JP3165153U - BadMark検出装置 - Google Patents
BadMark検出装置 Download PDFInfo
- Publication number
- JP3165153U JP3165153U JP2010006974U JP2010006974U JP3165153U JP 3165153 U JP3165153 U JP 3165153U JP 2010006974 U JP2010006974 U JP 2010006974U JP 2010006974 U JP2010006974 U JP 2010006974U JP 3165153 U JP3165153 U JP 3165153U
- Authority
- JP
- Japan
- Prior art keywords
- unit
- substrate
- image
- bad mark
- mark detection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
Description
この公知技術は、基板供給コンベア中にバッドマーク検出用の停止位置を設け、該停止位置の上方及び下方に配置した支持装置に、多面取り基板の各面のバッドマーク位置に対向する投受光型センサー群を、位置調整可能に取り付けてなるBad Mark検出装置である。
この投受光型光センサーを用いたBad Mark検出装置は、バッドマーク検出位置調整が面倒である等の問題がある。
この公知技術は、撮像時に撮像対象を照明する照明手段の照明光の照明特性を規定する照明指令値を変化させたときの証明指令値と画像レベルとの相関関係を示す指令値・画像レベル特性を前記認識対象物が存在する場合および存在しない場合の2通りの条件下で求め、求められた指令値・画像レベル特性に基づいて撮像時の最適照明指令値および認識対象物の有無判定に用いられる閾値を求める画像認識装置および画像認識方法である。
この画像認識装置は、撮像時に基板を照明するLEDなどの光源を備えた照明部をカメラの周囲に備えており、カメラは下方の撮像対象である基板を撮像して画像を取り込むものであるため、上部より照らす距離と撮像視野確保のために撮像対象面から照明部位の光が反射し、照明部の照明の調節が困難である等の問題がある。
前記コンベア部は、固定テーブルおよび可動テーブルを備え、前記架台部に設けたモータにより駆動されるタイミングベルトを介して前記可動テーブル側の駆動プーリを駆動し、該駆動プーリに固定されているネジ軸の回転により前記可動テーブルが前後方向に移動される。
前記LED照明部は、矩形状の照明枠内に多数のLEDを配列し、前記コンベア部の搬入口上側および搬出口上側の取付案内レールに支持板により相対向するように一対ずつ設けられ、前記支持板は位置変更可能である。
前記制御部は、少なくともモデル画像の登録及び検査位置を設定する設定手段と、検査手順を実行する検査手段とを備えている。
前記設定手段は、モデル基板を分割撮像した画像を取り込む手段と、分割撮像した画像に特殊合成画像処理を行う手段と、特殊合成画像処理をした登録画像に検査位置を設定する手段と、前記登録画像を保存する手段とからなる。
前記検査手段は、検査基板の品種情報から設定データを設定する手段と、カメラを撮影位置に移動し分割撮像する手段と、分割撮像した画像を特殊合成画像処理で合成撮像画像を作成する手段と、前記合成撮像画像と登録画像とを比較し、バッドマークを検出する手段とからなる。
前記コンベア部は、固定テーブルおよび可動テーブルを備え、前記架台部に設けたモータにより駆動されるタイミングベルトを介して前記可動テーブル側の駆動プーリを駆動し、該駆動プーリに固定されているネジ軸の回転により前記可動テーブルが前後方向に移動されるので、基板サイズが異なっても、横幅50mm×縦幅50mm〜横幅510mm×縦幅460mの基板サイズに対応することができる。
分割撮像した画像を画像合成する最大の特徴は、定めた横幅220mm×縦幅200mm精度が変化することがなく、大きい基板を精度良く検査することができる。
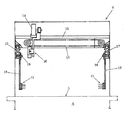
図1の装置構成図に示すように、本考案のBad Mark検出装置は、架台部(本体部と可動部とコンベア部)、カメラ部及び制御部からなる。
図2の正面図に示すように、本考案のBad Mark検出装置1は、固定脚2と移動キャスター3を備えた架台部4と、該架台部4の上部に設けた供給コンベア10を備えたコンベア部5と、前記架台部4の上方に設けたバッドマーク検出用の本体部6と、該本体部6の上部右側にモニター部7および上部左側にコンピュータ制御を行う制御部8とを設けている。
なお、前記本体部6の正面には左右に開閉できる点検ドア9を設けて内部の様子を目視できるようになっている。
前記LED照明部11は、矩形状の照明枠内に多数の、例えば6列×18個のLEDを配列し、図4の図3A−A矢視要部断面図に示すように、前記コンベア部5の搬入口上側および搬出口上側の取付案内レール17に支持板18により相対向するように一対ずつ設ける。本実施例の場合には3対を設けているが、これに限らず適宜設計変更することができる。
また、前記取付案内レール17に固定している固定ビス19を緩めて前記支持板18の位置を変更、すなわち基板の種類に応じて位置変更することができる。
また、前記移動支持部材14と並行に沿ってY軸タイミングベルト15を設け、前記移動支持部14に移動可能に支持されたカメラ部16を設け、該カメラ部16は前記Y軸タイミングベルト15に固定されて前記移動支持部14に沿ってY軸方向へ移動可能となっている。前記カメラ部16のカメラは、CCDモノクロカメラ1台を使用している。
異なる基板サイズが対象となった場合、定めた横幅220mm×縦幅200mmの撮像サイズで撮像し、最大横幅510mm×縦幅460mmの基板サイズの場合は、9枚の画像を撮影する。すなわち、合成には重複する画像合わせ幅が必要になり、9分割の撮影画像になり、その後画像合成して求められる1枚の画像にする。
前記ネジ軸25を回転させることで前記可動テーブル21が前後移動可能であり、基板サイズが異なる場合、横幅50mm×縦幅50mm〜横幅510mm×縦幅460mmまで設定することができる。
図7の動作フロー図に示すように、前記設定プラグラムでは、1.モデル画像を分割撮影し、2.分割撮影した画像から合成画像を作成(モデル画像の登録)し、3.モデル画像に検査位置を設定し、4.これらの設定データを保存する。
図8のフローチャート図に示すように、前記検査部ログラムでは、1.検査基板を搬入し、2.検査基板の品種情報から設定データを設定し、設定データを読込む、3.カメラを撮影位置に移動し、4.分割撮影し、分割撮影した画像から合成画像を作成し、この合成画像を登録し、5.合成画像と登録画像と比較し、バッドマークを検出し、6.基板を排出する。
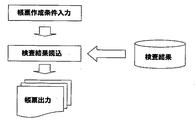
図9のフローチャート図に示すように、前記帳票作成プログラムでは、1.帳票作成条件を入力し、2.検査結果を読込み、3.帳票を出力する。
図3、図4に示すBad Mark検出装置1の本体部6の右側からPCB基板又はFPC基板が供給され、供給コンベア10で本体部6内へ運ばれた後、前記基板は検知センサー(図示せず)により検知されて前記供給コンベア10が停止され、基準位置に位置決めされる。
図8のフローチャート図に示すように、搬入された検査基板はバーコード読み取りが行われ、品種情報から設定データを設定し、制御部8に読み込む。
前記制御部8ではすでに、設定プラグラムにより、1.モデル画像を分割撮影し、2.分割撮影した画像から合成画像を作成(モデル画像の登録)し、3.モデル画像に検査位置を設定し、4.これらの設定データを保存している。
また、前記本体部6の内部でそれぞれ一対となっている全てのLED照明部11は点灯されており、撮像準備が完了している。
分割撮像した画像に特殊合成画像処理を行った後、この合成撮像画像と登録画像とを比較し、バッドマークを検出してバッドマーク検出情報を取得し、前記検査基板は供給コンベア10の起動によって搬出される。
そして、前記カメラ部16は初期状態位置へ戻り、バッドマーク検出情報は次工程のCMシリーズ(実装ステーション)へ送信される。
図4に示すように、前記LED照明部11のLED光は水平に照射され、供給コンベア10上の前記基板(図示せず)に直接照射されないので、反射光が前記カメラ部16へ直接入射することがなく、前記基板に印加されたバッドマークを確実に撮像検出することができる。
2 固定脚
3 移動キャスター
4 架台部
5 コンベア部
6 本体部
7 モニター部
8 制御部
9 点検ドア
10 供給コンベア
11 LED照明部
12 X軸案内ガイドレール
13 X軸タイミングベルト
14 移動支持部
15 Y軸タイミングベルト
16 カメラ部
17 取付案内レール
18 支持板
19 固定ビス
20 固定テーブル
21 可動テーブル
22 モータ
23 タイミングベルト
24 駆動プーリ
25 ネジ軸
26 キー溝
27 案内軸
28 コンベア駆動プーリ
29 スプライン軸
Claims (6)
- PCB基板又はFPC基板を供給するコンベア部を設けた架台部と、前記コンベア部の搬入口上側および搬出口上側に相対向するように設けたLED照明部と、前記コンベア部の上方にX軸方向およびY軸方向へ移動可能で、前記基板を分割撮像するカメラ部と、コンピュータ制御を行う制御部とからなることを特徴とするBad Mark検出装置。
- 前記コンベア部は、固定テーブルおよび可動テーブルを備え、前記架台部に設けたモータにより駆動されるタイミングベルトを介して前記可動テーブル側の駆動プーリを駆動し、該駆動プーリに固定されているネジ軸の回転により前記可動テーブルが前後方向に移動されることを特徴とする請求項1記載のBad Mark検出装置。
- 前記LED照明部は、矩形状の照明枠内に多数のLEDを配列し、前記供給コンベアの搬入口上側および搬出口上側の取付案内レールに支持板により相対向するように一対ずつ設けられ、前記支持板は位置変更可能であることを特徴とする請求項1記載のBad Mark検出装置。
- 前記制御部は、少なくともモデル画像の登録及び検査位置を設定する設定手段と、検査手順を実行する検査手段とを備えていることを特徴とする請求項1記載のBad Mark検出装置。
- 前記設定手段は、モデル基板を分割撮像した画像を取り込む手段と、分割撮像した画像に特殊合成画像処理を行う手段と、特殊合成画像処理をした登録画像に検査位置を設定する手段と、前記登録画像を保存する手段とからなることを特徴とする請求項4記載のBad Mark検出装置。
- 前記検査手段は、検査基板の品種情報から設定データを設定する手段と、カメラを撮影位置に移動し分割撮像する手段と、分割撮像した画像を特殊合成画像処理で合成撮像画像を作成する手段と、前記合成撮像画像と登録画像とを比較し、バッドマークを検出する手段とからなることを特徴とする請求項4記載のBad Mark検出装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010006974U JP3165153U (ja) | 2010-10-19 | 2010-10-19 | BadMark検出装置 |
| CN2010206362287U CN201965632U (zh) | 2010-10-19 | 2010-12-01 | 坏板标记检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010006974U JP3165153U (ja) | 2010-10-19 | 2010-10-19 | BadMark検出装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3165153U true JP3165153U (ja) | 2011-01-06 |
Family
ID=44534960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010006974U Expired - Lifetime JP3165153U (ja) | 2010-10-19 | 2010-10-19 | BadMark検出装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3165153U (ja) |
| CN (1) | CN201965632U (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102353682A (zh) * | 2011-07-01 | 2012-02-15 | 深圳市日联科技有限公司 | 炉前在线式自动光学检测设备及方法 |
| EP2914080A1 (en) | 2014-02-26 | 2015-09-02 | JUKI Corporation | Electronic component mounting apparatus and electronic component mounting method |
| CN108760753A (zh) * | 2018-05-31 | 2018-11-06 | 永捷电子(始兴)有限公司 | Mark点检测装置及其检测方法 |
| JP2021170618A (ja) * | 2020-04-17 | 2021-10-28 | 積進工業株式会社 | 汎用BadMark検出装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107167478A (zh) * | 2017-04-25 | 2017-09-15 | 明基材料有限公司 | 片材面内标记检测方法及装置 |
-
2010
- 2010-10-19 JP JP2010006974U patent/JP3165153U/ja not_active Expired - Lifetime
- 2010-12-01 CN CN2010206362287U patent/CN201965632U/zh not_active Expired - Lifetime
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102353682A (zh) * | 2011-07-01 | 2012-02-15 | 深圳市日联科技有限公司 | 炉前在线式自动光学检测设备及方法 |
| CN102353682B (zh) * | 2011-07-01 | 2013-06-12 | 深圳市日联科技有限公司 | 炉前在线式自动光学检测设备及方法 |
| EP2914080A1 (en) | 2014-02-26 | 2015-09-02 | JUKI Corporation | Electronic component mounting apparatus and electronic component mounting method |
| US9949418B2 (en) | 2014-02-26 | 2018-04-17 | Juki Corporation | Electronic component mounting apparatus and electronic component mounting method |
| CN108760753A (zh) * | 2018-05-31 | 2018-11-06 | 永捷电子(始兴)有限公司 | Mark点检测装置及其检测方法 |
| CN108760753B (zh) * | 2018-05-31 | 2023-12-12 | 永捷电子(始兴)有限公司 | Mark点检测装置及其检测方法 |
| JP2021170618A (ja) * | 2020-04-17 | 2021-10-28 | 積進工業株式会社 | 汎用BadMark検出装置 |
| JP7339922B2 (ja) | 2020-04-17 | 2023-09-06 | 積進工業株式会社 | 汎用BadMark検出装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN201965632U (zh) | 2011-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3165153U (ja) | BadMark検出装置 | |
| JP2008277478A (ja) | 基板クランプ機構及び描画システム | |
| US9140546B2 (en) | Apparatus and method for three dimensional inspection of wafer saw marks | |
| JP5881244B2 (ja) | 部品実装装置、基板検出方法及び基板製造方法 | |
| KR101454823B1 (ko) | 외관 검사 장치 | |
| JP2010266284A (ja) | 非点灯検査装置 | |
| CN104123779B (zh) | 硬币隐形图案检测方法及其检测装置 | |
| JP2014508938A (ja) | 多重グリッドパターンを利用したビジョン検査装置 | |
| KR20090033031A (ko) | 기판 외관 검사 장치 | |
| CN113418933B (zh) | 用于检测大尺寸物体的飞拍视觉成像检测系统及方法 | |
| CN112150539B (zh) | 一种基于双相机的链条节距检测装置及方法 | |
| CN108225214A (zh) | 一种ccd视觉检测装置以及检测方法 | |
| JP6164603B2 (ja) | 非破壊検査装置 | |
| JP2007294727A (ja) | 撮像装置およびこれを用いた表面実装機、部品試験装置、ならびにスクリーン印刷装置 | |
| TW201712325A (zh) | 電子零件搬送裝置及電子零件檢查裝置 | |
| JP6823156B2 (ja) | バックアップピンの認識方法および部品実装装置 | |
| KR101111065B1 (ko) | 기판검사장치 | |
| JP4942188B2 (ja) | 基板クランプ機構及び描画システム | |
| CN206818162U (zh) | 光学测量设备 | |
| JP2007334423A (ja) | 自動撮影装置 | |
| JP3162974U (ja) | BadMark(バッドマーク)検出装置 | |
| KR100506590B1 (ko) | 배면 광원을 구비한 키패드 검사장치 | |
| JP2012194067A (ja) | 表面検査装置 | |
| JP2008139260A (ja) | 画像表示装置、外観検査装置、クリーム半田印刷機、及び画像表示方法 | |
| JP5004530B2 (ja) | 基板検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3165153 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131208 Year of fee payment: 3 |
|
| A623 | Registrability report |
Free format text: JAPANESE INTERMEDIATE CODE: A623 Effective date: 20101219 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |