JP3728901B2 - 射出成形用金型 - Google Patents
射出成形用金型 Download PDFInfo
- Publication number
- JP3728901B2 JP3728901B2 JP35048797A JP35048797A JP3728901B2 JP 3728901 B2 JP3728901 B2 JP 3728901B2 JP 35048797 A JP35048797 A JP 35048797A JP 35048797 A JP35048797 A JP 35048797A JP 3728901 B2 JP3728901 B2 JP 3728901B2
- Authority
- JP
- Japan
- Prior art keywords
- gate cut
- punch
- mold
- movable
- cut punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/263—Moulds with mould wall parts provided with fine grooves or impressions, e.g. for record discs
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、光磁気ディスク、光ディスクのような中心部に中心孔が形成された被成形物を射出成形する時に、射出成形機に組み付けて用いられる射出成形用金型に関し、特にその冷却装置に関するものである。
【0002】
【従来の技術】
先ず、図を参照しながら、従来技術の射出成形用金型を説明する。なお、以下の説明では、射出成形される被成形物として光磁気ディスク、光ディスクのようなディスクを採り挙げて説明するが、本発明においては、被成形物がこのようなディスクに限定されるものでないことを付言しておく。
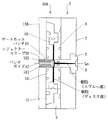
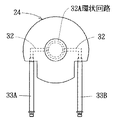
図4は従来技術の射出成形用金型の断面側面図、図5は図4に示した射出成形用金型に組み込まれている従来技術のゲートカットパンチ用冷却装置の側面図、そして図6は図5に示したゲートカットパンチ用冷却装置の内のゲートカットパンチ部分の正面図である。
【0003】
図4において、符号1は従来技術の射出成形用金型を指す。この射出成形用金型1は、固定側金型2と可動側金型10とから構成されており、これらの中心軸が射出成形用金型1の中心軸Loと一致する同一中心軸で配設されている。
先ず、固定側金型2の構造について説明する。固定側金型2は固定部材3と、この固定部材3に連接する固定側ミラー4と、この固定側ミラー4の外周端部に配設された固定側位置決めリング5とから構成されており、これらの中心軸は前記中心軸Loに一致した状態で配設されている。
前記固定側ミラー4の固定部材3側とは反対側の面はキャビティ面4Aとなっている。また、固定側ミラー4には冷却溝4Bが設けられ、冷却水を供給して固定側ミラー4を冷却する構造になっている。
そして固定部材3の背面に形成された凹部及びその中心孔には、固定側ミラー4のキャビティ面4Aの中心に開口する射出孔7を備え、そして先端部内に冷却溝6Aが形成されたスプルーブッシュ6が圧入されている。
【0004】
また、このスプルーブッシュ6の背面には球面のノズル当接面8が形成されている。ノズル当接面8の矢印X方向には先端に射出ノズルを備えた加熱筒(不図示)が配設されている。射出ノズルは加熱筒内の樹脂溜まりと連通していて、加熱筒から供給される溶融樹脂を射出する。また、加熱筒が矢印Y方向に向かって前進した場合には、射出ノズルの先端をノズル当接面8に密着当接できる構造に形成されている。従って、加熱筒からの溶融樹脂は射出ノズルを経て射出孔7から後記のキャビティC内に射出される。
【0005】
次に、可動側金型10の構造を説明する。この可動側金型10は可動側取付け板11と、この可動側取付け板11に連接する断熱板12と、この断熱板12に連接する可動側型板13と、この可動側型板13に連接する可動側ミラー14と、この可動側ミラー14の外周端部に配設された可動側位置決めリング15とから構成されており、これらの中心軸は前記中心軸Loに一致した状態で組み上げられている。
【0006】
前記可動側取付け板11には、その中央部に中心軸が前記中心軸Loに一致する大口径の貫通孔11Aが開けられており、その固定側金型2側の側面の貫通孔11Aの周りには凹部11Bが形成されている。そしてこの凹部11Bにメインシリンダ17が圧入されており、そして可動側取付け板11に密着し、そしてメインシリンダ17の外周面に断熱板12が装着されている。
【0007】
前記可動側型板13の可動側取付け板11側の側面には、その表面側から順次大口径の第1凹部D1、この口径より小さい口径で深さが浅い第2凹部D2、この口径より小さい口径で深さがやや深い第3凹部D3、そして第3凹部D3の底面中心部に比較的太い貫通孔D4が開けられている。これら第1凹部D1、第2凹部D2、第3凹部D3及び貫通孔D4は同心的に前記中心軸Loに一致して形成されている。
そして、この可動側型板13は、その第1凹部D1をメインシリンダ17の固定側金型2側側面部に嵌め込み、メインシリンダ17及び断熱板12に密着するように取り付けられる。
【0008】
可動側ミラー14は、固定側金型2と可動側金型10Aとが締結された時に固定側ミラー4とディスクの中心軸が一致するように可動側位置決めリング15により周辺部が規制、位置決めされた状態で、可動側型板13のメインシリンダ17側とは反対側の中央部側面に固定されている。その可動側ミラー14の固定側ミラー4側の側面はキャビティ面14Aとなる。また、回動側ミラー14には冷却溝14Bが形成されており、冷却水を供給して可動側ミラー14を冷却する構造になっている。
【0009】
可動側ミラー14の外周端部には、ディスクの外周端部を規制し、固定側ミラー4のキャビティ面4Aと可動側ミラー14のキャビティ面14Aとでディスク面の厚みを規制してキャビティCを形成する外周リング16が嵌め込まれている。この外周リング16は、また、可動側金型10が固定側金型2に締結された時に、固定側ミラー4の外周部のキャビティ面4Aに当接し、そして固定側ミラー4の外周端部の周りを取り囲む。即ち、この射出成形用金型1におけるキャビティCは固定側ミラー4のキャビティ面4A、可動側ミラー14のキャビティ面14A、及び外周リング16の内周面とで形成されることになる。
【0010】
前記可動側取付け板11の中央部に開けられた貫通孔11A部分にはエジェクタープレート18が装着されており、このエジェクタープレート18は前記メインシリンダ17内で摺動自在に貫通している複数本のコネクティングロッド19でエジェクタースリーブプレート21に連結されている。このエジェクタースリーブプレート21はメインシリンダ17と可動側型板13の第2凹部D2とで形成されている空間20内に配設されていて、この空間20内で摺動でき、常時、空気圧で矢印Yの方向に後退させられている。
【0011】
前記エジェクタープレート18の中央部には、複数個の貫通孔18Aが開けられており、これらの貫通孔18Aを貫通してメインシリンダ17の側面で終端しているピストン押し部材22が摺動自在に取り付けられている。そしてこのピストン押し部材22の前記終端面には、メインシリンダ17の側面に形成された空間17a内で中心軸Lo方向に摺動自在に配設されているゲートカットピストン23が固定されている。このゲートカットピストン23は前記空間17a内で、常時、空気圧で矢印Yの方向に後退させられている。
【0012】
また、メインシリンダ17の可動側型板13側の側面に形成された第3凹部D3及び貫通孔D4には、円筒状のエジェクタースリーブ25が中心軸Lo方向に摺動自在に挿入されており、そしてこのエジェクタースリーブ25の中空部、メインシリンダ17側の前記凹部、及びエジェクタースリーブプレート21の中央部に形成された開口にわたってゲートカットパンチ24が配設されている。そして、このゲートカットパンチ24は、その非作動時には、常時、矢印Yの方向に引かれている。この時のゲートカットパンチ24の先端面は、前記エジェクタープスリーブ25の先端面と共に、可動側ミラー14のキャビティ面14Aと同一の面内に在る。更に、このゲートカットパンチ24はガイドスリーブ26を介して前記ゲートカットピストン23に連結されている。
【0013】
そして、前記ゲートカットパンチ24の内部には、図5及び図6に示した従来技術のゲートカットパンチ用冷却装置30の一部分が形成されている。即ち、ゲートカットパンチ24の基部から長軸方向に延び、その先端部で終端するようにパンチ用冷却回路32が設けられている。
このゲートカットパンチ用冷却装置30は温度調節装置31、前記のパンチ用冷却回路32、このパンチ用冷却回路32の基端部に接続された一対の延長プラグ33A、33B、先端部にソケット34が接続されている一対の冷却水ホース35とから構成されている。
【0014】
前記のように、ゲートカットパンチ用冷却装置30のパンチ用冷却回路32はゲートカットパンチ24の中心軸Loに沿って、その基部から先端部の長軸方向に延び、図6に示したように、その先端部で環状回路32Aが形成されている。そして前記延長プラグ33には温度調節装置31から導出されている冷却水ホース35のソケット34を接続する。
温度調節装置31からは、例えば、70°〜120°C程度の温度に設定、調節された冷却水などが往路の冷却水ホース35、延長プラグ33Aを介して前記パンチ用冷却回路32へ流され、ゲートカットパンチ24の先端部の環状回路32Aに流して復路の延長プラグ33Bへ、そして冷却水ホース35を介して温度調節装置31へ還流させている。
【0015】
前記延長プラグ33は、メインシリンダ17及び可動側型板13にわたって、射出成形用金型1の中心軸Loに直交して形成された1本の貫通孔27に挿入されている。この貫通孔27の直径は延長プラグ33の直径よりも大きく、そしてゲートカットパンチ24が摺動する距離に相当する長さをカバーする寸法の直径で形成されている。
【0016】
次に、この構成の射出成形用金型1を用いて被成形物であるディスクを成形する場合の射出成形用金型1の動作を説明する。
先ず、図示していない射出成形機に射出成形用金型1を装着し、その油圧装置を作動させて、固定側金型2と可動側金型10とを締結する。そして射出ノズルを矢印X方向に移動させてスプルーブッシュ6のノズル当接面8に装着する。そしてスプルーブッシュ6の冷却溝6A、固定側ミラー4の冷却溝4B、可動側ミラー14の冷却溝14Bに図示していない温度調節装置で、通常、70〜120°C程度の温度に調節された冷却水などを強制循環させる。同様に前記ゲートカットパンチ24のパンチ用冷却回路32にも前記温度調節装置31から冷却水ホース35、延長プラグ33A、33Bを介して前記と同様の温度の冷却水などを強制循環させてゲートカットパンチ24を冷却しながら、加熱筒内の樹脂溜まりから供給される溶融樹脂を射出ノズルを経てスプルーブッシュ6の射出孔7から前記キャビティC内に射出する。
スプルー部の溶融樹脂は冷却溝6Aで冷却され、キャビティC内に射出された溶融樹脂のディスクの情報記録面を形成する溶融樹脂は冷却溝4B及び冷却溝14Bで冷却され、そしてディスクの中央部に相当するゲートカットパンチ部の溶融樹脂は主として前記ゲートカットパンチ用冷却装置30から供給される冷却水で冷却される。
【0017】
キャビティC内への溶融樹脂の充填完了後、或る時間、例えば、0.2〜0.4秒程度の時間経過後、射出成形機の油圧ロッド60を作動させて矢印X方向にピストン押し部材22、ゲートカットピストン23を押圧し、そしてその押圧力でゲートカットパンチ24を矢印X方向に押圧し、ディスクの中央部をカットし、スプルー部を切り離す。ゲートカットが終了し、ゲートカットパンチが戻り始めると、油圧ロッド60の押圧が解除される。油圧ロッド60の押圧が解除されゲートカットパンチ24の冷却が終了すると、可動側金型10が開いてディスクを突き出す直前に後退位置に引き戻される。
その後、所定の冷却時間経過後、矢印Y方向に射出成形用金型1の可動側金型10を固定側金型2から引き離して開き、開き切った時点で、射出成形機の油圧装置を作動させて、コネクティングロッド19をエジェクタープレートガイド19Aで案内しながらエジェクタープレート18を、そしてエジェクタースリーブプレート21を矢印Xの方向に押圧し、その押圧力でエジェクタープスリーブ25を矢印Xの方向に押圧する。エジェクタープスリーブ25が可動側ミラー14のキャビティ面14Aから矢印X方向に突出することで、そのキャビティ面14Aに張り付いているディスク及びスプルー部が突き出され、射出成形用金型1から取り出され、ディスクの成形が完了する。
【0018】
【発明が解決しようとする課題】
ところで、ゲートカットパンチ24の外径とエジェクタープスリーブ25の内径との間には、通常、片側5〜10μm程度の範囲でクリアランスが存在していて、前記のように射出成形中、冷却水ホース35がゲートカットパンチ24に接続されているために、ゲートカットパンチ24は冷却水ホース35から加えられる外力によりいずれかの側に寄せられてしまい、エジェクタープスリーブ25のカジリやディスク中央孔に相当するゲートカット部にバリなどが発生するという望ましくない事象が生じる。
そして、この冷却水ホース35は、通常、耐熱ホースであり、かなり硬くて重いものである点も、冷却水ホース35による外力を大きなものにしている。
この冷却水ホース35の外力によるゲートカットパンチ24の偏りを防止するために、ゲートカットパンチ24の長さの長くすること、配設位置を変更すること、或いはプリロードを掛けたリニアベアリングを使用することなどが行われているが、偏荷重の発生は決して免れるものではない。
また、ゲートカットパンチ24のカジリにより発生する金属粉は成形中のディスクに付着する可能性が高く、磁気ディスクのように、その表面に凸欠陥があってはならないディスクでは非常に問題となる。
【0019】
本発明は前記のような課題を解決しようとするものであって、可動するゲートカットパンチに前記冷却水ホースを直接接続しないように構成して、ゲートカットパンチの偏りによる前記カジリの発生を防止し、ゲートカットパンチの寿命を延ばせるディスクなどの被成形物の射出成形用金型を得ることを目的とするものである。
【0020】
【課題を解決するための手段】
このため、本発明の実施形態の射出成形用金型は、固定側金型と、その固定側金型側へ摺動自在に移動可能に組み込まれたゲートカットパンチを備えた可動側金型とから構成され、前記固定側金型と前記可動側金型とを締結した時に両者で形成されるキャビティ内に溶融樹脂を充填して被成形物を射出成形するための射出成形用金型において、
前記ゲートカットパンチを、同軸的にその長軸方向の中央部分を固定部として、そしてその長軸方向の外周部分を可動部として分割し、前記固定部分にゲートカットパンチ用冷却回路を設け、そのゲートカットパンチ用冷却回路に温度調節装置から導出されているホースを接続し、前記外周部分を可動させて被成形物のゲートカット部をパンチするように構成して、前記課題を解決している。
【0021】
従って、本発明の射出成形用金型においては、前記ゲートカットパンチを構成する可動部分にはホースの重量やホースのたわみの変化による反力などの外力が加わらない。
【0022】
【発明の実施の形態】
以下、本発明の好適な実施形態の射出成形用金型を添付図面に基づいて説明する。
図1は本発明の実施形態の射出成形用金型の断面図、図2は図1に示した射出成形用金型のディスク成形時の一部断面図、そして図3は図1に示した射出成形用金型のディスク成形後の一部断面図である。
なお、本発明の実施形態の射出成形用金型において、従来技術の射出成形用金型1の構成部分と同一の構成部分には同一の符号を付して説明する。
【0023】
先ず、図1を参照しながら本発明の実施形態である射出成形用金型の構成を説明する。
図1において、符号1Aは本発明の実施形態の射出成形用金型を指す。この射出成形用金型1Aは、固定側金型2と可動側金型10Aとから構成されており、これらの中心軸が射出成形用金型1Aの中心軸Loと一致する同一中心軸で配設されている。
【0024】
この実施形態の固定側金型2の構造は従来技術のものと同一の構造であるので、その同一構成要素には同一の符号を付すのみで、それら説明を省略する。
【0025】
次に、可動側金型10Aの構造を説明する。この可動側金型10Aは可動側取付け板11と、この可動側取付け板11に連接する断熱板12と、この断熱板12に連接する可動側型板13Aと、この可動側型板13Aに連接する可動側ミラー14と、この可動側ミラー14の外周端部に配設された可動側位置決めリング15とから構成されており、これらの中心軸は前記中心軸Loに一致した状態で組み上げられていることは、従来技術の可動側金型10の構成と同一である。
そして、前記可動側取付け板11、断熱板12、可動側ミラー14、可動側位置決めリング15及び外周リング16のそれぞれの構造、配設関係も、この可動側ミラー14と固定側ミラー4との位置関係も、キャビティCの形成も、そしてエジェクタープレート18、エジェクタースリーブプレート21、ピストン押し部材22、ゲートカットピストン23の構造、それらの配設関係及び可動側取付け板11との配設関係も、従来技術のものと同一であるので、それらの説明を省略する。
【0026】
前記可動側型板13Aは、その可動側取付け板11側の側面に従来技術の可動側型板13の構造と同様に複数個の各種凹部D1、D2、D3及び貫通孔D4が形成されているが、可動側型板13Aの外周面から内部中心部に掛けて後記するゲートカットパンチ用冷却装置50の一部構成要素の往路管512及び復路管(不図示)が敷設されている。
【0027】
前記メインシリンダ17A、可動側型板13A、可動側ミラー14の中央部分を貫通し、可動側金型10の中心軸Loに一致してゲートカットパンチ装置40とエジェクター装置の一部分であるエジェクタースリーブプレート21及びエジェクタープスリーブ25が装着されている。
【0028】
ゲートカットパンチ装置40は中心軸Loに一致した中心軸を備えた円柱状のパンチガイド42とこのゲートカットパンチ41の外周面に沿って摺動できる円筒状のゲートカットパンチ41、ガイドスリーブ43、パンチ用冷却回路53とから構成されている。
前記ゲートカットパンチ41は、中心部に貫通孔が開けられた円筒状のもので、その外径直径が比較的大きい円板状の基端部とこの基端部に連続して形成されている、内径が前記貫通孔と同一直径で、その外径の直径が被成形物であるディスクMのゲートカットパンチ部に相当する大きさの先端部とから構成された構造のものである。
前記パンチガイド42は、その直径が前記ゲートカットパンチ41の基端部の外径直径よりやや大きい円板状の基端部と、外径直径が前記ゲートカットパンチ41の内径よりやや小さい円柱状の先端部とから構成された構造のものである。
前記パンチ用冷却回路53はパンチガイド42の内部に、その長軸方向に沿って配管された往路管531と復路管532と、図6に示したような、パンチガイド42の先端部分に設けられている環状回路32Aとから構成されている。
このような構成のゲートカットパンチ装置40は次のようにメインシリンダ17A、可動側型板13A及び可動側ミラー14の中央部に組み込まれている。
【0029】
ゲートカットパンチ装置40を組み込む前に先立って、先ず、エジェクタースリーブ25をメインシリンダ17Aなどに組み込む必要がある。
このエジェクタープスリーブ25は前記可動側型板13Aの第3凹部D3及び貫通孔D4に中心軸Lo方向に摺動自在に装着されている。エジェクタープスリーブ25は円筒状のものであって、その全長にわたって内径の直径がゲートカットパンチ41の先端部の外径直径よりやや大きい貫通孔が開けられている。
また、このエジェクタープスリーブ25の基端部は第3凹部D3の直径よりやや小さい外径直径で、また、その先端部の外径直径は貫通孔D4の内径直径よりやや小さい寸法で形成されており、そして前記基端部のスリーブ側とは反対側の側面中心部には前記ゲートカットパンチ41の基端部が嵌まり込んで中心軸Lo方向に摺動自在に移動できる内径と深さの凹部が形成されている。
エジェクタープスリーブ25は、そのスリーブ部が貫通孔D4に挿入され、前記基端部が第3凹部D3に嵌め込んだ状態で装着されている。
【0030】
前記ゲートカットパンチ41は、その先端部を前記のように可動側型板13Aに組み込まれたエジェクタースリーブ25の基端部の凹部から貫通孔(中空部)の先端部に摺動自在に差し込み、ゲートカットパンチ41の基端部をそのエジェクタースリーブ25の前記凹部に摺動自在に嵌め込んだ状態で組み込まれている。そしてこのゲートカットパンチ24はメインシリンダ17Aの後方に配設されているゲートカットピストン23にガイドスリーブ43を通して連結され、射出成形用金型の油圧シリンダ(不図示)によって駆動される。
【0031】
更に、このゲートカットパンチ41の貫通孔(中空部)及びエジェクタースリーブプレート21の中央部開口にパンチガイド42が挿入されている。そして前記メインシリンダ17Aの他の側面中央部に形成された凹部にパンチガイド42の基端部が圧入されている。また、このパンチガイド42の基端部の可動側ミラー14側に前記ゲートカットパンチ41の基端部が隣接している。これらパンチガイド42の基端部とゲートカットパンチ41の基端部との隣接部分の外周面にはエジェクタースリーブプレート21が中心軸Lo方向に摺動できる構造で配設されている。
【0032】
前記エジェクタースリーブプレート21、エジェクタースリーブ25及びゲートカットパンチ41は、その非作動時には、常時、空気圧で矢印Yの方向に押圧されている。この時のゲートカットパンチ41とエジェクタープスリーブ25の先端面とは共に、可動側ミラー14のキャビティ面14Aと同一の面内に在る。
【0033】
本発明の射出成形用金型1Aにおけるゲートカットパンチ装置40には、従来技術の射出成形用金型1におけるゲートカットパンチ24に設けられているゲートカットパンチ用冷却装置30のパンチ用冷却回路32とは異なる冷却装置が形成されている。
即ち、本発明の射出成形用金型1Aの可動側金型10Aにおけるゲートカットパンチ用冷却装置50は、可動側型板13A部のパンチ用冷却回路51とメインシリンダ17A部のパンチ用冷却回路52とパンチガイド42部のパンチ用冷却回路53とから構成されている。
【0034】
前記可動側型板13A部のパンチ用冷却回路51は、可動側型板13Aの側面に取付けられている一対のプラグ511(図1には1個しか示されていない)と、これらのプラグ511の内の1個のプラグに接続され、可動側型板13Aの内部からメインシリンダ17A内に延長して穴明け加工で形成されている往路管512と、他のプラグに接続され、メインシリンダ17Aの内部から可動側型板13A内へ穴明け加工で形成されている復路管(不図示)とから構成されている。
前記メインシリンダ17A部のパンチ用冷却回路52は、前記往路管512に接続され、メインシリンダ17Aの中心部に向かって穴明け加工で形成されている往路管521とメインシリンダ17Aの中心部から外周部へ向かって穴明け加工され、そして前記可動側型板13Aの復路管に接続されている復路管522とから構成されている。
そして前記パンチガイド42部のパンチ用冷却回路53は、メインシリンダ17Aの中心部に形成された前記往路管521の端部からパンチガイド42の先端部まで延長して形成され、その先端部に形成されている円環状の配管(図6に示した環状回路32Aとほぼ同様のもの)に接続されている往路管531と、この前記円環状の配管の他端に接続され、そしてメインシリンダ17Aの中心部に位置する前記復路管522に接続された復路管532とから構成されている。
【0035】
前記一対のプラグ511には、図5に示した従来技術のゲートカットパンチ用冷却装置30に用いられた温度調節装置31から導出されている一対の冷却水ホース35が、それらのソケット34を用いて接続される。
このようにゲートカットパンチ用冷却装置50を構成することにより、温度調節された冷却水は温度調節装置31から各パンチ用冷却回路51(可動側型板13A部)の往路管512、パンチ用冷却回路52(メインシリンダ17A部)の往路管521、パンチ用冷却回路53(パンチガイド42部)の往路管531、パンチガイド42の先端部の環状の配管(不図示)、パンチ用冷却回路53の復路管532、パンチ用冷却回路52の復路管522、パンチ用冷却回路51(可動側型板13A部)の復路管、そして他のソケット34及び復路用の冷却水ホース35を介して前記温度調節装置31に還流する。
【0036】
次に、このような構成の射出成形用金型1Aを用いて被成形物であるディスクMを成形する場合の射出成形用金型1Aの動作を説明する。
先ず、図示していない射出成形機に射出成形用金型1Aを装着し、その油圧装置を作動させて、固定側金型2と可動側金型10Aとを締結する。そして射出ノズルを矢印X方向に移動させてスプルーブッシュ6のノズル当接面8に装着する。
そしてスプルーブッシュ6の冷却溝6A、固定側ミラー4の冷却溝4B、可動側ミラー14の冷却溝14Bに図示していない温度調節装置で、通常、70〜120°C程度の温度に設定された冷却水などを強制循環させ、スプルーブッシュ6、固定側ミラー4及び可動側ミラー14を冷却する。
【0037】
同様に前記ゲートカットパンチ24のパンチ用冷却回路32にも前記温度調節装置31から一方の冷却水ホース35、パンチ用冷却回路51の往路管512、パンチ用冷却回路52の往路管521、パンチ用冷却回路53の往路管531、ゲートカットパンチ41の先端部の環状管、パンチ用冷却回路53の復路管532、パンチ用冷却回路52の復路管522、パンチ用冷却回路51の復路管(不図示)、他方の冷却水ホース35を介して前記と同様の温度の冷却水などを流し、強制循環させてゲートカットパンチ41を冷却する。
【0038】
このように冷却された状態の固定側ミラー4、可動側ミラー14などで形成されたキャビティC内に加熱筒内の樹脂溜まりから供給される溶融樹脂を射出ノズルを経てスプルーブッシュ6の射出孔7から射出する。
スプルー部Sの溶融樹脂は冷却溝6Aで冷却されたスプルーブッシュ6で冷却され、キャビティC内に射出された溶融樹脂のディスクMの情報記録面を形成する溶融樹脂は冷却溝4B及び冷却溝14Bで冷却された固定側ミラー4及び可動側ミラー14で冷却され、そしてディスクMの中央部に相当するゲートカットパンチ部の溶融樹脂は主としてゲートカットパンチ用冷却装置50を循環する冷却水で冷却されるパンチガイド42及びゲートカットパンチ41で冷却される。
【0039】
キャビティC内への溶融樹脂の充填完了後、或る時間、例えば、0.2〜0.4秒程度の時間経過後、図2に示したように、射出成形機の油圧ロッド60を作動させて不図示のバネに抗して矢印X方向にピストン押し部材22、ゲートカットピストン23を押圧し、そしてその押圧力でガイドスリーブ43を介し、固定のパンチガイド42に沿ってゲートカットパンチ41を矢印X方向に押圧し、ディスクMの中央部分をカットしてスプルー部SをディスクMから切り離す。ゲートカットが終了し、ゲートカットパンチが戻り始めると、油圧ロッド60のの押圧が解除される。油圧ロッド60の押圧が解除されゲートカットパンチ24のディスクMの冷却が終了すると、可動側金型10が開いてディスクMを突き出す直前に後退位置に引き戻される。
【0040】
その後、所定の冷却時間経過後、矢印Y方向に射出成形用金型1Aの可動側金型10Aを固定側金型2から引き離して開き、開き切った時点で、図3に示したように、射出成形機の油圧装置を作動させて、コネクティングロッド19をエジェクタープレートガイド19Aで案内しながらエジェクタースリーブプレート21を、そしてエジェクタースリーブ25を矢印Xの方向に押圧し、その押圧力でエジェクタースリーブ25を矢印Xの方向に押圧する。エジェクタースリーブ25が可動側ミラー14のキャビティ面14Aから矢印X方向に突出することで、そのキャビティ面14Aに張り付いているディスクM及びスプルー部Sが突き出され、射出成形用金型1Aから取り出され、ディスクMの成形が完了する。
【0041】
以上の説明から明らかなように、本発明の射出成形用金型1Aのゲートカットパンチ装置40は可動のゲートカットパンチ41と固定のパンチガイド42に2分され、その固定のパンチガイド42にのみ冷却水ホース35が接続されていて、可動のゲートカットパンチ41には冷却水ホース35が接続されておらず、従って、ゲートカットパンチ41には冷却水ホース35による外力が加わることがないため、スプルー部Sの切り離しの時のゲートカットパンチ41の前進、後退の際に、ゲートカットパンチ41とエジェクタースリーブ25との間のクリアランスの範囲で一方に寄せられることなく動作することができる。
【0042】
【発明の効果】
以上の説明から明らかなように、本発明の射出成形用金型は、ディスクMなどの被成形物のスプルー部Sを切り離すためのゲートカットパンチの片当たりによるカジリ、作動不良などの発生を抑え、パンチの寿命を延ばすことができるとともに、金属粉の発生によるディスク表面に凸欠陥の発生を減少させることができる。
【図面の簡単な説明】
【図1】 本発明の実施形態の射出成形用金型の断面図である。
【図2】 図1に示した射出成形用金型のディスク成形時の一部断面図である。
【図3】 図1に示した射出成形用金型のディスク成形後の一部断面図である。
【図4】 従来技術の射出成形用金型の断面側面図である。
【図5】 図4に示した射出成形用金型に組み込まれている従来技術のゲートカットパンチ用冷却装置の側面図である。
【図6】 図5に示したゲートカットパンチ用冷却装置の内のゲートカットパンチ部分の正面図である。
【符号の説明】
1A…本発明の実施形態の射出成形用金型、2…固定側金型、3…固定部材、4…固定側ミラー、4A…固定側ミラー4のキャビティ面、5…固定側位置決めリング、6…スプルーブッシュ、7…射出孔、10A…可動側金型、11…可動側取付け板、12…断熱板、13…可動側型板、14…可動側ミラー、14A…可動側ミラー14のキャビティ面、15…可動側位置決めリング、16…外周リング、17A…メインシリンダ、18…エジェクタープレート、19…コネクティングロッド、20…空間、21…エジェクタースリーブプレート、22…ピストン押し部材、23…ゲートカットピストン、25…エジェクタースリーブ、31…温度調節装置、35…冷却水ホース、40…ゲートカットパンチ装置、41…ゲートカットパンチ、42…パンチガイド、43…ガイドスリーブ、50…ゲートカットパンチ用冷却装置、51,52,53…パンチ用冷却回路、512,521,531…往路管、522,532…復路管
【発明の属する技術分野】
本発明は、光磁気ディスク、光ディスクのような中心部に中心孔が形成された被成形物を射出成形する時に、射出成形機に組み付けて用いられる射出成形用金型に関し、特にその冷却装置に関するものである。
【0002】
【従来の技術】
先ず、図を参照しながら、従来技術の射出成形用金型を説明する。なお、以下の説明では、射出成形される被成形物として光磁気ディスク、光ディスクのようなディスクを採り挙げて説明するが、本発明においては、被成形物がこのようなディスクに限定されるものでないことを付言しておく。
図4は従来技術の射出成形用金型の断面側面図、図5は図4に示した射出成形用金型に組み込まれている従来技術のゲートカットパンチ用冷却装置の側面図、そして図6は図5に示したゲートカットパンチ用冷却装置の内のゲートカットパンチ部分の正面図である。
【0003】
図4において、符号1は従来技術の射出成形用金型を指す。この射出成形用金型1は、固定側金型2と可動側金型10とから構成されており、これらの中心軸が射出成形用金型1の中心軸Loと一致する同一中心軸で配設されている。
先ず、固定側金型2の構造について説明する。固定側金型2は固定部材3と、この固定部材3に連接する固定側ミラー4と、この固定側ミラー4の外周端部に配設された固定側位置決めリング5とから構成されており、これらの中心軸は前記中心軸Loに一致した状態で配設されている。
前記固定側ミラー4の固定部材3側とは反対側の面はキャビティ面4Aとなっている。また、固定側ミラー4には冷却溝4Bが設けられ、冷却水を供給して固定側ミラー4を冷却する構造になっている。
そして固定部材3の背面に形成された凹部及びその中心孔には、固定側ミラー4のキャビティ面4Aの中心に開口する射出孔7を備え、そして先端部内に冷却溝6Aが形成されたスプルーブッシュ6が圧入されている。
【0004】
また、このスプルーブッシュ6の背面には球面のノズル当接面8が形成されている。ノズル当接面8の矢印X方向には先端に射出ノズルを備えた加熱筒(不図示)が配設されている。射出ノズルは加熱筒内の樹脂溜まりと連通していて、加熱筒から供給される溶融樹脂を射出する。また、加熱筒が矢印Y方向に向かって前進した場合には、射出ノズルの先端をノズル当接面8に密着当接できる構造に形成されている。従って、加熱筒からの溶融樹脂は射出ノズルを経て射出孔7から後記のキャビティC内に射出される。
【0005】
次に、可動側金型10の構造を説明する。この可動側金型10は可動側取付け板11と、この可動側取付け板11に連接する断熱板12と、この断熱板12に連接する可動側型板13と、この可動側型板13に連接する可動側ミラー14と、この可動側ミラー14の外周端部に配設された可動側位置決めリング15とから構成されており、これらの中心軸は前記中心軸Loに一致した状態で組み上げられている。
【0006】
前記可動側取付け板11には、その中央部に中心軸が前記中心軸Loに一致する大口径の貫通孔11Aが開けられており、その固定側金型2側の側面の貫通孔11Aの周りには凹部11Bが形成されている。そしてこの凹部11Bにメインシリンダ17が圧入されており、そして可動側取付け板11に密着し、そしてメインシリンダ17の外周面に断熱板12が装着されている。
【0007】
前記可動側型板13の可動側取付け板11側の側面には、その表面側から順次大口径の第1凹部D1、この口径より小さい口径で深さが浅い第2凹部D2、この口径より小さい口径で深さがやや深い第3凹部D3、そして第3凹部D3の底面中心部に比較的太い貫通孔D4が開けられている。これら第1凹部D1、第2凹部D2、第3凹部D3及び貫通孔D4は同心的に前記中心軸Loに一致して形成されている。
そして、この可動側型板13は、その第1凹部D1をメインシリンダ17の固定側金型2側側面部に嵌め込み、メインシリンダ17及び断熱板12に密着するように取り付けられる。
【0008】
可動側ミラー14は、固定側金型2と可動側金型10Aとが締結された時に固定側ミラー4とディスクの中心軸が一致するように可動側位置決めリング15により周辺部が規制、位置決めされた状態で、可動側型板13のメインシリンダ17側とは反対側の中央部側面に固定されている。その可動側ミラー14の固定側ミラー4側の側面はキャビティ面14Aとなる。また、回動側ミラー14には冷却溝14Bが形成されており、冷却水を供給して可動側ミラー14を冷却する構造になっている。
【0009】
可動側ミラー14の外周端部には、ディスクの外周端部を規制し、固定側ミラー4のキャビティ面4Aと可動側ミラー14のキャビティ面14Aとでディスク面の厚みを規制してキャビティCを形成する外周リング16が嵌め込まれている。この外周リング16は、また、可動側金型10が固定側金型2に締結された時に、固定側ミラー4の外周部のキャビティ面4Aに当接し、そして固定側ミラー4の外周端部の周りを取り囲む。即ち、この射出成形用金型1におけるキャビティCは固定側ミラー4のキャビティ面4A、可動側ミラー14のキャビティ面14A、及び外周リング16の内周面とで形成されることになる。
【0010】
前記可動側取付け板11の中央部に開けられた貫通孔11A部分にはエジェクタープレート18が装着されており、このエジェクタープレート18は前記メインシリンダ17内で摺動自在に貫通している複数本のコネクティングロッド19でエジェクタースリーブプレート21に連結されている。このエジェクタースリーブプレート21はメインシリンダ17と可動側型板13の第2凹部D2とで形成されている空間20内に配設されていて、この空間20内で摺動でき、常時、空気圧で矢印Yの方向に後退させられている。
【0011】
前記エジェクタープレート18の中央部には、複数個の貫通孔18Aが開けられており、これらの貫通孔18Aを貫通してメインシリンダ17の側面で終端しているピストン押し部材22が摺動自在に取り付けられている。そしてこのピストン押し部材22の前記終端面には、メインシリンダ17の側面に形成された空間17a内で中心軸Lo方向に摺動自在に配設されているゲートカットピストン23が固定されている。このゲートカットピストン23は前記空間17a内で、常時、空気圧で矢印Yの方向に後退させられている。
【0012】
また、メインシリンダ17の可動側型板13側の側面に形成された第3凹部D3及び貫通孔D4には、円筒状のエジェクタースリーブ25が中心軸Lo方向に摺動自在に挿入されており、そしてこのエジェクタースリーブ25の中空部、メインシリンダ17側の前記凹部、及びエジェクタースリーブプレート21の中央部に形成された開口にわたってゲートカットパンチ24が配設されている。そして、このゲートカットパンチ24は、その非作動時には、常時、矢印Yの方向に引かれている。この時のゲートカットパンチ24の先端面は、前記エジェクタープスリーブ25の先端面と共に、可動側ミラー14のキャビティ面14Aと同一の面内に在る。更に、このゲートカットパンチ24はガイドスリーブ26を介して前記ゲートカットピストン23に連結されている。
【0013】
そして、前記ゲートカットパンチ24の内部には、図5及び図6に示した従来技術のゲートカットパンチ用冷却装置30の一部分が形成されている。即ち、ゲートカットパンチ24の基部から長軸方向に延び、その先端部で終端するようにパンチ用冷却回路32が設けられている。
このゲートカットパンチ用冷却装置30は温度調節装置31、前記のパンチ用冷却回路32、このパンチ用冷却回路32の基端部に接続された一対の延長プラグ33A、33B、先端部にソケット34が接続されている一対の冷却水ホース35とから構成されている。
【0014】
前記のように、ゲートカットパンチ用冷却装置30のパンチ用冷却回路32はゲートカットパンチ24の中心軸Loに沿って、その基部から先端部の長軸方向に延び、図6に示したように、その先端部で環状回路32Aが形成されている。そして前記延長プラグ33には温度調節装置31から導出されている冷却水ホース35のソケット34を接続する。
温度調節装置31からは、例えば、70°〜120°C程度の温度に設定、調節された冷却水などが往路の冷却水ホース35、延長プラグ33Aを介して前記パンチ用冷却回路32へ流され、ゲートカットパンチ24の先端部の環状回路32Aに流して復路の延長プラグ33Bへ、そして冷却水ホース35を介して温度調節装置31へ還流させている。
【0015】
前記延長プラグ33は、メインシリンダ17及び可動側型板13にわたって、射出成形用金型1の中心軸Loに直交して形成された1本の貫通孔27に挿入されている。この貫通孔27の直径は延長プラグ33の直径よりも大きく、そしてゲートカットパンチ24が摺動する距離に相当する長さをカバーする寸法の直径で形成されている。
【0016】
次に、この構成の射出成形用金型1を用いて被成形物であるディスクを成形する場合の射出成形用金型1の動作を説明する。
先ず、図示していない射出成形機に射出成形用金型1を装着し、その油圧装置を作動させて、固定側金型2と可動側金型10とを締結する。そして射出ノズルを矢印X方向に移動させてスプルーブッシュ6のノズル当接面8に装着する。そしてスプルーブッシュ6の冷却溝6A、固定側ミラー4の冷却溝4B、可動側ミラー14の冷却溝14Bに図示していない温度調節装置で、通常、70〜120°C程度の温度に調節された冷却水などを強制循環させる。同様に前記ゲートカットパンチ24のパンチ用冷却回路32にも前記温度調節装置31から冷却水ホース35、延長プラグ33A、33Bを介して前記と同様の温度の冷却水などを強制循環させてゲートカットパンチ24を冷却しながら、加熱筒内の樹脂溜まりから供給される溶融樹脂を射出ノズルを経てスプルーブッシュ6の射出孔7から前記キャビティC内に射出する。
スプルー部の溶融樹脂は冷却溝6Aで冷却され、キャビティC内に射出された溶融樹脂のディスクの情報記録面を形成する溶融樹脂は冷却溝4B及び冷却溝14Bで冷却され、そしてディスクの中央部に相当するゲートカットパンチ部の溶融樹脂は主として前記ゲートカットパンチ用冷却装置30から供給される冷却水で冷却される。
【0017】
キャビティC内への溶融樹脂の充填完了後、或る時間、例えば、0.2〜0.4秒程度の時間経過後、射出成形機の油圧ロッド60を作動させて矢印X方向にピストン押し部材22、ゲートカットピストン23を押圧し、そしてその押圧力でゲートカットパンチ24を矢印X方向に押圧し、ディスクの中央部をカットし、スプルー部を切り離す。ゲートカットが終了し、ゲートカットパンチが戻り始めると、油圧ロッド60の押圧が解除される。油圧ロッド60の押圧が解除されゲートカットパンチ24の冷却が終了すると、可動側金型10が開いてディスクを突き出す直前に後退位置に引き戻される。
その後、所定の冷却時間経過後、矢印Y方向に射出成形用金型1の可動側金型10を固定側金型2から引き離して開き、開き切った時点で、射出成形機の油圧装置を作動させて、コネクティングロッド19をエジェクタープレートガイド19Aで案内しながらエジェクタープレート18を、そしてエジェクタースリーブプレート21を矢印Xの方向に押圧し、その押圧力でエジェクタープスリーブ25を矢印Xの方向に押圧する。エジェクタープスリーブ25が可動側ミラー14のキャビティ面14Aから矢印X方向に突出することで、そのキャビティ面14Aに張り付いているディスク及びスプルー部が突き出され、射出成形用金型1から取り出され、ディスクの成形が完了する。
【0018】
【発明が解決しようとする課題】
ところで、ゲートカットパンチ24の外径とエジェクタープスリーブ25の内径との間には、通常、片側5〜10μm程度の範囲でクリアランスが存在していて、前記のように射出成形中、冷却水ホース35がゲートカットパンチ24に接続されているために、ゲートカットパンチ24は冷却水ホース35から加えられる外力によりいずれかの側に寄せられてしまい、エジェクタープスリーブ25のカジリやディスク中央孔に相当するゲートカット部にバリなどが発生するという望ましくない事象が生じる。
そして、この冷却水ホース35は、通常、耐熱ホースであり、かなり硬くて重いものである点も、冷却水ホース35による外力を大きなものにしている。
この冷却水ホース35の外力によるゲートカットパンチ24の偏りを防止するために、ゲートカットパンチ24の長さの長くすること、配設位置を変更すること、或いはプリロードを掛けたリニアベアリングを使用することなどが行われているが、偏荷重の発生は決して免れるものではない。
また、ゲートカットパンチ24のカジリにより発生する金属粉は成形中のディスクに付着する可能性が高く、磁気ディスクのように、その表面に凸欠陥があってはならないディスクでは非常に問題となる。
【0019】
本発明は前記のような課題を解決しようとするものであって、可動するゲートカットパンチに前記冷却水ホースを直接接続しないように構成して、ゲートカットパンチの偏りによる前記カジリの発生を防止し、ゲートカットパンチの寿命を延ばせるディスクなどの被成形物の射出成形用金型を得ることを目的とするものである。
【0020】
【課題を解決するための手段】
このため、本発明の実施形態の射出成形用金型は、固定側金型と、その固定側金型側へ摺動自在に移動可能に組み込まれたゲートカットパンチを備えた可動側金型とから構成され、前記固定側金型と前記可動側金型とを締結した時に両者で形成されるキャビティ内に溶融樹脂を充填して被成形物を射出成形するための射出成形用金型において、
前記ゲートカットパンチを、同軸的にその長軸方向の中央部分を固定部として、そしてその長軸方向の外周部分を可動部として分割し、前記固定部分にゲートカットパンチ用冷却回路を設け、そのゲートカットパンチ用冷却回路に温度調節装置から導出されているホースを接続し、前記外周部分を可動させて被成形物のゲートカット部をパンチするように構成して、前記課題を解決している。
【0021】
従って、本発明の射出成形用金型においては、前記ゲートカットパンチを構成する可動部分にはホースの重量やホースのたわみの変化による反力などの外力が加わらない。
【0022】
【発明の実施の形態】
以下、本発明の好適な実施形態の射出成形用金型を添付図面に基づいて説明する。
図1は本発明の実施形態の射出成形用金型の断面図、図2は図1に示した射出成形用金型のディスク成形時の一部断面図、そして図3は図1に示した射出成形用金型のディスク成形後の一部断面図である。
なお、本発明の実施形態の射出成形用金型において、従来技術の射出成形用金型1の構成部分と同一の構成部分には同一の符号を付して説明する。
【0023】
先ず、図1を参照しながら本発明の実施形態である射出成形用金型の構成を説明する。
図1において、符号1Aは本発明の実施形態の射出成形用金型を指す。この射出成形用金型1Aは、固定側金型2と可動側金型10Aとから構成されており、これらの中心軸が射出成形用金型1Aの中心軸Loと一致する同一中心軸で配設されている。
【0024】
この実施形態の固定側金型2の構造は従来技術のものと同一の構造であるので、その同一構成要素には同一の符号を付すのみで、それら説明を省略する。
【0025】
次に、可動側金型10Aの構造を説明する。この可動側金型10Aは可動側取付け板11と、この可動側取付け板11に連接する断熱板12と、この断熱板12に連接する可動側型板13Aと、この可動側型板13Aに連接する可動側ミラー14と、この可動側ミラー14の外周端部に配設された可動側位置決めリング15とから構成されており、これらの中心軸は前記中心軸Loに一致した状態で組み上げられていることは、従来技術の可動側金型10の構成と同一である。
そして、前記可動側取付け板11、断熱板12、可動側ミラー14、可動側位置決めリング15及び外周リング16のそれぞれの構造、配設関係も、この可動側ミラー14と固定側ミラー4との位置関係も、キャビティCの形成も、そしてエジェクタープレート18、エジェクタースリーブプレート21、ピストン押し部材22、ゲートカットピストン23の構造、それらの配設関係及び可動側取付け板11との配設関係も、従来技術のものと同一であるので、それらの説明を省略する。
【0026】
前記可動側型板13Aは、その可動側取付け板11側の側面に従来技術の可動側型板13の構造と同様に複数個の各種凹部D1、D2、D3及び貫通孔D4が形成されているが、可動側型板13Aの外周面から内部中心部に掛けて後記するゲートカットパンチ用冷却装置50の一部構成要素の往路管512及び復路管(不図示)が敷設されている。
【0027】
前記メインシリンダ17A、可動側型板13A、可動側ミラー14の中央部分を貫通し、可動側金型10の中心軸Loに一致してゲートカットパンチ装置40とエジェクター装置の一部分であるエジェクタースリーブプレート21及びエジェクタープスリーブ25が装着されている。
【0028】
ゲートカットパンチ装置40は中心軸Loに一致した中心軸を備えた円柱状のパンチガイド42とこのゲートカットパンチ41の外周面に沿って摺動できる円筒状のゲートカットパンチ41、ガイドスリーブ43、パンチ用冷却回路53とから構成されている。
前記ゲートカットパンチ41は、中心部に貫通孔が開けられた円筒状のもので、その外径直径が比較的大きい円板状の基端部とこの基端部に連続して形成されている、内径が前記貫通孔と同一直径で、その外径の直径が被成形物であるディスクMのゲートカットパンチ部に相当する大きさの先端部とから構成された構造のものである。
前記パンチガイド42は、その直径が前記ゲートカットパンチ41の基端部の外径直径よりやや大きい円板状の基端部と、外径直径が前記ゲートカットパンチ41の内径よりやや小さい円柱状の先端部とから構成された構造のものである。
前記パンチ用冷却回路53はパンチガイド42の内部に、その長軸方向に沿って配管された往路管531と復路管532と、図6に示したような、パンチガイド42の先端部分に設けられている環状回路32Aとから構成されている。
このような構成のゲートカットパンチ装置40は次のようにメインシリンダ17A、可動側型板13A及び可動側ミラー14の中央部に組み込まれている。
【0029】
ゲートカットパンチ装置40を組み込む前に先立って、先ず、エジェクタースリーブ25をメインシリンダ17Aなどに組み込む必要がある。
このエジェクタープスリーブ25は前記可動側型板13Aの第3凹部D3及び貫通孔D4に中心軸Lo方向に摺動自在に装着されている。エジェクタープスリーブ25は円筒状のものであって、その全長にわたって内径の直径がゲートカットパンチ41の先端部の外径直径よりやや大きい貫通孔が開けられている。
また、このエジェクタープスリーブ25の基端部は第3凹部D3の直径よりやや小さい外径直径で、また、その先端部の外径直径は貫通孔D4の内径直径よりやや小さい寸法で形成されており、そして前記基端部のスリーブ側とは反対側の側面中心部には前記ゲートカットパンチ41の基端部が嵌まり込んで中心軸Lo方向に摺動自在に移動できる内径と深さの凹部が形成されている。
エジェクタープスリーブ25は、そのスリーブ部が貫通孔D4に挿入され、前記基端部が第3凹部D3に嵌め込んだ状態で装着されている。
【0030】
前記ゲートカットパンチ41は、その先端部を前記のように可動側型板13Aに組み込まれたエジェクタースリーブ25の基端部の凹部から貫通孔(中空部)の先端部に摺動自在に差し込み、ゲートカットパンチ41の基端部をそのエジェクタースリーブ25の前記凹部に摺動自在に嵌め込んだ状態で組み込まれている。そしてこのゲートカットパンチ24はメインシリンダ17Aの後方に配設されているゲートカットピストン23にガイドスリーブ43を通して連結され、射出成形用金型の油圧シリンダ(不図示)によって駆動される。
【0031】
更に、このゲートカットパンチ41の貫通孔(中空部)及びエジェクタースリーブプレート21の中央部開口にパンチガイド42が挿入されている。そして前記メインシリンダ17Aの他の側面中央部に形成された凹部にパンチガイド42の基端部が圧入されている。また、このパンチガイド42の基端部の可動側ミラー14側に前記ゲートカットパンチ41の基端部が隣接している。これらパンチガイド42の基端部とゲートカットパンチ41の基端部との隣接部分の外周面にはエジェクタースリーブプレート21が中心軸Lo方向に摺動できる構造で配設されている。
【0032】
前記エジェクタースリーブプレート21、エジェクタースリーブ25及びゲートカットパンチ41は、その非作動時には、常時、空気圧で矢印Yの方向に押圧されている。この時のゲートカットパンチ41とエジェクタープスリーブ25の先端面とは共に、可動側ミラー14のキャビティ面14Aと同一の面内に在る。
【0033】
本発明の射出成形用金型1Aにおけるゲートカットパンチ装置40には、従来技術の射出成形用金型1におけるゲートカットパンチ24に設けられているゲートカットパンチ用冷却装置30のパンチ用冷却回路32とは異なる冷却装置が形成されている。
即ち、本発明の射出成形用金型1Aの可動側金型10Aにおけるゲートカットパンチ用冷却装置50は、可動側型板13A部のパンチ用冷却回路51とメインシリンダ17A部のパンチ用冷却回路52とパンチガイド42部のパンチ用冷却回路53とから構成されている。
【0034】
前記可動側型板13A部のパンチ用冷却回路51は、可動側型板13Aの側面に取付けられている一対のプラグ511(図1には1個しか示されていない)と、これらのプラグ511の内の1個のプラグに接続され、可動側型板13Aの内部からメインシリンダ17A内に延長して穴明け加工で形成されている往路管512と、他のプラグに接続され、メインシリンダ17Aの内部から可動側型板13A内へ穴明け加工で形成されている復路管(不図示)とから構成されている。
前記メインシリンダ17A部のパンチ用冷却回路52は、前記往路管512に接続され、メインシリンダ17Aの中心部に向かって穴明け加工で形成されている往路管521とメインシリンダ17Aの中心部から外周部へ向かって穴明け加工され、そして前記可動側型板13Aの復路管に接続されている復路管522とから構成されている。
そして前記パンチガイド42部のパンチ用冷却回路53は、メインシリンダ17Aの中心部に形成された前記往路管521の端部からパンチガイド42の先端部まで延長して形成され、その先端部に形成されている円環状の配管(図6に示した環状回路32Aとほぼ同様のもの)に接続されている往路管531と、この前記円環状の配管の他端に接続され、そしてメインシリンダ17Aの中心部に位置する前記復路管522に接続された復路管532とから構成されている。
【0035】
前記一対のプラグ511には、図5に示した従来技術のゲートカットパンチ用冷却装置30に用いられた温度調節装置31から導出されている一対の冷却水ホース35が、それらのソケット34を用いて接続される。
このようにゲートカットパンチ用冷却装置50を構成することにより、温度調節された冷却水は温度調節装置31から各パンチ用冷却回路51(可動側型板13A部)の往路管512、パンチ用冷却回路52(メインシリンダ17A部)の往路管521、パンチ用冷却回路53(パンチガイド42部)の往路管531、パンチガイド42の先端部の環状の配管(不図示)、パンチ用冷却回路53の復路管532、パンチ用冷却回路52の復路管522、パンチ用冷却回路51(可動側型板13A部)の復路管、そして他のソケット34及び復路用の冷却水ホース35を介して前記温度調節装置31に還流する。
【0036】
次に、このような構成の射出成形用金型1Aを用いて被成形物であるディスクMを成形する場合の射出成形用金型1Aの動作を説明する。
先ず、図示していない射出成形機に射出成形用金型1Aを装着し、その油圧装置を作動させて、固定側金型2と可動側金型10Aとを締結する。そして射出ノズルを矢印X方向に移動させてスプルーブッシュ6のノズル当接面8に装着する。
そしてスプルーブッシュ6の冷却溝6A、固定側ミラー4の冷却溝4B、可動側ミラー14の冷却溝14Bに図示していない温度調節装置で、通常、70〜120°C程度の温度に設定された冷却水などを強制循環させ、スプルーブッシュ6、固定側ミラー4及び可動側ミラー14を冷却する。
【0037】
同様に前記ゲートカットパンチ24のパンチ用冷却回路32にも前記温度調節装置31から一方の冷却水ホース35、パンチ用冷却回路51の往路管512、パンチ用冷却回路52の往路管521、パンチ用冷却回路53の往路管531、ゲートカットパンチ41の先端部の環状管、パンチ用冷却回路53の復路管532、パンチ用冷却回路52の復路管522、パンチ用冷却回路51の復路管(不図示)、他方の冷却水ホース35を介して前記と同様の温度の冷却水などを流し、強制循環させてゲートカットパンチ41を冷却する。
【0038】
このように冷却された状態の固定側ミラー4、可動側ミラー14などで形成されたキャビティC内に加熱筒内の樹脂溜まりから供給される溶融樹脂を射出ノズルを経てスプルーブッシュ6の射出孔7から射出する。
スプルー部Sの溶融樹脂は冷却溝6Aで冷却されたスプルーブッシュ6で冷却され、キャビティC内に射出された溶融樹脂のディスクMの情報記録面を形成する溶融樹脂は冷却溝4B及び冷却溝14Bで冷却された固定側ミラー4及び可動側ミラー14で冷却され、そしてディスクMの中央部に相当するゲートカットパンチ部の溶融樹脂は主としてゲートカットパンチ用冷却装置50を循環する冷却水で冷却されるパンチガイド42及びゲートカットパンチ41で冷却される。
【0039】
キャビティC内への溶融樹脂の充填完了後、或る時間、例えば、0.2〜0.4秒程度の時間経過後、図2に示したように、射出成形機の油圧ロッド60を作動させて不図示のバネに抗して矢印X方向にピストン押し部材22、ゲートカットピストン23を押圧し、そしてその押圧力でガイドスリーブ43を介し、固定のパンチガイド42に沿ってゲートカットパンチ41を矢印X方向に押圧し、ディスクMの中央部分をカットしてスプルー部SをディスクMから切り離す。ゲートカットが終了し、ゲートカットパンチが戻り始めると、油圧ロッド60のの押圧が解除される。油圧ロッド60の押圧が解除されゲートカットパンチ24のディスクMの冷却が終了すると、可動側金型10が開いてディスクMを突き出す直前に後退位置に引き戻される。
【0040】
その後、所定の冷却時間経過後、矢印Y方向に射出成形用金型1Aの可動側金型10Aを固定側金型2から引き離して開き、開き切った時点で、図3に示したように、射出成形機の油圧装置を作動させて、コネクティングロッド19をエジェクタープレートガイド19Aで案内しながらエジェクタースリーブプレート21を、そしてエジェクタースリーブ25を矢印Xの方向に押圧し、その押圧力でエジェクタースリーブ25を矢印Xの方向に押圧する。エジェクタースリーブ25が可動側ミラー14のキャビティ面14Aから矢印X方向に突出することで、そのキャビティ面14Aに張り付いているディスクM及びスプルー部Sが突き出され、射出成形用金型1Aから取り出され、ディスクMの成形が完了する。
【0041】
以上の説明から明らかなように、本発明の射出成形用金型1Aのゲートカットパンチ装置40は可動のゲートカットパンチ41と固定のパンチガイド42に2分され、その固定のパンチガイド42にのみ冷却水ホース35が接続されていて、可動のゲートカットパンチ41には冷却水ホース35が接続されておらず、従って、ゲートカットパンチ41には冷却水ホース35による外力が加わることがないため、スプルー部Sの切り離しの時のゲートカットパンチ41の前進、後退の際に、ゲートカットパンチ41とエジェクタースリーブ25との間のクリアランスの範囲で一方に寄せられることなく動作することができる。
【0042】
【発明の効果】
以上の説明から明らかなように、本発明の射出成形用金型は、ディスクMなどの被成形物のスプルー部Sを切り離すためのゲートカットパンチの片当たりによるカジリ、作動不良などの発生を抑え、パンチの寿命を延ばすことができるとともに、金属粉の発生によるディスク表面に凸欠陥の発生を減少させることができる。
【図面の簡単な説明】
【図1】 本発明の実施形態の射出成形用金型の断面図である。
【図2】 図1に示した射出成形用金型のディスク成形時の一部断面図である。
【図3】 図1に示した射出成形用金型のディスク成形後の一部断面図である。
【図4】 従来技術の射出成形用金型の断面側面図である。
【図5】 図4に示した射出成形用金型に組み込まれている従来技術のゲートカットパンチ用冷却装置の側面図である。
【図6】 図5に示したゲートカットパンチ用冷却装置の内のゲートカットパンチ部分の正面図である。
【符号の説明】
1A…本発明の実施形態の射出成形用金型、2…固定側金型、3…固定部材、4…固定側ミラー、4A…固定側ミラー4のキャビティ面、5…固定側位置決めリング、6…スプルーブッシュ、7…射出孔、10A…可動側金型、11…可動側取付け板、12…断熱板、13…可動側型板、14…可動側ミラー、14A…可動側ミラー14のキャビティ面、15…可動側位置決めリング、16…外周リング、17A…メインシリンダ、18…エジェクタープレート、19…コネクティングロッド、20…空間、21…エジェクタースリーブプレート、22…ピストン押し部材、23…ゲートカットピストン、25…エジェクタースリーブ、31…温度調節装置、35…冷却水ホース、40…ゲートカットパンチ装置、41…ゲートカットパンチ、42…パンチガイド、43…ガイドスリーブ、50…ゲートカットパンチ用冷却装置、51,52,53…パンチ用冷却回路、512,521,531…往路管、522,532…復路管
Claims (1)
- 固定側金型と、該固定側金型側へ摺動自在に移動可能に組み込まれたゲートカットパンチを備えた可動側金型とから構成され、前記固定側金型と前記可動側金型とを締結した時に両者で形成されるキャビティ内に溶融樹脂を充填して被成形物を射出成形するための射出成形用金型において、
前記ゲートカットパンチを、同軸的にその長軸方向の中央部分を固定部として、そしてその長軸方向の外周部分を可動部として分割し、前記固定部分にゲートカットパンチ用冷却回路を設け、該ゲートカットパンチ用冷却回路に温度調節装置から導出されているホースを接続し、前記外周部分を可動させて被成形物のゲートカット部をパンチさせるように構成されていることを特徴とする射出成形用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35048797A JP3728901B2 (ja) | 1997-12-19 | 1997-12-19 | 射出成形用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35048797A JP3728901B2 (ja) | 1997-12-19 | 1997-12-19 | 射出成形用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11179771A JPH11179771A (ja) | 1999-07-06 |
| JP3728901B2 true JP3728901B2 (ja) | 2005-12-21 |
Family
ID=18410828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35048797A Expired - Fee Related JP3728901B2 (ja) | 1997-12-19 | 1997-12-19 | 射出成形用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3728901B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5160062B2 (ja) * | 2006-10-20 | 2013-03-13 | 株式会社精工技研 | ディスク成形用金型及び鏡面盤 |
| CN102490314A (zh) * | 2011-12-20 | 2012-06-13 | 江森自控(芜湖)汽车饰件有限公司 | 一种注塑机水管系统 |
| CN102490313B (zh) * | 2011-12-20 | 2014-06-25 | 江森自控(芜湖)汽车饰件有限公司 | 一种大型注塑机水管系统 |
| CN102431135A (zh) * | 2011-12-20 | 2012-05-02 | 江森自控(芜湖)汽车饰件有限公司 | 一种大型注塑机水路系统 |
-
1997
- 1997-12-19 JP JP35048797A patent/JP3728901B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11179771A (ja) | 1999-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH11227007A (ja) | 射出成形方法及び射出成形金型並びにバルブゲート装置 | |
| US20070031533A1 (en) | Injection molding method and injection mold | |
| KR100419127B1 (ko) | 디스크성형용 금형 | |
| JP3728901B2 (ja) | 射出成形用金型 | |
| JP2003220634A (ja) | 成形用金型装置 | |
| JP4214587B2 (ja) | 環状成形品の射出成形方法並びに射出成形金型 | |
| US4405540A (en) | Hot sprue valve assembly for an injection molding machine | |
| JP4006558B2 (ja) | ダイカスト金型 | |
| JPH11314148A (ja) | ホットランナ金型装置を用いた金属材料の射出成形方法及びそのためのホットランナ金型装置 | |
| JP3005211B1 (ja) | 射出成形金型 | |
| JP3713707B2 (ja) | 成形用金型装置 | |
| JP3236841B2 (ja) | ディスク成形金型 | |
| JP2918144B2 (ja) | 射出成形用金型 | |
| JP2003220633A (ja) | 成形用金型装置 | |
| JPH1148294A (ja) | 孔付き製品の射出成形金型 | |
| JPH0232425Y2 (ja) | ||
| JP2003291178A (ja) | 成形用金型装置 | |
| JP3367626B2 (ja) | ゲートカット機構付き金型装置 | |
| JP2002046162A (ja) | ディスク成形用金型の冷却装置 | |
| JP3341334B2 (ja) | コールドランナー式射出成形金型 | |
| JPH06246799A (ja) | 射出成形金型装置 | |
| JP3345875B2 (ja) | ゲートカット駆動ユニット | |
| JP3905339B2 (ja) | ディスク成形用金型及びガイドリング | |
| JP2886379B2 (ja) | ディスク用射出成形金型およびディスクの製造方法 | |
| JPH0655586A (ja) | 射出成形金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050926 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091014 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |