JP3660187B2 - 磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法ならびにマスクの形成方法 - Google Patents
磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法ならびにマスクの形成方法 Download PDFInfo
- Publication number
- JP3660187B2 JP3660187B2 JP2000036965A JP2000036965A JP3660187B2 JP 3660187 B2 JP3660187 B2 JP 3660187B2 JP 2000036965 A JP2000036965 A JP 2000036965A JP 2000036965 A JP2000036965 A JP 2000036965A JP 3660187 B2 JP3660187 B2 JP 3660187B2
- Authority
- JP
- Japan
- Prior art keywords
- magnetic head
- metal substrate
- substrate
- head suspension
- length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
















Landscapes
- Adjustment Of The Magnetic Head Position Track Following On Tapes (AREA)
- Supporting Of Heads In Record-Carrier Devices (AREA)
Description
【発明の属する技術分野】
本発明は、磁気ディスク装置に用いられる磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法に関する。
【0002】
【従来の技術】
磁気ディスク装置において、回転する磁気ディスクの所望のトラックに磁気ヘッドを位置決めするために磁気ヘッドサスペンションと呼ばれる板状の支持体が用いられる。この磁気ヘッドサスペンションには、複数の配線パターンが形成されるとともに、先端部近傍に磁気ヘッドを搭載する磁気ヘッド搭載部(以下、タング部と呼ぶ)が設けられている。磁気ヘッドサスペンションの製造の際には、金属からなる基板上に絶縁層、配線パターンおよび被覆層が順に形成される。
【0003】
近年、磁気ヘッドサスペンションを大量生産するために、長尺状の基板をロールで連続的または断続的に搬送しながら、長尺状の基板上に絶縁層の形成工程、配線パターンの形成工程および被覆層の形成工程を順次行う製造方法が提案されている(特開平10−320736号公報)。
【0004】
図16は上記の従来の製造方法における長尺状の基板の平面図である。図16に示すように、長尺状の基板100上には、露光処理の単位となる複数の矩形の領域110が基板100の長手方向MDに沿って2列に設けられている。各領域110内には複数の磁気ヘッドサスペンション101が6列および16行に形成される。
【0005】
このような長尺状の基板100を連続的または断続的に搬送しつつ基板100上の各領域110に所定の工程を順次行うことにより長尺状の基板100上に多数の磁気ヘッドサスペンションを同時に形成することが可能となる。
【0006】
【発明が解決しようとする課題】
磁気ヘッドサスペンションの製造に用いられる長尺状の基板は完全に平坦ではなく、波状に湾曲している場合が多い。ここでは、基板表面における波状に湾曲した形状をうねりと呼ぶ。うねりを有する基板では、磁気ヘッドサスペンションの製造時の露光処理工程等において、熱により延びが生じる。このため、上記の製造方法により製造された複数の磁気ヘッドサスペンションの各々において、寸法および形状にばらつきが生じる。また、基板の延びに伴ってフォトマスクの形成位置にずれが生じるため、精度よく配線パターンや各層を形成することが困難である。それにより、各々の磁気ヘッドサスペンションにおいて、基板上に形成された配線パターン、各層等の位置にずれが生じる。
【0007】
一方、磁気ヘッドサスペンションのタング部に磁気ヘッドを搭載する際には、タング部がサスペンション本体部(磁気ヘッドサスペンションのタング部を除く部分)に対して所定の角度をなすようにタング部を曲げ加工する。タング部の曲げ加工の際には、複数の磁気ヘッドサスペンションのタング部の角度を一定にする必要がある。
【0008】
ここで、ロールに巻かれた長尺状の基板は、ある程度の反りを有する。したがって、このような基板上に形成された複数の磁気ヘッドサスペンションでは、タング部に反りが発生している。
【0009】
タング部の曲げ加工の際には、複数の磁気ヘッドサスペンションのタング部の角度を一定にするために複数の磁気ヘッドサスペンションでタング部の反りが一定であることが望ましい。したがって、長尺状の基板の各領域においては、反りのばらつきが小さいことが求められる。
【0010】
しかしながら、前述のような基板のうねりにより、基板の各領域において反りにばらつきが生じる。したがって、形成された各磁気ヘッドサスペンションのタング部の反りにばらつきが生じる。
【0011】
このように、基板表面のうねりにより、同一の基板を用いて同じ製造工程により形成された複数の磁気ヘッドサスペンションにおいても、形状および寸法にばらつきが生じるとともに、配線パターン等の形成位置のずれ、タング部の反りのばらつき等が生じる。このため、磁気ヘッドサスペンションの歩留りが低下する。
【0012】
以上のことから、磁気ヘッドサスペンションの製造においては、うねりの小さい良好な基板を選別して用いることが望まれる。しかしながら、このような基板の検査方法が確立されていないため、実際に基板を用いて磁気ヘッドサスペンションを製造しなければ基板の良否は判定できない。
【0013】
本発明の目的は、長尺状の金属基板上に形成される複数の磁気ヘッドサスペンションの良品率を向上させることが可能な磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法を提供することである。
【0014】
本発明の他の目的は、露光処理等の工程において基板に延びが発生した場合においても、精度よく配線パターン等を形成することが可能なマスクの形成方法を提供することである。
【0015】
【課題を解決するための手段および発明の効果】
本発明者は、種々の実験および検討を行った結果、長尺状の金属基板の表面に設定した複数の測定点間における後述の3次元距離と2次元距離との比と、その金属基板上に形成された複数の磁気ヘッドサスペンションにおける絶縁層等の形成位置のずれ、各々の磁気ヘッドサスペンションの寸法のばらつき、および磁気ヘッド搭載部の反りのばらつきとの間には相関関係があることを見出した。そして、この結果に基づいて以下の本発明を案出した。
【0016】
第1の発明に係る磁気ヘッドサスペンションの製造方法は、長尺状の金属基板の表面の平坦性を調べるために長尺状の金属基板の表面に複数の測定点を設定し、各々の測定点の位置を金属基板の表面に略平行な仮想平面における第1および第2の座標および金属基板の厚み方向における第3の座標で表し、第1および第2の座標から仮想平面上での複数の測定点間の距離を2次元距離L2Dとして求めるとともに、第1、第2および第3の座標から金属基板の表面上での複数の測定点間の距離を3次元距離L3Dとして求め、3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dが所定値以下の金属基板を選択し、選択された金属基板を長さ方向に搬送しつつ、金属基板上に絶縁層および導体層を積層して複数の磁気ヘッドサスペンションを形成し、絶縁層は、金属基板上に感光性樹脂を塗布するとともに感光性樹脂上に複数の開口部を有するフォトマスクを形成しフォトマスクを介して露光および現像を行うことにより形成し、金属基板における3次元距離L 3D と2次元距離L 2D との比L 3D /L 2D に応じてフォトマスクの開口部の大きさを選択するものである。
【0017】
長尺状の金属基板の表面に設けた複数の測定点間の3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dが所定値以下の場合には、その金属基板の表面の平坦性のばらつきが一定値以下に低減されている。したがって、表面に設けた複数の測定点間の3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dが所定値以下の金属基板を選択し、その選択された金属基板上に絶縁層および導体層を積層して複数の磁気ヘッドサスペンションを形成することにより、金属基板上に形成した複数の磁気ヘッドサスペンションにおいて寸法のばらつき、磁気ヘッド搭載部の反りのばらつきおよび絶縁層等の形成位置のずれを低減することができる。その結果、磁気ヘッドサスペンションを精度良く製造することが可能となり、良品率が向上する。
上記の絶縁層の形成時において、表面の平坦性が低い金属基板ほど露光処理により大きな延びが発生する。一方、表面の平坦性が高い基板ほど露光処理により発生する延びが小さい。このことから、予め測定した金属基板の3次元距離L 3D と2次元距離L 2D との比L 3D /L 2D に応じて金属基板上に形成するマスクの開口部の大きさを選択し、露光処理における基板の延びを相殺する。それにより、基板の延びを考慮して精度良く均一に絶縁層を形成することが可能となる。
【0018】
ここで、所定値が1.00005であることが好ましい。この場合には、長尺状の金属基板上に形成した複数の磁気ヘッドサスペンションにおいて寸法のばらつき、磁気ヘッド搭載部の反りのばらつきおよび絶縁層等の形成位置のずれが十分に低減される。したがって、磁気ヘッドサスペンションをさらに精度良く製造することが可能となり、良品率が向上する。
【0019】
複数の測定点を金属基板の長さ方向に沿った測定線上に設定することが好ましい。それにより、長尺状の金属基板の全体の特性を容易に把握することが可能となり、金属基板のほぼ全長にわたって複数の磁気ヘッドサスペンションを精度良く高い良品率で製造することが可能となる。
【0020】
また、金属基板の長さ方向に沿った測定線を金属基板の幅方向の複数箇所に配置することが好ましい。それにより、金属基板の幅方向の複数箇所の領域において3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dが一定値以下となるので、金属基板上の全領域にわたって複数の磁気ヘッドサスペンションを精度良く高い良品率で製造することが可能となる。
【0021】
また、複数の測定点を磁気ヘッドサスペンションの形成位置に設定することが好ましい。この場合、磁気ヘッドサスペンションが形成される領域の3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dが一定値以下となるので、金属基板上に複数の磁気ヘッドサスペンションをさらに精度良く高い良品率で製造することが可能となる。
【0028】
第2の発明に係るマスクの形成方法は、開口部を有するマスクの金属基板上への形成方法であって、金属基板の表面の平坦性を調べるために金属基板の表面に複数の測定点を設定し、各々の測定点の位置を金属基板の表面に略平行な仮想平面における第1および第2の座標および金属基板の厚み方向における第3の座標で表し、第1および第2の座標から仮想平面上での複数の測定点間の距離を2次元距離L2Dとして求めるとともに、第1、第2および第3の座標から金属基板の表面上での複数の測定点間の距離を3次元距離L3Dとして求め、金属基板における3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dに応じてマスクの開口部の大きさを選択するものである。
【0029】
本発明に係るマスクの形成方法においては、予め金属基板における3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dを測定して金属基板の平坦性を調べる。
【0030】
ここで、表面の平坦性が低い金属基板においては、露光処理等の処理工程において大きな延びが発生する。一方、表面の平坦性が高い金属基板においては、処理工程において発生する延びが小さい。このことから、上記のように金属基板における3次元距離L3Dと2次元距離L2Dとの比L3D/L2Dに応じてマスクの開口部の大きさを調整する。それにより、処理工程時に発生する金属基板の延びを相殺することが可能となる。
【0031】
【発明の実施の形態】
以下、本発明の一実施例における磁気ヘッドサスペンションの製造方法について説明する。
【0032】
本実施例の磁気ヘッドサスペンションの製造方法では、まず、以下に示す検査方法でステンレス鋼からなる長尺状の基板を検査し、うねりの小さい、すなわち表面の湾曲が小さく平坦な基板を選択する。次に、その選択された基板上に後述する方法で複数の磁気ヘッドサスペンションを形成する。
【0033】
まず、磁気ヘッドサスペンション用の基板の検査方法について説明する。
図1は本実施例における磁気ヘッドサスペンションの製造に用いる基板の検査方法を説明するための平面図である。また、図2は図1の長さ方向MDにおける部分断面図である。
【0034】
図1および図2において、基板10の厚みは、例えば15〜50μmであり、基板10の幅は例えば100〜500mmである。本実施例においては、基板10の厚みは約25μmであり、基板10の幅は約250mmである。
【0035】
まず、図1に示すように、長尺状の基板10の先端部の領域を長さ方向MDに所定の量だけ採取する。例えば、本実施例においては長さ500mmを採取している。
【0036】
採取した基板10において、長さ方向MDに平行な測定線を幅方向TDに20〜80mmの間隔d2 で3〜20本設ける。なお、測定線の数がこれよりも少ない場合においては基板10の特性を十分把握することはできない。また、測定線の数がこれより多い場合においては測定に時間がかかり実用的ではない。特に、幅方向TDにわたって5〜10本の測定線を設けることが好ましい。
【0037】
本実施例においては、基板10の全幅方向TDにわたって30mmの一定間隔d2 で8本の測定線A〜Hを設けている。
【0038】
また、採取した基板10の左下隅に原点Oを設定する。この原点Oを基準として、基板10の表面に略平行な仮想平面における幅方向TDおよび長さ方向MDをそれぞれX軸方向およびY軸方向とする。また、基板10の厚み方向をZ軸方向とする。なお、図中ではZ軸方向の図示を省略している。
【0039】
ここで、基板10の幅方向TDの両端部近傍は変形、傷等によるノイズが発生しやすい。このため、基板10の全体的な特性を調べる上では、基板10の幅方向TDの両端部近傍を除く領域に測定線を設けることが好ましい。この場合、幅方向TDの両端部からの距離d3 が少なくとも2mm以上、好ましくは3mm以上である領域に測定線を設けることが好ましい。
【0040】
本実施例においては、基板10の幅方向TDの両端部からの距離d3 が20mmの領域に端部の測定線A,Hを設けている。したがって、本実施例においては、基板10の原点O側の一端部から図中のX軸方向に20mm、50mm、80mm、110mm、140mm、170mm、200mmおよび230mmの位置に各測定線A〜Hが設けられている。
【0041】
また、測定線は、後述する磁気ヘッドサスペンションの形成予定領域を通るように設けることが好ましい。この場合、最終的に形成される磁気ヘッドサスペンションの中央部あるいはタング部を通るように測定線を設けることが好ましい。
【0042】
本例においては、最終的に磁気ヘッドサスペンションのタング部となる領域を通るように測定線A〜Hを設けている。
【0043】
次に、各測定線において、長さ方向MDに所定の間隔d1 で複数の測定点Pを設定し、レーザ顕微鏡等を用いた非接触方式の測定方法により、原点Oを基準として各々の測定点Pの3次元座標(X,Y,Z)を精密に測定する。
【0044】
ここで、測定線上における測定長さL1 が大き過ぎる場合、基板10の取り扱いが難しく測定中にかえって基板10に凹凸や折れじわを付けやすくなる。また、測定長さL1 が小さ過ぎる場合、基板10の代表値として見なし難く基板10の全体を把握することが難しい。したがって、各測定線において、測定長さL1 は30〜100cmであることが好ましく、さらには50〜80cmであることがより好ましい。このことをふまえて、前述の基板10の先端部の試料採取の際には、上記のような測定長さL1 が設定可能となるように試料を採取する。
【0045】
また、上記の各測定線に設ける測定点Pの間隔d1 は1mm以下であることが好ましく、さらには0.5mm以下であることがより好ましい。
【0046】
本実施例では、各測定線A〜Hにおいて、長さ方向MDに1mmの一定間隔d1 で 400mmの測定長さL1にわたって400個の測定点Pを設定している。この場合、長さ方向MDの両端部の測定点Pは、基板10の長さ方向MDの端部からの距離d4 が50mmの所に位置している。以下、測定線Aを例にあげて詳細な測定原理を説明する。
【0047】
図2に示すように、測定線Aにおいては、基板10の表面に400個の測定点P0 〜P400 が設けられている。この場合、前述のように各測定点P0 〜P400 の間隔d1 は1mmに設定してある。この各測定点P0 〜P400 の3次元座標(X,Y,Z)を、例えばレーザ顕微鏡を用いて原点O(図1)を基準として測定する。測定した各測定点P0 〜P400 のX座標、Y座標およびZ座標から、最小二乗法により、基板10の表面上における隣接する測定点間の距離、すなわちZ軸方向(基板10の厚み方向)を考慮した3次元距離D1 〜D400 を求める。ここでは各測定点P0 〜P400 間の3次元距離D1 〜D400 の総和を、測定点P0 〜P400 間の3次元長L3Dと呼ぶ。
【0048】
なお、各測定点P0 〜P400 の座標がP0 (X0 ,Y0 ,Z0 ),P1 (X1 ,Y1 ,Z1 ),P2 (X2 ,Y2 ,Z2 )…P399 (X399 ,Y399 ,Z399 ),P400 (X400 ,Y400 ,Z400 )で表される場合、測定点P0 〜P400 間の3次元長L3Dは以下の式(1)で表すことができる。
【0049】
L3D=[(X1 −X0 )2 +(Y1 −Y0 )2 +(Z1 −Z0 )2 ]0.5 +[(X2 −X1 )2 +(Y2 −Y1 )2 +(Z2 −Z1 )2 ]0.5 +・・・・・+[(X400 −X399 )2 +(Y400 −Y399 )2 +(Z400 −Z399 )2 ]0.5 …(1)
一方、上記のようにして求めた各測定点P0 〜P400 の3次元座標のうち、X座標およびY座標から、最小二乗法により、基板10の表面に略平行な仮想平面上での隣接する測定点間の距離、すなわちZ軸方向(基板10の厚み方向)を考慮しない2次元距離を求める。ここでは、各測定点P0 〜P400 間の2次元距離の総和を、測定点P0 〜P400 間の2次元長L2Dと呼ぶ。この場合、測定点P0 〜P400 間の2次元長L2Dは以下の式(2)で表わすことができる。
【0050】
L2D=[(X1 −X0 )2 +(Y1 −Y0 )2 ]0.5 +[(X2 −X1 )2 +
(Y2 −Y1 )2 ]0.5 +・・・・・+[(X400 −X399 )2 +(Y400 −Y
399 )2 ]0.5 …(2)
なお、この場合においては、前述の各測定点P0 〜P400 の間隔d1 が、隣接する測定点間の2次元距離に相当する。
【0051】
したがって、上記の測定点P0 〜P400 間の2次元長L2Dは、以下の関係式(3)を満たす。
【0052】
L2D=400d1 …(3)
次に、上記のようにして求めた測定点P0 〜P400 間の3次元長L3Dおよび2次元長L2Dより、測定線Aにおける基板10の3次元長L3Dと2次元長L2Dとの比L3D/L2Dを求める。
【0053】
ここで、基板10の表面がうねりが小さく平坦である程、各測定点P0 〜P400 のZ座標の値が0に近づき、基板10の3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1に近づく。このことから、基板10においては、3次元長L3Dと2次元長L2Dとの比L3D/L2Dを平坦性の指標として用いることができる。
【0054】
測定線A以外の測定線B〜Hにおいても上記の測定方法を適用し、各測定線B〜Hにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dを求める。
【0055】
以上のようにして得られた各測定線A〜Hにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下の基板10を良品として選択し、1.00005よりも大きい基板10を不良品とする。
【0056】
なお、各測定線A〜Hにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00003以下の基板10を良品として選択することがより好ましい。
【0057】
このようにして選択された基板10上に後述の方法により複数の磁気ヘッドサスペンションを形成する。それにより、高い歩留りで磁気ヘッドサスペンションを形成することが可能となる。
【0058】
なお、上記においては、基板10の長さ方向MDに沿った測定線上に測定点Pを設け、基板10の長さ方向MDにおいて測定を行っているが、幅方向TD等、基板10の任意の方向に測定線を設けて測定を行ってもよい。ここで、上記のように長さ方向MDにおいて測定を行う場合においては、基板10の全体の特性を把握できる傾向があるためより好ましい。
【0059】
また、磁気ヘッドサスペンションの製造に用いる基板10としては、幅方向TDの全領域にわたって3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下でかつ均一であることが最も好ましい。例えば図1の測定線A〜Hの全てにおいて、3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下でかつ均一であることが最も好ましい。
【0060】
これに対して、基板10の幅方向TDの各領域において、3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下の範囲内においてばらつきを有する場合には、中央部の領域における3次元長L3Dと2次元長L2Dとの比L3D/L2Dが両端部側の領域の比L3D/L2Dに比べて小さい基板10を磁気ヘッドサスペンションの製造に用いることがより好ましい。
【0061】
例えば図1の各測定線A〜Hにおいて、3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下の範囲内でばらつきを有する場合には、測定線D,Eにおける比L3D/L2Dが測定線A〜C,F〜Hにおける比L3D/L2Dに比べて小さい基板10を用いることがより好ましい。
【0062】
ところで、磁気ヘッドサスペンションの製造に用いられる長尺状の基板10は、初めは例えば長さ5000mのものがロールに巻かれた状態である。このように基板10がロールに巻かれたものを原反と呼ぶ。この5000m巻きの原反は、所定の長さの原反に小分けされて磁気ヘッドサスペンションの製造に用いられる。小分けされた原反の全長は25〜1000mであり、好ましくは100〜1000mである。なお、ここでは、小分けする前の原反と小分けした後の原反とを区別するため、小分けする前の原反を元原反と呼ぶ。
【0063】
例えば、本実施例においては、元原反を10本の500m巻きの原反に小分けしている。この場合、5000m巻きの元原反の先端部から長さ500mまでを第1のロールに順に巻いていき、先端部からの長さが500mの部分で元原反を裁断する。このようにして、500m巻きの第1の原反を作製する。次に、裁断された元原反の先端部から長さ500mまでを第2のロールに順に巻き取って裁断し、第2の原反を作製する。さらに、裁断された元原反の先端部から長さ500mまでを第3のロールに順に巻き取って裁断し、第3の原反を作製する。以下同様にして、10本の500m巻きの原反を作製する。
【0064】
上記のように小分けした第1〜第10の原反の各々の先端部において、図1に示す測定方法により、基板10の3次元長L3Dと2次元長L2Dとの比L3D/L2Dを測定する。
【0065】
この場合、第1〜第9の原反の各々の先端部が第2〜第10の原反の芯部側(ロールと接触する部分)と一致するため、第2〜第10の原反については芯部側および先端部の両方の領域において3次元長L3Dと2次元長L2Dとの比L3D/L2Dを測定することが可能となる。したがって、第2〜第10の原反においては、原反の全体の特徴を容易に把握することが可能となる。
【0066】
なお、小分けする前にあらかじめ元原反の先端部の3次元長L3Dと2次元長L2Dとの比L3D/L2Dを測定することにより、第1の原反の芯部側の特徴を調べることができる。したがって、第1の原反においても、原反の全体の特徴を容易に把握することが可能となる。
【0067】
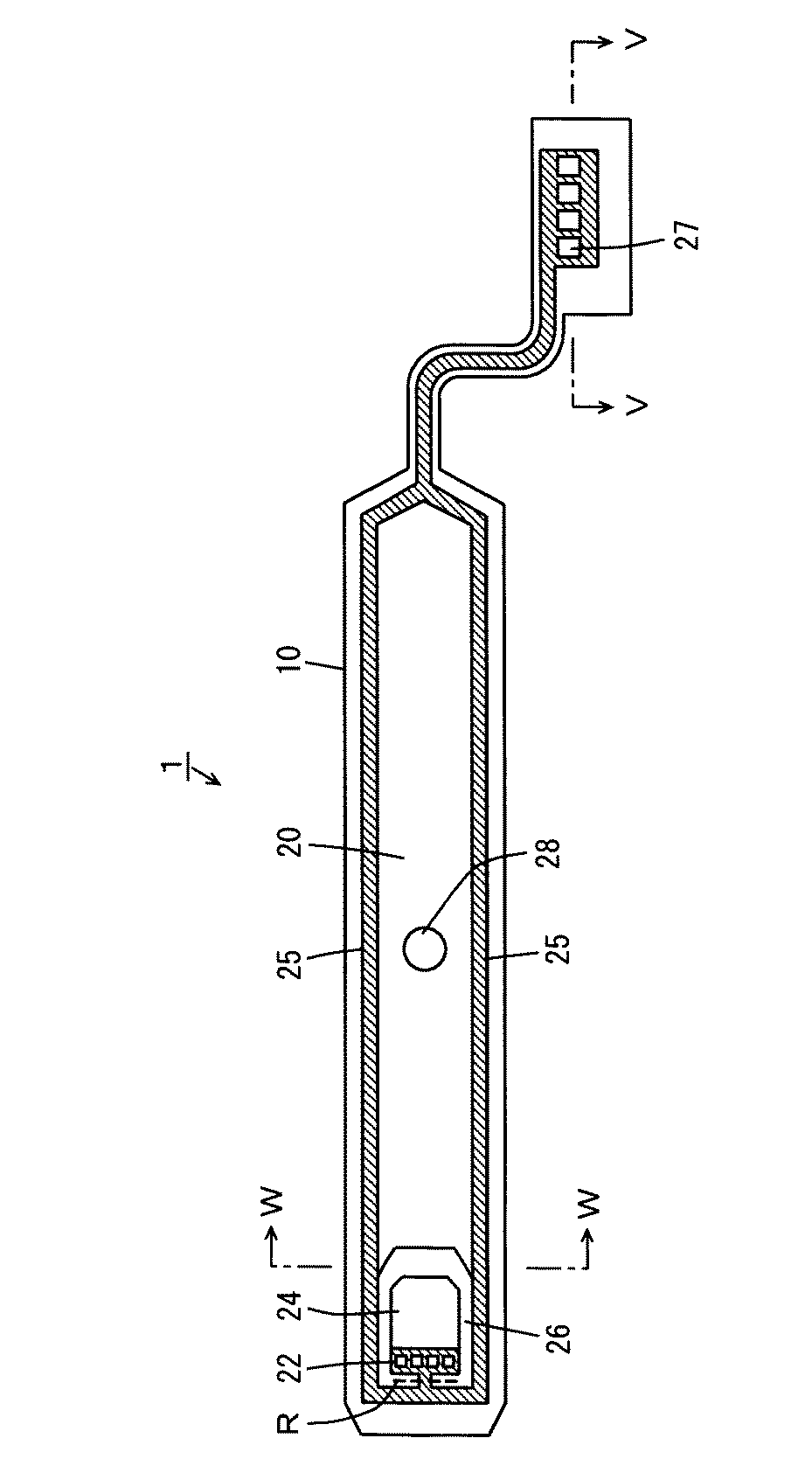
次に、磁気ヘッドサスペンションの製造方法について説明する。図3は本発明の実施例における製造方法により製造される磁気ヘッドサスペンションの平面図である。また、図4(a)は図3の磁気ヘッドサスペンションのV−V線断面図、図4(b)は図3の磁気ヘッドサスペンションのW−W線断面図である。
【0068】
図3に示すように、磁気ヘッドサスペンション1は、ステンレス鋼からなる長尺状の基板10により形成されるサスペンション本体部20を備える。サスペンション本体部20上には配線パターン25が形成されている。サスペンション本体部20の先端部には、U字状の開口部26を形成することにより磁気ヘッド搭載部(以下、タング部と呼ぶ)24が設けられている。タング部24は、サスペンション本体部20に対して所定の角度をなすように破線Rの箇所で折り曲げ加工される。
【0069】
タング部24の端部には4つの電極パッド22が形成されている。サスペンション本体部20の他端部には4つの電極パッド27が形成されている。タング部24上の電極パッド22とサスペンション本体部20の他端部の電極パッド27とは配線パターン25により電気的に接続されている。また、サスペンション本体部20の中央には孔部28が形成されている。孔部28は、後述するように磁気ヘッドサスペンションの製造時において位置決めの目安として用いられる。なお、図3には、被覆層は示されていない。
【0070】
図4(a)に示すように、基板10上にはポリイミドからなる絶縁層11が形成されている。絶縁層11上の4箇所に、クロム膜12、銅からなる導体層パターン16およびニッケル膜17が順に積層され、ニッケル膜17上に金からなる電極パッド27が形成されている。絶縁層11の上面は、電極パッド27の上面を除いてポリイミドからなる被覆層18で被覆されている。
【0071】
図4(b)に示すように、絶縁層11上の一方の側部側および他方の側部側のそれぞれ2箇所に、クロム膜12、銅からなる導体層パターン16およびニッケル膜17が順に積層されている。各側部側の2組のクロム膜12、導体層パターン16およびニッケル膜17はポリイミドからなる絶縁層18で被覆されている。それにより、配線パターン25が形成される。
【0072】
ここで、図3の磁気ヘッドサスペンションの製造工程について説明する。図5〜図7は図3の磁気ヘッドサスペンションの製造工程を示す模式的工程断面図である。
【0073】
まず、図5(a)に示すように、厚さ15〜50μmのステンレス鋼からなる基板10上に、厚さ5〜25μmの感光性ポリイミド樹脂前駆体11aを塗布する。次に、感光性ポリイミド樹脂前駆体11a上に、所定の大きさの開口部51を有するフォトマスク50を形成する。露光機においてフォトマスク50を介して基板10上の感光性ポリイミド樹脂前駆体11aに200〜700mJ/cm2 の紫外線を照射し、フォトマスク50の開口部51内の感光性ポリイミド樹脂前駆体11aを硬化させる。その後、図5(b)に示すように、フォトマスク50およびフォトマスク50下の感光性ポリイミド樹脂前駆体11aを除去し、基板10上の所定領域にポリイミドからなる絶縁層11を形成する。
【0074】
なお、後述するように、絶縁層11の形成の際には、露光処理において発生する基板10の延びを考慮し、基板10の3次元長L3Dと2次元長L2Dとの比L3D/L2Dに応じてフォトマスク50の開口部51の大きさを調整することが好ましい。
【0075】
その後、図5(c)に示すように、基板10上および絶縁層11上に、クロムおよび銅の連続的なスパッタリングにより、厚さ100〜600Åのクロム膜12および厚さ500〜2000Åで0.6Ω/□以下のシート抵抗を有する銅めっきベース13を順に形成する。
【0076】
次に、図5(d)に示すように、銅めっきベース13上に、所定のパターンを有するめっき用のレジスト14を形成する。そして、図5(e)に示すように、レジスト14の開口部に、銅の電解めっきにより厚さ2〜15μmの銅めっき層15を形成する。本実施例では、銅めっき層15の厚さは約10μmである。
【0077】
次いで、図6(f)に示すように、レジスト14を除去した後、アルカリ性処理液により銅めっきベース13をエッチングにより除去し、銅からなる導体層パターン16を形成する。さらに、図6(g)に示すように、アルカリ性処理液(フェリシアン化カリウム液)により基板10上および絶縁層11上に露出したクロム膜12をエッチングにより除去する。
【0078】
次に、図6(h)に示すように、ニッケルの無電解めっきにより基板10上および導体層パターン16上に、厚さ0.05〜0.1μmのニッケル膜17を形成する。このニッケル膜17は、導体層パターン16と被覆層18との密着性を向上させるためおよび銅のマイグレーションを防止するために設けられる。
【0079】
次いで、図6(i)に示すように、ニッケル膜17上および絶縁層11上に感光性ポリイミド樹脂前駆体を塗布し、露光処理、加熱処理、現像処理および加熱硬化処理を順に行うことにより、絶縁層11上およびニッケル膜17上に所定のパターンを有する厚さ3〜5μmのポリイミドからなる被覆層18を形成する。この場合、被覆層18の所定の位置には電極パッド形成用の開口部19が設けられる。また、電極パッドの電解めっき用リード部29としてニッケル膜17の一部が露出される。
【0080】
次に、図7(j)に示すように、露出したニッケル膜17を剥離した後、被覆層18の開口部19内に、電解めっきにより厚さ1〜5μmのニッケル膜21および厚さ1〜5μmの金からなる電極パッド22を形成する。その後、図7(k)に示すように、電極パッドの電解めっき用リード部29をエッチングにより除去する。
【0081】
次に、図7(l)に示すように、基板10上および被覆層18上に所定のパターンを有するフォトレジスト23を形成する。そして、図7(m)に示すように、塩化第二鉄溶液および塩化第二銅溶液を用いて基板10をエッチングし、開口部26を形成するとともに孔部28(図3参照)を形成する。その後フォトレジスト23を除去する。最後に、水洗を行う。このようにして、図3に示した磁気ヘッドサスペンション1が製造される。
【0082】
次に、図8、図9および図10を参照しながら長尺状の基板上における複数の磁気ヘッドサスペンションの形成方法について説明する。図8は本発明の一実施例の製造方法における長尺状の基板の平面図、図9は図8の長尺状の基板上の1つの領域の平面図、図10は図9のサブ領域内の1つの区域の一部の平面図である。
【0083】
図8に示すように、ステンレス鋼からなる長尺状の基板10は長さ方向MDに搬送される。基板10上には、長さ方向MDに沿って矩形の複数の領域30が設けられる。各領域30は、基板10の長さ方向MDに沿って2列および幅方向TDに沿って2行に配置された4つのサブ領域31に区分されている。サブ領域31は露光機による露光処理の単位であり、領域30は図7(j)の電極パッドのめっき処理以降のバッチ処理の単位である。
【0084】
基板10の幅Mは、50〜500mmであり、好ましくは125〜300mmであり、本実施例では250mmである。また、基板10の厚みは、10〜60μmであり、振動を防止する点から好ましくは10〜30μmであり、本実施例では25μmである。
【0085】
領域30の面積は25〜2500cm2 である。本実施例では、領域30の幅K1 は約200mmであり、長さJ1 は約235mmである。サブ領域31の面積は領域30の面積をサブ領域の数で割った大きさとなる。本実施例ではサブ領域31は4つであるが、3つ、あるいは2つでもよい。また、サブ領域31はなくてもよい。本実施例では、サブ領域31の幅K2 は約100mmであり、長さJ2 は約110mmである。
【0086】
さらに、長さ方向MDにおける領域30間の間隔S1は、5〜50mmであり、本実施例では約20mmである。幅方向TDにおける領域30の外側の幅S2は、10〜50mmであり、本実施例では約25mmである。
【0087】
サブ領域31内には、長さ方向MDに沿って2〜200個、幅方向TDに沿って1〜30個、合計2〜6000個の磁気ヘッドサスペンションが配置される。サブ領域31の面積およびサブ領域31内に形成される磁気ヘッドサスペンションの個数は、良品率を向上させるためにできるだけ多い方が好ましい。
【0088】
図9に示すように、各サブ領域31は複数の区域32に区分されている。本実施例では、各サブ領域31は長さ方向MDに沿って延びる3つの区域32に区分されている。本実施例では、長さ方向MDにおいて隣接するサブ領域31間の間隔S3は14mmであり、幅方向TDにおいて隣接するサブ領域31間の間隔S4は4mmである。
【0089】
図10に示すように、各区域32内には、複数の磁気ヘッドサスペンション1が幅方向TDに平行に配列されている。ここで、長さ方向MDに沿った複数の磁気ヘッドサスペンション1の並びを列と呼び、幅方向TDに沿った複数の磁気ヘッドサスペンション1の並びを行と呼ぶ。本実施例では、各区域32内に複数の磁気ヘッドサスペンション1が2列および24行に配列されている。したがって、各サブ領域31内には、磁気ヘッドサスペンション1が6列および24行に配列され、各領域30には、磁気ヘッドサスペンション1が12列および48行に配列されている。なお、図10においては、磁気ヘッドサスペンション1の詳細について図示を省略している。
【0090】
ここで、上記の長尺状の基板10の幅方向TDの複数の領域において、図1の方法により測定した各々の領域の3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下の範囲内でばらつきを有する場合について考える。
【0091】
ここでは、具体例として、図1の基板10の幅方向TDに設定された測定線A〜Hにおいて、各測定線A〜Hにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下の範囲内でばらつきを有する場合について考える。
【0092】
このように3次元長L3Dと2次元長L2Dとの比L3D/L2Dが幅方向TDにおいてばらつきを有する基板10を磁気ヘッドサスペンションの製造に用いると、図5(a)に示す露光処理の際に、各測定線A〜Hが設定された基板10の幅方向TDの各領域においてそれぞれ異なる大きさの延びが長さ方向MDに発生する。この場合、3次元長L3Dと2次元長L2Dとの比L3D/L2Dが大きい領域、すなわちうねりが大きな領域において、露光処理の際に大きな延びが発生する。一方、3次元長L3Dと2次元長L2Dとの比L3D/L2Dが小さい領域、すなわちうねりが小さい領域では、露光処理の際に発生する延びが小さい。このような基板10の幅方向TDの各領域における延びのばらつきにより、基板10において、設計位置と異なる位置に絶縁層11が形成されたり、あるいは設計値と異なる寸法で絶縁層11が形成される場合がある。
【0093】
以上のことから、基板10の幅方向TDにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dのばらつきに応じて、フォトマスク50の開口部51の大きさを調整することが好ましい。それにより、幅方向TDにおける基板10の歪みを相殺して3次元長L3Dと2次元長L2Dとの比L3D/L2Dのばらつきを補正し、幅方向TDの全領域にわたって設計通りに精度よく絶縁層11を形成することが可能となる。
【0094】
例えば、基板10の幅方向TDにおいて左側の領域と右側の領域とで3次元長L3Dと2次元長L2Dとの比L3D/L2Dが異なる場合、あるいは基板10の幅方向TDにおいて端部側の領域と中央の領域とで3次元長L3Dと2次元長L2Dとの比L3D/L2Dが異なる場合においては、あらかじめ作製しておいた開口部51のパターンが異なる複数のフォトマスク50の中から、基板10の幅方向TDにおける3次元長L3Dと2次元長2Dとの比L3D/L2Dのばらつきを補正することが可能なフォトマスク50を選択し、図5(a)の露光処理に用いる。
【0095】
例えば、図11に示すように、基板10の幅方向TDにおいて両端部側の領域の3次元長L3Dと2次元長2Dとの比L3D/L2Dが中央部の領域の3次元長L3Dと2次元長2Dとの比L3D/L2Dに比べて大きい場合、中央部の領域の開口部51の長さ方向MDの大きさが両端部側の領域の開口部51の長さ方向MDの大きさに比べて大きなフォトマスク50を用いることが好ましい。この場合について以下に説明する。
【0096】
図12(a),(b)は、図11のT−T線における模式的な断面図である。図12(a)に示すように、基板10の中央部の領域はうねりがほとんどなく、3次元長L3Dと2次元長L2Dとの比L3D/L2Dがほぼ1.00000である。このため、基板10の中央部の領域では、露光処理の際に延びが発生しない。したがって、図12(b)に示すように、フォトマスク50の開口部51の長さ方向MDの大きさとほぼ等しい大きさを有する絶縁層11が開口部51内に形成される。この場合、絶縁層11は設計通りの寸法で設計通りの位置に形成される。
【0097】
一方、図13(a)〜(c)は、図11のU−U線における模式的な断面図である。図13(a)に示すように、基板10の端部側領域は中央部の領域に比べてうねりが大きく、中央部の領域に比べて3次元長L3Dと2次元長L2Dとの比L3D/L2Dが大きい。このため、基板10の端部側領域では、図13(b)に示すように、露光処理の際に長さ方向MDに延びが発生する。
【0098】
ここで、この場合においては、図1の方法によりあらかじめ測定した基板10の3次元長L3Dと2次元長L2Dとの比に基づいて露光処理の際に発生する基板10の長さ方向MDの延びを予測し、この基板10の延びを考慮して、最終的に基板10の幅方向TDの全領域において設計通りの寸法および位置で絶縁層11が形成されるようにフォトマスク50の開口部51の大きさを設定している。したがって、図13(c)に示すように、中央部の領域に比べて大きなうねりを有する端部側の領域においても、図12(b)に示す中央部の領域の場合と同様、設計通りの寸法で設計通りの位置に絶縁層11を形成することが可能となる。
【0099】
以上のように、上記のフォトマスクの形成方法においては、あらかじめ測定した基板10の幅方向TDの各領域の3次元長L3Dと2次元長L2Dとの比L3D/L2Dから、幅方向TDにおける基板10の延びのばらつきを予想し、このばらつきに応じて各領域に形成するフォトマスク50の開口部51の大きさを調整する。それにより、基板10の幅方向TDの全領域において、設計通りに精度よく絶縁層11を形成することが可能となる。
【0100】
【実施例】
ここで、2つの基板10について、まず図1の検査方法により8本の測定測定線A〜Hにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dを測定した。その後、これらの2つの基板10上に、以下に示す方法により、複数の磁気ヘッドサスペンション1を作製した。作製した磁気ヘッドサスペンション1について、形成位置のずれ、寸法のばらつきおよびタング部の反りのばらつきを調べた。以下、2つの基板10をそれぞれ実施例および比較例とする。
【0101】
実施例および比較例においては、ステンレス鋼(SUS)からなる長尺状の基板10を用いた。基板10の詳細は表1に示すとおりである。
【0102】
【表1】
まず、これらの基板10の先端部の領域から幅が約250mmであり長さが約500mmである試料を採取した。
【0104】
上記の実施例および比較例における試料を用いて、図1の検査方法により各測定線A〜Hにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dを求めた。その結果を表2に示す。
【0105】
【表2】
実施例および比較例においては、以下の点を除いて図3〜図10に示した製造方法と同様の方法により、長尺状の基板10上に複数の磁気ヘッドサスペンション1を作製した。
【0107】
実施例および比較例においては、図14に示すように、基板10上に磁気ヘッドサスペンション1が8列および80行に配列される。すなわち、基板10上に640個の磁気ヘッドサスペンション1が配列される。この場合、各列の磁気ヘッドサスペンション1のタング部24が図1の測定線A〜H上に配置されるように磁気ヘッドサスペンション1を作製した。
【0108】
なお、図14では、孔部28およびタング部24以外の図示を省略した模式的な磁気ヘッドサスペンション1を示しており、実際の磁気ヘッドサスペンション1の構造は図3に示す通りである。
【0109】
実施例および比較例の磁気ヘッドサスペンション1の製造時においては、長尺状の基板10にサブ領域31(図8参照)を形成せず、2つの領域30(図8参照)内に磁気ヘッドサスペンション1を8列および80行に配列した。
【0110】
上記のようにして作製した640個の磁気ヘッドサスペンション1の各々について、以下の方法により、孔部28の設計位置に対する形成位置のずれ、孔部28の寸法およびタング部24の反りを測定した。
【0111】
(孔部28の設計位置に対する形成位置のずれ)
ここでは、基板10における各磁気ヘッドサスペンション1の設計位置に対する形成位置のずれを調べるために、代表として孔部28の設計位置に対する形成位置のずれを測定した。
【0112】
640個の磁気ヘッドサスペンション1が作製された図14のシート状の基板10において、原点Oを基準として測長顕微鏡により、各磁気ヘッドサスペンション1の孔部28の中心の座標Aを求めた。一方、露光処理工程に使用したフォトマスクに関して、基板10上の原点Oに対応するフォトマスク上の点を原点とし、この原点を基準として上記と同様の方法により、孔部28の中心に対応するフォトマスク上の点の座標Bを求めた。
【0113】
なお、ここでは上記のようにして求めた座標Aの位置が孔部28の中心の形成位置に相当しており、また、座標Bの位置が孔部28の中心の設計位置に相当する。
【0114】
そして、基板10上における孔部28の中心の座標Aと、孔部28の中心に対応するフォトマスク上の点の座標Bとを比較することにより、各磁気ヘッドサスペンション1において孔部28の中心が設計位置(フォトマスク上の座標Bの位置)からX軸方向およびY軸方向にどれだけずれて形成されたか、すなわち設計位置に対する形成位置のX軸方向およびY軸方向のずれ量を測定した。
【0115】
なお、この場合においては、基板10の幅方向TDおよび長さ方向MDをそれぞれX軸方向およびY軸方向とし、各測定点の座標A,BについてX成分およびY成分を求めている。
【0116】
上記の方法により測定した各磁気ヘッドサスペンション1の孔部28のX軸方向およびY軸方向のずれ量から、640個の磁気ヘッドサスペンション1における平均値および標準偏差を求めた。その結果を表3に示す。
【0117】
【表3】
(孔部28の寸法)
ここでは、磁気ヘッドサスペンション1の寸法のばらつきを調べるために、代表として孔部28の寸法(口径)を自動測長顕微鏡により測定し、そのばらつきを調べた。なお、孔部28の設計口径は800μmである。この場合、各磁気ヘッドサスペンション1の孔部28において、円周上に少なくとも10点以上の測定点を設定して測定を行った。
【0119】
上記の方法により測定した各磁気ヘッドサスペンション1の孔部28の口径から、640個の磁気ヘッドサスペンション1における平均値および標準偏差を求めた。その結果を表4に示す。
【0120】
【表4】
(タング部の反り)
図15(a)は磁気ヘッドサスペンションのタング部の反りの測定方法を示す模式的な平面図であり、図15(b)は図15(a)の側面図である。タング部24の反りの測定においては、溝501を有する治具500を用いた。図15(a),(b)に示すように、溝501にタング部24を設置し、水平な治具500上に磁気ヘッドサスペンション1の本体を固定した。次に、タング部24の4隅に4つの測定点Qを設定するとともに、この4つの測定点Qの3次元座標をレーザ顕微鏡により連続測定した。求めた4つの測定点Qの座標から最小二乗法により平面を算出し、この平面が基準水平面(サスペンション本体)に対してなす角度を反りとして求めた。
【0122】
ここでは、タング部24の反りとして、算出した平面がサスペンション本体の長さ方向(長手方向)となす角、およびこの平面がサスペンション本体の幅方向(短手方向)となす角について測定を行った。
【0123】
なお、実施例および比較例では、この平面がヘッドサスペンション本体の長さ方向となす角を0.4°に設計し、この平面がヘッドサスペンション本体の幅方向となす角を0.0°に設計した。また、測定は、タケシバ電機株式会社製のHGA/サスペンション角度測定装置SAM−8080を用いて行った。
【0124】
上記の方法により測定した各磁気ヘッドサスペンション1のタング部24の反りから、640個の磁気ヘッドサスペンション1における平均値および標準偏差を求めた。その結果を表5に示す。
【0125】
【表5】
上記の実施例および比較例において、表2に示すように、実施例の基板10では全部の測定線A〜Hにおいて3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下であるのに対して、比較例の基板10では測定線A〜Hのうち測定線B〜Fにおける3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005よりも大きくなっている。
【0127】
一方、表3、表4および表5に示すように、実施例において作製された磁気ヘッドサスペンション1では、比較例において作製された磁気ヘッドサスペンション1に比べて、孔部28の形成位置のずれ、孔部28の口径のばらつき(標準偏差)およびタング部24の反りのばらつき(標準偏差)が小さくなる。
【0128】
以上のことから、基板10の3次元長L3Dと2次元長L2Dとの比L3D/L2Dと、その基板10上に形成された複数の磁気ヘッドサスペンション1における形成位置のずれ、寸法のばらつきおよびタング部の反りのばらつきとの間には、良好な相関関係があることがわかる。
【0129】
この場合、実施例のように、3次元長L3Dと2次元長L2Dとの比L3D/L2Dが1.00005以下の基板10を磁気ヘッドサスペンション1用の基板として用いることが好ましい。それにより、磁気ヘッドサスペンション1の形状および寸法のばらつきを低減するとともに、タング部24の反りのばらつきおよび配線パターン等のずれを低減することが可能となる。その結果、高い精度で磁気ヘッドサスペンション1を作製し、良品率を向上させることが可能となる。
【図面の簡単な説明】
【図1】本発明の一実施例における磁気ヘッドサスペンションの製造に用いる基板の検査方法を説明するための平面図である。
【図2】図1の長さ方向における部分断面図である。
【図3】本発明の実施例における製造方法により製造される磁気ヘッドサスペンションの平面図である。
【図4】図3の磁気ヘッドサスペンションのV−V線断面図およびW−W線断面図である。
【図5】図3の磁気ヘッドサスペンションの製造工程を示す模式的工程断面図である。
【図6】図3の磁気ヘッドサスペンションの製造工程を示す模式的工程断面図である。
【図7】図3の磁気ヘッドサスペンションの製造工程を示す模式的工程断面図である。
【図8】本発明の一実施例の製造方法における長尺状の基板の平面図である。
【図9】図8の長尺状の基板上の1つの領域の平面図である。
【図10】図9のサブ領域内の1つの区域の一部の平面図である。
【図11】本発明の一実施例におけるフォトマスクの形成方法を示す平面図である。
【図12】図11のT−T線断面図である。
【図13】図11のU−U線断面図である。
【図14】実施例および比較例の製造方法により構成される磁気ヘッドサスペンションの平面図である。
【図15】実施例および比較例の製造方法により構成される磁気ヘッドサスペンションのタング部の反りを測定するための方法を示す図である。
【図16】従来の製造方法における長尺状の基板の平面図である。
【符号の説明】
10 基板
11 絶縁層
18 被覆層
20 サスペンション本体部
24 タング部
25 配線パターン
28 孔部
30 領域
31 サブ領域
32 区域
50 フォトマスク
MD 長さ方向
TD 幅方向
P,Q 測定点
A〜H 測定線
L3D 3次元長
L2D 2次元長
Claims (6)
- 長尺状の金属基板の表面の平坦性を調べるために前記長尺状の金属基板の表面に複数の測定点を設定し、各々の測定点の位置を前記金属基板の表面に略平行な仮想平面における第1および第2の座標および前記金属基板の厚み方向における第3の座標で表し、前記第1および第2の座標から前記仮想平面上での前記複数の測定点間の距離を2次元距離L2Dとして求めるとともに、前記第1、第2および第3の座標から前記金属基板の表面上での前記複数の測定点間の距離を3次元距離L3Dとして求め、前記3次元距離L3Dと前記2次元距離L2Dとの比L3D/L2Dが所定値以下の金属基板を選択し、前記選択された金属基板を長さ方向に搬送しつつ、前記金属基板上に絶縁層および導体層を積層して複数の磁気ヘッドサスペンションを形成し、
前記絶縁層は、前記金属基板上に感光性樹脂を塗布するとともに前記感光性樹脂上に複数の開口部を有するフォトマスクを形成し前記フォトマスクを介して露光および現像を行うことにより形成し、前記金属基板における前記3次元距離L 3D と2次元距離L 2D との比L 3D /L 2D に応じて前記フォトマスクの前記開口部の大きさを選択することを特徴とする磁気ヘッドサスペンションの製造方法。 - 前記所定値が1.00005であることを特徴とする請求項1記載の磁気ヘッドサスペンションの製造方法。
- 前記複数の測定点を前記金属基板の長さ方向に沿った測定線上に設定することを特徴とする請求項1または2記載の磁気ヘッドサスペンションの製造方法。
- 前記金属基板の長さ方向に沿った前記測定線を前記金属基板の幅方向の複数箇所に配置することを特徴とする請求項3記載の磁気ヘッドサスペンションの製造方法。
- 前記複数の測定点を前記磁気ヘッドサスペンションの形成位置に設定することを特徴とする請求項1〜4のいずれかに記載の磁気ヘッドサスペンションの製造方法。
- 開口部を有するマスクの金属基板上への形成方法であって、前記金属基板の表面の平坦性を調べるために前記金属基板の表面に複数の測定点を設定し、各々の測定点の位置を前記金属基板の表面に略平行な仮想平面における第1および第2の座標および前記金属基板の厚み方向における第3の座標で表し、前記第1および第2の座標から前記仮想平面上での前記複数の測定点間の距離を2次元距離L2Dとして求めるとともに、前記第1、第2および第3の座標から前記金属基板の表面上での前記複数の測定点間の距離を3次元距離L3Dとして求め、前記金属基板における前記3次元距離L3Dと前記2次元距離L2Dとの比L3D/L2Dに応じて前記マスクの前記開口部の大きさを選択することを特徴とするマスクの形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000036965A JP3660187B2 (ja) | 2000-02-15 | 2000-02-15 | 磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法ならびにマスクの形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000036965A JP3660187B2 (ja) | 2000-02-15 | 2000-02-15 | 磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法ならびにマスクの形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001229636A JP2001229636A (ja) | 2001-08-24 |
| JP3660187B2 true JP3660187B2 (ja) | 2005-06-15 |
Family
ID=18560930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000036965A Expired - Lifetime JP3660187B2 (ja) | 2000-02-15 | 2000-02-15 | 磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法ならびにマスクの形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3660187B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5142056B2 (ja) * | 2010-12-28 | 2013-02-13 | 大日本印刷株式会社 | サスペンション用基板、外枠付サスペンション用基板、サスペンション、ヘッド付サスペンション、およびハードディスクドライブ |
| JP6125305B2 (ja) * | 2013-04-19 | 2017-05-10 | 日東電工株式会社 | 回路付きサスペンション基板および回路付きサスペンション基板集合体シートならびにこれらの製造方法 |
-
2000
- 2000-02-15 JP JP2000036965A patent/JP3660187B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001229636A (ja) | 2001-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4939583B2 (ja) | 回路付きサスペンション基板集合体シートおよびその製造方法 | |
| KR102477941B1 (ko) | 증착 마스크, 증착 마스크의 제조 방법 및 금속판 | |
| CN104854254B (zh) | 金属板、金属板的制造方法、和使用金属板制造蒸镀掩模的方法 | |
| US9251818B2 (en) | Suspension board with circuits for accurate posture angle adjustment, and method for manufacturing the same | |
| TW201742935A (zh) | 蒸鍍遮罩用基材、蒸鍍遮罩用基材的製造方法、及蒸鍍遮罩的製造方法 | |
| CN108048793A (zh) | 金属板、金属板的制造方法、和使用金属板制造蒸镀掩模的方法 | |
| KR20210151245A (ko) | 금속판, 금속판의 제조 방법, 및 금속판을 사용하여 증착 마스크를 제조하는 방법 | |
| TWI642802B (zh) | 蒸鍍遮罩用基材、蒸鍍遮罩用基材的製造方法、蒸鍍遮罩的製造方法及顯示裝置的製造方法 | |
| JP4017303B2 (ja) | 磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法 | |
| JP2019031743A (ja) | 蒸着マスク、蒸着マスク装置の製造方法および蒸着マスクの製造方法 | |
| JP2022137264A (ja) | フレクシャ製造に使用するプロセスクーポン | |
| US5738566A (en) | Lapping guide system, method and article of manufacture | |
| JP6110113B2 (ja) | 多層配線基板、及びその製造方法 | |
| JP3660187B2 (ja) | 磁気ヘッドサスペンションの製造方法および磁気ヘッドサスペンション用の金属基板の検査方法ならびにマスクの形成方法 | |
| JP2016015359A (ja) | 金属張積層体の寸法安定性の評価方法及び回路基板の製造方法 | |
| JP4640557B2 (ja) | エッチング精度評価方法 | |
| TWI826105B (zh) | 量測電路板之對位方法 | |
| CN112927726B (zh) | 在制造挠曲件时使用的工艺试件 | |
| JPH0669630A (ja) | 電子部品の製造方法 | |
| JP2022135197A (ja) | フレキシブルプリント配線板 | |
| JP4762800B2 (ja) | 配線回路基板の製造方法 | |
| JP2001203469A (ja) | 多層プリント配線板 | |
| JPH11298140A (ja) | 配線板の製造方法及び製造装置 | |
| JPH07141626A (ja) | 薄膜磁気ヘッドの製造方法 | |
| JP2010061733A (ja) | 磁気ヘッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040914 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050316 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3660187 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080325 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110325 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140325 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |