JP3673488B2 - 積層紙 - Google Patents
積層紙 Download PDFInfo
- Publication number
- JP3673488B2 JP3673488B2 JP2001228376A JP2001228376A JP3673488B2 JP 3673488 B2 JP3673488 B2 JP 3673488B2 JP 2001228376 A JP2001228376 A JP 2001228376A JP 2001228376 A JP2001228376 A JP 2001228376A JP 3673488 B2 JP3673488 B2 JP 3673488B2
- Authority
- JP
- Japan
- Prior art keywords
- heat
- paper
- portions
- long
- laminated paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000004927 fusion Effects 0.000 claims description 169
- 238000007789 sealing Methods 0.000 claims description 53
- 230000037303 wrinkles Effects 0.000 claims description 15
- 230000008961 swelling Effects 0.000 claims description 6
- 230000000887 hydrating effect Effects 0.000 claims 1
- 239000004745 nonwoven fabric Substances 0.000 description 43
- 238000003825 pressing Methods 0.000 description 34
- 230000000694 effects Effects 0.000 description 25
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 19
- 238000004519 manufacturing process Methods 0.000 description 18
- 238000010521 absorption reaction Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 8
- 239000011295 pitch Substances 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 229920001169 thermoplastic Polymers 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 206010016322 Feeling abnormal Diseases 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images











Landscapes
- Body Washing Hand Wipes And Brushes (AREA)
- Sanitary Thin Papers (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は紙おしぼり、手拭き、体拭き、ペーパタオル等に使用可能な積層紙及びその製造装置に関し、特に、クレープ紙と熱融着性シートを積層して熱融着する積層紙に関するものである。
【0002】
【従来の技術】
従来の紙おしぼり等に使用可能な積層紙として、本発明者等の発明乃至考案に係る特公平4−24480号公報または実公平4−15116号公報に記載の技術がある。この技術では、クレープを有する吸湿紙と熱融着性シート(合成繊維を混抄した吸湿紙または不織布)とを積層して、吸湿紙のクレープと略直交する方向に延びるようヒートセット部乃至ヒートシール部を形成し、それらを熱融着して一体化している。この技術は、肌触りが良く、外観及び使用感にも優れた積層紙を提供することができ、また、積層紙のヒートシールを低温で行うことができ、加工が容易になり、製造コストを低減することができる。
【0003】
また、本発明者等は、上記のような優れた効果を有する従来の積層紙を更に改良したものとして、特開平11−232090号公報に記載の技術を開発した。この技術は、特に、クレープ紙及び熱融着性シートのヒートシール部の融着強度を大幅に向上し、かつ、全体のボリューム感を増大して外観を更に向上することができる。即ち、融着面積を少なくしても十分な融着強度を得ることができ、全体のボリューム感も増大することができる。
【0004】
【発明が解決しようとする課題】
本願の発明者は、上記のような優れた効果を有する従来の積層紙を更に改良し、特に、クレープ紙及び熱融着性シート間の融着強度を低下することなく、全体のボリューム感を格段に増大して外観を更に向上することができ、また、全体の風合いに独特の意匠的効果を与えることができる技術を確立した。
即ち、本発明は、十分な融着強度を得ることができ、また、吸水時に全体のボリューム感を増大することができると共に、全体の風合いに独特の意匠的効果を与えることができる積層紙の提供を課題とする。
【0005】
【課題を解決するための手段】
請求項1に係る積層紙は、一方向に延びる皺を有する少なくとも1枚のクレープ紙を、熱融着性シートに積層すると共に、熱融着部により前記クレープ紙及び前記熱融着性シートを部分的に熱融着してなる紙おしぼり等に使用される積層紙において、前記クレープ紙の皺の延びる方向と略直交する方向に略直線的に一定間隔で配置される多数の長点からなる破線状の熱融着部を、互いに略平行となるよう前記クレープ紙の皺の延びる方向に一定間隔を置いて複数配置すると共に、前記各熱融着部において隣接する長点間の非融着部の長さを各長点の長さより短く設定し、前記クレープ紙の皺の延びる方向に隣接する熱融着部において、一方の熱融着部の長点間の非融着部の長さ方向中間部が、他方の熱融着部の長点の長さ方向中間部と略一致するよう、前記複数の熱融着部を前記クレープ紙の皺の延びる方向に一定間隔を置いて配置して、前記熱融着部の長点の長さ方向の端部(一端部及び他端部)が、隣接する熱融着部の長点の長さ方向の端部(他端部及び一端部)と、前記クレープ紙の皺の延びる方向と直交する方向において所定長重複するようにし、これにより、前記クレープ紙の皺の延びる方向に応力が加わったときに、前記クレープ紙と前記熱融着性シートとが、隣接する熱融着部の長点の端部の重複部分により剥離することを阻止されるようにし、前記クレープ紙の含水による膨潤率を前記熱融着性シートの含水による膨潤率より大きくし、前記熱融着したクレープ紙及び熱融着性シートに含水することにより、一つおきの前記熱融着部の長点間の前記非融着部に対応する部分に、前記クレープ紙の皺より大きな多数の加工皺からなり、前記一つおきの熱融着部の長点間の間隔に対応する幅を有する第1の膨出部を形成すると共に、前記熱融着部の長点の長さ方向の端部と隣接する熱融着部の長点の長さ方向の端部との前記重複部分間に、前記クレープ紙の皺より大きく、かつ、前記第1の膨出部の加工皺より小さい多数の加工皺からなり、前記隣接する熱融着部の長点間の間隔に対応して前記第1の膨出部の幅の約半分の幅を有する第2の膨出部を形成するようにした。
【0006】
請求項2に係る積層紙は、請求項1の構成において、前記熱融着部の長点の長さを前記非融着部の長さの約2倍とし、記熱融着部の長点の長さ方向の一端部及び他端部と隣接する熱融着部の長点の長さ方向他端部及び一端部との前記重複部分の長さを前記長点の長さの約1/4とした。
【0007】
【0008】
【0009】
【0010】
【0011】
【0012】
【0013】
【0014】
【発明の実施の形態】
以下、本発明の実施の形態を説明する。なお、各実施の形態を通じ、同一の部材、要素または部分には同一の符号を付して、その説明を省略する。
【0015】
[実施の形態1]
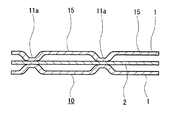
図1は本発明の実施の形態1に係る積層紙を示す平面図である。図2は本発明の実施の形態1に係る積層紙の要部を拡大して示す平面図である。図3は本発明の実施の形態1に係る積層紙を図2のA−A線で切断して示す要部断面図である。図4は本発明の実施の形態1に係る積層紙を図2のB−B線で切断して示す要部断面図である。
【0016】
実施の形態1の積層紙10は、一方向に延びる多数の(しぼ又はクレープとも呼ばれる)小皺を全面に有するクレープ紙を熱融着性シートに積層すると共に、熱融着部により前記クレープ紙及び前記熱融着性シートを部分的に熱融着してなるものである。即ち、図3及び図4に示すように、積層紙10は、一対のクレープ紙1の間に熱融着性シートとしての不織布2を挟んで積層している。不織布2としては、内部に融点の高い熱可塑性合成樹脂繊維(例えばポリプロピレン)を混入し、表面側に融点の低い熱可塑性合成樹脂繊維(例えばポリエステル)を混入したものを使用可能である。なお、図示は省略するが、前記クレープ紙1の小皺は、クレープ紙1本来の固有の皺として、積層紙10の全面にわたって多数存在する。このクレープ紙1の皺は、しぼ状となって積層紙10の幅方向(図1及び図2左右方向)に延びている。一方、図1及び図2に示すように、積層紙10の左右方向に所定間隔を置いて多数の熱融着部(第1の熱融着部11及び第2の熱融着部12)が配置されている。熱融着部11,12は、クレープ紙1及び不織布2を積層した状態で、対応部分を熱融着することにより形成される。即ち、熱融着部11,12は、不織布2に含まれる溶融合成繊維の熱融着作用または接着作用により、不織布2の厚さ方向両側にクレープ紙1を融着(接着)している。
【0017】
詳細には、実施の形態1の積層紙10は、第1の熱融着部11と第2の熱融着部12とを備える。そして、これら第1及び第2の熱融着部11,12を、一つずつ、互いに略平行となるよう、積層紙10の幅方向に一定間隔で交互に配置している。第1の熱融着部11と第2の熱融着部12とは、基本的に同一の構成である。即ち、第1の熱融着部11は、積層紙10の長さ方向(図1及び図2の上下方向)に延びる破線状をなす。第1の熱融着部11は、積層紙10の幅方向と略直交する方向に略直線的に一定間隔で配置される多数の長点11aより構成される。また、第1の熱融着部11において、隣接する長点11a間には、非融着部11bが形成されている。この非融着部11bにおいては、クレープ紙1と不織布2とは融着されず、互いに離間自在である。更に、各非融着部11bの長さは、各長点11aの長さより短く設定されている。
【0018】
一方、第2の熱融着部12は、第1の熱融着部11と同様、積層紙10の長さ方向に延びる破線状をなす。具体的には、第2の熱融着部12は、積層紙10の幅方向と略直交する方向に略直線的に一定間隔で配置される多数の長点12aより構成される。なお、第2の熱融着部12の長点12aは第1の熱融着部11の長点11aと同一寸法(幅及び長さ)である。また、第2の熱融着部12において、隣接する長点12a間には、前記非融着部11bと同様の非融着部12bが形成されている。なお、非融着部12bは前記非融着部11bと同一長さである。即ち、各非融着部12bの長さは、各長点12aの長さより短く設定されている。
【0019】
上記のように、第1及び第2の熱融着部11,12は、基本的に同一の構成であり、積層紙10の長さ方向における配置位置が異なるのみである。即ち、第2の熱融着部12は、第1の熱融着部11に対して積層紙10の長さ方向に位置をずらして配置される。具体的には、積層紙10の幅方向に隣接する第1及び第2の熱融着部11,12において、一方の熱融着部11,12の長点11a,12a間の非融着部11b,12bの長さ方向中間部が、他方の熱融着部12,11の長点12a,11aの長さ方向中間部と略一致するよう、多数の第1及び第2の熱融着部11,12が積層紙10の幅方向に配置される。
【0020】
ここで、図2に示すように、熱融着部11,12の長点11a,12aの長さをL1とし、非融着部11b、12bの長さをL2とすると、上記のように、L1>L2である。また、隣接する第1及び第2の熱融着部11,12において、一方の非融着部11b,12bの長さ方向中間部(L2の中点)が、他方の長点11a,12aの長さ方向中間部(L1の中点)と略一致する。よって、隣接する第1及び第2の熱融着部11,12の長点11a,12aは、互いに、その長さ方向両端部が積層紙10の長さ方向に長さL3だけ重複することになる。例えば、図2中、第2の熱融着部12を中心に考えると、第2の熱融着部12とその右隣または左隣に位置する第1の熱融着部11との位置関係では、(例えば上から3番目の)長点12aの上端部と(上から2番目の)長点12aの下端部とが重複すると共に、(上から3番目の)長点12aの下端部と(上から2番目の)長点11aの上端部とが重複する。第1の熱融着部11を中心に考えた場合でも、同様に、第1の熱融着部11とその右隣または左隣に位置する第2の熱融着部12との位置関係では、(特定の)長点11aの上端部と(特定の)長点12aの下端部とが重複すると共に、(前記特定の)長点11aの下端部と(前記特定の長点12aの一つ下の)長点12aの上端部とが重複する。
【0021】
(第2の熱融着部12を間に挟んで)隣接する第1の熱融着部11の間には、それぞれ、第1の膨出部15が形成されている。第1の膨出部15は、隣接する第1の熱融着部11間の距離と同一長さの多数の大きな加工皺からなり、積層紙10の厚さ方向両側に大きく膨出している。また、第1の膨出部15は、隣接する第1の熱融着部11の間に位置する第2の熱融着部12の長点12a間の距離と略同一幅で、一方の第1の熱融着部11から他方の第1の熱融着部11まで、積層紙10の幅方向に延びている。第1の膨出部15の加工皺は、クレープ1の本来の小皺(クレープ)よりかなり大きな皺であり、概念的には、その加工皺の表面にクレープ1の本来の小皺が多数配置されるという態様となる。(第1の熱融着部11を間に挟んで)隣接する第2の熱融着部12の間にも、それぞれ、前記第1の膨出部15が形成されている。即ち、第1の膨出部15は、隣接する第2の熱融着部12の間に位置する第1の熱融着部11の長点11a間の距離と略同一幅で、一方の第2の熱融着部12から他方の第2の熱融着部12まで、積層紙10の幅方向に延びている。この第1の膨出部15も、積層紙10の厚さ方向
両側に大きく膨出している。
【0022】
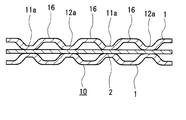
一方、隣接する第1及び第2の熱融着部11,12の長点11a,12aの長さ方向両端部(重複部分)間には、それぞれ、第2の膨出部16が形成されている。即ち、上記長点11a,12aの重複部分の説明で述べたように、第1の熱融着部11を中心に考えると、各長点11aの左右において、長点11aの上端部と長点12aの下端部との間、及び、長点11aの下端部と長点12aの上端部との間には、それぞれ、第2の膨出部16が形成されている。第2の膨出部16は、隣接する第1及び第2の熱融着部11,12間の距離と同一長さの多数の中程度の加工皺からなり、積層紙10の厚さ方向両側に中程度(前記第1の膨出部15の加工皺とクレープ紙1の小皺の中間程度)に膨出している。また、第2の膨出部15は、隣接する第1及び第2の熱融着部11,12の長点11a,12aの長さ方向両端部(重複部分)間の距離と略同一幅で、第1及び第2の熱融着部11,12の一方から他方まで、積層紙10の幅方向に延びている。第2の膨出部16の加工皺は、クレープ1の本来の小皺(クレープ)より大きな皺であり、概念的には、前記第1の膨出部15の加工皺とクレープ紙1の小皺の中間程度の皺である。即ち、第2の膨出部16は第1の膨出部15の2倍程度の密度の加工皺を有する。また、第2の膨出部16は、第1の膨出部15の場合より少ないものの、その加工皺の表面にクレープ1の本来の小皺が多数配置されるという態様となる。更に、第2の膨出部16の膨出度合いは、前記第1の膨出部15の膨出度合いの中間程度となる。なお、図1では、クレープ紙1本来の小皺は図示していないが、多数の小皺が積層紙10の全面にわたって略左右方向に多数延びている。
【0023】
積層紙10を断面で見ると、図2のA−A線断面図である図3に示すように、第1の膨出部15は、第2の熱融着部12を挟んで左右(積層紙10の幅方向)に対向(隣接)する左右一対の第1の熱融着部11により形成されている。また、図2のB−B線断面図である図4に示すように、第2の膨出部16は、左右に対向する第1及び第2の熱融着部11,12により形成されている。そして、第2の膨出部16のピッチ(配置間隔)は、第1の膨出部15のピッチの約2倍となっている。なお、第2の膨出部16の膨出度合いは、クレープ紙1本来の小皺の膨出度合いよりかなり大きくなるものの、通常、第1の膨出部15の膨出度合いよりは小さくなる。
【0024】
実施の形態1では、積層紙10の表面側及び裏面側、即ち、不織布2の両側のクレープ紙1には、その全面にわたって、第1の膨出部15が上下及び左右方向に交互に配置される。また、上下方向において、第2の膨出部16が第1の膨出部の間にそれぞれ配置される。これら第1の膨出部15と第2の膨出部16とは、独特の一定パターンで積層紙10の表面側及び裏面側に存在し、それらの外方に膨出してボリューム感を発揮し、独特の風合いを呈する。このとき、各第1の膨出部15は各第2の膨出部16より広面積であり、積層紙10の面積の主要な部分を第1の膨出部15が占めている。なお、実施の形態1では、前記熱融着部11,12の長点11a,12aの長さL1は、非融着部11b,12bの長さL2の2倍程度とすることが好ましい。こうすれば、第1及び第2の膨出部15,16の膨出度合い及び積層紙10全体のボリューム感を損なうことなく、不織布2とクレープ紙1との間で十分な融着強度を得ることができる。
【0025】
上記のように構成した積層紙10は、クレープ紙1と不織布2を積層融着した段階では、2枚のクレープ紙1と1枚の不織布2の厚みの略合計の厚みであり、その表面にクレープ紙1本来の小皺のみが存在する。しかし、積層紙10は、乾燥状態から、例えば、紙おしぼり等に加工するために適度の水分を含浸させることにより、前記第1の膨出部15が第1及び第2の熱融着部11,12のそれぞれの長点11a,12a間に形成されると共に、第2の膨出部16が第1及び第2の膨出部11,12の端部間に形成される。これは、クレープ紙1の膨潤率が不織布2の膨潤率より大きいため、不織布2の吸水による膨張度合いに比べて、クレープ紙1が吸水により積層紙10の厚さ方向により大きな度合いで膨張する一方、第1及び第2の熱融着部11,12により、その長さ方向におけるクレープ紙1と不織布2との間のずれが抑制され、それらの間にたるみが生じるためである。更に、熱融着部11,12の長点11a,12a部分では第1及び第2の膨出部15,16の膨張が規制されるため、第1及び第2の膨出部15,16には積層紙10の略左右方向に延びる加工皺が上下方向に略均等な間隔を置いて多数形成される。このとき、広い面積の長点11a間及び長点12a間では、そのたるみが非常に大きくなり、大きな加工皺からなる第1の膨出部15が形成される。また、これに比べると小さな面積の長点11a及び長点12aの端部間では、第1の膨出部15の場合よりはそのたるみが小さくなり、中程度の加工皺からなる第2の膨出部16が形成される。
【0026】
これにより、実施の形態1の積層紙10を、例えば、紙おしぼりの原紙として使用し、これに水分を含有させると、包装時及び使用時共に、全体のボリューム感が大幅に増大する。特に、いわゆる観音折りの紙おしぼりとしたときには一層ボリューム感が増大する。なお、第1及び第2の膨出部15,16の加工皺は、含水した積層紙10を再度乾燥しても残ったままとなり、積層紙10全体のボリューム感は維持される。よって、実施の形態1の積層紙10は、安価な材料を使用して安価に製造される紙おしぼりに具体化した場合でも、第1及び第2の膨出部15,16により、布おしぼりに近いボリューム感及び良好な肌触りを提供することができ、ソフト感及び高級感も付与することができる。更に、第1及び第2の膨出部15,16により十分な保水性を維持することができる。加えて、紙おしぼり特有の効果である清潔性も確保できる。
【0027】
特に、第1及び第2の熱融着部11,12を破線状としたため、それらの配置ピッチを超えて幅広な第1の膨出部15を形成することができる。即ち、熱融着部を直線等の連続線状とした場合、それらの間に形成される膨出部の幅は、当然ながら、積層紙10の幅方向における熱融着部の配置間隔(配置ピッチ)と略同一となり、その配置間隔より大きな幅の熱融着部を得ることはできない。しかし、実施の形態1では、第1及び第2の熱融着部11,12を多数の長点11a,12aより構成し、長点11a,12aの間に非融着部11b,12bを設けたため、膨出部の幅が熱融着部の配置間隔により制限されることがない。その結果、上記のように、(第1及び第2の熱融着部11,12の配置間隔より)幅広の第1の膨出部15を形成することができる。そして、かかる幅広の第1の膨出部15により、吸水後の積層紙10に十分大きなボリューム感を付与することができると共に、独特の意匠的効果を付与することができる。更に、第1及び第2の熱融着部11,12の熱融着部となる長点11a,12aの長さL1を、非融着部11b,12bの長さL2より長くしたため、上記のような効果を損なうことなく、不織布2とクレープ紙1との融着強度を十分に確保することができる。その結果、クレープ紙1と不織布2間の剥離を確実に防止でき、製品不良をなくすことができる。
【0028】
更に、第1の熱融着部11と第2の熱融着部12とを、積層紙10の長さ方向に所定量だけ位置をずらして(一つずつ)交互に配置したため、第1の膨出部15の幅は第1及び第2の熱融着部11,12の配置ピッチで2ピッチ分の幅となる。これにより、積層紙10の吸水後に発生する第1の膨出部15の幅を、最終的に必要とされるボリューム感及び意匠的効果等を考慮して、最適な幅に設定することができる。加えて、上記のように、L1>L2とし、第1の熱融着部11の端部と第2の熱融着部12の端部とが長さL3だけ重複するようにしたため、その重複部分に第2の膨出部16を形成することができ、吸水後の積層紙10の意匠に対して更に独特な雰囲気を提供することができる。即ち、実施の形態1の積層紙10は、吸水後に種類(位置、面積、加工皺の大きさ、膨出度合い、風合い等)の異なる第1及び第2の膨出部15,16を形成することができる。よって、吸水後の積層紙10は、ボリューム感が上下方向に交互に変化し、独特の意匠的効果を有し、かつ、使用者に特有の肌触り感を与えることもできる。更に、第1の熱融着部11と第2の熱融着部12との間の前記重複部分(長さL3)により、積層紙10の全面においてクレープ紙1と不織布2との接着面積(接着長さ)が増加し、それらの間の接着強度が増大する。また、かかる重複部分がない場合、積層紙10の幅方向に応力が加わったときに、クレープ紙1と不織布2とが、第1の熱融着部11の端部と第2の熱融着部12の端部との間の部分(重複部分に対応する部分)で剥離する可能性がある。しかし、本実施の形態によれば、前記重複部分が、積層紙10において第1の熱融着部11の端部と第2の熱融着部12の端部との間の部分を、長さL3で接着するため、かかる可能性を有効に防止することができる。
【0029】
次に、実施の形態1に係る積層紙10の製造装置について説明する。
実施の形態1の積層紙の製造装置は、本発明者等の発明に係る特開平11−232090号公報に記載の積層紙の製造装置と同様の構成とすることができる。図示はしないが、この積層紙の製造装置は、上下に並設した3個の支持ローラに、それぞれ、一方のロール巻きクレープ紙、ロール巻き不織布及び他方のロール巻きクレープ紙を回転供給自在に支持する。また、一方のロール巻きクレープ紙、ロール巻き不織布及び他方のロール巻きクレープ紙から引き出された一方のクレープ紙1、不織布2及び他方クレープ紙1は、それぞれ、積層した状態で、1個または複数個の(前段の)案内ローラにより折り返され、第1及び第2のヒートシールローラ20,30間に案内及び導入される。
【0030】
そして、これら第1及び第2のヒートシールローラ20,30間で、積層状態のクレープ紙1及び不織布2が熱融着され、第1及び第2の熱融着部11,12を有する積層紙10が形成される。第1及び第2のヒートシールローラ30,40から導出された長尺状の(切断前の原紙としての)積層紙10は、1個または複数個の(後段の)案内ローラにより折り返され、巻取りローラに案内される。巻取りローラは、積層紙10を巻き取って、ロール巻き積層紙とする。このロール巻き積層紙は、巻取りローラ55から取り外し、紙おしぼり等の原紙として使用される。なお、後段の案内ローラと巻取りローラとの間には、スリッタが配置され、積層紙10を幅方向に複数に切断し、所定幅の積層紙10を複数並設して巻取りローラに巻き取るようになっている。
【0031】
次に、第1及び第2のヒートシールローラ20,30について詳細に説明する。図5は本発明の実施の形態1に係る積層紙の製造装置のヒートシールローラを概略的に示す平面図である。図6は本発明の実施の形態1に係る積層紙の製造装置のヒートシールローラのヒートシール部のヒートシール面を概略的に示す断面図である。
【0032】
図5は第1及び第2のヒートシールローラ20,30を上面側から見た状態を示し、第1及び第2のヒートシールローラ20,30は、軸心が互いに平行となるよう、積層紙10の供給方向の前後に並設して対向配置されている。第1のヒートシールローラ20は、所定径の円筒状に形成され、その周面に多数のリング状の突状をなすヒートシール部21をストライプ状に配置している。図5に示すように、各ヒートシール部21は、第1のヒートシールローラ20の周方向に直線的に延びる平坦なヒートシール面21aを有している。かかるヒートシール部21が、第1のヒートシールローラ20の軸心方向に所定間隔で多数ストライプ状に配置される。また、第2のヒートシールローラ30は、第1のヒートシールローラ20と同一径の円筒状に形成され、その周面に多数の破線リング状の突状をなすヒートシール部31をストライプ状に配置している。ヒートシール部31は、第2のヒートシールローラ30の軸心方向に前記第1のヒートシールローラ20のヒートシール部21と同一間隔で多数配置される。また、実施の形態1では、第1のヒートシールローラ20のヒートシール部21と第2のヒートシールローラ30のヒートシール部31は同一幅の突状に形成される。
【0033】
前記第2のヒートシールローラ30のヒートシール部31,32は、図1に示す積層紙10の第1及び第2の熱融着部11,12と同一パターンの破線状に形成される。即ち、ヒートシール部31,32は、第1のヒートシール部31と第2のヒートシール部32とを備える。そして、これら第1及び第2のヒートシール部31,32を、一つずつ、互いに略平行となるよう、第2のヒートシールローラ30の外周面において軸心方向に一定間隔で交互に配置している。第1のヒートシール部31と第2のヒートシール部32とは、基本的に同一の構成である。即ち、第1のヒートシール部31は、第2のヒートシールローラ30の円周方向(図5の上下方向)に延びる破線状をなす。第1のヒートシール部31は、第2のヒートシールローラ30の円周方向に略直線的に一定間隔で配置される多数の長点状の押圧突起31aより構成される。また、第1のヒートシール部31において、隣接する押圧突起31a間には、非押圧部31bが形成されている。この非押圧部31bにおいては、クレープ紙1と不織布2とは熱融着されない。更に、各非押圧部31bの長さは、各押圧突起31aの長さより短く設定されている。
【0034】
一方、第2のヒートシール部32は、第1のヒートシール部31と同様、第2のヒートシールローラ30の長さ方向に延びる破線状をなす。具体的には、第2のヒートシール部32は、第2のヒートシールローラ30の円周方向に略直線的に一定間隔で配置される多数の長点状の押圧突起32aより構成される。なお、第2のヒートシール部32の押圧突起32aは第1のヒートシール部31の押圧突起31aと同一寸法(幅及び長さ)である。また、第2のヒートシール部32において、隣接する押圧突起32a間には、前記非押圧部31bと同様の非押圧部32bが形成されている。なお、非押圧部32bは前記非押圧部31bと同一長さである。即ち、各非押圧部32bの長さは、各押圧突起32aの長さより短く設定されている。前記各押圧突起31a,32aは、第2のヒートシールローラ30の円周方向に延びる平坦なヒートシール面31c,32cを有している。
【0035】
上記のように、第1及び第2のヒートシール部31,32は、基本的に同一の構成であり、第2のヒートシールローラ30の円周方向における配置位置が異なるのみである。即ち、第2のヒートシール部32は、第1のヒートシール部31に対して第2のヒートシールローラ30の円周方向に位置をずらして配置される。具体的には、第2のヒートシールローラ30の軸心方向に隣接する第1及び第2のヒートシール部31,32において、一方のヒートシール部31,32の押圧突起31a,32a間の非押圧部31b,32bの長さ方向中間部が、他方のヒートシール部32,31の押圧突起32a,31aの長さ方向中間部と略一致するよう、多数の第1及び第2のヒートシール部31,32が第2のヒートシールローラ30の軸心方向に配置される。なお、第1及び第2のヒートシール部31,32の配置間隔(配置ピッチ)は、積層紙10の第1及び第2の熱融着部11,12の配置間隔と同一の値に設定される。また、第1及び第2のヒートシールローラ20,30の幅は、ロール巻き積層紙10の幅と略同一に設定される。よって、第1及び第2のヒートシールローラ20,30には、ロール巻き積層紙の幅に応じて、多数列のヒートシール部21,31,32が形成され、(複数の切断後の)積層紙10の第1及び第2の熱融着部11,12を同時に熱融着できるようになっている。
【0036】
ここで、図2に示す積層紙10の場合と同様、第1及び第2のヒートシール部31,32の押圧突起31a,32aの長さ(L1)は、非押圧部31b、32bの長さ(L2)より大きい。また、隣接する第1及び第2のヒートシール部31,32において、一方の非押圧部31b,32bの長さ方向中間部が、他方の押圧突起31a,32aの長さ方向中間部と略一致する。よって、隣接する第1及び第2のヒートシール部31,32の押圧突起31a,32aは、互いに、その長さ方向両端部が第2のヒートシールローラ30の円周方向に(前記L3の長さだけ)重複することになる。したがって、クレープ紙1及び不織布2を加熱圧着して熱融着するときに、押圧突起31a,32a間の前記重複部分(長さL3)により、積層紙10の全面においてクレープ紙1と不織布2とを良好に熱融着することができる。例えば、かかる重複部分がない場合、押圧突起31a,32aのヒートシール面31c,32c間でクレープ紙1と不織布2とを加熱圧着するときに、第1及び第2のヒートシール部31,32の押圧突起31a,32aの端部間の部分(重複部分に対応する部分)において、ヒートシール面31c,32cがクレープ紙1及び不織布2を圧着しない部分が発生し、クレープ紙1または不織布2を長さ方向に引き伸ばすような応力が加わる可能性がある。この場合、クレープ紙1及び/または不織布2が弛んだり、接着不良が発生する可能性がある。しかし、本実施の形態によれば、前記押圧突起31a,32aの長さL3の重複部分により、積層紙10において押圧突起31a,32aの端部間の部分が、隙間なく(幅方向に見て非圧着部分が存在することなく)接着されるため、かかる可能性を有効に防止することができる。
【0037】
第1及び第2のヒートシールローラ20,30にはそれぞれ加熱手段(図示略)が内蔵され、それぞれのヒートシール部21,31,32を所定温度に加熱自在となっている。そして、図6に示すように、直線状のヒートシール部21のヒートシール面21aと、破線状のヒートシール部31,32の押圧突起31a,32aのヒートシール面31c,32cとの間で、3層のクレープ紙1と不織布2とを加熱圧着し、上記破線状に熱融着するようになっている。
【0038】
実施の形態1に係る積層紙の製造装置は、特に、第2のヒートシールローラ30のヒートシール部31,32を押圧突起31a,32aからなる破線状としたため、その加工が簡単で、かつ、その加工を短時間で行うことができる。即ち、通常、ヒートシールローラのヒートシール部の加工は切削装置を使用して行うが、切削装置の機構上、直線的な加工は非常に簡単である一方、直角以上の鋭角の折れ線上の突起または凹部等の加工は非常に困難であり、不可能ではないにせよ、多大な時間及び労力を必要とする。しかし、実施の形態1では、第2のヒートシールローラ30のヒートシール部31,32の加工は、全て直線的に行うことができる。その結果、通常の切削装置等を使用した場合でも、ヒートシールローラ30の製造が非常に容易となり、その製造時間及び製造コストを大幅に削減することができる。
【0039】
なお、第1及び第2のヒートシールローラ20,30は、上記のように同一直径とすることが好ましいが、異なる直径とすることもできる。また、第1及び第2のヒートシールローラ20,30は、上記のように積層紙10の供給方向の前後に並設して大綱は位置してもよく、或いは、上下に並設して対向配置してもよい。即ち、第1及び第2のヒートシールローラ20,30は、任意の位置関係で並設することができる。更に、第1のヒートシールローラ20のヒートシール部21を、第2のヒートシールローラ30の第1及び第2のヒートシール部31,32より若干幅広の突状に形成してもよい。また、第1のヒートシールローラ20のヒートシール部21を、第2のヒートシールローラ30のヒートシール部31,32と同様の破線状とすることもできる。しかし、この場合、ヒートシール部21の押圧突起とヒートシール部31,32の押圧突起31a,32aとが正確に一致するよう、第1及び第2のヒートシールローラ20,30を同期回転する構成(駆動装置、ギア装置、回転制御装置等)が必要となる。なお、実施の形態1に係る積層紙10の熱融着部11,12は、上記ヒートシールローラ20,30のヒートシール部21,31,32の平面形状(破線状)に対応した平面形状(破線状)となるが、実際には、吸水、乾燥等の諸条件により、正確に同一の平面形状が転写されない場合もある。
【0040】
次に、実施の形態1に係る積層紙10の製造方法を説明する。
【0041】
実施の形態1の積層紙の製造方法は、上記図5及び図6に示す積層紙の製造装置を使用して実施することができる。この場合、まず、運転開始に先立つ準備工程として、支持ローラからクレープ紙1及び不織布2を積層状態で引き出し、前段の案内ローラを介して第1及び第2のヒートシールローラ20,30間に導入する。このとき、クレープ紙1は、その小皺(クレープ)が第1及び第2のヒートシールローラ20,20のヒートシール部21,31,32と略直交する状態で導入される。そして、そのクレープ紙1及び不織布2を、後段の案内ローラを介して巻取りローラに導き、その先端を巻取りローラに固定する。次に、第1及び第2のヒートシールローラ20,30を加熱手段により、不織布2の熱可塑性樹脂繊維の融点温度以上に昇温加熱してその温度に保持し、巻取りローラを巻取り方向に回転する。すると、支持ローラのクレープ紙1及び不織布2が、3層の積層状態で移送され(積層工程)、前段の案内ローラを介して、第1及び第2のヒートシールローラ20,30により加熱されて、互いに熱融着される(熱融着工程)。この熱融着工程では、3層のクレープ紙1及び不織布2は、第1及び第2のヒートシールローラ20,30間で熱圧着され、積層紙10とされる。このとき、積層紙10には前記構成の第1及び第2の熱融着部11,12が形成される。
【0042】
[実施の形態2]
図7は本発明の実施の形態2に係る積層紙を示す平面図である。図8は本発明の実施の形態2に係る積層紙の要部を拡大して示す平面図である。
【0043】
実施の形態2に係る積層紙40は、図7及び図8に示すように、基本的に、実施の形態1に係る積層紙10とほぼ同様の構成であり、第1及び第2の熱融着部11,12に対応する第1及び第2の熱融着部41,42を備えている。第1及び第2の熱融着部41,42は、長点11a,12aに対応する長点41a,42aにより、それぞれ、破線状に構成される。長点41a,42a間には、非融着部11b,12bに対応する非融着部41b,42bが形成される。一方、実施の形態2の積層紙40では、非融着部41b,42bの長さは、長点41a,42aの長さと略同一に設定されている。即ち、図8に示すように、第1及び第2の熱融着部41,42の長点41a,42aの長さをL1とし、非融着部41b,42bの長さをL2とすると、L1=L2である。なお、実施の形態2でも、実施の形態1と同様、隣接する第1及び第2の熱融着部41,42において、一方の非融着部41b,42bの長さ方向中間部(L2の中点)が、他方の長点41a,42aの長さ方向中間部(L1の中点)と略一致する。よって、実施の形態2では、隣接する第1及び第2の熱融着部41,42の長点41a,42aは、その長さ方向両端が積層紙10の長さ方向に重複することはなく、一方の長点41a,42aが他方の長点42a,41a間の非融着部41b,42bと略一致した位置に配置される。
【0044】
これにより、実施の形態2でも、実施の形態1と同様、(第2の熱融着部42を間に挟んで)隣接する第1の熱融着部41の間には、それぞれ、第1の膨出部15に対応する第1の膨出部45が形成されている。(第1の熱融着部41を間に挟んで)隣接する第2の熱融着部42の間にも、それぞれ、前記第1の膨出部45が形成されている。即ち、第1の膨出部45は、隣接する第1または第2の熱融着部41,42の間に位置する第2または第1の熱融着部42,41の長点42a,41a間の距離と略同一幅で、一方の熱融着部41,42から他方の熱融着部42,41まで、積層紙40の幅方向に延びている。第1の膨出部45も、多数の大きな加工皺からなり、積層紙40の厚さ方向両側に大きく膨出している。一方、実施の形態2では、隣接する第1及び第2の熱融着部41,42の長点41a,42aの長さ方向両端部間には重複部分がないため、実施の形態1のような第2の膨出部16は形成されていない。
【0045】
即ち、実施の形態2では、積層紙40の表面側及び裏面側には、その全面にわたって、第1の膨出部45が上下及び左右方向に交互に配置される。この第1の膨出部45は、独特の一定パターンで積層紙40の表面側及び裏面側に存在し、それらの外方に膨出してボリューム感を発揮し、独特の風合いを呈する。なお、実施の形態2では、前記熱融着部41,42の長点41a,42aの長さL1は、非融着部41b,42bの長さL2と略同一であるが、この程度であれば、不織布2とクレープ紙1との間で十分な融着強度を得ることができる。
【0046】
上記のように構成した積層紙40は、実施の形態1と同様、水分を含浸させることにより、前記第1の膨出部45が第1及び第2の熱融着部41,42のそれぞれの長点41a,42a間に形成される。これにより、実施の形態2の積層紙40は、紙おしぼり等の原紙として使用することができ、実施の形態1の積層紙10と同様の効果を発揮することができる。特に、第1及び第2の熱融着部41,42の長点41a,42aの長さL1を、非融着部41b,42bの長さL2と略同一としたため、上記のような効果を損なうことなく、不織布2とクレープ紙1との融着強度を十分に確保すると共に、第1の膨出部45の膨出度合い及び積層紙10全体のボリューム感を、より大きなものとすることできる。更に、実施の形態1と異なる独特の風合い及び雰囲気(意匠的効果)を呈することができる。
【0047】
[実施の形態3]
図9は本発明の実施の形態3に係る積層紙を示す平面図である。図10は本発明の実施の形態3に係る積層紙の要部を拡大して示す平面図である。
【0048】
実施の形態3に係る積層紙50は、図9及び図10に示すように、実施の形態1に係る積層紙10と異なり、熱融着部として、第1及び第2の熱融着部11,12の一方に対応する1種類の熱融着部51のみ備えている。熱融着部51は、長点11a(または長点12a)に対応する長点51aにより破線状に構成される。長点51a間には、非融着部11b(または非融着部12b)に対応する非融着部51bが形成される。更に、実施の形態1と異なり、この熱融着部51は、積層紙50の長さ方向に位置をずらすことなく、同一位置に配置されている。一方、実施の形態3の積層紙50では、非融着部51bの長さは、長点51aの長さより短く設定されている。即ち、図10に示すように、熱融着部51の長点51aの長さをL1とし、非融着部51bの長さをL2とすると、L1>L2である。
【0049】
これにより、実施の形態3では、積層紙50の長さ方向において、熱融着部51の長点51a間には、それぞれ、実施の形態1の第1の膨出部15に対応する第1の膨出部55が形成されている。ここで、第1の膨出部55は、積層紙50の幅方向の全体にわたって延びている。この第1の膨出部55も、多数の大きな加工皺からなり、積層紙50の厚さ方向両側に大きく膨出している。また、積層紙50の幅方向において、熱融着部51の長点51a間には、それぞれ、実施の形態1の第2の膨出部16に対応する第2の膨出部56が形成されている。なお、実施の形態3では、実施の形態1と同様、熱融着部51の長点51aの長さは非融着部51bの長さより長く、第1の膨出部55の幅は、第2の膨出部56の幅より小さくなる。即ち、実施の形態3では、積層紙50の表面側及び裏面側には、その全面にわたって、第1の膨出部55及び第2の膨出部56が上下方向に交互に配置される。これら第1及び第2の膨出部55,56は、独特の一定パターンで積層紙50の表面側及び裏面側に存在し、それらの外方に膨出してボリューム感を発揮し、独特の風合いを呈する。
【0050】
上記のように構成した積層紙50は、実施の形態1と同様、水分を含浸させることにより、前記第1の膨出部55が、積層紙50の長さ方向における熱融着部51の長点51a間に形成される。また、第2の膨出部56が、積層紙50の幅方向における熱融着部51の長点51a間に形成される。これにより、実施の形態3の積層紙50は、紙おしぼり等の原紙として使用することができ、実施の形態1の積層紙10と同様の効果を発揮することができる。特に、1種類の熱融着部51を積層紙50の長さ方向における同一位置に配置したため、第1の膨出部55の膨出度合い及び積層紙50全体のボリューム感を、より大きなものとすることできる。更に、実施の形態1と異なる独特の風合い及び雰囲気(意匠的効果)を呈することができる。
【0051】
[実施の形態4]
図11は本発明の実施の形態4に係る積層紙を示す平面図である。
実施の形態4に係る積層紙60は、図11に示すように、実施の形態3に係る積層紙50と同様、熱融着部として、1種類の熱融着部61のみ備えている。この熱融着部61は、実施の形態2の第1及び第2の熱融着部41,42の一方に対応し、長点41a(または長点42a)に対応する長点61aにより破線状に構成される。長点61a間には、非融着部41b(または非融着部42b)に対応する非融着部61bが形成される。更に、実施の形態3と同様、この熱融着部61は、積層紙60の長さ方向に位置をずらすことなく、同一位置に配置されている。一方、実施の形態4の積層紙60では、非融着部61bの長さは、長点61aの長さと略同一に設定されている。
【0052】
これにより、実施の形態4では、実施の形態3と同様、積層紙60の長さ方向において、熱融着部61の長点61a間には、それぞれ、実施の形態3の第1の膨出部55に対応する第1の膨出部(図示略)が形成されている。第1の膨出部は、実施の形態3の第1の膨出部55と同様、積層紙60の幅方向の全体にわたって延びている。この第1の膨出部も、多数の大きな加工皺からなり、積層紙60の厚さ方向両側に大きく膨出している。また、積層紙60の幅方向において、熱融着部61の長点61a間には、それぞれ、実施の形態3の第2の膨出部56に対応する第2の膨出部(図示略)が形成されている。なお、実施の形態4では、実施の形態2と同様、熱融着部61の長点61aの長さは非融着部61bの長さと略同一であり、第1の膨出部の幅は、第2の膨出部の幅と略同一である。即ち、実施の形態4では、積層紙60の表面側及び裏面側には、その全面にわたって、第1の膨出部及び第2の膨出部が上下方向に交互に配置される。これら第1及び第2の膨出部は、独特の一定パターンで積層紙60の表面側及び裏面側に存在し、それらの外方に膨出してボリューム感を発揮し、独特の風合いを呈する。
【0053】
上記のように構成した積層紙60は、実施の形態1と同様、水分を含浸させることにより、前記第1の膨出部が、積層紙60の長さ方向における熱融着部61の長点61a間に形成される。また、第2の膨出部が、積層紙60の幅方向における熱融着部61の長点61a間に形成される。これにより、実施の形態4の積層紙60は、紙おしぼり等の原紙として使用することができ、実施の形態1の積層紙10と同様の効果を発揮することができる。特に、1種類の熱融着部61を積層紙60の長さ方向における同一位置に配置したため、第1の膨出部の膨出度合い及び積層紙60全体のボリューム感を、より大きなものとすることできる。更に、実施の形態1と異なる独特の風合い及び雰囲気(意匠的効果)を呈することができる。
【0054】
[実施の形態5]
本発明は、上記各実施の形態以外にも、以下に示すように、発明の要旨の範囲内で、種々の態様で実施することができ、各態様に応じて、独特の風合い、雰囲気(意匠的効果)等を発揮することができる。図12は本発明の実施の形態5に係る積層紙を示す平面図である。
図12に示すように、実施の形態5に係る積層紙70は、実施の形態1に係る積層紙10とほぼ同様の構成である。即ち、第1の熱融着部11の長点11aの長さL1と非融着部11bの長さL2とは、L1>L2の関係にある。一方、実施の形態5に係る積層紙70は、第2の熱融着部12の長点12に対応する長点12Aの長さL4を、第1の熱融着部11の長点11a間の非融着部11bの長さL2と略同一に設定している(L2=L4)。これにより、積層紙70の幅方向において、第1の熱融着部11の長点11a間には、前記第1の膨出部15より幅広の第1の膨出部15Aが形成される。また、積層紙70の幅方向において、第2の熱融着部12の長点12A間には、前記第1の膨出部15よりも幅狭の第1の膨出部15Bが形成される。これら第1及び第2の膨出部15,16は、前記第1の膨出部15と同様の大きな加工皺からなる。なお、前記第2の膨出部16と同様の膨出部は形成されない。
【0055】
[実施の形態6]
図13は本発明の実施の形態6に係る積層紙を示す平面図である。
図13に示すように、実施の形態6に係る積層紙80は、実施の形態1に係る積層紙10の第1の熱融着部11間に、それぞれ、第2の熱融着部82を配置している。第2の熱融着部82は、多数の長点82aからなる破線状に形成されている。各長点82aは、長点11aより短い長さであり、積層紙80の幅方向における第1の熱融着部11の長点11a間と、非融着部11b間とにそれぞれ配置されている。好ましくは、各長点82aは、第1の熱融着部11の長点11a間における長さ方向略中央位置と、非融着部11b間における長さ方向略中央位置とにそれぞれ配置する。なお、第1の熱融着部11の長点11aの長さL1と非融着部11bの長さL2とは、L1>L2の関係にある。一方、実施の形態6に係る積層紙80は、長点82aの長さL4を、非融着部11bの長さL2より短く設定している(L4<L2)。
【0056】
これにより、積層紙80の幅方向において、第1の熱融着部11の長点11aの上端部及び下端部間には、それぞれ、前記第1の膨出部15より幅狭の第1の膨出部15Aが形成される。また、積層紙80の幅方向において、第2の熱融着部82の長点82a間には、前記第1の膨出部15より幅狭の第1の膨出部15Bが形成される。これら第1及び第2の膨出部15,16は、前記第1の膨出部15と同様の大きな加工皺からなる。更に、積層紙80の長さ方向において、長点11aと(非融着部11b間の)長点82aとの間には、第2の膨出部15Cが形成される。第2の膨出部15Cは、実施の形態3または4の第1の膨出部55,56と同様、大きな加工皺からなり、積層紙80の幅方向全体に延びている。加えて、積層紙80の幅方向において、第1の熱融着部11の長点11aと第2の熱融着部82の長点82aとの間には、前記第2の膨出部16と同様の加工皺からなる幅広の第3の膨出部15Dが形成される。なお、実施の形態6において、実施の形態2と同様、第1の熱融着部11の長点11aの長さL1と非融着部11bの長さL2とをL1=L2の関係とし、長点82aの長さL4を非融着部11bの長さL2より小さく設定することもできる(L2>L4)。或いは、実施の形態2と同様、第1の熱融着部11の長点11aの長さL1と非融着部11bの長さL2とをL1=L2の関係とし、長点82aの長さL4を非融着部11bの長さL2と略同一に設定することもできる(L2=L4)。この場合、前記第3の膨出部15Dは形成されない。
【0057】
ところで、上記各実施の形態では、第1の熱融着部と第2の熱融着部とを、積層紙の幅方向に一つずつ交互に配置しているが、上記いずれかの第1の熱融着部及び第2の熱融着部を、任意の複数個ずつ、積層紙の幅方向に交互に配置することもできる。或いは、左右一対の第1の熱融着部間に、任意の複数個の第2の熱融着部を配置することもできる。或いは、逆に、左右一対の第2の熱融着部間に、任意の複数個の第1の熱融着部を配置することもできる。これらの場合、第1及び第2の熱融着部の配置態様に応じた独特の意匠的効果を発揮することができる。
【0058】
また、上記各実施の形態では、熱可塑性シートとして不織布2を使用しているが、不織布2の代わりに、接着剤となる熱可塑性の合成樹脂繊維を混抄したクレープ紙等を使用してもよい。また、上記各実施の形態では、一対のクレープ紙1の間に不織布2を挟んで積層し熱融着した3層構造の積層紙としているが、1枚のクレープ紙1に、熱融着性シートとしての熱可塑性樹脂を混抄したクレープ紙を積層して熱融着した2層構造の積層紙としてもよい。また、上記実施の形態2以降の積層紙は、実施の形態1と同様の積層紙の製造装置により製造することができる。この場合、第2のヒートシールローラのヒートシール部の配置パターンを、該当する実施の形態の積層紙の熱融着部の配置パターンと同一のパターンとする。また、本発明の積層紙は、上記実施の形態1の積層紙の製造装置と異なる構成の装置により製造することも可能である。
【0059】
なお、本明細書中では、熱融着部の「長点」とは、ダッシュ状をなす「長い点」を意味するものとして使用し、「短い点」であるドット状をなす短点と対比する概念として使用している。即ち、本発明では、発明の趣旨の範囲内で長点と把握できる限りにおいて、長点の形状及び寸法を特定のものに限定していない。
【0060】
【発明の効果】
請求項1の積層紙は、前記熱融着部により積層状態のクレープ紙と熱融着性シートとの融着を強固に行うことができる。このとき、熱融着部が破線状をなすため、クレープ紙の皺の延びる方向に隣接する熱融着部の(前記皺の延びる方向と直交する方向における)位置関係に応じて、多種多様な意匠的効果を提供することができる。また、吸水時には、熱融着部の位置関係に応じて、熱融着部間に膨張部が形成され、その膨張部により積層紙全体のボリュームが増大すると共に、独特の意匠的効果が付与される。その結果、請求項1の積層紙は、十分な融着強度を得ることができ、また、吸水時に全体のボリューム感を増大することができると共に、全体の風合いに独特の意匠的効果を与えることができる。更に、熱融着部の長点の長さを非融着部の長さより長く設定したため、クレープ紙と熱融着性シートとの融着をより強固に行うことができる。更に、吸水時に、クレープ紙の皺の延びる方向に隣接する熱融着部間に、独特の平面形状の膨張部を形成することができ、全体の風合いに独特の意匠的効果を与えることができる。また、紙おしぼり等に具体化すると、第1及び第2の膨出部により、布おしぼりに近いボリューム感及び良好な肌触りを提供することができ、ソフト感及び高級感も付与することができる。更に、第1及び第2の膨出部により十分な保水性を維持することができる。特に、熱融着部を破線状としたため、それらの配置ピッチを超えて幅広な第1の膨出部を形成することができる。即ち、熱融着部の配置間隔より幅広の第1の膨出部を形成することができる。そして、かかる幅広の第1の膨出部により、吸水後の積層紙に十分大きなボリューム感を付与することができると共に、独特の意匠的効果を付与することができる。また、隣接する熱融着部の長点の端部が所定長さだけ重複するようにしたため、その重複部分に第2の膨出部を形成することができ、吸水後の積層紙の意匠に対して更に独特な雰囲気を提供することができる。更に、隣接する熱融着部間の前記重複部分により、積層紙の全面においてクレープ紙と熱融着シート(不織布)との接着面積(接着長さ)が増加し、それらの間の接着強度が増大する。また、かかる重複部分がない場合、積層紙の幅方向に応力が加わったときに、クレープ紙と熱融着シート(不織布)とが、熱融着部の端部間の部分(重複部分に対応する部分)で剥離する可能性がある。しかし、請求項1によれば、前記重複部分が、積層紙において熱融着部の端部間の部分を、所定長さで接着するため、かかる可能性を有効に防止することができる。
【0061】
請求項2の積層紙は、実施の形態1の効果に加え、第1及び第2の膨出部の膨出度合い及び積層紙全体のボリューム感を損なうことなく、熱融着性シートとクレープ紙との間で十分な融着強度を得ることができる。
【0062】
【0063】
【0064】
【0065】
【0066】
【0067】
【0068】
【図面の簡単な説明】
【図1】 図1は本発明の実施の形態1に係る積層紙を示す平面図である。
【図2】 図2は本発明の実施の形態1に係る積層紙の要部を拡大して示す平面図である。
【図3】 図3は本発明の実施の形態1に係る積層紙を図2のA−A線で切断して示す要部断面図である。
【図4】 図4は本発明の実施の形態1に係る積層紙を図2のB−B線で切断して示す要部断面図である。
【図5】 図5は本発明の実施の形態1に係る積層紙の製造装置のヒートシールローラのヒートシール部を概略的に示す断面図である。
【図6】 図6は本発明の実施の形態1に係る積層紙の製造装置のヒートシールローラのヒートシール部のヒートシール面を概略的に示す断面図である。
【図7】 図7は本発明の実施の形態2に係る積層紙を示す平面図である。
【図8】 図8は本発明の実施の形態2に係る積層紙の要部を拡大して示す平面図である。
【図9】 図9は本発明の実施の形態3に係る積層紙を示す平面図である。
【図10】 図10は本発明の実施の形態3に係る積層紙の要部を拡大して示す平面図である。
【図11】 図11は本発明の実施の形態4に係る積層紙を示す平面図である。
【図12】 図12は本発明の実施の形態5に係る積層紙を示す平面図である。
【図13】 図13は本発明の実施の形態6に係る積層紙を示す平面図である。
【符号の説明】
1:クレープ紙、2:不織布(熱融着性シート)
10,40,50,60,70,80:積層紙
11,12,41,42,51,61,82:熱融着部
11a,12a,41a,42a,51a,61a,82a:長点
11b,12b,41b,42b,51b,61b,82b:非融着部
30:第2のヒートシールローラ(ヒートシールローラ)
31:第1のヒートシール部(ヒートシール部)
32:第2のヒートシール部(ヒートシール部)
31a,32a:押圧突起、31b,32b:非押圧部
Claims (2)
- 一方向に延びる皺を有する少なくとも1枚のクレープ紙を、熱融着性シートに積層すると共に、熱融着部により前記クレープ紙及び前記熱融着性シートを部分的に熱融着してなる紙おしぼり等に使用される積層紙において、
前記クレープ紙の皺の延びる方向と略直交する方向に略直線的に一定間隔で配置される多数の長点からなる破線状の熱融着部を、互いに略平行となるよう前記クレープ紙の皺の延びる方向に一定間隔を置いて複数配置すると共に、前記各熱融着部において隣接する長点間の非融着部の長さを各長点の長さより短く設定し、
前記クレープ紙の皺の延びる方向に隣接する熱融着部において、一方の熱融着部の長点間の非融着部の長さ方向中間部が、他方の熱融着部の長点の長さ方向中間部と略一致するよう、前記複数の熱融着部を前記クレープ紙の皺の延びる方向に一定間隔を置いて配置して、前記熱融着部の長点の長さ方向の端部が、隣接する熱融着部の長点の長さ方向の端部と、前記クレープ紙の皺の延びる方向と直交する方向において所定長重複するようにし、これにより、前記クレープ紙の皺の延びる方向に応力が加わったときに、前記クレープ紙と前記熱融着性シートとが、隣接する熱融着部の長点の端部の重複部分により剥離することを阻止されるようにし、
前記クレープ紙の含水による膨潤率を前記熱融着性シートの含水による膨潤率より大きくし、前記熱融着したクレープ紙及び熱融着性シートに含水することにより、一つおきの前記熱融着部の長点間の前記非融着部に対応する部分に、前記クレープ紙の皺より大きな多数の加工皺からなり、前記一つおきの熱融着部の長点間の間隔に対応する幅を有する第1の膨出部を形成すると共に、前記熱融着部の長点の長さ方向の端部と隣接する熱融着部の長点の長さ方向の端部との前記重複部分間に、前記クレープ紙の皺より大きく、かつ、前記第1の膨出部の加工皺より小さい多数の加工皺からなり、前記隣接する熱融着部の長点間の間隔に対応して前記第1の膨出部の幅の約半分の幅を有する第2の膨出部を形成するようにしたことを特徴とする積層紙。 - 前記熱融着部の長点の長さを前記非融着部の長さの約2倍とし、記熱融着部の長点の長さ方向の一端部及び他端部と隣接する熱融着部の長点の長さ方向他端部及び一端部との前記重複部分の長さを前記長点の長さの約1/4としたことを特徴とする請求項1記載の積層紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001228376A JP3673488B2 (ja) | 2001-07-27 | 2001-07-27 | 積層紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001228376A JP3673488B2 (ja) | 2001-07-27 | 2001-07-27 | 積層紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003039581A JP2003039581A (ja) | 2003-02-13 |
| JP3673488B2 true JP3673488B2 (ja) | 2005-07-20 |
Family
ID=19060894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001228376A Expired - Lifetime JP3673488B2 (ja) | 2001-07-27 | 2001-07-27 | 積層紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3673488B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4401750B2 (ja) | 2003-11-25 | 2010-01-20 | 大王製紙株式会社 | 吸収体の製造方法およびこれにより得られた使い捨ておむつ用吸収体 |
| JP6480882B2 (ja) * | 2016-03-22 | 2019-03-13 | 角田紙業株式会社 | 積層紙、積層紙の製造方法、及び、積層紙の製造装置 |
| JP6061167B1 (ja) * | 2016-07-26 | 2017-01-18 | 株式会社杉山 | 積層紙、及び積層紙の製造方法 |
| JP6955596B2 (ja) * | 2019-02-08 | 2021-10-27 | 角田紙業株式会社 | 積層紙の製造装置、及び、積層紙の製造方法 |
| JP6698894B2 (ja) * | 2019-02-08 | 2020-05-27 | 角田紙業株式会社 | 積層紙、積層紙の製造方法、及び、積層紙の製造装置 |
| CN113317706A (zh) * | 2021-04-14 | 2021-08-31 | 福州老棉农科技有限公司 | 可冲散的抗菌消毒湿厕纸 |
| CN114006088B (zh) * | 2021-10-27 | 2024-04-12 | 远景动力技术(江苏)有限公司 | 热封封头、热封装置和电芯热封方法 |
-
2001
- 2001-07-27 JP JP2001228376A patent/JP3673488B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003039581A (ja) | 2003-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4632609B2 (ja) | 多層ウエブ材料を製造するエンボス方法及び装置とそれによる製品 | |
| JP4275321B2 (ja) | 紙おむつ | |
| JP2003268663A (ja) | 繊維シートのヒートシール方法およびヒートシール装置 | |
| KR20010106216A (ko) | 통기성을 가진 액체 불투과성 복합 시트 | |
| JP2026042803A (ja) | 積層紙、積層紙を加工してなる製品、紙おしぼり、積層紙の製造装置、及び、積層紙の製造装置のヒートシールローラ | |
| JP2025089568A5 (ja) | ||
| JP3673488B2 (ja) | 積層紙 | |
| US20090211693A1 (en) | Method for perforating heat meltable material | |
| JP2005323780A (ja) | 複合伸縮部材及びその製造方法 | |
| JP2024026883A5 (ja) | ||
| JP6698894B2 (ja) | 積層紙、積層紙の製造方法、及び、積層紙の製造装置 | |
| JP3653656B2 (ja) | 積層紙、積層紙の製造方法及び積層紙の製造装置 | |
| JPH0415116Y2 (ja) | ||
| KR101228132B1 (ko) | 리본형 직물 및 리본형 직물의 제조방법 | |
| JP6480882B2 (ja) | 積層紙、積層紙の製造方法、及び、積層紙の製造装置 | |
| JP2829446B2 (ja) | 立体模様箔糸原反の製造法 | |
| JP2022022862A (ja) | ガゼット袋の製造方法及びガゼット袋 | |
| AU626119B2 (en) | Method of producing corrugated fiberboard article | |
| JP2005070739A (ja) | 熱収縮性筒状ラベル、及び熱収縮性筒状ラベル連続体の製造方法 | |
| JPH10146909A (ja) | 包装材およびその製造方法 | |
| JP2881519B2 (ja) | 艶消し立体模様箔糸原反の製造法 | |
| CN111757720A (zh) | 吸收性物品用无纺布 | |
| JP6188002B1 (ja) | 単層紙 | |
| JPH09276175A (ja) | 手拭き用原反及び該原反を使用した手拭き製品 | |
| WO2005044167A1 (ja) | 着用物品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050422 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3673488 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |