JP2022516415A - フィット性及び吸収性を高めた吸収性コア - Google Patents
フィット性及び吸収性を高めた吸収性コア Download PDFInfo
- Publication number
- JP2022516415A JP2022516415A JP2021535042A JP2021535042A JP2022516415A JP 2022516415 A JP2022516415 A JP 2022516415A JP 2021535042 A JP2021535042 A JP 2021535042A JP 2021535042 A JP2021535042 A JP 2021535042A JP 2022516415 A JP2022516415 A JP 2022516415A
- Authority
- JP
- Japan
- Prior art keywords
- absorbent
- absorbent core
- woven
- fibrous
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002250 absorbent Substances 0.000 title claims abstract description 658
- 230000002745 absorbent Effects 0.000 title claims abstract description 643
- 239000000835 fiber Substances 0.000 claims abstract description 228
- 239000000463 material Substances 0.000 claims abstract description 121
- 239000004745 nonwoven fabric Substances 0.000 claims description 234
- 230000001070 adhesive effect Effects 0.000 claims description 160
- 239000000853 adhesive Substances 0.000 claims description 159
- 239000002245 particle Substances 0.000 claims description 148
- 238000000034 method Methods 0.000 claims description 102
- 238000010521 absorption reaction Methods 0.000 claims description 96
- 239000002131 composite material Substances 0.000 claims description 60
- 238000009826 distribution Methods 0.000 claims description 60
- 239000000203 mixture Substances 0.000 claims description 40
- 239000004831 Hot glue Substances 0.000 claims description 32
- 239000011324 bead Substances 0.000 claims description 26
- 238000004519 manufacturing process Methods 0.000 claims description 22
- 238000000151 deposition Methods 0.000 claims description 21
- 239000008187 granular material Substances 0.000 claims description 19
- 230000008878 coupling Effects 0.000 claims description 17
- 238000010168 coupling process Methods 0.000 claims description 17
- 238000005859 coupling reaction Methods 0.000 claims description 17
- 230000008021 deposition Effects 0.000 claims description 16
- 239000012530 fluid Substances 0.000 claims description 16
- 238000001914 filtration Methods 0.000 claims description 13
- 230000015572 biosynthetic process Effects 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 11
- 239000007921 spray Substances 0.000 claims description 8
- 239000010419 fine particle Substances 0.000 claims description 6
- 229920003043 Cellulose fiber Polymers 0.000 claims description 5
- 230000001965 increasing effect Effects 0.000 claims description 5
- 230000035699 permeability Effects 0.000 claims description 5
- 239000003795 chemical substances by application Substances 0.000 claims description 4
- 238000000280 densification Methods 0.000 claims description 4
- 238000005304 joining Methods 0.000 claims description 4
- 238000012545 processing Methods 0.000 claims description 4
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 230000001680 brushing effect Effects 0.000 claims description 3
- 239000003456 ion exchange resin Substances 0.000 claims description 3
- 229920003303 ion-exchange polymer Polymers 0.000 claims description 3
- 239000000080 wetting agent Substances 0.000 claims description 3
- 230000005484 gravity Effects 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- NWUYHJFMYQTDRP-UHFFFAOYSA-N 1,2-bis(ethenyl)benzene;1-ethenyl-2-ethylbenzene;styrene Chemical compound C=CC1=CC=CC=C1.CCC1=CC=CC=C1C=C.C=CC1=CC=CC=C1C=C NWUYHJFMYQTDRP-UHFFFAOYSA-N 0.000 claims 2
- 229920001971 elastomer Polymers 0.000 claims 2
- 239000000806 elastomer Substances 0.000 claims 2
- 230000001678 irradiating effect Effects 0.000 claims 1
- 238000010586 diagram Methods 0.000 abstract description 10
- 239000011162 core material Substances 0.000 description 415
- 239000010410 layer Substances 0.000 description 112
- 239000000306 component Substances 0.000 description 28
- 238000007792 addition Methods 0.000 description 20
- 230000006870 function Effects 0.000 description 18
- 230000008569 process Effects 0.000 description 18
- 239000012943 hotmelt Substances 0.000 description 17
- -1 polypropylene Polymers 0.000 description 14
- 239000000047 product Substances 0.000 description 14
- 239000004698 Polyethylene Substances 0.000 description 13
- 229920000573 polyethylene Polymers 0.000 description 13
- 238000005520 cutting process Methods 0.000 description 11
- 238000013461 design Methods 0.000 description 11
- 229920000139 polyethylene terephthalate Polymers 0.000 description 10
- 239000005020 polyethylene terephthalate Substances 0.000 description 10
- 239000006096 absorbing agent Substances 0.000 description 9
- 210000002414 leg Anatomy 0.000 description 9
- 210000000689 upper leg Anatomy 0.000 description 9
- 239000000470 constituent Substances 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- 238000002360 preparation method Methods 0.000 description 7
- 229920002678 cellulose Polymers 0.000 description 6
- 239000001913 cellulose Substances 0.000 description 6
- 238000010276 construction Methods 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 239000004744 fabric Substances 0.000 description 5
- 210000004705 lumbosacral region Anatomy 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 230000005855 radiation Effects 0.000 description 5
- 239000012815 thermoplastic material Substances 0.000 description 5
- 210000005069 ears Anatomy 0.000 description 4
- 238000004806 packaging method and process Methods 0.000 description 4
- 230000000717 retained effect Effects 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 238000012549 training Methods 0.000 description 4
- 230000001174 ascending effect Effects 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 206010021639 Incontinence Diseases 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 229920001131 Pulp (paper) Polymers 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000001464 adherent effect Effects 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000009960 carding Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000000084 colloidal system Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 238000011065 in-situ storage Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 229920000247 superabsorbent polymer Polymers 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 230000002730 additional effect Effects 0.000 description 1
- 210000003484 anatomy Anatomy 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 210000001217 buttock Anatomy 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000009415 formwork Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 230000002175 menstrual effect Effects 0.000 description 1
- 230000027939 micturition Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 229920001495 poly(sodium acrylate) polymer Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- NNMHYFLPFNGQFZ-UHFFFAOYSA-M sodium polyacrylate Chemical compound [Na+].[O-]C(=O)C=C NNMHYFLPFNGQFZ-UHFFFAOYSA-M 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images















































































































Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15642—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres by depositing continuous layers or pads of fibrous material on single sheets or webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15666—Wrapping formed fibrous webs or pads, e.g. the pads being formed by uniting pad pieces cut from fibrous webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49001—Absorbent articles specially adapted to be worn around the waist, e.g. diapers having preferential bending zones, e.g. fold lines or grooves
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/5376—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterised by the performance of the layer, e.g. acquisition rate, distribution time, transfer time
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/538—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by specific fibre orientation or weave
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/4704—Sanitary towels, incontinence pads or napkins having preferential bending zones, e.g. fold lines or grooves
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F2013/4512—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape folded in special shape during use
- A61F2013/4518—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape folded in special shape during use formed from two separated panels
- A61F2013/4531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape folded in special shape during use formed from two separated panels by lateral panels joined at the centreline, i.e. along the longitudinal axis
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
- A61F2013/51338—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability having improved touch or feeling, e.g. smooth film
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51401—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material
- A61F2013/51441—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material being a fibrous material
- A61F2013/51452—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material being a fibrous material being nonwovens
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A61F2013/530489—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being randomly mixed in with other material
- A61F2013/530496—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being randomly mixed in with other material being fixed to fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F2013/53463—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad with a reinforcing structure, e.g. net
- A61F2013/53472—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad with a reinforcing structure, e.g. net being a non-woven tissue wrapping the core
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/53708—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction
- A61F2013/53721—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction with capillary means
- A61F2013/53734—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction with capillary means with compressed lines
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F2013/53765—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterized by its geometry
- A61F2013/53778—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterized by its geometry with grooves
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Abstract
Description
本出願は、引用により本明細書にその全体が組み込まれている2018年12月17日出願の「フィット性及び吸収性を高めた吸収性コア(Absorbent Cores with Enhanced Fit and Absorbency)」という名称の米国仮特許出願第62/780,781号(係属中)の利益を主張するものである。
密度(ρ)=m/v=m/(l×w×t) (式1)
単位面積当たりの質量(bw)=m/(l×w) (式2)、従って、
ρ=bw/t (式3)
本発明の開示は、一般的に、吸収性コア又は吸収性コア複合物、吸収性コア又はコア複合物を組み込む使い捨て吸収性物品、及びそのような製品及び他の関連製品を作るシステム、装置、及び方法に関する。ある一定の態様は、生理ナプキン及び女性衛生製品などにも適用可能とすることができる。具体的に、本発明の開示の吸収構造は、様々な使い捨て吸収性物品の中に又はそれと共に組み込み、最終製品に吸収機構を提供することができる。一態様では、吸収構造は、望ましい構造的(湿潤及び乾燥)一体性と性能特性とを有する特に有効な吸収構造を採用した吸収性コア複合物である。
本明細書に開示する概念は、図1~3に描かれた乳幼児おむつ10のような吸収性物品に適用することができ、おむつ10は、排泄物を受け入れて蓄えるために吸収性複合物又は吸収性コア46を組み込んでいる。おむつ10は、上面シート50、裏面シート60、及び吸収性コア46を含む。おむつ10は、更に、おむつに沿って長手方向に延びて着用者の臀部に適合するように伸び縮みする直立障壁カフ34を含む。 更に、おむつは、弾性バンド52と締結要素26を含む。要素26は、使用中に、おむつの対応する対向端部まで延びて係合し、着用者におむつを固定する。図2に示すウェブ構造は、続いてトリミング、折り畳み、密封、溶着、及び/又は他の操作が行われ、完成形態又は最終形態の使い捨ておむつ10を形成することができる。おむつ10の説明を容易にするために、説明では、長手方向に延びる軸線AA、横方向に延びる中心軸線BB、1対の長手方向に延びる側縁90、及び側縁90間を延びる1対の端縁92に言及する。長手軸線AAに沿って、おむつ10は、第1の端部領域又は前部腰領域12と、第2の端部領域又は後部腰領域14と、その間に配置された股領域16とを含む。前後の腰領域12、14の各々は、中央本体部分20の両側に位置し、側縁90から横方向に延びる1対の耳領域又は耳18を特徴とする。締結要素26(例えば、従来のテープファスナ)が、おむつ10の後部腰領域14に沿って耳18の各々に固定される。おむつ10が腰周りに着用された場合に、前部腰領域12は着用者の前腰域に隣接して適合し、後部腰領域14は後腰域に隣接して適合し、股領域16は股下域の周り及びその下に適合する。おむつ10を着用者に適切に固定するために、後部腰領域14の耳18は、着用者の腰周りを前部に向けて前部腰領域12の耳18と位置合わせするようにもたらされる。固定面は、前部腰領域12の内面又は外面の上に設けられるか又はそれらによって提供される場合がある。これに代えて、締結要素26は、前部腰領域12の耳18上に位置付けて、後部腰領域14の耳18に対して固定可能にすることができる。適切なおむつ構造は、典型的には少なくとも3つの層を使用する。これら3つの層は、裏面シート60、吸収性コア46、及び上面シート50を含む。おむつ構造は、上面シート50から上向きに配置された1対の閉じ込め壁又は脚カフ34を収容してもしなくてもよく、離間した1又は2以上の長手方向伸縮性部材38を少なくとも含むことが好ましい。これらのおむつ要素のいずれか又はこれらの要素の組合せが本明細書に開示する吸収性コア複合物のいずれかを使用する又は使用して製造可能であることを以下に示す。更に、取得層48を追加して性能を改善することができる。コア46は、本明細書に開示する吸収性コアのいずれかとすることができる。
図4Aは、平坦な伸張構成、すなわち、着用前の吸収性コア複合物100の斜視図である。図5は、線C-Cに沿った図4Aの吸収性複合物の詳細な横断面図である。本発明の開示の一態様では、吸収性複合物100は、1次中央コア構成としての上側吸収層又は上側吸収構造102と、2次吸収性コア構成を提供する下側吸収層又は下側吸収構造104とで構成される。吸収性コア100は、上側及び下側コア構成要素を含むように示されているが、一部の適用では、上側吸収構造102だけから構成される場合がある。
上側吸収構造102は、繊維状構成106a~106dを含む。一部の態様では、繊維状構成106a~106dは、不織布、具体的には嵩高不織布又はクレープスパンボンドを含むことが好ましい。一部の態様では、繊維状構成106a~106dは、PET/PP(PPのコアにPETのシース)又はPP/PE(PPのコアにPEのシース)の捲縮二成分繊維を使用して製造されたエアボンデッド不織布であるか又はそれを含む。
繊維状構成106a~106dの隣接セクション間に位置決めされるのは、ギャップ又はチャネル114a~114cである。チャネル114a~114cは、それぞれに2つの繊維状構成間に位置決めされた別々の離間したチャネルとすることができる。3つの分離チャネルを含むものとして示しているが、上側吸収構造102は、3つの別々の離間チャネルに限定されず、他の数のチャネルを含むことができる。例えば、上側吸収構造102は、1~9個の別々の離間チャネルを含むことができる。一部の態様では、上側吸収構造102は、上側吸収構造102が単一の連続した繊維セクションだけを含む場合などではそのようなチャネルを含まない。
一部の態様では、繊維セクション106a~106dの周り及びそれらの間でのそのような上側不織シート116の輪郭形成は、接着ビード122a~122e及びチャネル114a~114cと併せて吸収性コア100の折り目を少なくとも部分的に定める。折り目126a~126cは、図4Aに示すように、チャネル114a~114cと一致することができる。折り目126a~126cは、図4Aに示すような平坦構成から図8~9Dに関連して以下で詳細に示して説明するような折り畳まれた及び/又は束ねられた構成(例えば、W字形構成)への吸収性コア100の折り畳みを容易にする。一部の態様では、各折り目126a~126cは、コア100の長手中心線110と平行に延びる。一部の態様では、折り目126a~126cのうちの少なくとも1つ(例えば、折り目126b)は、コア100の長手中心線110と一致している。
吸収性コア100は下側吸収構造104を含み、下側吸収構造104は、上側吸収構造102の下方にかつ隣接して位置決めされる。下側吸収構造104は、上側吸収構造102と結合される。一部の態様では、下側吸収構造104は、接着剤128などを通して上側吸収構造102と接着される。接着剤128は、例えば、ホットメルト接着剤とすることができる。
図6及び7は、図5のものと同じか又は実質的に類似するが、しかし、おむつのような吸収性物品に組み込まれた吸収性コアを示している。一部の態様では、構造層又は構成(例えば、シャーシ又はその一部)がコア100の下に位置決めされる。構造層は、コア100の横マージンに固定することができる。吸収性物品200は裏面シート202を含み、裏面シート202は、液体不透過性シートとすることができる。裏面シート202は、吸収性コア100の下面と結合される。図示のように、裏面シート202は、下側吸収構造104の不織シート132に結合(例えば、接着)される。しかし、吸収性コア100が下側吸収構造104を含まない場合に、裏面シート202は、上側吸収構造102の中間不織シート118に結合(例えば、接着)させることができる。裏面シート202は、ホットメルト接着剤とすることができる接着剤204を通して不織シート132に接着される。裏面シート202は、当業者に公知の吸収性物品に使用するあらゆる裏面シートとすることができる。
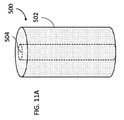
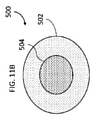
一部の態様では、本発明の開示は、離間して相互にピボット回転可能な吸収セクションを有する吸収性コア複合物を含む。図8を参照すると、そのような例示的吸収性コア100の1つが描かれている。図8の吸収性コア100は、図4Aに示されている吸収性コア100と同じか又は実質的に同じであるとすることができるが、図8では吸収性コア100がピボット回転した又は束ねた構成で示されるのに対して、図4Aでは吸収性コア100が平坦構成で示されている。図4Aに示すような吸収性コア100の平坦構成は、吸収性物品の製造中に、吸収性コア100の梱包及び搬送中に、及び/又は吸収性コア100の使用前のあらゆる時点での吸収性コア100の構成であるとすることができる。
一部の態様では、本明細書に開示する吸収性コアは、SAP又は他の吸収材料の勾配分布、接着剤の勾配分布、又はその組合せを呈する。図10Aを参照すると、下側繊維状構成130の上に隣接する繊維状構成106を含む例示的コア100の一部分が示されている。簡単のために、必ずしもコア100の全ての構成要素又は層を図10Aに示す訳ではないので、繊維状構成106の一部分と下側繊維状構成130の一部分だけが示されている。
表1-繊維状構成選択肢及び製造変数


一部の態様では、空気ストリームで接着剤を運ぶことにより、接着剤が嵩高不織布(又は他の繊維状構成)に付加される。空気は加熱風とすることができ、嵩高不織布の繊維網を広げてその嵩高化をもたらすので、より開放性の繊維網によって接着剤の繊維網への導入及び貫通が容易になる。一部の態様では、接着剤は、均一な噴霧として繊維上に付加される。接着剤の粘性は、温度で変えることができる。従って、付加する時の接着剤の温度を制御することにより、付加する時の接着剤の粘性を制御することができる。
一部の態様では、繊維状構成は、クレープスパンボンド不織布であるか又はそれを含む。例示的クレープスパンボンド不織布は、図20A~20Eの画像に示されている。SAPは、クレープスパンボンドのマイクロポケット内に捕捉されて保持され、パターン(使用される特定スパンボンドの結合パターンに起因する)で分配することができる。そのようなSAP吸収構造は、SAPの集団が互いに分離しているので、SAPが膨潤した後でも高い透過性を示すことができる。図20A~20Eを参照すると、ループパターン、ループ頻度、及びループ高さは、ベーススパンボンドシートの結合パターンとクレープ加工のレベルとで直接誘導される。粗い結合パターンは、低頻度であるがループ高さの高いループパターンを生成することになる。クレープ加工のレベルが高いと、平面外の繊維変形が大きくなり、ループが大きくなり、嵩が高くなり、及び従ってウェブ密度が低くなる。ループ構造、例えば、サイズと体積は、クレープレベルと共に結合パターン及び繊維サイズのようなスパンボンドの基礎パラメータの選択によって制御することができる。繊維ループを有する領域は、超吸水性粒子のような粒子を定められたパターンで収容して封じ込めることができるマイクロポケットとして作用する。同じく、異なるクレープ加工レベルでクレープ加工スパンボンドのウェブを少なくとも2枚重ねることにより、粒径の封じ込めに勾配を有する構成を構築することができる。これに加えて、クレープ加工は、得られるウェブ構造に可撓性、柔軟性、及び伸展性を追加する。一部の態様では、クレープ加工スパンボンドウェブは、そのスパンボンドウェブ内で圧縮抵抗と液体のz方向流れとを増大させるz方向に向けられた繊維セグメントを含む。
一部の態様では、本発明の開示は、本明細書に開示する吸収性コア及び吸収性物品を作るためのシステム及び工程を含む。
一部の実施形態では、繊維状構成は、SAPを含有する押し出し不織布であるか又はそれを含む。例えば、そのような不織布は、その全体が引用により本明細書に組み込まれている米国特許第5、720、832号明細書に開示されている方法に従って形成することができる。従って、既存の嵩高不織布にSAPを追加するのではなく、不織布形成ポリマー(例えば、ポリプロピレン、ポリエチレンアセテート)を超吸水性粒子の周りに押し出して、SAP-不織布複合物内に超吸水性物質を取り囲んで封じ込める不織繊維の吸収性ウェブを形成する。そのような事前に形成されたSAP-不織布複合物内の超吸水性物質は、粒子形態又は繊維形態とすることができる。
一部の実施形態では、繊維状構成の不織布(嵩高又は原位置押し出しされた)は、SAP粒子を安定化する特性に加えて、吸収体構成に追加特性を付与する繊維及び添加物を含有する。例えば、限定することなく、繊維状構成は、弾性、伸縮性、及び身体適合性を提供するエラストマー繊維、液体処理機能を提供する及び/又は強化する湿潤剤、臭気制御剤、イオン交換樹脂、マイクロフィブリル化セルロース(MFC)のようなセルロース繊維、及びスマート繊維を含むことができる。
一部の実施形態では、SAPは、吸収性コア内で領域によって変化する。例えば、SAPのタイプ、SAPの量、SAPの粒径、及び/又はSAPの特性は変化させることができる。例えば、1又は2以上の領域でのSAPは、コアの側部などで比較的低い透過性を有し、1又は2以上の他の領域でのSAPは、中央領域(股)で比較的高い透過性を有することができる。
一部の態様では、本明細書に開示する吸収性コアは、低密度で体積の大きい嵩高で高ロフトの吸収体構成を達成し、柔らかなフィット性と迅速な吸収特性を提供する。ある一定の態様では、吸収性コアは、上側吸収体構成と下側吸収体構成の両方を有する多層の複合コア構成である。各層又は構成は、吸収又は分布のような特定機能を有するように適合させることができる。
108 横中心線
110 長手中心線
116 上側不織シート
130 下側繊維状構成
Claims (204)
- 長手中心線と該長手中心線に対して横断方向である横中心線とを有する吸収性コアであって、
第1の吸収性コア構成、
を含み、
前記第1の吸収性コア構成は、
複数の横方向に離間した繊維状構成であって、各繊維状構成が前記長手中心線とほぼ平行に又はそれと一致して延び、各繊維状構成が不織布を含む前記複数の横方向に離間した繊維状構成と、
前記繊維状構成の第1の側に位置決めされた第1の不織シートと、
前記繊維状構成の前記第1の側と反対の該繊維状構成の第2の側に位置決めされた第2の不織シートと、
を含み、
前記第1の不織シートは、隣接する横方向に離間した繊維状構成間の場所で前記第2の不織シートと結合され、
前記第1の吸収性コア構成は、更に、
各繊維状構成の前記不織布内に配置され、前記第1及び第2の不織シート間に位置決めされた吸収材料、
を含む、
ことを特徴とする吸収性コア。 - 前記第1の不織シートによって少なくとも部分的に定められ、2つの隣接する横方向に離間した繊維状構成の間にかつ該第1の不織シートの上方に各々が位置決めされたチャネルを更に含むことを特徴とする請求項1に記載の吸収性コア。
- 各チャネルが、吸収性コアの前記長手中心線とほぼ平行に又はそれと一致して延びることを特徴とする請求項2に記載の吸収性コア。
- 各チャネルが、前記第1の不織シートの折り目と一致することを特徴とする請求項2に記載の吸収性コア。
- 前記チャネルには吸収材料がないことを特徴とする請求項2に記載の吸収性コア。
- 前記第1の不織シートは、隣接する横方向に離間した繊維状構成間の場所で前記第2の不織シートに接着されることを特徴とする請求項1に記載の吸収性コア。
- 前記第1の不織シートは、隣接する横方向に離間した繊維状構成間の場所で接着ビードを通じて前記第2の不織シートに接着されることを特徴とする請求項6に記載の吸収性コア。
- 前記接着ビードは、吸収性コアの前記長手中心線とほぼ平行に又はそれと一致して延びることを特徴とする請求項7に記載の吸収性コア。
- 前記接着ビードは、前記第1の吸収性コア構成の第1の長手方向縁部から該第1の吸収性コア構成の第2の長手方向縁部まで延びる連続的な接着ビードであることを特徴とする請求項7に記載の吸収性コア。
- 前記接着ビードは、前記第1の不織シートによって少なくとも部分的に定められたチャネルと一致し、
各チャネルが、2つの隣接する横方向に離間した繊維状構成間にかつ前記第1の不織シートの上方に位置決めされる、
ことを特徴とする請求項7に記載の吸収性コア。 - 前記接着ビードは、前記第1の不織シートの折り目と一致することを特徴とする請求項7に記載の吸収性コア。
- 第1の不織シート上の折り目を更に含み、
各折り目が、2つの隣接する横方向に離間した繊維状構成間に位置決めされ、
各折り目が、吸収性コアの前記長手中心線とほぼ平行に又はそれと一致して延びる、
ことを特徴とする請求項1に記載の吸収性コア。 - 前記折り目に沿って少なくとも部分的に折り畳み可能であることを特徴とする請求項12に記載の吸収性コア。
- 吸収性コアが、前記折り目に沿って折り畳む前の第1の横方向広がり及び該折り目に沿って折り畳んだ後の第2の横方向広がりを有し、
前記第1の横方向広がりは、前記第2の横方向広がりより大きい、
ことを特徴とする請求項13に記載の吸収性コア。 - 前記第1の不織シートによって少なくとも部分的に定められたチャネルを更に含み、
各チャネルが、2つの隣接する横方向に離間した繊維状構成間にかつ前記第1の不織シートの上方に位置決めされ、
前記チャネルは、前記折り目のうちの少なくとも一部と一致する、
ことを特徴とする請求項13に記載の吸収性コア。 - 折り畳まれた時に、前記チャネルは、前記第1の不織シートによって密封され、
展開された時に、前記チャネルは、前記第1の不織シートの上方で開かれる、
ことを特徴とする請求項15に記載の吸収性コア。 - 前記折り目に沿って折り畳まれた時にほぼW字形の横断面を有することを特徴とする請求項13に記載の吸収性コア。
- 前記W字形横断面は、吸収性コアの股領域内であることを特徴とする請求項13に記載の吸収性コア。
- 折り畳まれた時に、平面図で見た時にほぼ砂時計形状を有することを特徴とする請求項13に記載の吸収性コア。
- 折り畳まれた時に、前記複数の横方向に離間した繊維状構成のうちの2つが、吸収性コアの横方向に位置決めされた翼セクションを形成することを特徴とする請求項13に記載の吸収性コア。
- 前記横方向に位置決めされた翼セクションは、吸収性コアの全幅の約20%から40%に等しい横幅を有することを特徴とする請求項20に記載の吸収性コア。
- 前記翼セクションは、吸収性コアの両側に横マージンを定めることを特徴とする請求項20に記載の吸収性コア。
- 折り畳まれた時に、前記複数の横方向に離間した繊維状構成のうちの少なくとも2つの隣接する繊維状構成が、180°よりも小さくかつ0°よりも大きい互いに対する角度で位置決めされることを特徴とする請求項20に記載の吸収性コア。
- 吸収性コアの第1の横方向側縁と吸収性コアの前記長手中心線との間に位置決めされた第1の折り目と、吸収性コアの第2の横方向側縁と吸収性コアの該長手中心線との間に位置決めされた第2の折り目と、該第1及び該第2の折り目の間に位置決めされた第3の折り目とを含む少なくとも3つの折り目を含むことを特徴とする請求項20に記載の吸収性コア。
- 折り畳まれた時に、吸収性コアの前記横方向側縁及び前記第3の折り目は、第1の方向に前記第1及び第2の折り目の上方に位置決めされ、
前記第1の方向は、前記長手中心線及び前記横中心線に対して横断方向である、
ことを特徴とする請求項24に記載の吸収性コア。 - 前記第3の折り目は、吸収性コアの前記長手中心線と一致することを特徴とする請求項25に記載の吸収性コア。
- 前記第1の不織シートは、波状外面を有し、前記第2の不織シートは、平坦外面を有し、前記複数の横方向に離間した繊維状構成は、該第1及び第2の不織シートの内面間に位置決めされることを特徴とする請求項1に記載の吸収性コア。
- 各横方向に離間した繊維状構成が、その横方向側縁に沿って密封されることを特徴とする請求項1に記載の吸収性コア。
- 各横方向に離間した繊維状構成が、前記第2の不織シートに接着されることを特徴とする請求項1に記載の吸収性コア。
- 前記複数の横方向に離間した繊維状構成は、前記第1の不織シートに接着されないことを特徴とする請求項1に記載の吸収性コア。
- 前記吸収材料は、SAPを含むことを特徴とする請求項1に記載の吸収性コア。
- 各横方向に離間した繊維状構成が、前記長手及び横中心線に対して横断方向であるz方向にSAP粒径の勾配分布を有し、
SAP粒径の前記SAP勾配分布内では、より大きい粒径のSAPが、前記第2の不織シートよりも前記第1の不織シートの近くに位置決めされ、より小さいSAP粒径のSAPが、該第1の不織シートよりも該第2の不織シートの近くに位置決めされる、
ことを特徴とする請求項1に記載の吸収性コア。 - 各繊維状構成が、前記z方向に接着剤濃度の勾配分布を有し、
前記接着剤濃度の勾配分布内では、より低濃度の接着剤が、前記第2の不織シートよりも前記第1の不織シートの近くに位置決めされ、より高濃度の接着剤が、該第1の不織シートよりも該第2の不織シートの近くに位置決めされる、
ことを特徴とする請求項32に記載の吸収性コア。 - 各繊維状構成が、前記z方向に勾配密度を有し、
前記第1の不織シートにより近く位置決めされた前記繊維状構成の第1の面での該繊維状構成の密度が、前記第2の不織シートにより近く位置決めされた該繊維状構成の第2の面での該繊維状構成の密度よりも低い、
ことを特徴とする請求項33に記載の吸収性コア。 - 繊維状構成の各セクションと結合され、該繊維状構成のうちの1つと前記第2の不織シートの間に各々が位置決めされた不織捕捉シートを更に含むことを特徴とする請求項1に記載の吸収性コア。
- 前記不織捕捉シートは、前記繊維状構成の密度よりも高い密度を有することを特徴とする請求項35に記載の吸収性コア。
- 吸収材料が、前記不織捕捉シート上に、該不織捕捉シート内に、又はその組合せに位置決めされることを特徴とする請求項35に記載の吸収性コア。
- 前記不織捕捉シート上に、該不織捕捉シート内に、又はその組合せに位置決めされた前記吸収材料は、各繊維セクション上又は内である該吸収材料よりも小さい粒径を有することを特徴とする請求項37に記載の吸収性コア。
- 各繊維状構成が、嵩高不織布、クレープ加工スパンボンド、嵩高化不織布、又は嵩高化嵩高不織布を含むことを特徴とする請求項1に記載の吸収性コア。
- 各繊維状構成が、二成分繊維を含むことを特徴とする請求項1に記載の吸収性コア。
- 前記二成分繊維は、シース及びコア微細構成を有し、
前記シースは、前記コアより低い軟化点を有する、
ことを特徴とする請求項40に記載の吸収性コア。 - 前記第2の不織シートと結合された第2の吸収性コア構成を更に含むことを特徴とする請求項1に記載の吸収性コア。
- 前記第2の吸収性コア構成は、第3の不織シート上にフラッフ又はパルプを含むことを特徴とする請求項42に記載の吸収性コア。
- SAPが、前記フラッフ又はパルプと混合されることを特徴とする請求項43に記載の吸収性コア。
- 前記第2の吸収性コア構成内の前記SAPは、前記第1の吸収性コア構成内のSAPよりも小さい粒径を有することを特徴とする請求項44に記載の吸収性コア。
- 前記第3の不織シートは、少なくとも部分的に前記フラッフ又はパルプの周りに巻き付けられることを特徴とする請求項43に記載の吸収性コア。
- 前記第3の不織シートは、C字折り畳み構成で前記フラッフ又はパルプの周りに巻き付けられることを特徴とする請求項46に記載の吸収性コア。
- 前記第3の不織シートは、前記パルプ又はフラッフに接着され、かつ前記第2の不織シートに接着されることを特徴とする請求項43に記載の吸収性コア。
- 前記第2の吸収性コア構成は、平坦又はほぼ平坦な構成であり、
前記第1の吸収性コア構成は、少なくとも部分的に前記第1の不織シートによって形成された少なくとも1つの波状面を有する、
ことを特徴とする請求項42に記載の吸収性コア。 - 前記第2の吸収性コア構成は、前記第1の吸収性コア構成と実質的に同じフットプリントを有し、
前記第1の吸収性コア構成は、前記第2の吸収性コア構成よりも大きい表面積を有する、
ことを特徴とする請求項42に記載の吸収性コア。 - 前記第2の不織シートと前記フラッフ又はパルプとの間に結合された第4の不織シートを更に含むことを特徴とする請求項43に記載の吸収性コア。
- 前記繊維状構成は、SAPと交絡された押し出し不織繊維を含むことを特徴とする請求項1に記載の吸収性コア。
- 前記繊維状構成は、エラストマー繊維、湿潤剤、臭気制御剤、イオン交換樹脂、セルロース繊維、又はその組合せを含むことを特徴とする請求項1に記載の吸収性コア。
- 前記繊維状構成は、スマート繊維を含むことを特徴とする請求項1に記載の吸収性コア。
- 前記繊維状構成のうちの少なくとも2つが、異なるSAP成分、異なる量のSAP、異なるSAP粒径、又はその組合せを含有することを特徴とする請求項1に記載の吸収性コア。
- 前記繊維状構成のうちの少なくとも2つが、異なる透過性を有するSAPを含有することを特徴とする請求項1に記載の吸収性コア。
- 変化する吸収容量を示すことを特徴とする請求項1に記載の吸収性コア。
- 前記吸収容量は、機械方向、交差方向、又は該機械及び交差方向に対して横断方向であるz方向に変化することを特徴とする請求項59に記載の吸収性コア。
- 前記複数の横方向に離間した繊維状構成は、横方向に異なる幅の少なくとも2つの繊維状構成を含むことを特徴とする請求項1に記載の吸収性コア。
- 前記複数の横方向に離間した繊維状構成は、長手方向に異なる長さの少なくとも2つの繊維状構成を含むことを特徴とする請求項1に記載の吸収性コア。
- 前記第1の吸収性コア構成は、少なくとも2つの長手方向に離間した繊維状構成を含むことを特徴とする請求項1に記載の吸収性コア。
- 前記第1の吸収性コア構成は、前記長手及び横中心線に対して斜め角度で延びる少なくとも1つの繊維状構成を含むことを特徴とする請求項1に記載の吸収性コア。
- 前記第1の吸収性コア構成は、曲線周囲を有する少なくとも1つの繊維状構成を含むことを特徴とする請求項1に記載の吸収性コア。
- 吸収性物品であって、
吸収性コアと、
裏面シートと上面シートとを含むシャーシと、
を含み、
前記吸収性コアは、前記上面シートと前記裏面シートの間に位置決めされ、かつ該裏面シートと結合され、
前記吸収性コアは、長手中心線と該長手中心線に対して横断方向である横中心線とを有し、
前記吸収性コアは、
第1の吸収性コア構成、
を含み、
前記第1の吸収性コア構成は、
複数の横方向に離間した繊維状構成であって、各繊維状構成が前記長手中心線とほぼ平行に又はそれと一致して延び、各繊維状構成が不織布を含む前記複数の横方向に離間した繊維状構成と、
前記繊維状構成の第1の側に位置決めされた第1の不織シートと、
前記繊維状構成の前記第1の側と反対の該繊維状構成の第2の側に位置決めされた第2の不織シートと、
を含み、
前記第1の不織シートは、隣接する横方向に離間した繊維状構成間の場所で前記第2の不織シートと結合され、
前記第1の吸収性コア構成は、更に、
各繊維状構成の前記不織布内に配置され、前記第1及び第2の不織シート間に位置決めされた吸収材料、
を含む、
ことを特徴とする吸収性物品。 - 前記第1の不織シートによって少なくとも部分的に定められ、2つの隣接する横方向に離間した繊維状構成の間にかつ該第1の不織シートの上方に各々が位置決めされたチャネルを更に含むことを特徴とする請求項66に記載の吸収性物品。
- 各チャネルが、前記吸収性コアの前記長手中心線とほぼ平行に又はそれと一致して延びることを特徴とする請求項67に記載の吸収性物品。
- 各チャネルが、前記第1の不織シートの折り目と一致することを特徴とする請求項67に記載の吸収性物品。
- 前記チャネルには吸収材料がないことを特徴とする請求項67に記載の吸収性物品。
- 前記第1の不織シートは、隣接する横方向に離間した繊維状構成間の場所で前記第2の不織シートに接着されることを特徴とする請求項66に記載の吸収性物品。
- 前記第1の不織シートは、隣接する横方向に離間した繊維状構成間の場所で接着ビードを通じて前記第2の不織シートに接着されることを特徴とする請求項71に記載の吸収性物品。
- 前記接着ビードは、前記吸収性コアの前記長手中心線とほぼ平行に又はそれと一致して延びることを特徴とする請求項72に記載の吸収性物品。
- 前記接着ビードは、前記第1の吸収性コア構成の第1の長手方向縁部から該第1の吸収性コア構成の第2の長手方向縁部まで延びる連続的な接着ビードであることを特徴とする請求項72に記載の吸収性物品。
- 前記接着ビードは、前記第1の不織シートによって少なくとも部分的に定められたチャネルと一致し、
各チャネルが、2つの隣接する横方向に離間した繊維状構成間にかつ前記第1の不織シートの上方に位置決めされる、
ことを特徴とする請求項72に記載の吸収性物品。 - 前記接着ビードは、前記第1の不織シートの折り目と一致することを特徴とする請求項72に記載の吸収性物品。
- 第1の不織シート上の折り目を更に含み、
各折り目が、2つの隣接する横方向に離間した繊維状構成間に位置決めされ、
各折り目が、前記吸収性コアの前記長手中心線とほぼ平行に又はそれと一致して延びる、
ことを特徴とする請求項66に記載の吸収性物品。 - 前記吸収性コアは、前記折り目に沿って少なくとも部分的に折り畳み可能であることを特徴とする請求項77に記載の吸収性物品。
- 前記吸収性コアは、前記折り目に沿って折り畳む前の第1の横方向広がり及び該折り目に沿って折り畳んだ後の第2の横方向広がりを有し、
前記第1の横方向広がりは、前記第2の横方向広がりより大きい、
ことを特徴とする請求項78に記載の吸収性物品。 - 前記第1の不織シートによって少なくとも部分的に定められたチャネルを更に含み、
各チャネルが、2つの隣接する横方向に離間した繊維状構成間にかつ前記第1の不織シートの上方に位置決めされ、
前記チャネルは、前記折り目のうちの少なくとも一部と一致する、
ことを特徴とする請求項78に記載の吸収性物品。 - 折り畳まれた時に、前記チャネルは、前記第1の不織シートによって密封され、
展開された時に、前記チャネルは、前記第1の不織シートの上方で開かれる、
ことを特徴とする請求項80に記載の吸収性物品。 - 前記折り目に沿って折り畳まれた時にほぼW字形の横断面を有することを特徴とする請求項78に記載の吸収性物品。
- 前記W字形横断面は、前記吸収性コアの股領域内であることを特徴とする請求項78に記載の吸収性物品。
- 折り畳まれた時に、平面図で見た時にほぼ砂時計形状を有することを特徴とする請求項78に記載の吸収性物品。
- 折り畳まれた時に、前記複数の横方向に離間した繊維状構成のうちの2つが、前記吸収性コアの横方向に位置決めされた翼セクションを形成することを特徴とする請求項78に記載の吸収性物品。
- 前記横方向に位置決めされた翼セクションは、前記吸収性コアの全幅の約20%から40%に等しい横幅を有することを特徴とする請求項85に記載の吸収性物品。
- 前記翼セクションは、前記吸収性コアの両側に横マージンを定めることを特徴とする請求項85に記載の吸収性物品。
- 折り畳まれた時に、前記複数の横方向に離間した繊維状構成のうちの少なくとも2つの隣接する繊維状構成が、180°よりも小さくかつ0°よりも大きい互いに対する角度で位置決めされることを特徴とする請求項85に記載の吸収性物品。
- 前記吸収性コアの第1の横方向側縁と該吸収性コアの前記長手中心線との間に位置決めされた第1の折り目と、該吸収性コアの第2の横方向側縁と該吸収性コアの該長手中心線との間に位置決めされた第2の折り目と、該第1及び該第2の折り目の間に位置決めされた第3の折り目とを含む少なくとも3つの折り目を含むことを特徴とする請求項85に記載の吸収性物品。
- 折り畳まれた時に、前記吸収性コアの前記横方向側縁及び前記第3の折り目は、第1の方向に前記第1及び第2の折り目の上方に位置決めされ、
前記第1の方向は、前記長手中心線及び前記横中心線に対して横断方向である、
ことを特徴とする請求項89に記載の吸収性物品。 - 前記第3の折り目は、前記吸収性コアの前記長手中心線と一致することを特徴とする請求項90に記載の吸収性物品。
- 前記第1の不織シートは、波状外面を有し、前記第2の不織シートは、平坦外面を有し、前記複数の横方向に離間した繊維状構成は、該第1及び第2の不織シートの内面間に位置決めされることを特徴とする請求項66に記載の吸収性物品。
- 各横方向に離間した繊維状構成が、その横方向側縁に沿って密封されることを特徴とする請求項66に記載の吸収性物品。
- 各横方向に離間した繊維状構成が、前記第2の不織シートに接着されることを特徴とする請求項66に記載の吸収性物品。
- 前記複数の横方向に離間した繊維状構成は、前記第1の不織シートに接着されないことを特徴とする請求項66に記載の吸収性物品。
- 前記吸収材料は、SAPを含むことを特徴とする請求項66に記載の吸収性物品。
- 各横方向に離間した繊維状構成が、前記長手及び横中心線に対して横断方向であるz方向にSAP粒径の勾配分布を有し、
SAP粒径の前記SAP勾配分布内では、より大きい粒径のSAPが、前記第2の不織シートよりも前記第1の不織シートの近くに位置決めされ、より小さいSAP粒径のSAPが、該第1の不織シートよりも該第2の不織シートの近くに位置決めされる、
ことを特徴とする請求項66に記載の吸収性物品。 - 各繊維状構成が、前記z方向に接着剤濃度の勾配分布を有し、
前記接着剤濃度の勾配分布内では、より低濃度の接着剤が、前記第2の不織シートよりも前記第1の不織シートの近くに位置決めされ、より高濃度の接着剤が、該第1の不織シートよりも該第2の不織シートの近くに位置決めされる、
ことを特徴とする請求項97に記載の吸収性物品。 - 各繊維状構成が、前記z方向に勾配密度を有し、
前記第1の不織シートにより近く位置決めされた前記繊維状構成の第1の面での該繊維状構成の密度が、前記第2の不織シートにより近く位置決めされた該繊維状構成の第2の面での該繊維状構成の密度よりも低い、
ことを特徴とする請求項98に記載の吸収性物品。 - 繊維状構成の各セクションと結合され、該繊維状構成のうちの1つと前記第2の不織シートの間に各々が位置決めされた不織捕捉シートを更に含むことを特徴とする請求項66に記載の吸収性物品。
- 前記不織捕捉シートは、前記繊維状構成の密度よりも高い密度を有することを特徴とする請求項100に記載の吸収性物品。
- 吸収材料が、前記不織捕捉シート上に、該不織捕捉シート内に、又はその組合せに位置決めされることを特徴とする請求項100に記載の吸収性物品。
- 前記不織捕捉シート上に、該不織捕捉シート内に、又はその組合せに位置決めされた前記吸収材料は、各繊維セクション上又は内である該吸収材料よりも小さい粒径を有することを特徴とする請求項102に記載の吸収性物品。
- 各繊維状構成が、嵩高不織布、クレープ加工スパンボンド、嵩高化不織布、又は嵩高化嵩高不織布を含むことを特徴とする請求項66に記載の吸収性物品。
- 各繊維状構成が、二成分繊維を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記二成分繊維は、シース及びコア微細構成を有し、
前記シースは、前記コアより低い軟化点を有する、
ことを特徴とする請求項105に記載の吸収性物品。 - 第2の吸収性コア構成を更に含み、
第2の吸収性物品構成が、前記第2の不織シートと結合される、
ことを特徴とする請求項66に記載の吸収性物品。 - 前記第2の吸収性コア構成は、第3の不織シート上にフラッフ又はパルプを含むことを特徴とする請求項107に記載の吸収性物品。
- SAPが、前記フラッフ又はパルプと混合されることを特徴とする請求項108に記載の吸収性物品。
- 前記第2の吸収性コア構成内の前記SAPは、前記第1の吸収性コア構成内のSAPよりも小さい粒径を有することを特徴とする請求項109に記載の吸収性物品。
- 前記第3の不織シートは、少なくとも部分的に前記フラッフ又はパルプの周りに巻き付けられることを特徴とする請求項110に記載の吸収性物品。
- 前記第3の不織シートは、C字折り畳み構成で前記フラッフ又はパルプの周りに巻き付けられることを特徴とする請求項111に記載の吸収性物品。
- 前記第3の不織シートは、前記パルプ又はフラッフに接着され、かつ前記第2の不織シートに接着されることを特徴とする請求項108に記載の吸収性物品。
- 前記第2の吸収性コア構成は、平坦又はほぼ平坦な構成であり、
前記第1の吸収性コア構成は、少なくとも部分的に前記第1の不織シートによって形成された少なくとも1つの波状面を有する、
ことを特徴とする請求項105に記載の吸収性物品。 - 前記第2の吸収性コア構成は、前記第1の吸収性コア構成と実質的に同じフットプリントを有し、
前記第1の吸収性コア構成は、前記第2の吸収性コア構成よりも大きい表面積を有する、
ことを特徴とする請求項105に記載の吸収性物品。 - 前記第2の不織シートと前記フラッフ又はパルプとの間に結合された第4の不織シートを更に含むことを特徴とする請求項106に記載の吸収性物品。
- 前記繊維状構成は、SAPと交絡された押し出し不織繊維を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記繊維状構成は、エラストマー繊維、湿潤剤、臭気制御剤、イオン交換樹脂、セルロース繊維、又はその組合せを含むことを特徴とする請求項66に記載の吸収性物品。
- 前記繊維状構成は、スマート繊維を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記繊維状構成のうちの少なくとも2つが、異なるSAP成分、異なる量のSAP、異なるSAP粒径、又はその組合せを含有することを特徴とする請求項66に記載の吸収性物品。
- 前記繊維状構成のうちの少なくとも2つが、異なる透過性を有するSAPを含有することを特徴とする請求項66に記載の吸収性物品。
- 前記吸収性コアは、変化する吸収容量を示すことを特徴とする請求項66に記載の吸収性物品。
- 前記吸収容量は、機械方向、交差方向、又は該機械及び交差方向に対して横断方向であるz方向に変化することを特徴とする請求項122に記載の吸収性物品。
- 前記複数の横方向に離間した繊維状構成は、横方向に異なる幅の少なくとも2つの繊維状構成を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記複数の横方向に離間した繊維状構成は、長手方向に異なる長さの少なくとも2つの繊維状構成を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記第1の吸収性コア構成は、少なくとも2つの長手方向に離間した繊維状構成を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記第1の吸収性コア構成は、前記長手及び横中心線に対して斜め角度で延びる少なくとも1つの繊維状構成を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記第1の吸収性コア構成は、曲線周囲を有する少なくとも1つの繊維状構成を含むことを特徴とする請求項66に記載の吸収性物品。
- 前記吸収性コアは、該吸収性コアの前記チャネル及び折り目と一致する場所で前記裏面シートと結合されることを特徴とする請求項69に記載の吸収性物品。
- 前記吸収性コアは、該吸収性コアの前記チャネル及び折り目と一致する少なくとも一部の場所で前記裏面シートと接着され、
前記吸収性コアは、前記第3の折り目の下で前記裏面シートと接着されず、
前記吸収性コアが折り畳まれる時に、該吸収性コアは、前記第3の折り目で前記裏面シートから離れるように上向きにピボット回転する、
ことを特徴とする請求項91に記載の吸収性物品。 - 前記上面シートとの間かつ前記吸収性コアの上方に位置決めされた取得分配層を更に含むことを特徴とする請求項66に記載の吸収性物品。
- 折り畳まれた時に、前記吸収性コアの横方向側縁が、該吸収性コアの前記長手方向中心から該横方向側縁に向けて流れる流体が重力に逆らって流れなければならないように前記上面シートに向けて傾斜していることを特徴とする請求項66に記載の吸収性物品。
- 前記吸収性コアは、前記第1及び第2の折り目に沿った前記裏面シートへの該コアの接着を通じてW字形に事前に折り畳まれ、
前記裏面シートへの取り付け前の平坦構成では、前記第1及び第2の折り目は、第1の距離だけ離間しており、
前記裏面シートへの取り付け後に、前記第1及び第2の折り目は、第2の距離だけ離間しており、
前記第1の距離は、前記第2の距離よりも長い、
ことを特徴とする請求項91に記載の吸収性物品。 - 前記吸収性コアは、前記第1及び第2の折り目に沿った前記裏面シートへの該コアの接着を通じてW字形に事前に折り畳まれることを特徴とする請求項91に記載の吸収性物品。
- 前記吸収性コアは、前記第3の折り目に沿って前記裏面シートから自由であることを特徴とする請求項134に記載の吸収性物品。
- 気流チャネルが、前記第3の折り目の下の前記第1及び第2の折り目の間で前記吸収性コアと前記裏面シートの間に形成されることを特徴とする請求項135に記載の吸収性物品。
- 使い捨ておむつであることを特徴とする請求項66に記載の吸収性物品。
- 前記吸収性コアは、前記第1及び第2の折り目に沿ってのみ前記裏面シートに接着されることを特徴とする請求項136に記載の吸収性物品。
- 前記吸収性コアの前記第2の不織シートの前記外面の全体が、切れ目なく前記裏面シートと接着されることを特徴とする請求項134に記載の吸収性物品。
- 前記吸収性コアの横方向側縁が、前記裏面シートから自由であり、かつある距離だけ該裏面シートの上方に持ち上げられることを特徴とする請求項136に記載の吸収性物品。
- 前記吸収性コアは、前記第1及び第2の折り目の間で前記裏面シートから自由であることを特徴とする請求項135に記載の吸収性物品。
- 前記上面シートは、前記吸収性コアに接着されることを特徴とする請求項140に記載の吸収性物品。
- 前記上面シートは、前記第1の不織シートに接着されることを特徴とする請求項141に記載の吸収性物品。
- 前記上面シートは、前記吸収性コアの周りに部分的に巻き付けられ、かつ該吸収性コアの底面に接着されることを特徴とする請求項142に記載の吸収性物品。
- 脚カフを含むことを特徴とする請求項66に記載の吸収性物品。
- 脚ギャザーを含むことを特徴とする請求項66に記載の吸収性物品。
- 吸収材料と不織布の複合物を含む繊維状構成を作る方法であって、
第1の面と第2の面とを有する不織布を与える段階と、
吸収材料を含有する強制気流を前記不織布の前記第1の面の上にかつそれを通して通過させる段階であって、該吸収材料の少なくとも一部が、該第1の面と前記第2の面の間で該不織布内に捕捉される前記通過させる段階と、
前記吸収材料の粒径の勾配分布が前記第1の面と前記第2の面の間で前記不織布内に形成されるように、該吸収材料の少なくとも一部を少なくとも部分的に該不織布を通して濾過する段階と、
を含むことを特徴とする方法。 - 前記不織布を粘着化する段階を更に含むことを特徴とする請求項146に記載の方法。
- 粘着化する段階は、前記強制気流を前記不織布の上にかつそれを通して通過させる段階の前に又はそれと同時に該不織布を加熱する段階を含むことを特徴とする請求項146に記載の方法。
- 前記不織布は、前記加熱する段階の後で増加した嵩繊維密度を有することを特徴とする請求項148に記載の方法。
- 前記不織布は、シース及びコアを含む二成分繊維を含み、
前記シースは、前記コアよりも低い軟化温度を有し、
前記加熱する段階は、前記二成分繊維の前記シースを軟化させ、
前記吸収材料の少なくとも一部が、前記強制気流が前記不織布の上にかつそれを通って通過する時に前記軟化したシースに接着する、
ことを特徴とする請求項148に記載の方法。 - 粘着化する段階は、前記不織布内に接着剤を組み込む段階を含むことを特徴とする請求項147に記載の方法。
- 前記接着剤は、該接着剤を前記不織布の上にかつ少なくとも部分的にそれを通して吹き付けることを通じて組み込まれることを特徴とする請求項151に記載の方法。
- 前記接着剤は、前記不織布の前記第2の面の上に吹き付けられることを特徴とする請求項152に記載の方法。
- 前記接着剤は、前記強制気流を前記不織布の上にかつそれを通して前記通過させる段階と同時に該不織布の前記第2の面の上に吹き付けられることを特徴とする請求項153に記載の方法。
- 前記接着剤は、前記強制気流を前記不織布の上にかつそれを通して前記通過させる段階の前に該不織布の前記第2の面の上に吹き付けられることを特徴とする請求項153に記載の方法。
- 前記接着剤は、前記強制気流内に含有されることを特徴とする請求項152に記載の方法。
- 前記接着剤は、より高濃度の接着剤が前記不織布の前記第1の面よりも前記第2の面の近くに位置決めされるような勾配濃度で該不織布内に分散されることを特徴とする請求項153に記載の方法。
- 前記不織布内の前記吸収材の粒径の前記勾配分布は、より大きい粒径の吸収材料が前記第1の面により近く位置決めされ、より小さい粒径の吸収材料が前記第2の面により近く位置決めされるようなものであることを特徴とする請求項146に記載の方法。
- 前記不織布は、前記第1の面での該不織布の密度が前記第2の面での該不織布の密度より低いような勾配密度を有することを特徴とする請求項146に記載の方法。
- 前記不織布の前記第2の面の上に不織捕捉シートを結合する段階を更に含み、
前記不織捕捉シートは、前記不織布の密度よりも高い密度を有し、
前記吸収材料の少なくとも一部が、前記不織捕捉シート内に捕捉される、
ことを特徴とする請求項146に記載の方法。 - 前記吸収材料は、SAPを含むことを特徴とする請求項146に記載の方法。
- 前記接着剤は、ホットメルト接着剤を含むことを特徴とする請求項151に記載の方法。
- 前記不織布を通して吸収材料細粒を濾過する段階を更に含むことを特徴とする請求項146に記載の方法。
- 前記細粒を回収して該細粒をパルプ又はフラッフと組み合わせる段階を更に含むことを特徴とする請求項163に記載の方法。
- 前記不織布を通して前記強制気流を前記通過させる段階の前に又はそれと同時に少なくとも前記第1の面で該不織布を嵩高化する段階を更に含むことを特徴とする請求項146に記載の方法。
- 前記嵩高化する段階は、該不織布をブラッシングする段階、該不織布を加熱する段階、又はその組合せを含むことを特徴とする請求項165に記載の方法。
- 前記不織布の前記第2の面を緻密化する段階を更に含むことを特徴とする請求項146に記載の方法。
- 緻密化する段階は、前記不織布の前記第2の面を照射する段階を含むことを特徴とする請求項167に記載の方法。
- 前記不織捕捉シートは、それを通るいずれの吸収材料の通過も阻止することを特徴とする請求項160に記載の方法。
- 前記強制気流は、該強制空気ストリームと前記不織布の前記第2の面を通過するあらゆる吸収材料とが該不織布の前記第1の面の上にかつそれを通って流れて戻るように再循環ループを通して該不織布を通して再循環されることを特徴とする請求項146に記載の方法。
- 前記不織布は、前記強制気流が通過するチャンバと交差することを特徴とする請求項146に記載の方法。
- 吸収材料を不織布の中に導入するためのシステムであって、
不織布コンベヤと、
入力及び出力を含むチャンバであって、前記不織布コンベヤが該入力と該出力の間で該チャンバと交差する前記チャンバと、
前記チャンバを通る強制空気ストリームを発生するように位置決めされた強制気流発生器と、
吸収材料を前記チャンバの中に提供するように位置決めされた吸収材料ソースと、
を含むことを特徴とするシステム。 - 前記チャンバの前記入力及び出力と流体連通する再循環ループを更に含むことを特徴とする請求項172に記載のシステム。
- 前記不織布コンベヤの下流で吸収材料細粒を回収して該細粒を別の工程に迂回させるように位置決めされた細粒迂回器を更に含むことを特徴とする請求項172に記載のシステム。
- 長手中心線と該長手中心線に対して横断方向である横中心線とを有する吸収性コアを作る方法であって、
不織布を吸収材料と組み合わせて繊維状構成を形成する段階と、
前記繊維状構成を複数の繊維状構成に分離する段階と、
第1の不織シートを前記繊維状構成の第1の面の上に結合する段階であって、
該複数の繊維状構成が横方向に離間している前記結合する段階と、
前記第1の面の反対側の前記繊維状構成の第2の面の上に第2の不織シートを位置決めする段階と、
隣接する横方向に離間した繊維状構成間を延びる接着線に沿って前記第1の不織シートを前記第2の不織シートと結合し、第1の吸収性コア構成を形成する段階と、
を含むことを特徴とする方法。 - 前記不織布を前記吸収材料と組み合わせる段階は、不織布形成繊維を該吸収材料の上に押し出す段階を含むことを特徴とする請求項175に記載の方法。
- 前記不織布を前記吸収材料と組み合わせる段階は、吸収材料を含有する強制気流を該不織布の第1の面の上にかつそれを通して通過させる段階であって、該吸収材料の少なくとも一部が該第1の面と前記第2の面の間で該不織布内に捕捉される前記通過させる段階と、該吸収材料の粒径の勾配分布が該第1の面と該第2の面の間で該不織布内に形成されるように該吸収材料の少なくとも一部を少なくとも部分的に該不織布を通して濾過する段階とを含むことを特徴とする請求項175に記載の方法。
- 前記強制気流を前記不織布の上にかつそれを通して前記通過させる段階は、請求項147から請求項171のいずれか1項に従って実行されることを特徴とする請求項177に記載の方法。
- 前記第2の不織シートを前記第1の不織シートと結合する段階は、溝付きローラーを通して該第1の不織シート、前記繊維状構成、及び該第2の不織シートを通過させる段階を含み、
前記溝付きローラーの溝が、前記繊維状構成の周りに位置決めされた前記第1の不織シートのチューブの形成を促進し、
前記溝間の前記ローラーのピークが、前記第2及び第1の不織シートの結合を促進する、
ことを特徴とする請求項175に記載の方法。 - パルプをSAPと組み合わせることによってパルプ-SAP層を形成する段階と、該パルプ-SAP層を前記第1の吸収性コア構成と接着する段階とを更に含むことを特徴とする請求項175に記載の方法。
- 前記不織布を前記吸収材料と組み合わせる段階は、吸収材料を含有する強制気流を該不織布の第1の面の上にかつそれを通して通過させる段階であって、該吸収材料の少なくとも一部が該第1の面と前記第2の面の間で該不織布内に捕捉される前記通過させる段階と、該吸収材料の粒径の勾配分布が該第1の面と該第2の面の間で該不織布内に形成されるように該吸収材料の少なくとも一部を少なくとも部分的に該不織布を通して濾過する段階とを含み、
吸収材料細粒が、前記不織布を通して濾過され、かつ前記パルプと組み合わされて前記パルプ-SAPを形成する、
ことを特徴とする請求項180に記載の方法。 - 吸収性物品を作る方法であって、
請求項175から請求項181のいずれか1項に従って吸収性コアを作る段階と、
前記吸収性コアをシャーシ内に該シャーシの裏面シートと上面シート間に位置決めする段階であって、該吸収性コアを該裏面シートと結合する段階を含む前記位置決めする段階と、
を含むことを特徴とする方法。 - 前記吸収性物品は、請求項66から請求項145のいずれか1項によるものであることを特徴とする請求項182に記載の方法。
- 前記吸収性コアは、該吸収性コアの第1の横方向側縁と該吸収性コアの前記長手中心線の間に位置決めされた第1の折り目と、該吸収性コアの第2の横方向側縁と該吸収性コアの該長手中心線の間に位置決めされた第2の折り目と、該第1及び該第2の折り目の間に位置決めされた第3の折り目とを含む少なくとも3つの折り目を含み、
前記吸収性コアを前記裏面シートと結合する段階は、該吸収性コアを前記第1及び第2の折り目に沿って該裏面シートに接着する段階を含み、
前記吸収性コアの残りが、前記裏面シートから自由である、
ことを特徴とする請求項182に記載の方法。 - 吸収性コアの波形上面シートを形成するためのローラーであって、
本体と、
ローラー面と、
前記ローラー面上に形成された溝と、
を含むことを特徴とするローラー。 - 前記複数の横方向に離間した繊維状構成は、4つの横方向に離間した繊維状構成を含み、吸収性コアが、3つのチャネルを含み、
各チャネルが、2つの隣接する繊維状構成間に位置決めされ、前記吸収性コアは、該チャネルと一致する3つの折り目を含み、
各チャネル及び折り目が、前記長手中心線とほぼ平行に又はそれと一致して延びる、
ことを特徴とする請求項1に記載の吸収性コア。 - 前記チャネルは、吸収材料のほぼ空所であることを特徴とする請求項2に記載の吸収性コア。
- 各繊維状構成の厚みが、2と10mmの間であることを特徴とする請求項1に記載の吸収性コア。
- 前記チャネルは、物品の前部腰領域から後部腰領域までほぼ長手方向に延びることを特徴とする請求項67に記載の吸収性物品。
- 吸収性コアを作るためのシステムであって、
不織布コンベヤと、
入力及び出力を含むチャンバであって、前記不織布コンベヤが該入力と該出力の間で該チャンバと交差する前記チャンバと、
前記チャンバを通る強制空気ストリームを発生するように位置決めされた強制気流発生器と、
吸収材料を前記チャンバの中に提供するように位置決めされた吸収材料ソースと、
上面不織シートを搬送するように位置決めされた上面不織シートコンベヤと、
前記上面不織シートコンベヤから上面不織シート及び前記不織布コンベヤから不織布を受け入れるように位置決めされ、かつ不織布を上面不織シートと組み合わせるように配置された結合ローラーと、
を含むことを特徴とするシステム。 - 前記チャンバの前記入力及び出力と流体連通する再循環ループを更に含むことを特徴とする請求項190に記載のシステム。
- 前記不織布コンベヤの下流で吸収材料細粒を回収して該細粒を別の工程に迂回させるように位置決めされた細粒迂回器を更に含むことを特徴とする請求項191に記載のシステム。
- 第2の工程が、パルプ-SAP層構成工程であることを特徴とする請求項191に記載のシステム。
- 前記結合ローラーは、本体と、ローラー面と、該ローラー面上に形成された溝とを含むことを特徴とする請求項190に記載のシステム。
- 前記強制気流発生器の上流に位置決めされた繊維処理装置を更に含むことを特徴とする請求項190に記載のシステム。
- 前記繊維処理装置は、繊維粘着化器、繊維嵩高化器、繊維緻密化器、又はその組合せを含むことを特徴とする請求項195に記載のシステム。
- 前記繊維処理装置は、オーブン、強制気流が前記繊維状構成に衝突する反対側の面から繊維状構成に接着剤を吹き付けるように位置決めされた接着剤スプレーガン、IR照射装置、機械的ブラシ、又はその組合せを含むことを特徴とする請求項195に記載のシステム。
- 前記強制気流は加熱されることを特徴とする請求項195に記載のシステム。
- 繊維状構成を切断して複数の長手セクションに分離するように位置決めされた繊維セパレータを更に含むことを特徴とする請求項195に記載のシステム。
- 不織捕捉シートを繊維状構成の底面にそこへのSAPの堆積の前に結合するように位置決めされた不織捕捉シートアプリケータを更に含むことを特徴とする請求項190に記載のシステム。
- 前記繊維状構成の複数の長手セクションへの分離の後で底部不織シートを繊維状構成の底面に結合するように位置決めされた底部シートアプリケータを更に含むことを特徴とする請求項190に記載のシステム。
- パルプ-SAP層生成装置を更に含むことを特徴とする請求項190に記載のシステム。
- 前記パルプ-SAP層生成装置は、下側不織布コンベヤと、コア形成器と、パルプのストリームを下側不織布層に提供するように位置決めされたハンマーミルとを含み、
SAP細粒迂回器が、SAP細粒のストリームを前記パルプのストリームに提供するように位置決めされ、コア形成器が、該パルプ及びSAPを下側不織布層と組み合わせるように位置決めされる、
ことを特徴とする請求項202に記載のシステム。 - パルプ-SAP層を繊維状構成と組み合わせるように位置決めされた結合ロールを更に含むことを特徴とする請求項203に記載のシステム。
- 吸収性コアをその組立後に受け入れるように位置決めされたスプールを更に含むことを特徴とする請求項190に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862780781P | 2018-12-17 | 2018-12-17 | |
| US62/780,781 | 2018-12-17 | ||
| PCT/US2019/066982 WO2020131961A1 (en) | 2018-12-17 | 2019-12-17 | Absorbent cores with enhanced fit and absorbency |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022516415A true JP2022516415A (ja) | 2022-02-28 |
| JPWO2020131961A5 JPWO2020131961A5 (ja) | 2022-12-23 |
Family
ID=71102335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021535042A Pending JP2022516415A (ja) | 2018-12-17 | 2019-12-17 | フィット性及び吸収性を高めた吸収性コア |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20200214910A1 (ja) |
| EP (1) | EP3897492A4 (ja) |
| JP (1) | JP2022516415A (ja) |
| KR (1) | KR20210111264A (ja) |
| CN (2) | CN117224321A (ja) |
| BR (1) | BR112021011930A2 (ja) |
| MX (1) | MX2021007326A (ja) |
| SG (1) | SG11202106433XA (ja) |
| WO (1) | WO2020131961A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115813669A (zh) | 2018-03-22 | 2023-03-21 | 瑞德科技控股有限公司 | 一次性吸收制品和吸收芯部复合物 |
| WO2022266379A1 (en) * | 2021-06-17 | 2022-12-22 | Medline Industries, Lp | Absorbent article with channeled core |
| USD979047S1 (en) | 2021-06-17 | 2023-02-21 | Medline Industries, Lp | Absorbent article with channeled core |
| USD979747S1 (en) | 2021-06-17 | 2023-02-28 | Medline Industries, Lp | Absorbent article with channeled core |
| USD978341S1 (en) | 2021-06-17 | 2023-02-14 | Medline Industries, Lp | Absorbent article with channeled core |
| USD979046S1 (en) | 2021-06-17 | 2023-02-21 | Medline Industries, Lp | Absorbent article with channeled core |
| EP4119111A1 (en) * | 2021-07-12 | 2023-01-18 | Fameccanica.Data S.p.A. | A dual-core absorbent sanitary article and a method for producing the same |
| KR102619860B1 (ko) * | 2023-08-21 | 2024-01-04 | (주)왕보 | 복합 소재의 고 흡수성 코어의 제조 방법 |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4699823A (en) * | 1985-08-21 | 1987-10-13 | Kimberly-Clark Corporation | Non-layered absorbent insert having Z-directional superabsorbent concentration gradient |
| US5252275A (en) * | 1991-03-07 | 1993-10-12 | Weyerhauser Company | Method of densifying crosslinked fibers |
| US5061259A (en) * | 1987-08-19 | 1991-10-29 | The Procter & Gamble Company | Absorbent structures with gelling agent and absorbent articles containing such structures |
| US5151091A (en) * | 1988-10-24 | 1992-09-29 | Mcneil-Ppc, Inc. | Absorbent structure having multiple canals |
| US5198057A (en) * | 1988-12-23 | 1993-03-30 | Fiberweb North America, Inc. | Rebulkable nonwoven fabric |
| US5599336A (en) * | 1992-07-02 | 1997-02-04 | The Procter & Gamble Company | Absorbent hydrogel fines in absorbent structures |
| EP0631768B1 (en) * | 1993-06-30 | 1998-04-01 | The Procter & Gamble Company | Absorbent core having improved fluid handling properties |
| CA2123329C (en) * | 1993-12-17 | 2005-01-11 | Mary Eva Garvie Weber | Liquid absorbent material for personal care absorbent articles and the like |
| US5679042A (en) * | 1996-04-25 | 1997-10-21 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric having a pore size gradient and method of making same |
| DE19740338A1 (de) * | 1997-09-13 | 1999-03-18 | Truetzschler Gmbh & Co Kg | Vorrichtung zum Herstellen eines Faservlieses, z. B. aus Baumwolle, Chemiefasern, Fasermischungen u. dgl. |
| JP3490291B2 (ja) * | 1998-05-18 | 2004-01-26 | ユニ・チャーム株式会社 | 吸収性物品 |
| US6503233B1 (en) * | 1998-10-02 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Absorbent article having good body fit under dynamic conditions |
| US6794557B1 (en) * | 1999-07-16 | 2004-09-21 | Associated Hygienic Products Llc | Disposable absorbent article employing an absorbent composite and method of making the same |
| CA2388062A1 (en) * | 1999-10-15 | 2001-04-26 | Paul M. Ducker | Disposable absorbent article with containment structure |
| US20030129915A1 (en) * | 2002-01-04 | 2003-07-10 | Tyco Healthcare Retail Services Ag | Process for making a super absorbent polymer-impregnated non-woven absorbent core for personal hygiene products |
| DE60325672D1 (de) * | 2002-06-10 | 2009-02-26 | Kao Corp | Ein absorbierender Kern und Verfahren zu dessen Herstellung |
| US20040087923A1 (en) * | 2002-10-31 | 2004-05-06 | Cole Robert Theodore | Core for an absorbent article and method for making the same |
| KR100740976B1 (ko) * | 2003-03-12 | 2007-07-19 | 가부시키가이샤 리브도 코포레이션 | 일회용 흡수성 물품 |
| US20050224200A1 (en) * | 2004-04-07 | 2005-10-13 | Robert Bouchard | Super absorbent tissue products |
| US20060069367A1 (en) * | 2004-09-29 | 2006-03-30 | Andrew Waksmundzki | Absorbent core having two or more types of superabsorbent |
| WO2006109524A1 (ja) * | 2005-04-01 | 2006-10-19 | Kao Corporation | 吸収性物品 |
| WO2006135018A1 (ja) * | 2005-06-16 | 2006-12-21 | Daio Paper Corporation | 吸収性物品 |
| US8389100B2 (en) * | 2006-08-29 | 2013-03-05 | Mmi-Ipco, Llc | Temperature responsive smart textile |
| BRPI0910858A2 (pt) * | 2008-04-29 | 2018-03-27 | Procter & Gamble | processo para produção de um núcleo absorvente com uma cobertura de núcleo resistente à estiramento |
| US20100318047A1 (en) * | 2009-06-16 | 2010-12-16 | Ducker Paul M | Absorbent, nonwoven material exhibiting z-direction density gradient |
| JP5404379B2 (ja) * | 2009-12-28 | 2014-01-29 | ユニ・チャーム株式会社 | 吸収性物品 |
| PL2550946T3 (pl) * | 2010-03-25 | 2015-03-31 | Sumitomo Seika Chemicals | Struktura arkusza absorbująca wodę |
| JP5383589B2 (ja) * | 2010-05-20 | 2014-01-08 | ユニ・チャーム株式会社 | 体液吸収体及びその製造方法 |
| JP2012010980A (ja) * | 2010-06-30 | 2012-01-19 | Unicharm Corp | 薄型吸収性物品 |
| WO2012148999A1 (en) * | 2011-04-26 | 2012-11-01 | The Procter & Gamble Company | Bulked absorbent members |
| US20130046267A1 (en) * | 2011-08-16 | 2013-02-21 | II William James Brinkley | Diaper |
| JP5249458B1 (ja) * | 2012-09-28 | 2013-07-31 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP6128791B2 (ja) * | 2012-10-15 | 2017-05-17 | 株式会社リブドゥコーポレーション | 吸収性物品 |
| CN105916473A (zh) * | 2013-03-15 | 2016-08-31 | 瑞德科技控股有限公司 | 多层吸收性制品 |
| EP2949300B1 (en) * | 2014-05-27 | 2017-08-02 | The Procter and Gamble Company | Absorbent core with absorbent material pattern |
| GB201423274D0 (en) * | 2014-12-28 | 2015-02-11 | Wilton Trustees Ltd | Particle entrained air permeable structures |
| EP3058915B1 (en) * | 2015-02-17 | 2018-11-07 | The Procter and Gamble Company | Absorbent cores for absorbent articles |
| EP3058912B1 (en) * | 2015-02-17 | 2018-11-07 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| MX2017014428A (es) * | 2015-05-12 | 2018-04-10 | Procter & Gamble | Articulo absorbente con adhesivo mejorado del nucleo al lienzo inferior. |
| CN108670556A (zh) * | 2018-06-07 | 2018-10-19 | 上海柔亚尔卫生材料有限公司 | 一种具有阶梯密度的复合芯体及其制备方法和应用 |
-
2019
- 2019-12-17 KR KR1020217022809A patent/KR20210111264A/ko unknown
- 2019-12-17 WO PCT/US2019/066982 patent/WO2020131961A1/en active Search and Examination
- 2019-12-17 US US16/718,025 patent/US20200214910A1/en active Pending
- 2019-12-17 BR BR112021011930-2A patent/BR112021011930A2/pt unknown
- 2019-12-17 MX MX2021007326A patent/MX2021007326A/es unknown
- 2019-12-17 JP JP2021535042A patent/JP2022516415A/ja active Pending
- 2019-12-17 SG SG11202106433XA patent/SG11202106433XA/en unknown
- 2019-12-17 CN CN202310923523.2A patent/CN117224321A/zh active Pending
- 2019-12-17 CN CN201980092252.2A patent/CN113473952B/zh active Active
- 2019-12-17 EP EP19897800.9A patent/EP3897492A4/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| SG11202106433XA (en) | 2021-07-29 |
| CN113473952A (zh) | 2021-10-01 |
| KR20210111264A (ko) | 2021-09-10 |
| EP3897492A1 (en) | 2021-10-27 |
| US20200214910A1 (en) | 2020-07-09 |
| BR112021011930A2 (pt) | 2021-09-08 |
| CN113473952B (zh) | 2023-08-15 |
| CN117224321A (zh) | 2023-12-15 |
| WO2020131961A1 (en) | 2020-06-25 |
| MX2021007326A (es) | 2021-11-17 |
| WO2020131961A8 (en) | 2021-01-21 |
| EP3897492A4 (en) | 2022-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2022516415A (ja) | フィット性及び吸収性を高めた吸収性コア | |
| US6632209B1 (en) | Thin absorbent core made from folded absorbent laminate | |
| US20060202380A1 (en) | Method of making absorbent core structures with undulations | |
| US20060206074A1 (en) | Absorbent core structures having undulations | |
| PL186431B1 (pl) | Materiał przyjmujący do produktu ochrony osobistej i produkt ochrony osobistej | |
| KR20230019998A (ko) | 흡수 복합재의 제작 방법 및 이를 이용하는 흡수 물품들 | |
| CN107080621A (zh) | 具有狭缝吸收芯的吸收制品 | |
| JP2011518613A (ja) | 身体排出物の隔離を改善するために分布させた吸収性粒子状ポリマー材料を含む使い捨て吸収性物品 | |
| WO1999049826A1 (en) | Thin absorbent core made from folded absorbent laminate | |
| CN112384181B (zh) | 一次性吸收制品和吸收芯部复合物 | |
| WO2007069964A1 (en) | Absorbent product | |
| JP2005515020A (ja) | 吸収体積層体 | |
| US7594906B2 (en) | Absorbent article having a stretchable reinforcement member | |
| WO2019038451A1 (en) | INTEGRATED ABSORBENT SYSTEM FOR DISPOSABLE ARTICLES | |
| NL2027163B1 (en) | Absorbent article with improved bottom distribution assembly | |
| NL2026975B1 (en) | Absorbent article with improved capillary acceleration sheet | |
| US20240099911A1 (en) | Absorbent article with improved structure | |
| US20240041668A1 (en) | Absorbent article with resilient bottom layer | |
| US20240024172A1 (en) | Absorbent article with improved capillary acceleration sheet | |
| WO2024070274A1 (ja) | 吸収性物品 | |
| CN116963705A (zh) | 多层吸收芯及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221215 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230718 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20231018 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20231218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240118 |