JP3660949B2 - 容器を間欠的に搬送するための装置 - Google Patents
容器を間欠的に搬送するための装置 Download PDFInfo
- Publication number
- JP3660949B2 JP3660949B2 JP50230995A JP50230995A JP3660949B2 JP 3660949 B2 JP3660949 B2 JP 3660949B2 JP 50230995 A JP50230995 A JP 50230995A JP 50230995 A JP50230995 A JP 50230995A JP 3660949 B2 JP3660949 B2 JP 3660949B2
- Authority
- JP
- Japan
- Prior art keywords
- guide rails
- container carrier
- container
- carrier
- guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G35/00—Mechanical conveyors not otherwise provided for
- B65G35/08—Mechanical conveyors not otherwise provided for comprising trains of unconnected load-carriers, e.g. belt sections, movable in a path, e.g. a closed path, adapted to contact each other and to be propelled by means arranged to engage each load-carrier in turn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
- B65B43/56—Means for supporting containers or receptacles during the filling operation movable stepwise to position container or receptacle for the reception of successive increments of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/003—Arrangements to enable adjustments related to the packaging material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/005—Adjustable conveying means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Specific Conveyance Elements (AREA)
- Warehouses Or Storage Devices (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Description
本発明は、請求項1の上位概念に記載の形式の、容器を間欠的に搬送するための装置に関する。このような形式の、ドイツ連邦共和国特許第2853103号明細書により公知の、容器を充てんステーションに供給するための装置においては、キャリアが、互いに上下に配置された2つの案内路に沿って相前後して並設されている。容器は下方の案内路に設けられたキャリアに供給され、このキャリアは上方の案内路に置き換えられた後に、充てんステーションで充てんされる。キャリアを置き換えるためには、案内路の両端部にそれぞれ旋回アームを備えた置換え装置が配置されている。この旋回アームは、到来するキャリアを、上方の案内路から下方の案内路に置き換えるか、若しくは下方の案内路から上方の案内路に置き換える。このために旋回アームはそれぞれ1つのキャリアを第1の案内路から離脱するように旋回させ、かつこのキャリアを搬送方向に対して平行な軸で旋回させて、引き続きこのキャリアを90゜だけ傾動した状態で第2の案内路に装入する。この公知の装置には、次のような欠点がある。即ち、上方の案内路に沿ってしか処理ステーションを配置することができないので、複数の処理ステーションの配置は、上方の案内路の長さに制限されている。従って複数の処理ステップを実施するためには、上方の案内路が極めて長く構成される。これにより、公知の装置は大きな所要スペースを有している。更に、容器はいずれの機械サイクルにおいてもそれぞれ1ステップだけ送られるので、機械サイクル、ひいては装置の能率は、最長の処理時間に関連している。従って公知の装置の能率は、比較的低い。
発明の利点
請求項1の特徴部に記載の本発明による装置は、従来のものに比べて次のような利点を有している。即ち、前進路にも後進路にも処理ステーションを対応させることができるので、本発明による装置は、特にコンパクトにまとめられた構造を有している。更に置換え装置の運動特性に基づき、容器キャリアは互いに相対的に常に同じ方向で搬送されるようになるので、これらの容器キャリアは連なった状態で、それぞれ隣接する容器キャリアの同一の側に当接する。容器キャリアに形成された歯列に基づき、前進路及び後進路に配置された複数の搬送歯車と相まって、間欠的な搬送の区域及び連続的な搬送の区域を形成することが可能である。これによって間欠的な搬送の区域における処理区域で休止が生じることなく、連続的な搬送の区域において処理ステーションの処理時間を延長することができる。従って、処理時間の異なる複数の処理ステーションを使用する場合に、本発明による装置の能率は特に高くなる。容器キャリアのための少なくとも1つのサイズ交換装置を置換え装置に配置することによって、全自動式のサイズ交換を実施することができる。
本発明による装置の別の利点は、請求項2以下及び実施例の説明から明らかである。
図面
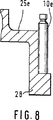
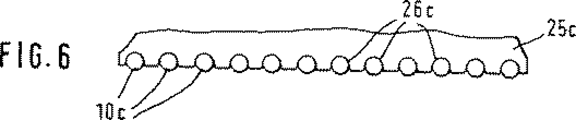
以下に、本発明の実施例を図面につき詳しく説明する。第1図は、容器を間欠的に搬送するための装置の平面図であり、第2図は、第1図に示した装置の正面図であり、第3図は、ガイドレールのための支持体の横断面図であり、第4図は、多数の容器を収容するための容器キャリアの平面図であり、第5図及び第6図は、第4図とは異なるサイズを有する容器のための容器キャリアの平面図であり、第7図〜第9図は、種々異なる容器のための容器キャリアの横断面図であり、第10図は、ガイドレールを備えた置換え装置の平面図であり、第11図は、第1図に示した装置の変化形を示す平面図である。
実施例の説明
充てん・閉鎖装置を備えた処理ステーションに容器10a〜10fを間欠的に供給するための装置は水平方向の1つの平面に、各1つのガイドレール13,14を備えた前進及び後進のための2つの直線的な搬送路11,12を有している。
ガイドレール13,14に沿って容器キャリア15が摺動可能である。このガイドレール13,14は、扁平な六角形の横断面を有している。容器キャリア15はプレート状のキャリアプレート19を有しており、このキャリアプレート19には、ガイドレール13,14に面した側で、キー溝状に形成された2つのガイド条片21,22が固定されている。両ガイド条片21,22はガイドレール13,14のキー状に形成された上縁範囲16と下縁範囲17とを形状接続的に取り囲んでいる。下側のガイド条片22の下方では、各キャリアプレート19に、ラック23の形の直線歯列が配置されている。ラック23は、容器キャリア15をガイドレール13,14に沿って搬送するために用いられる。各キャリアプレート19の、ガイドレール13,14とは反対の側には収容装置25a〜25fが固定されている。この収容装置25a〜25fは、搬送したい容器10a〜10fの数とサイズに応じて、例えば6個、8個、又は12個の切欠き26a〜26c(第4図〜第6図参照)を有している。これらの切欠きは規則的な間隔を置いて収容装置25a〜25fに形成されているので、収容装置25a〜25fの長さは常に等しく、またこの長さはキャリアプレート19の長さLにほぼ相当している。容器10a〜10fの使用事例や形状に応じて、収容装置25d〜25fは例えばクランプ27又は段部28,29(第7図〜第9図参照)によって、容器10a〜10fのクランプ式搬送、立て置き式搬送又は懸吊式搬送のために使用することができる。
容器10a〜10fを搬送する時にこれらの容器10a〜10fが側方で切欠き26a〜26cから脱落することを防止するために、ガイドレール13,14に対して平行に搬送路11,12を制限するガイド条片31が配置されている。ガイドレール13,14は複数の支持体32に固定されており、これらの支持体32はテーブル30に配置されている。このテーブル30は本発明による装置の駆動装置全体と制御装置とを有している。支持体32は柱状のベース33を有しており、このベース33の上部範囲にはU字形のアングル部材34を介して横方向アーム36が固定されている。この横方向アーム36はその両側でそれぞれガイドレール13,14を支持している。横方向アーム36の下方には搬送歯車35aが設けられており、この搬送歯車35aは、ベース33を通ってガイドされた軸37を用いて駆動される。搬送歯車35aの直径は、この搬送歯車35aの歯列38が、ガイドレール13,14に沿って背中合わせに設けられた2つの容器キャリア15の両ラック23に同時に噛み合うように設定されているので、搬送歯車35aが回転すると、一方の容器キャリア15は一方の方向に、他方の容器キャリア15は他方の方向に、それぞれガイドレール13,14に沿って同時に移動させられる。汚染を防ぐために、支持体32の上部範囲はカバー39でカバーされる。
容器キャリア15を前記装置で専ら間欠的に搬送する場合には、所定のタイミングでかつ同期的に駆動される、対応する搬送歯車35aを備えた2つの支持体32だけで十分である。この場合支持体32は、ガイドレール13,14の各端部に配置されている。個々の容器キャリア15は連なった状態で、ちょうど両搬送歯車35aの範囲に位置する容器キャリア15によって各ガイドレール13,14に沿って送られる。しかし搬送歯車35aにおける力を減少させるために、一般にガイドレール13,14の長さに関連して、両ガイドレール13,14の間に搬送歯車35aを備えた2つより多い支持体32が配置されている。これらの搬送歯車35aは、同じく全て所定のタイミングでかつ同期的に駆動される。
ガイドレール13,14の両端部には、各1つの置換え装置40が続いている。置換え装置40は、いずれか一方のガイドレール13;14から各1つの容器キャリア15を受け取り、この容器キャリア15をガイドレール13,14の平面で180゜だけ反転させ、かつこの容器キャリア15を他方のガイドレール14;13に引き渡す。両方の置換え装置40が同じ方向に、例えば逆時計回り方向に回転するので、ガイドレール13,14に沿った容器キャリア15の循環運転が達成される。
各置換え装置40は軸43に回転可能に支承されていて、容器キャリア15のための2つのレール区分45を有している。これらのレール区分45はステー44を介して軸43と結合され、かつ互いに向い合って配置されている。レール区分45の長さは、容器キャリア15のキャリアプレート19の長さLよりも少しだけ大きく形成されている。両レール区分45は、ガイドレール13,14と同じ横断面を有していて、かつ互いにガイドレール13,14と同じ間隔を置いて位置しているので、両レール区分45は容器キャリア15の受取り若しくは引渡しのために、直接にガイドレール13,14に続いている。容器キャリア15を一方のガイドレール13;14から置換え装置40に移動させ、かつ置換え装置40から一方のガイドレール13;14に移動させるためには、各置換え装置40の両レール区分45の間において軸43と両ガイドレール13,14との間に置換え歯車47が位置固定的に配置されており、この置換え歯車47は、テーブル30に設けられた駆動装置によって駆動される。容器キャリア15からの容器10a〜10fの脱落を防止するために、置換え装置40にはガイド条片31の延長で円セグメント状のガイドレール48が配置されている。
ガイドレール13,14とは反対の側で置換え装置40の近傍にはサイズ交換装置50が続いている。サイズ交換装置50を用いて、種々異なる容器サイズのためのそれぞれ同じ収容装置25a〜25fを備えた容器キャリア15はサイズ交換時にガイドレール13,14から取り出され、格納されて、最初の容器サイズへの交換時に再び引き渡される。容器キャリア15はサイズ交換装置50においてストックスペース51に格納され、このストックスペース51に設けられた収容部54は例えば置換え装置40のレール区分45と同様に形成されている。それぞれ1つの容器キャリア15を格納している個々のストックスペース51は、前記装置に対して直角に形成されかつ支柱55によってテーブル30に固定されたベルトコンベア又はチェーンコンベアの形のベルト又はチェーン52によって互いに結合されている。ベルトコンベア又はチェーンコンベアにおけるストックスペース51の配置は、置換え装置40の、収容レールとして形成された両レール区分45のそれぞれの延長に各1つのストックスペース51が位置するように設定されている。容器キャリア15の受取り及び引渡しのためには、サイズ交換装置50に2つのストックスペース51の間で位置固定的にサイズ歯車53が配置されている。置換え歯車47及び搬送歯車35aと同じ直径を有しているサイズ歯車53の働きにより、サイズ交換時に置換え装置40の第1のレール区分45から1つの容器キャリア15がサイズ交換装置50に受け取られ、それと同時に別の容器サイズに合った1つの容器キャリア15がサイズ交換装置50から置換え装置40の第2のレール区分45へ引き渡される。この過程が終了すると、ベルトコンベア若しくはチェーンコンベアのための駆動装置(図示しない)によってストックスペース51は、例えば時計回り方向に1個所分だけ送られ、これにより次の容器キャリア15が一方では受け取られ、他方では引き渡される。サイズ交換過程時に置換え装置40のレール区分45は軸43を中心にして回転せず、ガイドレール13,14の延長上に留まる。置換え装置40の置換え歯車47だけが、搬送歯車35aと同じ回転方向で同期的に駆動される。
両サイズ交換装置50のそれぞれには、ストックスペース51の少なくとも半分が、所定の唯一種のサイズの容器キャリア15のために設けられていると望ましい。しかしストックスペース51の数を適宜に増加させることによって、例えば一種又は数種の所定のサイズを全てサイズ交換装置50のうちの一方に格納して、適宜な制御によって操作することも可能である。また、装置の一方の端部に、適当なストック容量のサイズ交換装置50を1つだけ設けることも考えられる。
前記装置(第1図参照)を間欠的に駆動する場合にガイドレール13,14の長さは、容器キャリア15の長さLの数倍であると有利である。さらに、前記装置の搬送能力を十分に利用するためには、両ガイドレール13,14が完全に容器キャリア15で占められており、各ガイドレール13,14の延長上では置換え装置40にそれぞれ1つの容器キャリア15が存在している。
搬送歯車35aも置換え歯車47も、同期的に、同じ回転方向で、例えば逆時計回り方向で、それぞれ同じ角度量だけ駆動される。
有効搬送サイクルが最小に設定されていると、容器キャリア15は、容器キャリア15に配置された容器10a〜10f1つ分だけ送られる。このことは例えば、1つの閉鎖ステーションにおいて同一時間にそれぞれ1つの容器10a〜10fしか閉鎖できない場合に必要となる。搬送サイクルが最大に設定されていると、容器キャリア15はその長さLの分だけ送られる。この最大の搬送サイクルは、各置換え装置40がそれぞれ1つの容器キャリア15しか受け取ることができないことに基づき制限されている。1つの容器キャリア15が完全に一方のガイドレール13;14から置換え装置40に搬送されると、この容器キャリア15を一方のガイドレール13;14から他方のガイドレール14;13に置き換える時間の間に、ガイドレール13;14上の容器キャリア15の搬送は休止される。容器キャリア15が置換え装置40で軸43を中心にして180゜だけ反転された後に、置換え歯車47と搬送歯車35aとを再び駆動することによって、この容器キャリア15は最初の運動方向を維持したまま他方のガイドレール14;13に送り出される。
容器15を専ら間欠的に搬送する上記実施例に対して第11図に示した変化実施例による装置の場合には、付加的に連続的な搬送の区域Kが提供されている。この区域Kにおいては処理ステーションが容器キャリア15と一緒に運動させられる。これに対して間欠的な搬送の区域Iにおいては処理ステーションが位置固定的に装置に配置されていて、これらの処理ステーションに容器キャリア15が間欠的に供給される。これによって連続的な搬送の区域Kにおいて、別の処理ステーションの処理時間とは無関係に、しかも間欠的な搬送の区域Iにおいて休止が生じることなく処理時間を延長することができるので、装置の能率は全体的に向上する。
間欠的な搬送とは異なり、第11図に示した実施例の場合ではガイドレール13,14に容器キャリア15は完全に装入されていない。さらに、連続的な区域Kにおいて両ガイドレール13,14の間には搬送歯車35bが配置されており、これらの搬送歯車35bは常に一定の角速度で駆動される。そして移行区域Mには搬送歯車が35cが配置されており、この搬送歯車35cは、両ガイドレール13,14のうちのどちらでこの搬送歯車35cが容器キャリア15を搬送するのかに関連して、加速回転運動を実施するか、又は減速回転運動を実施する。例えば容器キャリア15が、間欠的な区域Iから連続的な区域Kに進入すると、この容器キャリア15は区域Mにおいて搬送歯車35cによって、連続的な区域Kにおける搬送歯車35bの、より低い角速度に向かって減速されて、この角速度に合わせられる。間欠的な搬送の区域Iに再び進入する場合には、搬送歯車35cが連続的な搬送の区域Kから容器キャリア15を受け取って、この容器キャリア15を間欠的な区域Iの搬送歯車35aの運動に適合させる。両ガイドレール13,14における運動経過は鏡像対称的に行われ、かつ1つの搬送歯車35cが両ガイドレール13,14上の容器キャリア15を搬送するが、しかし両ガイドレール13,14における容器のための前記搬送歯車35cの運動特性に課せられる要求は互いに異なっているので、この搬送歯車35cの噛み合い範囲にはその都度1つの容器キャリア15しか存在しない。
本発明による装置は、さらに別の間欠的な搬送の区域若しくは連続的な搬送の区域を設けることによって各処理ステーションに適合させることができるので、互いに異なる処理時間の複数の処理ステップが相前後して行われる場合でも、本発明による装置の自在性及び能率は高められる。更に、連続的な搬送の区域Kにおいて複数の容器キャリア15を緩衝することも可能である。この場合これらの容器キャリア15は、引き続き適宜に制御される搬送歯車によって、一緒に連なった状態で、間欠的な搬送の区域Iに導入される。これによって、間欠的な区域Iにおいてこれらの連なった容器キャリア15のために提供される処理時間を増大させることができる。これによって、装置の能率を向上させることができる。
Claims (8)
- 容器(10a〜10f)を少なくとも1つの処理ステーション、特に充てんステーション及び/又は閉鎖ステーションに間欠的に搬送するための装置であって、容器(10a〜10f)を収容する複数の容器キャリア(15)と、該容器キャリア(15)を前進及び後進させるための互いに平行な2つのガイドレール(13,14)と、該ガイドレール(13,14)の端部に容器キャリア(15)のために配置された置換え装置(40)とが設けられている形式のものにおいて、前記両ガイドレール(13,14)が水平方向の1つの平面に延びており、前記置換え装置(40)に容器キャリア(15)のためのレール区分(45)と置換 え歯車(47)とが形成されており、該レール区分(45)が、容器キャリア(15)の搬送方向に対して直角に配置された軸(43)を中心にして回転可能であり、前記容器キャリア(15)が、その搬送方向に延びる直線歯列(23)を有しており、該直線歯列(23)が、前記ガイドレール(13,14)の間に配置された搬送歯車(35a:35a,35 b,35c)と噛み合っていることを特徴とする、容器を間欠的に搬送するための装置。
- 容器キャリア(15)を搬送するために、互いに独立して駆動される複数の搬送歯車(35a〜35c)が前記両ガイドレール(13,14)に沿って配置されており、更に該ガイドレール(13,14)に、容器キャリア(15)が連続的に搬送される少なくとも1つの区域(K)が設けられている、請求項1記載の装置。
- 前記搬送歯車(35a〜35c)の直径が両ガイドレール(13,14)の間の間隔に合わせて調整されていて、両ガイドレール(13,14)の間に配置された前記搬送歯車(35a〜35c)が、両ガイドレール(13,14)上の容器キャリア(15)を同時に搬送するように構成されている、請求項1又は2記載の装置。
- 少なくとも1つの置換え装置(40)に容器キャリア(15)のためのサイズ交換装置(50)が配置されている、請求項1から3までのいずれか1項記載の装置。
- 前記サイズ交換装置(50)が、前記ガイドレール(13,14)とは反対の側で置換え装置(40)の近傍に配置されている、請求項4記載の装置。
- 容器キャリア(15)が、容器(10a〜10f)のサイズ及び数に合わせて形成された切欠き(26a〜26c)と、収容部(27〜29)とを有している、請求項1から5までのいずれか1項記載の装置。
- 前記ガイドレール(13,14)の長さが、1つの容器キャリア(15)の長さ(L)の数倍である、請求項1から6までのいずれか1項記載の装置。
- 前記ガイドレール(13,14)が、互いに反対の側に楔形に形成された面(16,17)を有しており、該面(16,17)が、容器キャリア(15)に対応楔形に形成されたガイド条片(21,22)に係合している、請求項1から7までのいずれか1項記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4320477.5 | 1993-06-21 | ||
| DE4320477A DE4320477A1 (de) | 1993-06-21 | 1993-06-21 | Vorrichtung zum intermittierenden Transport von Behältnissen |
| PCT/DE1994/000649 WO1995000397A1 (de) | 1993-06-21 | 1994-06-10 | Vorrichtung zum intermittierenden transport von behältnissen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08500567A JPH08500567A (ja) | 1996-01-23 |
| JP3660949B2 true JP3660949B2 (ja) | 2005-06-15 |
Family
ID=6490797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP50230995A Expired - Lifetime JP3660949B2 (ja) | 1993-06-21 | 1994-06-10 | 容器を間欠的に搬送するための装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5582220A (ja) |
| EP (1) | EP0679136B1 (ja) |
| JP (1) | JP3660949B2 (ja) |
| DE (2) | DE4320477A1 (ja) |
| DK (1) | DK0679136T3 (ja) |
| WO (1) | WO1995000397A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19724105C1 (de) * | 1997-06-07 | 1998-10-08 | Bosch Gmbh Robert | Befestigungseinrichtung für einen Behältnisträger an einer Transportvorrichtung |
| JP4672936B2 (ja) * | 2001-09-28 | 2011-04-20 | 靜甲株式会社 | 容器追従式包装機システム |
| DE10360082A1 (de) * | 2003-12-20 | 2005-07-21 | Robert Bosch Gmbh | Vorrichtung zur Behandlung von Behältnissen |
| DE102007024446A1 (de) | 2007-05-25 | 2008-11-27 | Groninger & Co. Gmbh | Vorrichtung zum Transport von Behältnissen zu mindestens einer Bearbeitungsstation |
| DE502007000739D1 (de) * | 2007-06-18 | 2009-06-25 | Uhlmann Pac Systeme Gmbh & Co | Anlage zur Abfüllung pharmazeutischer Produkte in flaschenartige Behälter |
| JP5117130B2 (ja) * | 2007-07-10 | 2013-01-09 | 株式会社ケーテー製作所 | シリンジ搬送装置 |
| DE102012020307B3 (de) * | 2012-10-16 | 2014-03-13 | Hamba Filltec Gmbh & Co. Kg | Vorrichtung zum Befüllen von Behältern mit Nahrungsmitteln |
| DE102020103579A1 (de) | 2020-02-12 | 2021-08-12 | Mfp Gesellschaft Für Engineering Mbh | Transportvorrichtung zum taktenden Transport von Verpackungen zur Verwendung in Abfüllanlagen |
| CN113080951B (zh) * | 2021-04-09 | 2022-08-09 | 佳木斯大学 | 一种采血托架装置及操作方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA553161A (en) * | 1958-02-11 | H. Berch Samuel | Packaging machine for ice cream and the like | |
| US798244A (en) * | 1903-12-07 | 1905-08-29 | John T Wilmore | Canning apparatus. |
| US2701674A (en) * | 1951-11-15 | 1955-02-08 | Andrew L Christiansen | Fish canning machine |
| US3610391A (en) * | 1970-03-20 | 1971-10-05 | Btu Eng Corp | Furnace conveyor system |
| US3800937A (en) * | 1971-08-09 | 1974-04-02 | Gen Electric | Conveyor mechanism |
| IT976523B (it) * | 1973-01-29 | 1974-09-10 | Cioni E | Attrezzatura di avanzamento per macchine di manipolazione delle fia le od altro |
| FR2537108B1 (fr) * | 1982-12-01 | 1987-04-03 | Dubuit Mach | Dispositif de transfert pour la circulation de supports porte-objet au droit d'au moins un poste de traitement |
| DE3918072C2 (de) * | 1989-06-02 | 1995-06-01 | Icoma Packtechnik Gmbh | Transportvorrichtung für die Kassetten einer Füllanlage |
| DE4314613C2 (de) * | 1993-05-04 | 2003-02-20 | Bosch Gmbh Robert | Verpackungsmaschine |
-
1993
- 1993-06-21 DE DE4320477A patent/DE4320477A1/de not_active Withdrawn
-
1994
- 1994-06-10 DK DK94916897T patent/DK0679136T3/da active
- 1994-06-10 US US08/373,319 patent/US5582220A/en not_active Expired - Fee Related
- 1994-06-10 WO PCT/DE1994/000649 patent/WO1995000397A1/de active IP Right Grant
- 1994-06-10 DE DE59406216T patent/DE59406216D1/de not_active Expired - Lifetime
- 1994-06-10 JP JP50230995A patent/JP3660949B2/ja not_active Expired - Lifetime
- 1994-06-10 EP EP94916897A patent/EP0679136B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0679136B1 (de) | 1998-06-10 |
| EP0679136A1 (de) | 1995-11-02 |
| JPH08500567A (ja) | 1996-01-23 |
| US5582220A (en) | 1996-12-10 |
| DK0679136T3 (da) | 1999-03-22 |
| WO1995000397A1 (de) | 1995-01-05 |
| DE59406216D1 (de) | 1998-07-16 |
| DE4320477A1 (de) | 1994-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3660949B2 (ja) | 容器を間欠的に搬送するための装置 | |
| JPH09100021A (ja) | グループ分けおよび緩衝装置 | |
| CN102049700A (zh) | 货盘传送装置以及货盘传送方法 | |
| US5096041A (en) | Method and apparatus for receiving and delivering articles with differing motion characteristics | |
| JP6253288B2 (ja) | 物品移載装置 | |
| US6213284B1 (en) | Method and unit for transferring articles | |
| JP2021518319A (ja) | パッケージング機械における連続循環容器コンベア装置 | |
| CN111493355A (zh) | 用于传送和形成杆状物品组的形成和运输装置和用于进给杆状物品组的进给装置 | |
| JP7082749B2 (ja) | 物品搬送装置 | |
| JP2014037308A (ja) | 物品搬送装置 | |
| US6434912B1 (en) | Apparatus for depositing groups of edgewise standing, flat items into containers | |
| US20100028107A1 (en) | Apparatus and method for successively transporting a plurality of gsm chip cards | |
| US5371995A (en) | Hesitating carton loading machine | |
| JP4720023B2 (ja) | 物品収容装置 | |
| JP4307978B2 (ja) | 容器の搬送装置 | |
| JP3764928B2 (ja) | バッファコンベア | |
| JP4088882B2 (ja) | 物品搬送装置 | |
| CN113086599A (zh) | 一种电子芯片多工位智能传送排放机器人 | |
| US5944073A (en) | Transporting device for longitudinal holders | |
| PL242034B1 (pl) | Urządzenie formujące | |
| EP1927470A3 (en) | Apparatus to establish a predetermined orientation of a surface of a workpiece | |
| CN116374280B (zh) | 一种载带包装机 | |
| JP2527882B2 (ja) | 物品送込案内装置 | |
| JP2004203473A5 (ja) | ||
| JP2000109021A (ja) | 製品の供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040120 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20040419 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20040607 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050217 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080401 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090401 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100401 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110401 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120401 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130401 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130401 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140401 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |