JP2021123744A - Sn系めっき鋼板 - Google Patents
Sn系めっき鋼板 Download PDFInfo
- Publication number
- JP2021123744A JP2021123744A JP2020017240A JP2020017240A JP2021123744A JP 2021123744 A JP2021123744 A JP 2021123744A JP 2020017240 A JP2020017240 A JP 2020017240A JP 2020017240 A JP2020017240 A JP 2020017240A JP 2021123744 A JP2021123744 A JP 2021123744A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- film layer
- less
- zirconium oxide
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 86
- 239000010959 steel Substances 0.000 title claims abstract description 86
- 238000007747 plating Methods 0.000 claims abstract description 75
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 claims abstract description 60
- 229910001928 zirconium oxide Inorganic materials 0.000 claims abstract description 60
- 229910052751 metal Inorganic materials 0.000 claims description 51
- 239000002184 metal Substances 0.000 claims description 51
- 229910001335 Galvanized steel Inorganic materials 0.000 claims description 7
- 239000008397 galvanized steel Substances 0.000 claims description 7
- 229910052726 zirconium Inorganic materials 0.000 abstract description 11
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 111
- 238000011282 treatment Methods 0.000 description 49
- 238000000034 method Methods 0.000 description 36
- 238000012360 testing method Methods 0.000 description 32
- 238000005868 electrolysis reaction Methods 0.000 description 25
- 239000007864 aqueous solution Substances 0.000 description 18
- 239000011248 coating agent Substances 0.000 description 18
- 238000000576 coating method Methods 0.000 description 18
- 239000007788 liquid Substances 0.000 description 14
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 230000007797 corrosion Effects 0.000 description 9
- 238000005260 corrosion Methods 0.000 description 9
- 238000005259 measurement Methods 0.000 description 8
- 238000004383 yellowing Methods 0.000 description 8
- 238000011088 calibration curve Methods 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 5
- 239000008151 electrolyte solution Substances 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 239000002244 precipitate Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 239000000523 sample Substances 0.000 description 5
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 5
- 229910001887 tin oxide Inorganic materials 0.000 description 5
- -1 zirconium ions Chemical class 0.000 description 5
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 4
- 239000011247 coating layer Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000009713 electroplating Methods 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 4
- 238000010422 painting Methods 0.000 description 4
- 229910052698 phosphorus Inorganic materials 0.000 description 4
- 238000001556 precipitation Methods 0.000 description 4
- 238000005987 sulfurization reaction Methods 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910052791 calcium Inorganic materials 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 229910052749 magnesium Inorganic materials 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- WHOZNOZYMBRCBL-OUKQBFOZSA-N (2E)-2-Tetradecenal Chemical compound CCCCCCCCCCC\C=C\C=O WHOZNOZYMBRCBL-OUKQBFOZSA-N 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 2
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 description 2
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000006087 Silane Coupling Agent Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 235000013361 beverage Nutrition 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- JOPOVCBBYLSVDA-UHFFFAOYSA-N chromium(6+) Chemical class [Cr+6] JOPOVCBBYLSVDA-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000004925 denaturation Methods 0.000 description 2
- 230000036425 denaturation Effects 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 238000004993 emission spectroscopy Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910017604 nitric acid Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 229940044654 phenolsulfonic acid Drugs 0.000 description 2
- 229940085991 phosphate ion Drugs 0.000 description 2
- 238000005554 pickling Methods 0.000 description 2
- 239000013074 reference sample Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- GBNDTYKAOXLLID-UHFFFAOYSA-N zirconium(4+) ion Chemical compound [Zr+4] GBNDTYKAOXLLID-UHFFFAOYSA-N 0.000 description 2
- IVORCBKUUYGUOL-UHFFFAOYSA-N 1-ethynyl-2,4-dimethoxybenzene Chemical compound COC1=CC=C(C#C)C(OC)=C1 IVORCBKUUYGUOL-UHFFFAOYSA-N 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- VLSOAXRVHARBEQ-UHFFFAOYSA-N [4-fluoro-2-(hydroxymethyl)phenyl]methanol Chemical compound OCC1=CC=C(F)C=C1CO VLSOAXRVHARBEQ-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- ILRRQNADMUWWFW-UHFFFAOYSA-K aluminium phosphate Chemical compound O1[Al]2OP1(=O)O2 ILRRQNADMUWWFW-UHFFFAOYSA-K 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 229940024606 amino acid Drugs 0.000 description 1
- 150000001413 amino acids Chemical class 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000007850 degeneration Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- BNIILDVGGAEEIG-UHFFFAOYSA-L disodium hydrogen phosphate Chemical compound [Na+].[Na+].OP([O-])([O-])=O BNIILDVGGAEEIG-UHFFFAOYSA-L 0.000 description 1
- 229910000397 disodium phosphate Inorganic materials 0.000 description 1
- 235000019800 disodium phosphate Nutrition 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 238000004020 luminiscence type Methods 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 229940098779 methanesulfonic acid Drugs 0.000 description 1
- 229910000403 monosodium phosphate Inorganic materials 0.000 description 1
- 235000019799 monosodium phosphate Nutrition 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000012266 salt solution Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- AJPJDKMHJJGVTQ-UHFFFAOYSA-M sodium dihydrogen phosphate Chemical compound [Na+].OP(O)([O-])=O AJPJDKMHJJGVTQ-UHFFFAOYSA-M 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- QUBMWJKTLKIJNN-UHFFFAOYSA-B tin(4+);tetraphosphate Chemical compound [Sn+4].[Sn+4].[Sn+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QUBMWJKTLKIJNN-UHFFFAOYSA-B 0.000 description 1
- 239000005028 tinplate Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 235000015193 tomato juice Nutrition 0.000 description 1
- 239000011573 trace mineral Substances 0.000 description 1
- 235000013619 trace mineral Nutrition 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 150000003754 zirconium Chemical class 0.000 description 1
- OMQSJNWFFJOIMO-UHFFFAOYSA-J zirconium tetrafluoride Chemical compound F[Zr](F)(F)F OMQSJNWFFJOIMO-UHFFFAOYSA-J 0.000 description 1
Images

Landscapes
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
上記知見に基づき完成された本発明の要旨は、以下の通りである。
(2)前記皮膜層中のジルコニウム酸化物の含有量は、金属Zr換算にて、3mg/m2以上10mg/m2以下である、(1)に記載のSn系めっき鋼板。
なお、本明細書において、「工程」との用語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されるのであれば、本用語に含まれる。また、本明細書において、「鋼板」との用語は、Sn系めっき層及び皮膜層を形成する対象の母材鋼板(いわゆるめっき原板)を意味する。
以下で説明する本発明の実施形態は、食缶、飲料缶などの缶用途その他に広く用いられるSn系めっき鋼板と、かかるSn系めっき鋼板の製造方法に関するものである。より詳細には、従来のクロメート処理を行うことなく、耐黄変性、塗膜密着性、及び、耐硫化黒変性により一層優れるSn系めっき鋼板と、かかるSn系めっき鋼板の製造方法に関するものである。
本実施形態に係るSn系めっき鋼板の母材として用いられる鋼板は、特に規定されるものではなく、一般的な容器用のSn系めっき鋼板に用いられている鋼板であれば、任意のものを使用可能である。このような鋼板として、例えば、低炭素鋼、極低炭素鋼などが挙げられる。また、鋼板の製造方法及び材質も特に規定されるものではなく、例えば、鋳造から熱間圧延、酸洗、冷間圧延、焼鈍、調質圧延等の工程を経て製造された鋼板が挙げられる。
上記のような鋼板の少なくとも片面には、Sn系めっき層が形成される。Sn系めっき層によって、鋼板の耐食性は向上する。なお、本明細書における「Sn系めっき層」とは、金属Sn単独のSn系めっき層だけではなく、金属Snと金属Feの合金や、金属Ni、また、金属Sn以外の微量元素及び不純物の少なくとも一方(例えば、FeやNi、Ca、Mg、Zn、Pb、Co等)を含有したSn系めっき層も含む。
まず、皮膜層が形成されていない試験片を準備する。その試験片を10%硝酸に浸漬して、Sn系めっき層を溶解し、得られた溶解液中のSnをICP発光分析法(例えば、アジレント・テクノロジー社製799ce、キャリアガスにArを使用。)で求める。そして、分析で得た強度信号と、濃度が既知の溶液から作成した検量線と、試験片のSn系めっき層の形成面積と、に基づいて、金属Sn量を求めることができる。
[皮膜層の任意の断面の厚み]
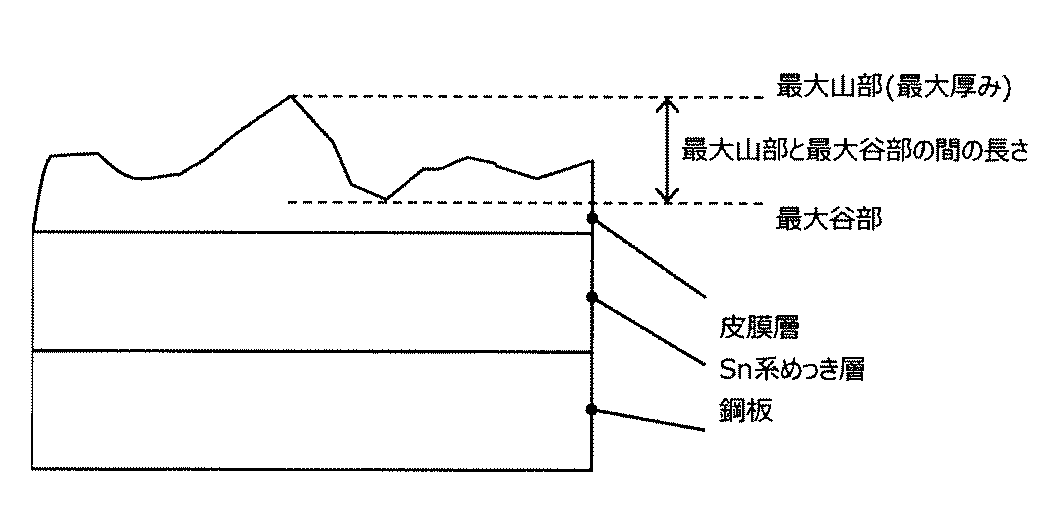
本実施形態に係るSn系めっき鋼板は、鋼板の表面に形成されたSn系めっき層の表面に、ジルコニウム酸化物を含有する皮膜層を有する。この皮膜層の任意の断面の厚みは、10nm以上30nm以下である必要がある。皮膜層の厚みが10nm未満である場合には、皮膜のバリア効果が不十分なため、耐食性に劣る。一方、皮膜層の厚みが30nmを超える場合には、皮膜に垂直な入射光が入った際に、その反射光中の青色成分が光の干渉により吸収されるため、皮膜は黄みを帯びて見えるようになる。
また、図1に模式的に示したように、皮膜層の任意の断面における最大山部と最大谷部との間の長さは、5nm以上20nm以下とする。これは、上記長さが5nm以上であれば、本実施形態に係るSn系めっき鋼板が塗装されて用いられる場合、塗膜との接触面積が十分であり、良好な塗膜密着性を有するようになるからであり、上記長さが20nm以下であれば、本実施形態に係るSn系めっき鋼板を未塗装で用いる場合に、色味が黄みを帯びることを防止できるからである。
皮膜層に含まれるジルコニウム酸化物の含有量は、金属Zr換算にて、3mg/m2以上10mg/m2以下であることが好ましい。ジルコニウム酸化物の含有量が3mg/m2以上であれば、ジルコニウム酸化物によるバリア性が十分であり、アミノ酸を含む食品等に対する耐硫化黒変性が良好である。ジルコニウム酸化物の含有量が3mg/m2未満である場合には、ジルコニウム酸化物によるバリア性が不十分となり、耐硫化黒変性が劣る。一方、ジルコニウム酸化物の含有量が10mg/m2を超える場合には、ジルコニウム酸化物自体の凝集破壊により、塗膜密着性が低下する傾向にある。なお、皮膜層中におけるジルコニウム酸化物の含有量は、片面当たりのジルコニウム酸化物の含有量である。
以下では、本実施形態に係るジルコニウム酸化物を含有する皮膜層の形成方法について、詳細に説明する。
本実施形態に係るジルコニウム酸化物を含有する皮膜層は、ジルコニウムイオンを含む水溶液中にSn系めっき鋼板を浸漬し、Sn系めっき系鋼板を陰極として陰極電解処理を行うことにより、Sn系めっき層の表面に形成することができる。陰極電解処理による、強制的な電荷移動及び鋼板界面での水素発生による表面清浄化とpH上昇による付着促進効果も相まって、ジルコニウム酸化物を含む皮膜層をSn系めっき鋼板上に得ることができる。
<試験材の作製方法>
試験材の作製方法について説明する。なお、後述する各例の試験材は、この試験材の作製方法に準じて作製した。まず、板厚0.2mmの低炭素冷延鋼板に対し、前処理として、電解アルカリ脱脂、水洗、希硫酸浸漬酸洗、水洗した後、フェノールスルホン酸浴(フェロスタン浴)を用いて電気Sn系めっきを施し、更にその後、加熱溶融処理をした。これらの処理を経て、鋼板の両面にSn系めっき層を形成した。Sn系めっき層の付着量は、片面当たり約2.8g/m2を標準とした。Sn系めっき層の付着量は、通電時間を変えることで調整した。
陰極電解処理の条件及び陰極電解処理後の浸漬処理の条件を表1に示す。
Sn系めっき層の片面当たりの付着量(Sn系めっき層の金属Sn量)を、次の通り測定した。金属Snの含有量が既知である複数のSn系めっき層付き鋼板の試験片を準備した。次に、各試験片について、蛍光X線分析装置(リガク社製ZSX Primus)により、試験片のSn系めっき層の表面から、金属Snに由来する蛍光X線の強度を事前に測定した。そして、測定した蛍光X線の強度と金属Sn量との関係を示した検量線を準備した。その上で、測定対象となるSn系めっき鋼板について、皮膜層を除去し、Sn系めっき層を露出させた試験片を準備した。このSn系めっき層を露出させた表面を、蛍光X線装置により、金属Snに由来する蛍光X線の強度を測定した。得られた蛍光X線強度と予め準備した検量線とを利用することで、Sn系めっき層の片面当たりの付着量(つまり、金属Snの含有量)を算出した。
皮膜層の厚み、及び、最大山部と最大谷部との間の長さを確認するために、FIB(FEI社製Quata 3D FEG)にて、TEM観察用のサンプルを作製し、作製したサンプルを、TEM(日本電子製、電解放出型透過型電子顕微鏡JEM−2100F)にて、加速電圧200kV、10万倍で、任意の視野を10視野観察し、皮膜層の厚み(最大皮膜厚み)、及び、最大山部と最大谷部の間の長さを求めた。なお、サンプル作製時、表面を保護するために、カーボン蒸着を施した。
表面の色調(黄み)は、市販の色差計であるスガ試験機製SC−GV5を用い、b*の値で判定した。b*の測定条件は、光源C、全反射、測定径30mmである。また、経時での黄変性は、Sn系めっき鋼板の試験材を、40℃、相対湿度80%に保持した恒温恒湿槽中に4週間載置する湿潤試験を行い、湿潤試験前後における色差b*値の変化量△b*を求めて、評価した。△b*が1以下であれば「A」とし、1超過2以下であれば「B」とし、2超過3以下であれば「C」とし、3を超過していれば「NG」とした。評価「A」、「B」、「C」を合格とした。
塗膜密着性は、以下のようにして評価した。
Sn系めっき鋼板の試験材を、[耐黄変性]に記載の方法で湿潤試験した後、表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布し、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSn系めっき鋼板に対し、鋼板表面に達する傷を碁盤目状に入れ(3mm間隔で縦横7本ずつの傷)、その部位のテープ剥離試験をすることで評価した。テープ貼り付け部位の塗膜が全て剥離していなければ「A」とし、碁盤目の傷部周囲で塗膜剥離が認められれば「B」とし、碁盤目の枡内に塗膜剥離が認められれば「NG」とした。評価「A」、「B」を合格とした。
耐硫化黒変性は、以下のようにして評価した。
上記[塗膜密着性]に記載の方法で作製し、湿潤試験を実施したSn系めっき鋼板の試験材の表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布した後、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSn系めっき鋼板を所定のサイズに切断し、リン酸二水素ナトリウムを0.3%、リン酸水素ナトリウムを0.7%、L−システイン塩酸塩を0.6%からなる水溶液中に浸漬し、密封容器中で121℃・60分のレトルト処理を行い、試験後の外観から評価した。試験前後で外観の変化が全く認められなければ「A」とし、僅かに(10%以下)黒変が認められれば「B」とし、試験面の10%超過の領域に黒変が認められれば「NG」とした。評価「A」、「B」を合格とした。
塗装後耐食性は、以下のようにして評価した。
上記[塗膜密着性]に記載の方法で作製し、湿潤試験を実施したSn系めっき鋼板の試験材の表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布した後、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSn系めっき鋼板を所定のサイズに切断し、市販のトマトジュースに60℃で7日間浸漬した後の錆の発生有無を、目視にて評価した。錆が全く認められなければ「A」とし、試験面全体の10%以下の面積率で錆が認められれば「B」とし、試験面全体の10%超えの面積率で錆が認められれば「NG」とした。評価「A」、「B」を合格とした。
表3に記載の製法No.C1〜C4の条件にて、ジルコニウム酸化物を含有する皮膜層を表面に有するSn系めっき鋼板を作製し、上記実施例1と同様にして評価を行った。なお、皮膜層中のジルコニウム酸化物の含有量の測定方法は、以下の通りである。皮膜層中のジルコニウム酸化物の含有量を変化させながら行った評価結果を、以下の表4にまとめて示した。
皮膜層中のジルコニウム酸化物の含有量(金属Zr量)は、Sn系めっき層の片面当たりの付着量(Sn系めっき層の金属Sn量)の測定方法に準じて測定した。つまり、測定対象となるSn系めっき鋼板の試験片を準備し、試験片の皮膜層の表面を、蛍光X線分析装置(リガク社製ZSX Primus)により、金属Zrに由来する蛍光X線の強度を測定した。得られた蛍光X線強度と予め準備した金属Zrに関する検量線とを利用することで、皮膜層中のジルコニウム酸化物の含有量(金属Zr量)を算出した。
Claims (2)
- 鋼板と、
前記鋼板の少なくとも一方の面上に位置するSn系めっき層と、
前記Sn系めっき層の上に位置する皮膜層と、
を有し、
前記Sn系めっき層は、Snを、金属Sn換算にて、1g/m2以上15g/m2以下含有し、
前記皮膜層は、ジルコニウム酸化物を含有し、
前記皮膜層の任意の断面での最大厚みが、10nm以上30nm以下であり、かつ、前記皮膜層の任意の断面での最大山部と最大谷部との間の長さが、5nm以上20nm以下である、Sn系めっき鋼板。 - 前記皮膜層中のジルコニウム酸化物の含有量は、金属Zr換算にて、3mg/m2以上10mg/m2以下である、請求項1に記載のSn系めっき鋼板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020017240A JP7410386B2 (ja) | 2020-02-04 | 2020-02-04 | Sn系めっき鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020017240A JP7410386B2 (ja) | 2020-02-04 | 2020-02-04 | Sn系めっき鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021123744A true JP2021123744A (ja) | 2021-08-30 |
| JP7410386B2 JP7410386B2 (ja) | 2024-01-10 |
Family
ID=77459952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020017240A Active JP7410386B2 (ja) | 2020-02-04 | 2020-02-04 | Sn系めっき鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7410386B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016088750A1 (ja) * | 2014-12-01 | 2016-06-09 | 新日鐵住金株式会社 | 表面処理鋼板および表面処理鋼板の製造方法 |
| WO2016207966A1 (ja) * | 2015-06-23 | 2016-12-29 | 新日鐵住金株式会社 | 容器用鋼板及び容器用鋼板の製造方法 |
| WO2017204266A1 (ja) * | 2016-05-24 | 2017-11-30 | 新日鐵住金株式会社 | Sn系合金めっき鋼板 |
| WO2018190412A1 (ja) * | 2017-04-13 | 2018-10-18 | 新日鐵住金株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
-
2020
- 2020-02-04 JP JP2020017240A patent/JP7410386B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016088750A1 (ja) * | 2014-12-01 | 2016-06-09 | 新日鐵住金株式会社 | 表面処理鋼板および表面処理鋼板の製造方法 |
| WO2016207966A1 (ja) * | 2015-06-23 | 2016-12-29 | 新日鐵住金株式会社 | 容器用鋼板及び容器用鋼板の製造方法 |
| WO2017204266A1 (ja) * | 2016-05-24 | 2017-11-30 | 新日鐵住金株式会社 | Sn系合金めっき鋼板 |
| WO2018190412A1 (ja) * | 2017-04-13 | 2018-10-18 | 新日鐵住金株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7410386B2 (ja) | 2024-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6870731B2 (ja) | Snめっき鋼板及びSnめっき鋼板の製造方法 | |
| JP6806152B2 (ja) | Sn系合金めっき鋼板 | |
| JP6806151B2 (ja) | Snめっき鋼板 | |
| US20110300402A1 (en) | Steel sheet for container use and method of production of same | |
| JP2018135569A (ja) | Snめっき鋼板及びSnめっき鋼板の製造方法 | |
| US20110180185A1 (en) | Tinned steel sheet and method for producing the same | |
| JP6642774B1 (ja) | Snめっき鋼板及びSnめっき鋼板の製造方法 | |
| TWI792744B (zh) | 表面處理鋼板及其製造方法 | |
| JP7410386B2 (ja) | Sn系めっき鋼板 | |
| JP2018135570A (ja) | Sn系合金めっき鋼板及びSn系合金めっき鋼板の製造方法 | |
| JP7295486B2 (ja) | Sn系めっき鋼板 | |
| JP7239020B2 (ja) | Sn系めっき鋼板 | |
| WO2023243717A1 (ja) | 錫めっき鋼板および缶 | |
| JP6468059B2 (ja) | Snめっき鋼板及びSnめっき鋼板の製造方法 | |
| JP6003910B2 (ja) | 容器用鋼板およびその製造方法 | |
| TW202124788A (zh) | Sn系鍍敷鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231204 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7410386 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |