107B2 (ja) | トナーの製造方法 | |
| US5637434A (en) | Method for producing toner for electrostatic development | |
| JP3779975B2 (ja) | 静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 | |
| JP2005195762A (ja) | トナーの製造方法 | |
| EP0605169B1 (en) | Method for producing toner for electrostatic development | |
| JP3693683B2 (ja) | 静電荷像現像用トナー製造方法 | |
| JP2006308640A (ja) | トナーの製造方法 | |
| JP3548192B2 (ja) | 静電荷像現像用トナーの製造方法および衝撃式粉砕機 | |
| JPH09187732A (ja) | トナーの製造方法 | |
| JPH10211438A (ja) | 機械式粉砕機およびこれを用いた電子写真用トナーの製造方法 | |
| JP4448019B2 (ja) | トナーの製造方法およびトナー粒子の表面を改質するための装置 | |
| JP2006146197A (ja) | 静電荷像現像用トナーの製造方法およびトナー用粉砕分級装置 | |
| JP3726026B2 (ja) | 静電荷像現像用トナーの製造方法 | |
| JPH06289657A (ja) | 静電荷像現像用トナーの製造方法 | |
| JPH07244399A (ja) | 静電荷像現像用トナーの製造方法 | |
| JPH06262096A (ja) | 静電荷像現像用トナー製造方法及び粉砕装置 | |
| JP2002326038A (ja) | トナー製造用粉砕装置 | |
| JPH11216381A (ja) | 固体粒子の表面の処理装置及びトナー粒子の表面の処理方法 | |
| JPH0749583A (ja) | 電子写真用トナーの製造方法 | |
| JPH06262095A (ja) | 静電荷像現像用トナー製造方法及び粉砕装置 | |
| JP3327762B2 (ja) | トナーの製造方法 | |
| JPH11221481A (ja) | 固体粒子の表面の処理装置、固体粒子の表面の処理方法及びトナーの製造方法 | |
| JP3138379B2 (ja) | 静電荷像現像用トナーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050426 |
|
| RD02 | Notification of acceptance of power of attorney |
Effective date: 20050609 Free format text: JAPANESE INTERMEDIATE CODE: A7422 |
|
| A521 | Written amendment |
Effective date: 20050627 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050609 |
|
| A02 | Decision of refusal |
Effective date: 20050907 Free format text: JAPANESE INTERMEDIATE CODE: A02 |
|
| A521 | Written amendment |
Effective date: 20051107 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A521 | Written amendment |
Effective date: 20051216 Free format text: JAPANESE INTERMEDIATE CODE: A821 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060303 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 3 Free format text: PAYMENT UNTIL: 20090310 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 4 Free format text: PAYMENT UNTIL: 20100310 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110310 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 6 Free format text: PAYMENT UNTIL: 20120310 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 7 Free format text: PAYMENT UNTIL: 20130310 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 8 Free format text: PAYMENT UNTIL: 20140310 |