JP3605897B2 - レーザビーム照射トーチを用いた照射方法 - Google Patents
レーザビーム照射トーチを用いた照射方法 Download PDFInfo
- Publication number
- JP3605897B2 JP3605897B2 JP23825695A JP23825695A JP3605897B2 JP 3605897 B2 JP3605897 B2 JP 3605897B2 JP 23825695 A JP23825695 A JP 23825695A JP 23825695 A JP23825695 A JP 23825695A JP 3605897 B2 JP3605897 B2 JP 3605897B2
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- irradiation
- convex lens
- torch
- fiber cable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E30/00—Energy generation of nuclear origin
- Y02E30/30—Nuclear fission reactors
Landscapes
- Laser Beam Processing (AREA)
Description
【発明の属する技術分野】
本発明は、例えば、原子炉圧力容器に貫通して取り付けられるインコアモニタハウジングなどの小口径管の内壁に所定の範囲でクラッド部などの補強皮膜を形成するために用いられるレーザビーム照射トーチを用いた照射方法に関するものである。
【0002】
【従来の技術】
一般に、原子炉設備の中核を成す原子炉圧力容器には、図4に示すように、その下鏡部aに貫通孔bを形成し、その貫通孔bにインコアモニタハウジング等の小口径管cが貫通して溶接されている。さらに、比較的初期に建設されたプラントではこの小口径管cの内壁には、溶接部d周縁領域の亀裂などを防止すべく、その領域の強度を補強するために合金化したクラッド部eを施工する場合がある。
【0003】
このクラッド部eの形成方法としては、先ず、図5に示すように、小口径管c内に、例えば、Cr:4、Ni:4、Mo:0.5、Fe:1の配合割合の混合金属粉末からなるペースト状のクラッド材を約0.3〜0.4mm厚に塗布した後、図4に示すように、その小口径管c内にレーザビーム照射トーチfを挿入し、その後、このレーザビーム照射トーチfを旋回手段gによって螺旋状に旋回移動させつつ、レーザ発振部hからの高エネルギーレーザビームを図5に示すように、クラッド材の塗布部に照射することにより、このクラッド材を溶融させて小口径管cの母材と合金化して約0.2mm厚程度のクラッド部を溶接するものである。
【0004】
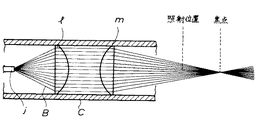
そして、このレーザビーム照射トーチfは、図6に示すように、これを旋回駆動するための旋回駆動部iに連結され、その軸心部に光ファイバーケーブルjを備えた筒体kに、レーザビームBを屈折する第一凸レンズl及び第二凸レンズmと、このレーザビームBを反射するミラーnを備えたものであり、光ファイバーケーブルjの端部から発せられた拡散ビームを第一凸レンズlで並行ビームに屈折すると共に、この並行ビームを第二凸レンズmで収束ビームに屈折した後、この収束ビームをミラーnによって筒体kの径方向外方に反射し、その照射孔oから小口径管c内壁に、収束された高エネルギーのレーザビームを照射して溶接を行うものである。そして、このレーザビーム照射トーチ6によるレーザビームの照射位置は、図7に示すように、照射によるクラッド材の溶融作業を効率的に行うために、すなわち、ある程度の照射面積を確保するために、レーザビームの焦点位置ではなく、その前後になるように制御されている。
【0005】
【発明が解決しようとする課題】
ところで、この照射位置でのレーザビームは、図7に示すように、第一凸レンズlで形成された並行ビームを、そのまま第二凸レンズmで収束したものであることから、図8に示すように、そのビーム強度分布は、照射位置の中心部がもっとも高く、その周辺部にいくに従って急激に低下するような鋭角な山型となっている。
【0006】
従って、このようなレーザビームで得られる溶接ビートも、図8に示すように、中央部の溶け込みが深く、かつ幅の狭い形状のものとなるため、母材への熱影響が大きく、しかも、効率の良いクラッド施工を行うのも困難であった。
【0007】
そこで本発明は、上記課題を解決するために案出されたものであり、その目的は、照射位置でのビーム強度を均一にして、幅の広い均一な溶接ビートを得ることができる新規なレーザビーム照射トーチを用いた照射方法を提供することにある。
【0008】
【課題を解決するための手段】
上記目的を達成するために本発明は、端部から高エネルギーレーザビームを照射する光ファイバーケーブルと、この光ファイバーケーブルから発せられる拡散ビームを並行ビームに屈折する第一凸レンズと、この並行ビームを収束する第二凸レンズとを備え、かつ、上記第二凸レンズの凸面側中央部に、上記並行ビームの入射角に対して直角に位置する平面部を形成したレーザビーム照射トーチを用い、上記第二凸レンズの焦点前後で、上記ビームの照射面積を上記平坦部の面積と略同一にしてレーザビームを照射することである。
【0009】
本発明は、上述したように第一凸レンズで得られた並行ビームを収束するための第二凸レンズの凸面側中央部に平面部を形成したことにより、ビーム強度が中心部とその周辺部で略均一なレーザビームが得られる。従って、このようなビーム強度分布を有するレーザビームを小口径管内壁のクラッド材の溶接に用いることで、深さが浅く、かつ幅の広い均一な溶接ビートが得られる。また、この平面部の面積を、照射面積と略同一にすることにより、ビーム強度が中心部より周縁部の方がやや高くなり、このようなレーザビームを用いることにより、さらに良好なる溶接ビートが得られる。
【0010】
【発明の実施の形態】
以下、本発明の実施の一形態を添付図面に基づいて詳述する。
【0011】
図1は本発明に係るレーザビーム照射トーチを示したものである。図示するように、このレーザビーム照射トーチは筒体1内に、0.8mmφ程度の光ファイバーケーブル2と、15mmφ程度の第一凸レンズ3及び第二凸レンズ4とが収容されている。
【0012】
この光ファイバーケーブル2は筒体1の軸心部に固定され、前述したレーザ発振手段から発生した高エネルギーのレーザビームBを導いてその端部から拡散ビームとして放射するようになっている。
【0013】
第一凸レンズ3はファイバーケーブル2側が平面状に形成され、その他面が凸状に加工されており、ファイバーケーブル2の端部から放射された拡散ビームB1 を並行ビームB2 に屈折するようになっている。
【0014】
一方、第二凸レンズ4は、その凸部が第一凸レンズ3側に面するように設置されており、第一凸レンズ3で得られた並行ビームB2 を収束するように屈折して溶接に用いる収束ビームB3 を得るようになっている。また、図2に示すように、この第二凸レンズ4の凸部側中央部には、並行ビームB2 の入射角に対して直角に入射するように平面状にカットされた2mmφ程度の円形カット部5が形成されており、そのカット部5に入射した並行ビームB2 を収束することなく、そのまま通過させるようになっている。尚、この第二凸レンズ4は、第一凸レンズ3に対して近接離間自在となっており、第一凸レンズ3からの焦点距離を任意に設定できるようになっている。
【0015】
次に、本実施の形態のレーザビーム照射トーチを用いた照射方法について説明する。図1に示すように、先ず、光ファイバーケーブル2の端部から放射されたレーザビームBは拡散ビームB1となって距離Xの位置にある第一凸レンズ3の平面側に達し、ここを通過する際に筐体1の軸心側に屈折されて、並行ビームB2となった後、第二凸レンズ4の凸部側に達し、これを通過する。このとき、第二凸レンズ4の周辺部、すなわち球面部を通過する並行ビームB2はさらに筐体1の軸心側に屈折されて収束ビームB3となり、この第二凸レンズ4から距離Zの位置で焦点を形成することになるが、この第二凸レンズ4の中央部のカット部5を通過する並行ビームB2はそのまま並行ビームB2の状態でこの第二凸レンズ4を通過して、第二凸レンズ4から距離Yにある照射位置に達することになる。
【0016】
このようにして得られた照射位置におけるビームは、図3に示すようにビーム強度が中心部から周辺部にかけて略均一な並行ビームB2 と、中心部より周辺部のほうがビーム強度の高い収束ビームB3 との合成ビーム(B2 +B3 )となり、そのビーム強度分布は、照射位置の中心部より周縁部のほうがやや高くなり、従来のような中心部のビーム強度が大きい山型とは異なり、半径方向rに分散して略台形を呈することになる。
【0017】
そして、このようなビーム強度分布をもつレーザビームBを用いて上述したようなクラッド施工を行った場合、その溶接ビートは、図3に示すように、幅広で、浅溶け込みのものが得られることになる。尚、このように強度分布が中心部より周辺部の方が大きいビームを用いても、図示するように、溶接ビートの深さが均一になるのは、溶接ビートの中心部では入熱した熱が逃げないのに対し、その周辺部では入熱のうち、ある程度の熱がその周囲に逃げてしまい結果的に中心部と周辺部とでは溶融に要する入熱の総量が均一になるからである。また、本形態においては、この第二凸レンズ4の中央部のカット部5の面積は、レーザビームの照射位置における照射面積と、略同様に設定することが好ましい。すなわち、このカット部5の面積が照射面積より小さすぎると、ビーム強度が中心部に集中し、反対に、このカット部5の面積が大きすぎると、ビームの照射面積も増大してしまい、図3に示すような理想的な溶接ビート形状が得られないからである。
【0018】
【発明の効果】
以上要するに本発明によれば、平面部の面積を上記ビームの照射面積と略同一にしてレーザビームを照射することで、深さが浅く、かつ幅の広い均一な溶接ビートが容易に得られ、母材への熱影響を低減することが可能となる上に、効率的なクラッド施行を行うことができる等といった優れた効果を発揮する。
【図面の簡単な説明】
【図1】本発明の一形態を示す概略図である。
【図2】本発明に係る第二凸レンズを示す斜視図である。
【図3】本発明で得られるビーム強度分布及び溶接ビート形状を示す説明図である。
【図4】従来のレーザクラッド工法の概略を示す説明図である。
【図5】従来のレーザクラッド工法の工程を示す説明図である
【図6】従来のレーザビーム照射トーチの一例を示す縦断面図である。
【図7】従来のレーザビーム照射トーチで得られるビームを示す説明図である。
【図8】従来のレーザビーム照射トーチで得られるビーム強度分布及び溶接ビート形状を示す説明図である。
【符号の説明】
1 筒体
2 光ファイバーケーブル
3 第一凸レンズ
4 第二凸レンズ
5 平面部
Claims (1)
- 端部から高エネルギーレーザビームを照射する光ファイバーケーブルと、この光ファイバーケーブルから発せられる拡散ビームを並行ビームに屈折する第一凸レンズと、この並行ビームを収束する第二凸レンズとを備え、かつ、上記第二凸レンズの凸面側中央部に、上記並行ビームの入射角に対して直角に位置する平面部を形成したレーザビーム照射トーチを用い、上記第二凸レンズの焦点前後で、上記ビームの照射面積を上記平坦部の面積と略同一にしてレーザビームを照射することを特徴とするレーザビーム照射トーチを用いた照射方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23825695A JP3605897B2 (ja) | 1995-09-18 | 1995-09-18 | レーザビーム照射トーチを用いた照射方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23825695A JP3605897B2 (ja) | 1995-09-18 | 1995-09-18 | レーザビーム照射トーチを用いた照射方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH0976085A JPH0976085A (ja) | 1997-03-25 |
| JP3605897B2 true JP3605897B2 (ja) | 2004-12-22 |
Family
ID=17027483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP23825695A Expired - Lifetime JP3605897B2 (ja) | 1995-09-18 | 1995-09-18 | レーザビーム照射トーチを用いた照射方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3605897B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003053577A (ja) * | 2001-08-15 | 2003-02-26 | Sumitomo Heavy Ind Ltd | トップフラットビームの生成方法、装置、及び、これを用いたレーザ加工方法、装置 |
| JP4861997B2 (ja) * | 2008-01-16 | 2012-01-25 | 東芝電波プロダクツ株式会社 | 遠近両用レーザ光学装置 |
| IT201800003698A1 (it) * | 2018-03-16 | 2019-09-16 | Linea Light S R L | Dispositivo di illuminazione |
-
1995
- 1995-09-18 JP JP23825695A patent/JP3605897B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0976085A (ja) | 1997-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5012066A (en) | Method of and apparatus for manufacturing eyeless suture needle | |
| US8404994B2 (en) | Laser beam welding device and method | |
| JP6602860B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| US3860784A (en) | Deep penetration welding using lasers | |
| JP2021514841A (ja) | レーザ処理装置及び方法 | |
| JP2022517713A (ja) | 特に固体レーザを用いたスパッタフリー溶接のための方法 | |
| JP2021511967A (ja) | 材料をレーザ加工するための装置および方法 | |
| UA124997C2 (uk) | Спосіб стикового лазерного зварювання двох металевих листів першим і другим передніми лазерними променями і заднім лазерним променем | |
| US7285744B2 (en) | Method and apparatus for simultaneously heating materials | |
| JP2020199513A (ja) | レーザ加工機及びレーザ加工機の制御方法 | |
| WO2020246504A1 (ja) | レーザ溶接装置及びそれを用いたレーザ溶接方法 | |
| CN107538133A (zh) | 一种基于光束整形的隐藏添料式激光对接焊方法 | |
| JP2003340582A (ja) | レーザ溶接装置およびレーザ溶接方法 | |
| JP3605897B2 (ja) | レーザビーム照射トーチを用いた照射方法 | |
| Bhatt et al. | Effect of parameters of Nd YAG laser welding on AISI 316 Stainless steel and Brass | |
| US20060102600A1 (en) | Laser welding device and method | |
| JPS60240395A (ja) | レ−ザ溶接法 | |
| JP6109638B2 (ja) | 肉盛溶接装置及び肉盛溶接システム | |
| JP3040720B2 (ja) | レーザー加工ヘッド及びレーザー加工方法 | |
| JP6764976B1 (ja) | レーザ加工機およびレーザ加工方法 | |
| CN217316395U (zh) | 一种激光焊接装置 | |
| JP2002257968A (ja) | 沸騰水型原子炉用制御棒 | |
| JPH0819881A (ja) | 管状体加熱用のレーザ装置 | |
| JPH0199789A (ja) | 溶接管の製造方法 | |
| KR100390013B1 (ko) | 핵연료봉 지지체 부착을 위한 레이저용접 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040914 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040927 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071015 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071015 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071015 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081015 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091015 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091015 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101015 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101015 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111015 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121015 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |