JP3625552B2 - 接着剤塗布装置および接着剤塗布方法 - Google Patents
接着剤塗布装置および接着剤塗布方法 Download PDFInfo
- Publication number
- JP3625552B2 JP3625552B2 JP31866995A JP31866995A JP3625552B2 JP 3625552 B2 JP3625552 B2 JP 3625552B2 JP 31866995 A JP31866995 A JP 31866995A JP 31866995 A JP31866995 A JP 31866995A JP 3625552 B2 JP3625552 B2 JP 3625552B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- application
- weight
- test
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/011—Apparatus therefor
- H10W72/0113—Apparatus for manufacturing die-attach connectors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/303—Assembling printed circuits with electric components, e.g. with resistors with surface mounted components
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Die Bonding (AREA)
Description
【発明の属する技術分野】
本発明は、装着された電子部品を仮固定するための接着剤を板材に塗布する接着剤塗布装置および接着剤塗布方法に関するものである。
【0002】
【従来の技術】
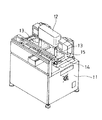
従来の接着剤塗布装置の一例について、図3〜図5により説明する。
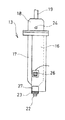
図3は従来の接着剤塗布装置の斜視図であり、図4は接着塗布装置の接着剤貯蔵タンクである塗布ヘッドの側面図、図5はその断面図である。
【0003】
図3に示すように、接着剤塗布装置の基台11の後方には、X方向に移動自在のXテーブル12が配置されており、このXテーブル12には塗布ヘッド13が装着されている。また、基台11の中央には、Y方向に移動自在のYテーブル14が配置され、このYテーブル14には、基板15を取り付けるようになっている。
【0004】
図4、図5において、塗布ヘッド13は、基板15上などに接着剤を一定量ずつ吐出し塗布するものであり、主として、タンクホルダ16と、このタンクホルダ16の中に装着される半透明で樹脂製のタンク17と、キャップ18とから構成されている。キャップ18は、Xテーブル12に内蔵された駆動装置(図示せず)によって上下動および回転するシャフト19に上部側で固定されているとともに、下部側には複数本のボルト20によってタンクホルダ16が固定されている。タンクホルダ16は、前面を取り除くことによって開口部を有しており、この開口部に、タンク17が着脱自在に装着される。タンク17の下端には漏斗状の吐出口21が形成されており、この吐出口21には、ノズル22が、タンクホルダ16の下端に装着したノズルホルダ23から下方に突出して取り付けられている。
【0005】
また、キャップ18には、圧縮空気がタンク17内へ送りこまれるように吸気口24が設けられおり、タンクホルダ16の下端近くには、接着剤25の残留量を検出するセンサ26が埋設されている。
【0006】
タンクホルダ16とノズルホルダ23の間にはヒータ27が取りつけられており、このヒータ27でノズルホルダ23が温められる。そして、ノズルホルダ23の温度を測定し、これを一定に保つためのサーミスタ28がタンクホルダ16の下端に取り付けられている。
【0007】
タンク17内には、このタンク17に接着剤25が満たされると、その上から金属製のリング29aが嵌合された樹脂製のフロート29bが入れられる。このフロート29bが、接着剤25を均一に押し出すとともに、タンクホルダ16に埋設したセンサ26によって接着剤25の残量が僅かになったことを検知する。また、タンク17の上端面とキャップ18の間、タンク17の吐出口21の外周面とノズルホルダ23の間には、タンク17内の気密を保つために、それぞれパッキン30およびパッキン31が装着されている。
【0008】
以下、上記構成において作用を説明する。
まず、タンク17を取り外し、接着剤25を入れ、その後、タンクホルダ16に取り付ける。次に、ヒータ27に電流を流し、サーミスタ28で温度を測定して所要の温度に上昇させ、この温度を一定に保持する。そして、Yテーブル14の上に基板15を取り付けて接着剤塗布装置を稼働させる。吸気口21から所定の時間圧縮空気が供給されると、この圧縮空気がフロート29bを下方に押し下げ、ノズル22から一定量の接着剤25が吐き出される。同時にシャフト19が下降し、基板15に接着剤25が塗布される。
【0009】
タンク17内の残量が減り、タンクホルダ16のセンサ26の位置までフロート29bが下がってくると、タンク17を交換する警報ランプ(図示せず)が点灯する。このようにして、接着剤25を基板15に塗布するようになっている。
【0010】
なお、接着剤塗布装置における信頼性は、接着剤25の塗布量が変化することによって大きく左右される。すなわち、接着剤25の塗布量が少ないと確実に接着できず、多すぎると電子部品の装着時に移動したり、接着剤25が基板15の電極部上に流れて接合不良を生じてしまうなどの問題を生じることになる。
【0011】
そこで、従来の上記接着剤塗布装置では、この接着剤塗布装置の起動時に、テスト用の接着部である板材(図示せず)に対して、接着剤25をテスト塗布し、適正な塗布状態となるように塗布ヘッド13に導入する高圧気体の圧力(以下、これを吐出圧力と称する)を調整したり、あるいは、基板15に対する接着剤25の本塗布工程に先立って試験的に前記板材の塗布点に対して、接着剤25をテスト塗布し、その塗布点の接着剤25の面積を演算し、接着剤25の面積が所定の許容範囲になるまで、または所定回数に達するまで塗布条件を補正してテスト塗布を繰り返し、その面積が許容範囲になるようにしていた。
【0012】
【発明が解決しようとする課題】
しかし、上記のような接着剤塗布装置では、電子部品を実装すべき基板15に対して、接着剤25を塗布している間にノズル22に、硬化した接着剤25が付着して詰まりを生じたり、周囲の温度条件が変化したりして、適正な塗布状態が得られなくなることがあり、信頼性の高い塗布ができないという問題があった。
【0013】
さらに、基板15に対する接着剤25の本塗布工程に先立って試験的に接着剤25を板材の塗布点にテスト塗布し、その塗布点の接着剤25の面積の演算を行っても、塗布点の接着剤25の高さが一定になるとは限らないため、接着剤25の面積が所定の許容範囲内であっても塗布量(塗布体積)は非常に大きなバラツキが生じて、接着剤硬化前後の基板15上に実装された電子部品の保持力に非常に大きなバラツキを与える課題があった。
【0014】
本発明は上記課題を解決するもので、信頼性の高い塗布ができる接着剤塗布装置および接着剤塗布方法を提供することを目的とする。
【0015】
【課題を解決するための手段】
上記課題を解決するために本発明の接着剤塗布装置は、基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布装置であって、前記テスト用の接着部の塗布点に吐出された接着剤の重量を測定する重量測定部と、制御部とを設け、前記制御部は、テスト塗布した際に、接着剤の重量が許容重量範囲内であり、かつ、その回の塗布重量から前回の塗布重量を差し引いた塗布重量変動量が許容重量変動範囲内に達してから本塗布工程に移行させるものである。また、本発明の他の接着剤塗布装置は、基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布装置であって、前記テスト用の接着部の塗布点に塗布された接着剤の面積を測定する認識部と、制御部とを設け、前記制御部は、テスト塗布した際に、接着剤の面積が許容面積範囲内であり、かつ、その回の塗布面積から前回の塗布面積を差し引いた塗布面積変動量が許容面積変動範囲内に達してから本塗布工程に移行させるものである。
【0016】
必要に応じて、制御部は、テスト用の接着部の塗布点の塗布回数が許容設定回数に達してから本塗布工程に移行させる。
また、1つの電子部品に対して複数の塗布点を有する場合には、制御部により、前記複数の塗布点の接着剤の重量の合計が許容範囲になると、本塗布工程に移行させる。
【0017】
さらに、テスト用の接着部の塗布点に塗布された接着剤の面積を測定する認識部を設け、制御部は、前記塗布点の接着剤の面積が許容範囲内に達してから本塗布工程に移行させるとよい。
【0018】
また、本発明の接着剤塗布方法は、基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布方法であって、前記テスト用の接着部の塗布点に吐出された接着剤の重量を測定し、前記塗布点の接着剤の重量が許容範囲内であり、かつ、その回の塗布重量から前回の塗布重量を差し引いた塗布重量変動量が許容重量変動範囲内に達すると本塗布工程に移行させる。また、本発明の他の接着剤塗布方法は、基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布方法であって、前記テスト用の接着部の塗布点に塗布された接着剤の面積を測定し、前記塗布点の接着剤の面積が許容範囲内であり、かつ、その回の塗布面積から前回の塗布面積を差し引いた塗布面積変動量が許容面積変動範囲内に達すると本塗布工程に移行させる。
【0019】
必要に応じて、テスト用の接着部の塗布点の塗布回数が許容設定回数に達してから本塗布工程に移行させる。
また、1つの電子部品に対して複数の塗布点を有する場合に、前記複数の塗布点の接着剤の重量の合計が許容範囲内になると、本塗布工程に移行させる。
【0020】
さらに、テスト用の接着部の塗布点に塗布された接着剤の面積を測定し、前記塗布点の接着剤の面積が許容範囲内に達すると本塗布工程に移行させる。
上記構成および方法により、接着剤の塗布量にバラツキがなくなり、信頼性の高い塗布ができる。
【0021】
【発明の実施の形態】
以下、本発明の実施の形態を図面により説明する。
図1に示すように、接着剤塗布装置の基台(図示せず)には、X方向に移動自在のXテーブル1が配置されており、このXテーブル1には、接着剤を吐出させて、塗布する塗布ヘッド2を装着している。基台の中央には、Y方向に移動自在のYテーブル3が配置されており、このYテーブル3上には、基板4が取り付けられるようになっている。また、Xテーブル1には、カメラとレンズよりから構成されて接着剤の塗布面積を測定する認識部5が設けられている。また、Yテーブル3上には、テスト用の接着部である板材7が取り付けられる捨て打ちステーション6が設けられ、この捨て打ちステーション6の板材7に、テスト用に吐出された接着剤の重量が図示しない重量測定部により測定されるようになっている。これらのXテーブル1、塗布ヘッド2、Yテーブル3、認識部5は、図示しない制御部によって制御される。
【0022】
この制御部の制御動作を図2のフローチャートを参照して説明する。
図2に示すように、まず、ステップ1で塗布回数Nが1回目であることが認識され、ステップ2で1回目の捨て打ちがなされた後、ステップ3で接着剤が塗布された板材7の塗布点の塗布面積S1が測定され、ステップ4で塗布重量W1が測定される。その後、ステップ5で、この接着剤塗布装置において使用者が任意に設定するテスト塗布の設定回数n(nは自然数、例えば9回)より塗布回数Nが大きいか否かの判断がされ、塗布回数Nが設定回数nより大きくない場合、すなわち塗布回数Nが設定回数n以下である場合にはステップ6に進んで塗布回数が1回増やされ、ステップ2に戻る。
【0023】
一方、塗布回数Nが設定回数nより大きいと判断されると、ステップ7に進んで今回測定された塗布面積SNから前回測定された塗布面積SN−1が差し引かれて塗布面積SNの変動である変動面積Sが演算される。ステップ8で、変動面積Sが、予め設定された設定面積S1よりも小さいか否かが判断される。変動面積Sが設定面積S1より小さい場合は、塗布面積SNが安定したと判断してステップ9に進む。一方、変動面積Sが設定面積S1より小さくない場合、すなわち設定面積S1以上である場合は、塗布面積SNが安定していないと判断してステップ6を介してステップ2に戻り、再度捨て打ち動作が行われる。
【0024】
次に、ステップ9で、今回測定された塗布面積SNが、この接着剤塗布装置において予め設定された最大許容面積S2より小さいかか否かが判断される。塗布面積SNが最大許容面積S2より小さい場合には、塗布面積SNが塗布条件に適していると判断されてステップ10に進む。一方、塗布面積SNが最大許容面積S2より小さくない場合、すなわち最大許容面積S2以上である場合には塗布面積SNが大き過ぎると判断されて、ステップ6を介して、ステップ2に戻り再度捨て打ち動作が行われる。
【0025】
ステップ10で、今回測定された接着剤の塗布重量WNから前回測定された接着剤の塗布重量WN-1が差し引かれて塗布重量WNの変動である変動重量Wが演算される。ステップ11で、変動重量Wが設定重量W1よりも小さい場合は、塗布重量WNが安定したと判断して、ステップ12に進む。一方、ステップ11で、変動重量Wを予め設定された設定重量W1と比較し、変動重量Wが設定重量W1よりも小さくない場合、すなわち設定重量W1以上である場合には、塗布重量WNが安定していないと判断してステップ6を介してステップ2に戻り、再度捨て打ち動作が行われる。
【0026】
ステップ12で、今回測定された塗布重量WNが、この接着剤塗布装置において予め設定された最大許容重量W2より小さいか否かが判断される。塗布重量WNが最大許容重量W2より小さい場合には、塗布重量WNが塗布条件に適していると判断されて、ステップ13で本塗布がスタートされる。一方、塗布重量WNが最大許容重量W2より小さくない場合、すなわち最大許容重量W2以上である場合には、塗布重量WNが大き過ぎると判断されて、ステップ6を介してステップ2に戻り、再度捨て打ち動作が行われる。
【0027】
このように、塗布面積SNだけでなく、塗布重量WNが許容範囲内に達した後に、本塗布工程に移行されるため、本塗布工程においても基板4に最適な塗布面積SNおよび塗布重量WNで接着剤を塗布することができ、すなわち、塗布体積や塗布高さも適切なものとなる。また、板材の塗布点の塗布回数が許容設定回数に達してから本塗布工程に移行させることにより、一層安定した状態で接着剤を基板に対して塗布することができる。
【0028】
なお、上記制御部は、1つの電子部品に対して複数の塗布点を有する場合に、制御部は、前記複数の塗布点の接着剤の重量の合計が許容範囲になると、本塗布工程に移行させる機能も有しており、これにより、各電子部品についても基板に適した塗布量の接着剤を塗布することができる。
【0029】
【発明の効果】
以上のように本発明によれば、接着部の塗布点に吐出された接着剤の重量を測定し、前記塗布点の重量が許容範囲内に達すると本塗布工程に移行させることにより、本塗布工程に移行する前に、予め最適な塗布重量および塗布量(塗布体積)を安定して吐出できる状態とできるため、基板に電子部品を装着するのに適した塗布重量、すなわち塗布体積の接着剤を塗布することができる。
【0030】
また、接着剤の塗布点の塗布回数が許容設定回数に達してから本塗布工程に移行させることにより、初期の不安定な状態で本塗布工程に移行することが防止できるため、基板に、一層安定した状態で接着剤を塗布することができる。
【0031】
さらに、1つの電子部品に対して複数の塗布点を有する場合に、塗布点の接着剤の重量の合計が許容範囲内に達すると、本塗布工程に移行させることにより、各電子部品についても基板に適した塗布量の接着剤を塗布することができる。
【0032】
また、接着剤の塗布重量により本塗布工程への移行を判断することに加えて、接着部の塗布点に塗布された接着剤の面積を測定し、前記塗布点の接着剤の面積が許容範囲内に達すると本塗布工程に移行させることにより、塗布点に塗布された接着剤の面積が安定するとともに高さも一定となるため、最適な接着強度が常に得られるようになる。
【0033】
このことにより、接着剤の塗布量が少ないために起こる基板に対する電子部品の不確実な装着、また、多すぎることにより起こる電子部品の装着時の移動や接着剤が基板の電極上に流れて発生する接合不良などの問題を解消することができる。
【図面の簡単な説明】
【図1】本発明の実施の形態にかかる接着剤塗布装置の斜視図である。
【図2】同実施の形態にかかる接着剤塗布装置の制御動作を示すフローチャートである。
【図3】接着剤塗布装置の斜視図である。
【図4】接着剤塗布装置の塗布ヘッドの側面図である。
【図5】接着剤塗布装置の塗布ヘッドの断面図である。
【符号の説明】
1 Xテーブル
2 塗布ヘッド
3 Yテーブル
4 基板
5 認識部
6 捨て打ちステーション
7 板材
Claims (10)
- 基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布装置であって、
前記テスト用の接着部の塗布点に吐出された接着剤の重量を測定する重量測定部と、
制御部とを設け、
前記制御部は、テスト塗布した際に、接着剤の重量が許容重量範囲内であり、かつ、その回の塗布重量から前回の塗布重量を差し引いた塗布重量変動量が許容重量変動範囲内に達してから本塗布工程に移行させる接着剤塗布装置。 - 基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布装置であって、
前記テスト用の接着部の塗布点に塗布された接着剤の面積を測定する認識部と、
制御部とを設け、
前記制御部は、テスト塗布した際に、接着剤の面積が許容面積範囲内であり、かつ、その回の塗布面積から前回の塗布面積を差し引いた塗布面積変動量が許容面積変動範囲内に達してから本塗布工程に移行させる接着剤塗布装置。 - 制御部は、テスト用の接着部の塗布点の塗布回数が許容設定回数に達してから本塗布工程に移行させる請求項1または2に記載の接着剤塗布装置。
- テスト用の接着部の塗布点に吐出された接着剤の重量を測定する重量測定部を設け、
1つの電子部品に対して複数の塗布点を有する場合に、制御部は、前記複数の塗布点の接着剤の重量の合計が許容範囲内に達すると本塗布工程に移行させる請求項1〜3の何れか1項に記載の接着剤塗布装置。 - テスト用の接着部の塗布点に塗布された接着剤の面積を測定する認識部を設け、制御部は、前記塗布点の接着剤の面積が許容範囲内に達してから本塗布工程に移行させる請求項1〜4の何れか1項に記載の接着剤塗布装置。
- 基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布方法であって、
前記テスト用の接着部の塗布点に吐出された接着剤の重量を測定し、
前記塗布点の接着剤の重量が許容範囲内であり、かつ、その回の塗布重量から前回の塗布重量を差し引いた塗布重量変動量が許容重量変動範囲内に達すると本塗布工程に移行させる接着剤塗布方法。 - 基板に対する接着剤の本塗布工程に先立って試験的に接着剤をテスト用の接着部の塗布点に吐出させて、テスト塗布する接着剤塗布方法であって、
前記テスト用の接着部の塗布点に塗布された接着剤の面積を測定し、
前記塗布点の接着剤の面積が許容範囲内であり、かつ、その回の塗布面積から前回の塗布面積を差し引いた塗布面積変動量が許容面積変動範囲内に達すると本塗布工程に移行させる接着剤塗布方法。 - テスト用の接着部の塗布点の塗布回数が許容設定回数に達してから本塗布工程に移行させる請求項6または7に記載の接着剤塗布方法。
- テスト用の接着部の塗布点に塗布された接着剤の重量を測定し、1つの電子部品に対して複数の塗布点を有する場合に、前記複数の塗布点の接着剤の重量の合計が許容範囲内になると、本塗布工程に移行させる請求項6〜8の何れか1項に記載の接着剤塗布方法。
- テスト用の接着部の塗布点に塗布された接着剤の面積を測定し、前記塗布点の接着剤の面積が許容範囲内に達すると本塗布工程に移行させる請求項6〜9の何れか1項に記載の接着剤塗布方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31866995A JP3625552B2 (ja) | 1995-12-07 | 1995-12-07 | 接着剤塗布装置および接着剤塗布方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31866995A JP3625552B2 (ja) | 1995-12-07 | 1995-12-07 | 接着剤塗布装置および接着剤塗布方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09155267A JPH09155267A (ja) | 1997-06-17 |
| JP3625552B2 true JP3625552B2 (ja) | 2005-03-02 |
Family
ID=18101716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP31866995A Expired - Fee Related JP3625552B2 (ja) | 1995-12-07 | 1995-12-07 | 接着剤塗布装置および接着剤塗布方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3625552B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8821959B2 (en) | 2008-02-18 | 2014-09-02 | Musashi Engineering, Inc. | Method for applying liquid material, device therefor, and program therefor |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4722256B2 (ja) * | 2000-06-16 | 2011-07-13 | パナソニック株式会社 | 接着剤塗布方法及び接着剤塗布装置 |
| JP5406770B2 (ja) * | 2010-03-26 | 2014-02-05 | パナソニック株式会社 | 放出器から測定空間に放出された活性種の測定対象に対する付着量を求める方法及びそのシステム |
| KR101393678B1 (ko) * | 2013-01-16 | 2014-05-13 | 비케이전자 주식회사 | 표면 실장 장치 |
-
1995
- 1995-12-07 JP JP31866995A patent/JP3625552B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8821959B2 (en) | 2008-02-18 | 2014-09-02 | Musashi Engineering, Inc. | Method for applying liquid material, device therefor, and program therefor |
| TWI471177B (zh) * | 2008-02-18 | 2015-02-01 | 武藏工業股份有限公司 | A method of coating a liquid material, a device thereof, and a memory medium having a memory |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09155267A (ja) | 1997-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6213356B1 (en) | Bump forming apparatus and bump forming method | |
| EP2040054B1 (en) | Method and apparatus for leak testing closed containers | |
| US8365952B2 (en) | Compensating pressure controller for fluid dispenser and method | |
| JP3625552B2 (ja) | 接着剤塗布装置および接着剤塗布方法 | |
| CN101005904A (zh) | 液体定量吐出装置 | |
| WO1993018409A1 (en) | Dispensing device | |
| US20070090126A1 (en) | Liquid material discharge apparatus and liquid material discharge method | |
| CN107537705B (zh) | 助焊剂涂布方法和助焊剂涂布装置 | |
| US5878957A (en) | Method and system for precise discharge determination | |
| KR0138992B1 (ko) | 회로기판용 용제도포장치 | |
| JPH01307470A (ja) | 粘性流体塗布装置 | |
| JPH0282685A (ja) | 塗布装置 | |
| KR20000011150A (ko) | 충전 장치 | |
| JPH0845816A (ja) | 液体供給装置 | |
| JP2012139627A (ja) | 液体供給装置及び液体供給方法 | |
| JP4197107B2 (ja) | 塗工装置 | |
| JP4337349B2 (ja) | 溶湯供給方法及び溶湯供給装置 | |
| JPS6372372A (ja) | 粘性体吐出装置 | |
| JPH05161864A (ja) | ペースト塗布機 | |
| JP3605468B2 (ja) | 液状材料吐出装置 | |
| JP2009078201A (ja) | 粘性流体塗布装置 | |
| JPH04244257A (ja) | 液体塗布装置及び液体塗布方法 | |
| JP3216288B2 (ja) | 液体塗布装置 | |
| JP2000226098A (ja) | 低粘度液体の充填制御方法及びその装置 | |
| JP3472416B2 (ja) | 定量吐出液体の貯留容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041102 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041130 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071210 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081210 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091210 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091210 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101210 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101210 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111210 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111210 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121210 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121210 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |