JP2021123719A - 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 - Google Patents
塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 Download PDFInfo
- Publication number
- JP2021123719A JP2021123719A JP2021015256A JP2021015256A JP2021123719A JP 2021123719 A JP2021123719 A JP 2021123719A JP 2021015256 A JP2021015256 A JP 2021015256A JP 2021015256 A JP2021015256 A JP 2021015256A JP 2021123719 A JP2021123719 A JP 2021123719A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- acid
- coating film
- mass
- metal plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 74
- 239000002184 metal Substances 0.000 title claims abstract description 74
- 239000008199 coating composition Substances 0.000 title claims abstract description 51
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 238000000034 method Methods 0.000 title description 29
- 238000000576 coating method Methods 0.000 claims abstract description 92
- 239000011248 coating agent Substances 0.000 claims abstract description 91
- 239000004645 polyester resin Substances 0.000 claims abstract description 85
- 229920001225 polyester resin Polymers 0.000 claims abstract description 85
- 229920005989 resin Polymers 0.000 claims abstract description 46
- 239000011347 resin Substances 0.000 claims abstract description 46
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 40
- 239000003054 catalyst Substances 0.000 claims abstract description 38
- 239000003377 acid catalyst Substances 0.000 claims abstract description 36
- 239000002253 acid Substances 0.000 claims abstract description 24
- 238000010409 ironing Methods 0.000 claims abstract description 21
- 229920003180 amino resin Polymers 0.000 claims abstract description 19
- 239000005011 phenolic resin Substances 0.000 claims abstract description 18
- 230000009477 glass transition Effects 0.000 claims abstract description 16
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 claims abstract description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 66
- 229910052742 iron Inorganic materials 0.000 claims description 33
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 claims description 21
- 229910000147 aluminium phosphate Inorganic materials 0.000 claims description 11
- 239000000463 material Substances 0.000 abstract description 19
- 238000012545 processing Methods 0.000 abstract description 7
- 238000000465 moulding Methods 0.000 abstract description 5
- 229920003987 resole Polymers 0.000 abstract description 3
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 abstract 1
- 238000009924 canning Methods 0.000 abstract 1
- 229910052698 phosphorus Inorganic materials 0.000 abstract 1
- 239000011574 phosphorus Substances 0.000 abstract 1
- 239000010408 film Substances 0.000 description 80
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 36
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical group OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 29
- XMGQYMWWDOXHJM-UHFFFAOYSA-N limonene Chemical compound CC(=C)C1CCC(C)=CC1 XMGQYMWWDOXHJM-UHFFFAOYSA-N 0.000 description 26
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 25
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 25
- 239000000203 mixture Substances 0.000 description 24
- 238000011156 evaluation Methods 0.000 description 23
- 238000012360 testing method Methods 0.000 description 21
- 239000007787 solid Substances 0.000 description 20
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 18
- 239000000796 flavoring agent Substances 0.000 description 18
- 235000019634 flavors Nutrition 0.000 description 18
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 15
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 14
- -1 polyethylene terephthalate Polymers 0.000 description 14
- 239000000243 solution Substances 0.000 description 14
- 229940087305 limonene Drugs 0.000 description 13
- 235000001510 limonene Nutrition 0.000 description 13
- 229910000831 Steel Inorganic materials 0.000 description 12
- 238000005259 measurement Methods 0.000 description 12
- 239000002904 solvent Substances 0.000 description 12
- 239000010959 steel Substances 0.000 description 12
- WBIQQQGBSDOWNP-UHFFFAOYSA-N 2-dodecylbenzenesulfonic acid Chemical compound CCCCCCCCCCCCC1=CC=CC=C1S(O)(=O)=O WBIQQQGBSDOWNP-UHFFFAOYSA-N 0.000 description 11
- 229940060296 dodecylbenzenesulfonic acid Drugs 0.000 description 11
- 239000000178 monomer Substances 0.000 description 11
- 239000001993 wax Substances 0.000 description 11
- 229920000877 Melamine resin Polymers 0.000 description 10
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 10
- RLSSMJSEOOYNOY-UHFFFAOYSA-N m-cresol Chemical compound CC1=CC=CC(O)=C1 RLSSMJSEOOYNOY-UHFFFAOYSA-N 0.000 description 10
- 239000000758 substrate Substances 0.000 description 10
- GZVHEAJQGPRDLQ-UHFFFAOYSA-N 6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 GZVHEAJQGPRDLQ-UHFFFAOYSA-N 0.000 description 9
- 239000003973 paint Substances 0.000 description 9
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 8
- 150000001412 amines Chemical class 0.000 description 8
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 8
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 8
- 239000004640 Melamine resin Substances 0.000 description 7
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 7
- 125000000217 alkyl group Chemical group 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 238000000605 extraction Methods 0.000 description 6
- 239000000314 lubricant Substances 0.000 description 6
- 235000013772 propylene glycol Nutrition 0.000 description 6
- 238000001179 sorption measurement Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 5
- 150000005846 sugar alcohols Polymers 0.000 description 5
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 4
- 125000001931 aliphatic group Chemical group 0.000 description 4
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 239000002826 coolant Substances 0.000 description 4
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical class OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- ZXEKIIBDNHEJCQ-UHFFFAOYSA-N isobutanol Chemical compound CC(C)CO ZXEKIIBDNHEJCQ-UHFFFAOYSA-N 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 4
- QWGRWMMWNDWRQN-UHFFFAOYSA-N 2-methylpropane-1,3-diol Chemical compound OCC(C)CO QWGRWMMWNDWRQN-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical class CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 238000002290 gas chromatography-mass spectrometry Methods 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 3
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 3
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 3
- 239000012188 paraffin wax Substances 0.000 description 3
- 235000019271 petrolatum Nutrition 0.000 description 3
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- DURPTKYDGMDSBL-UHFFFAOYSA-N 1-butoxybutane Chemical compound CCCCOCCCC DURPTKYDGMDSBL-UHFFFAOYSA-N 0.000 description 2
- QWBBPBRQALCEIZ-UHFFFAOYSA-N 2,3-dimethylphenol Chemical compound CC1=CC=CC(O)=C1C QWBBPBRQALCEIZ-UHFFFAOYSA-N 0.000 description 2
- NKTOLZVEWDHZMU-UHFFFAOYSA-N 2,5-xylenol Chemical compound CC1=CC=C(C)C(O)=C1 NKTOLZVEWDHZMU-UHFFFAOYSA-N 0.000 description 2
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 2
- HMNKTRSOROOSPP-UHFFFAOYSA-N 3-Ethylphenol Chemical compound CCC1=CC=CC(O)=C1 HMNKTRSOROOSPP-UHFFFAOYSA-N 0.000 description 2
- ASHGTJPOSUFTGB-UHFFFAOYSA-N 3-methoxyphenol Chemical compound COC1=CC=CC(O)=C1 ASHGTJPOSUFTGB-UHFFFAOYSA-N 0.000 description 2
- HXDOZKJGKXYMEW-UHFFFAOYSA-N 4-ethylphenol Chemical compound CCC1=CC=C(O)C=C1 HXDOZKJGKXYMEW-UHFFFAOYSA-N 0.000 description 2
- 101100008050 Caenorhabditis elegans cut-6 gene Proteins 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- HEDRZPFGACZZDS-MICDWDOJSA-N Trichloro(2H)methane Chemical compound [2H]C(Cl)(Cl)Cl HEDRZPFGACZZDS-MICDWDOJSA-N 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 238000011088 calibration curve Methods 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 239000003205 fragrance Substances 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- HJOVHMDZYOCNQW-UHFFFAOYSA-N isophorone Chemical compound CC1=CC(=O)CC(C)(C)C1 HJOVHMDZYOCNQW-UHFFFAOYSA-N 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- IWDCLRJOBJJRNH-UHFFFAOYSA-N p-cresol Chemical compound CC1=CC=C(O)C=C1 IWDCLRJOBJJRNH-UHFFFAOYSA-N 0.000 description 2
- 235000019809 paraffin wax Nutrition 0.000 description 2
- KJFMBFZCATUALV-UHFFFAOYSA-N phenolphthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1 KJFMBFZCATUALV-UHFFFAOYSA-N 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- 239000012085 test solution Substances 0.000 description 2
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- 229940083957 1,2-butanediol Drugs 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N 1,4a-dimethyl-7-propan-2-yl-2,3,4,4b,5,6,10,10a-octahydrophenanthrene-1-carboxylic acid Chemical compound C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- ALVZNPYWJMLXKV-UHFFFAOYSA-N 1,9-Nonanediol Chemical class OCCCCCCCCCO ALVZNPYWJMLXKV-UHFFFAOYSA-N 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- 238000005160 1H NMR spectroscopy Methods 0.000 description 1
- QBDAFARLDLCWAT-UHFFFAOYSA-N 2,3-dihydropyran-6-one Chemical compound O=C1OCCC=C1 QBDAFARLDLCWAT-UHFFFAOYSA-N 0.000 description 1
- OJRJDENLRJHEJO-UHFFFAOYSA-N 2,4-diethylpentane-1,5-diol Chemical compound CCC(CO)CC(CC)CO OJRJDENLRJHEJO-UHFFFAOYSA-N 0.000 description 1
- FPZWZCWUIYYYBU-UHFFFAOYSA-N 2-(2-ethoxyethoxy)ethyl acetate Chemical compound CCOCCOCCOC(C)=O FPZWZCWUIYYYBU-UHFFFAOYSA-N 0.000 description 1
- XNWFRZJHXBZDAG-UHFFFAOYSA-N 2-METHOXYETHANOL Chemical compound COCCO XNWFRZJHXBZDAG-UHFFFAOYSA-N 0.000 description 1
- DSKYSDCYIODJPC-UHFFFAOYSA-N 2-butyl-2-ethylpropane-1,3-diol Chemical compound CCCCC(CC)(CO)CO DSKYSDCYIODJPC-UHFFFAOYSA-N 0.000 description 1
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- SVONRAPFKPVNKG-UHFFFAOYSA-N 2-ethoxyethyl acetate Chemical compound CCOCCOC(C)=O SVONRAPFKPVNKG-UHFFFAOYSA-N 0.000 description 1
- HXDLWJWIAHWIKI-UHFFFAOYSA-N 2-hydroxyethyl acetate Chemical compound CC(=O)OCCO HXDLWJWIAHWIKI-UHFFFAOYSA-N 0.000 description 1
- XMTQQYYKAHVGBJ-UHFFFAOYSA-N 3-(3,4-DICHLOROPHENYL)-1,1-DIMETHYLUREA Chemical compound CN(C)C(=O)NC1=CC=C(Cl)C(Cl)=C1 XMTQQYYKAHVGBJ-UHFFFAOYSA-N 0.000 description 1
- CTJFNNZDSZIGOM-UHFFFAOYSA-N 3-methylcyclohex-2-ene-1,1,2-tricarboxylic acid Chemical compound CC1=C(C(O)=O)C(C(O)=O)(C(O)=O)CCC1 CTJFNNZDSZIGOM-UHFFFAOYSA-N 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical class C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- ZFHZIIQASZBGGD-UHFFFAOYSA-N 4-methylheptane-1,7-diol Chemical class OCCCC(C)CCCO ZFHZIIQASZBGGD-UHFFFAOYSA-N 0.000 description 1
- DMIUMZKUIYPNLB-UHFFFAOYSA-N 4-methyloctane-1,8-diol Chemical class OCCCC(C)CCCCO DMIUMZKUIYPNLB-UHFFFAOYSA-N 0.000 description 1
- MEZMXRSMFKZLLR-UHFFFAOYSA-N 4-propyloctane-1,8-diol Chemical class OCCCC(CCC)CCCCO MEZMXRSMFKZLLR-UHFFFAOYSA-N 0.000 description 1
- QHPQWRBYOIRBIT-UHFFFAOYSA-N 4-tert-butylphenol Chemical compound CC(C)(C)C1=CC=C(O)C=C1 QHPQWRBYOIRBIT-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000004166 Lanolin Substances 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- UEEJHVSXFDXPFK-UHFFFAOYSA-N N-dimethylaminoethanol Chemical compound CN(C)CCO UEEJHVSXFDXPFK-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical class CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 235000019482 Palm oil Nutrition 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- XDODWINGEHBYRT-UHFFFAOYSA-N [2-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCCCC1CO XDODWINGEHBYRT-UHFFFAOYSA-N 0.000 description 1
- LUSFFPXRDZKBMF-UHFFFAOYSA-N [3-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCCC(CO)C1 LUSFFPXRDZKBMF-UHFFFAOYSA-N 0.000 description 1
- IKHGUXGNUITLKF-XPULMUKRSA-N acetaldehyde Chemical compound [14CH]([14CH3])=O IKHGUXGNUITLKF-XPULMUKRSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 150000007824 aliphatic compounds Chemical class 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- FJMNNXLGOUYVHO-UHFFFAOYSA-N aluminum zinc Chemical compound [Al].[Zn] FJMNNXLGOUYVHO-UHFFFAOYSA-N 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- BMRWNKZVCUKKSR-UHFFFAOYSA-N butane-1,2-diol Chemical compound CCC(O)CO BMRWNKZVCUKKSR-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- XBZSBBLNHFMTEB-UHFFFAOYSA-N cyclohexane-1,3-dicarboxylic acid Chemical compound OC(=O)C1CCCC(C(O)=O)C1 XBZSBBLNHFMTEB-UHFFFAOYSA-N 0.000 description 1
- UFDHBDMSHIXOKF-UHFFFAOYSA-N cyclohexene-1,2-dicarboxylic acid Chemical compound OC(=O)C1=C(C(O)=O)CCCC1 UFDHBDMSHIXOKF-UHFFFAOYSA-N 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 1
- 229940028356 diethylene glycol monobutyl ether Drugs 0.000 description 1
- WMYWOWFOOVUPFY-UHFFFAOYSA-L dihydroxy(dioxo)chromium;phosphoric acid Chemical compound OP(O)(O)=O.O[Cr](O)(=O)=O WMYWOWFOOVUPFY-UHFFFAOYSA-L 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 239000005293 duran Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- VLKZOEOYAKHREP-UHFFFAOYSA-N hexane Substances CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 229940035429 isobutyl alcohol Drugs 0.000 description 1
- 235000019388 lanolin Nutrition 0.000 description 1
- 229940039717 lanolin Drugs 0.000 description 1
- 239000002075 main ingredient Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000012170 montan wax Substances 0.000 description 1
- 230000004899 motility Effects 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- WBSRHBNFOLDTGU-UHFFFAOYSA-N nonane-1,8-diol Chemical compound CC(O)CCCCCCCO WBSRHBNFOLDTGU-UHFFFAOYSA-N 0.000 description 1
- JCGNDDUYTRNOFT-UHFFFAOYSA-N oxolane-2,4-dione Chemical compound O=C1COC(=O)C1 JCGNDDUYTRNOFT-UHFFFAOYSA-N 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000002540 palm oil Substances 0.000 description 1
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 1
- 229920002866 paraformaldehyde Polymers 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- YLLIGHVCTUPGEH-UHFFFAOYSA-M potassium;ethanol;hydroxide Chemical compound [OH-].[K+].CCO YLLIGHVCTUPGEH-UHFFFAOYSA-M 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- OJTDGPLHRSZIAV-UHFFFAOYSA-N propane-1,2-diol Chemical compound CC(O)CO.CC(O)CO OJTDGPLHRSZIAV-UHFFFAOYSA-N 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002210 silicon-based material Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 125000000542 sulfonic acid group Chemical group 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid Substances OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000004448 titration Methods 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 229940099259 vaseline Drugs 0.000 description 1
- 239000003871 white petrolatum Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 239000008096 xylene Chemical class 0.000 description 1
Images
Abstract
【課題】絞りしごき成形等の缶加工において、製缶時に塗膜が剥離することのない高い基材密着性を有する塗装金属板及び絞りしごき缶を製造可能な塗料組成物を提供する。【解決手段】主剤樹脂としてガラス転移温度Tgが60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系及び/又は有機リン酸系の酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であることを特徴とする絞りしごき缶用塗料組成物。【選択図】図1
Description
本発明は、塗料組成物及びそれを塗布した塗装金属板に関する。さらには、その塗装金属板を用いた絞りしごき缶及びその製造方法に関する。
飲料缶等に広く用いられるシームレス缶を製造する加工方法として、絞りしごき加工が知られている。この絞りしごき加工は、アルミニウム板やスチール板等の金属板を円形に打ち抜き、絞り加工を加えて、側面継目のない胴部と該胴部に継目なしに一体に接続された底部とから成る円筒状カップに成形し、次いでしごき加工を加えて、容器胴部を薄肉化する加工方法であり、この方法で得られたシームレス缶は絞りしごき缶と呼ばれている。
この絞りしごき缶の製造方法としては、例えば、金属板として予めポリエチレンテレフタレート等の熱可塑性樹脂フィルムを被覆したラミネート金属板を使用した方法が知られている。この方法によれば、絞りしごき加工を施す際に、熱可塑性樹脂フィルムが潤滑機能を有するため、液体クーラント(水系潤滑剤)を使用しないドライ条件下で絞りしごき加工を行うことが可能となり、従来の液体クーラントを使用して絞りしごき加工を行う場合に比して、環境負荷低減に資するという利点がある。一方、この方法で用いるラミネート金属板における熱可塑性樹脂フィルムは、成膜の都合上、一定以上の膜厚となることから、経済面で問題となる場合があった。
上記の方法に対し、塗装金属板を絞りしごき加工することにより絞りしごき缶を製造する方法が提案されている(特許文献1)。この方法によれば、塗装による膜(塗膜)が形成された金属板に対して絞りしごき加工を施す際に、塗膜が潤滑機能を有するためドライ条件下で絞りしごき加工が実現可能である。さらに、塗膜を薄膜とすることにより経済面でも優れるものである。
しかしながら上記した塗装金属板を用いた絞りしごき加工の缶の製造方法においては、塗膜の製缶加工性、基材密着性、内容物の耐フレーバー収着性、等の観点から、充分に性能を満たすものは未だ提案されていない。
すなわち絞りしごき加工においては、製缶加工中に塗膜欠陥が生じないこと(製缶加工性)と共に、塗膜が基材から剥離しないこと(基材密着性)が求められる。
さらに加えて、上記したような絞りしごき加工により製造された容器に内容物を充填した際、内容物に含まれるリモネン等のフレーバー成分(香気成分)が塗膜に収着された場合、内容物の風味が変化してしまうため、缶内面側の塗膜としては当該収着をしないこと(耐フレーバー収着性)が求められる。
さらに加えて、上記したような絞りしごき加工により製造された容器に内容物を充填した際、内容物に含まれるリモネン等のフレーバー成分(香気成分)が塗膜に収着された場合、内容物の風味が変化してしまうため、缶内面側の塗膜としては当該収着をしないこと(耐フレーバー収着性)が求められる。
本発明者らは上記課題を解決するため鋭意検討した。その結果、ポリエステル樹脂、硬化剤及び硬化触媒を含む塗料組成物において、ガラス転移温度が所定の温度以上のポリエステル樹脂を用いると共に、ポリエステル樹脂と硬化剤の架橋反応を促進させるために配合する硬化触媒の量を所定量未満とすることで、上記課題を高い次元で両立し得ることを見出し、本発明に想到したものである。
上記目的を達成するため、本発明の一実施形態における塗料組成物は、(1)主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であることを特徴とする。
上記(1)において(2)前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下であることが好ましい。
上記(1)又は(2)において、(3)前記主剤樹脂の酸価が20mgKOH/g未満であることが好ましい。
上記(1)〜(3)において、(4)前記主剤樹脂100質量部に対する前記硬化剤の含有量が4〜30質量部であることが好ましい。
また本実施形態の絞りしごき缶用塗装金属板は、(5)金属板の少なくとも片面の金属表面上に、上記(1)〜(4)いずれかに記載の塗料組成物による塗膜が形成されてなるものである。
上記(5)において、(6)前記塗膜の180°ピール強度が1N/15mm以上であることが好ましい。
本実施形態の絞りしごき缶は、(7)上記(5)又は(6)に記載の絞りしごき缶用塗装金属板から成るものである。
上記(7)において、(8)内面及び/又は外面の缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることを特徴とする。
本実施形態の絞りしごき缶の製造方法は、(9)上記(5)又は(6)に記載の絞りしごき缶用塗装金属板を、25〜80%のしごき率にて絞りしごき加工して製造することを特徴とする。
本実施形態の絞りしごき缶は、(10)内面及び/又は外面に塗膜を有する絞りしごき缶であって、前記塗膜が主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であり、かつ缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることをも特徴とする。
上記(10)において、(11)前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下であることが好ましい。
上記(10)又は(11)において、(12)金属板の少なくとも片面に塗膜を有する塗装金属板から成形されてなることが好ましい。
上記(1)において(2)前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下であることが好ましい。
上記(1)又は(2)において、(3)前記主剤樹脂の酸価が20mgKOH/g未満であることが好ましい。
上記(1)〜(3)において、(4)前記主剤樹脂100質量部に対する前記硬化剤の含有量が4〜30質量部であることが好ましい。
また本実施形態の絞りしごき缶用塗装金属板は、(5)金属板の少なくとも片面の金属表面上に、上記(1)〜(4)いずれかに記載の塗料組成物による塗膜が形成されてなるものである。
上記(5)において、(6)前記塗膜の180°ピール強度が1N/15mm以上であることが好ましい。
本実施形態の絞りしごき缶は、(7)上記(5)又は(6)に記載の絞りしごき缶用塗装金属板から成るものである。
上記(7)において、(8)内面及び/又は外面の缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることを特徴とする。
本実施形態の絞りしごき缶の製造方法は、(9)上記(5)又は(6)に記載の絞りしごき缶用塗装金属板を、25〜80%のしごき率にて絞りしごき加工して製造することを特徴とする。
本実施形態の絞りしごき缶は、(10)内面及び/又は外面に塗膜を有する絞りしごき缶であって、前記塗膜が主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であり、かつ缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることをも特徴とする。
上記(10)において、(11)前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下であることが好ましい。
上記(10)又は(11)において、(12)金属板の少なくとも片面に塗膜を有する塗装金属板から成形されてなることが好ましい。
本発明の塗料組成物によれば、絞りしごき成形等の製缶加工において、製缶時に塗膜が剥離することのない高い基材密着性を有する絞りしごき缶用の塗装金属板を提供することが可能である。
<塗料組成物>
以下、実施形態を用いて本発明の塗料組成物について説明するが、本発明は以下の実施形態に限定されるものではない。
本実施形態の塗料組成物は、主剤樹脂、硬化剤、及び硬化触媒を含有することを特徴とする。具体的には、ガラス転移温度(Tg)が60℃以上のポリエステル樹脂を主剤樹脂とし、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂、硬化触媒として有機スルホン酸系及び/又はリン酸系の酸触媒を含有するものである。
以下、実施形態を用いて本発明の塗料組成物について説明するが、本発明は以下の実施形態に限定されるものではない。
本実施形態の塗料組成物は、主剤樹脂、硬化剤、及び硬化触媒を含有することを特徴とする。具体的には、ガラス転移温度(Tg)が60℃以上のポリエステル樹脂を主剤樹脂とし、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂、硬化触媒として有機スルホン酸系及び/又はリン酸系の酸触媒を含有するものである。
本実施形態において、主剤樹脂は、ガラス転移温度が60℃以上のポリエステル樹脂であることを特徴とする。その理由は以下のとおりである。
上記したような絞りしごき加工により製造された缶容器に内容物を充填した際、内容物に含まれるリモネン等のフレーバー成分(香気成分)が塗膜に収着された場合、内容物の風味が変化してしまうため、缶内面側の塗膜としては当該収着をしないことが求められる(耐フレーバー収着性)。
ポリエステル樹脂のガラス転移温度が60℃未満の場合は、樹脂の運動性が高くなるため、フレーバー成分が塗膜内部に拡散しやすくなり、塗膜に収着するフレーバー成分が多くなり、耐フレーバー収着性が低下する可能性があることに加え、耐食性や耐レトルト性が低下する可能性があるため好ましくない。
なお、ポリエステル樹脂のガラス転移温度は60℃以上、好ましくは60〜120℃、より好ましくは65℃より高く120℃以下、更に好ましくは67〜100℃、特に好ましくは70〜90℃の範囲のあることが望ましい。
上記したような絞りしごき加工により製造された缶容器に内容物を充填した際、内容物に含まれるリモネン等のフレーバー成分(香気成分)が塗膜に収着された場合、内容物の風味が変化してしまうため、缶内面側の塗膜としては当該収着をしないことが求められる(耐フレーバー収着性)。
ポリエステル樹脂のガラス転移温度が60℃未満の場合は、樹脂の運動性が高くなるため、フレーバー成分が塗膜内部に拡散しやすくなり、塗膜に収着するフレーバー成分が多くなり、耐フレーバー収着性が低下する可能性があることに加え、耐食性や耐レトルト性が低下する可能性があるため好ましくない。
なお、ポリエステル樹脂のガラス転移温度は60℃以上、好ましくは60〜120℃、より好ましくは65℃より高く120℃以下、更に好ましくは67〜100℃、特に好ましくは70〜90℃の範囲のあることが望ましい。
本実施形態において、主剤樹脂としてのポリエステル樹脂は、ガラス転移温度の異なる複数のポリエステル樹脂のブレンド体であってもよい。その場合、下記式(1)により算出されるポリエステル樹脂ブレンド体のTgmixが60℃以上であればよく、好ましくは60〜120℃、より好ましくは65℃より高く120℃以下、更に好ましくは67〜100℃、特に好ましくは70〜90℃の範囲のあることが望ましい。
1/Tgmix=(W1/Tg1)+(W2/Tg2)+…+(Wm/Tgm)・・・(1)
W1+W2+…+Wm=1
式中、Tgmixはポリエステル樹脂ブレンドのガラス転移温度(K)を表わし、Tg1,Tg2,…,Tgmは使用する各ポリエステル樹脂(ポリエステル樹脂1,ポリエステル樹脂2,…ポリエステル樹脂m)単体のガラス転移温度(K)を表わす。また、W1,W2,…,Wmは各ポリエステル樹脂(ポリエステル樹脂1,ポリエステル樹脂2,…ポリエステル樹脂m)の重量分率を表わす。
1/Tgmix=(W1/Tg1)+(W2/Tg2)+…+(Wm/Tgm)・・・(1)
W1+W2+…+Wm=1
式中、Tgmixはポリエステル樹脂ブレンドのガラス転移温度(K)を表わし、Tg1,Tg2,…,Tgmは使用する各ポリエステル樹脂(ポリエステル樹脂1,ポリエステル樹脂2,…ポリエステル樹脂m)単体のガラス転移温度(K)を表わす。また、W1,W2,…,Wmは各ポリエステル樹脂(ポリエステル樹脂1,ポリエステル樹脂2,…ポリエステル樹脂m)の重量分率を表わす。
ガラス転移温度の測定方法としては公知の方法を適用することが可能であり、たとえば示差走査熱量計(DSC)を用いて10℃/分の昇温速度で行うことが可能である。
本実施形態の主剤樹脂であるポリエステル樹脂の酸価は20mgKOH/g未満、好ましくは15mgKOH/g以下、より好ましくは0.5〜11.5mgKOH/gの範囲であることが望ましい。ポリエステル樹脂の酸価が20mgKOH/g以上である場合には、硬化剤との反応点が多くなることで塗膜の架橋密度が高くなり、絞りしごき缶製造時において、好ましい製缶加工性が得られない可能性があるため、好ましくない。
なお、主剤樹脂が2種類以上のポリエステル樹脂をブレンドしたブレンド体である場合においては、各々のポリエステル樹脂の酸価と質量分率を乗じて得られた値の総和を、ブレンド体の平均酸価(AVmix)とし、その平均酸価が上述した酸価範囲内にあれば良い。
本実施形態における主剤樹脂において、ポリエステル樹脂を構成する多価カルボン酸成分としては、例えばテレフタル酸、イソフタル酸、オルソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸、コハク酸、グルタル酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸、ダイマー酸等の脂肪族ジカルボン酸、(無水)マレイン酸、フマル酸、テルペン−マレイン酸付加体などの不飽和ジカルボン酸、1,4−シクロヘキサンジカルボン酸、テトラヒドロフタル酸、ヘキサヒドロイソフタル酸、1,2−シクロヘキセンジカルボン酸などの脂環族ジカルボン酸、(無水)トリメリット酸、(無水)ピロメリット酸、メチルシクロへキセントリカルボン酸等の3価以上の多価カルボン酸等が挙げられ、これらの中から1種または2種以上を選択し使用できる。
本実施形態においては、耐フレーバー収着性、耐食性や耐レトルト性等の観点から、ポリエステル樹脂を構成する多価カルボン酸成分に占めるテレフタル酸やイソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸の割合が80モル%以上であることが好ましく、80〜100モル%がより好ましく、90〜100モル%であることが特に好ましい。
また、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸等の炭素数が6より大きい直鎖脂肪族ジカルボン酸を、上記芳香族ジカルボン酸の残余の割合、すなわち20モル%以下の量で含有しても良いが、炭素数が6より大きい直鎖脂肪族ジカルボン酸は、リモネン等の疎水性のフレーバー成分と親和性が高く収着しやすい傾向にある。そのため、ポリエステル樹脂を構成する多価カルボン酸成分として、炭素数が6より大きい直鎖脂肪族ジカルボン酸を多く含むポリエステル樹脂を用いて塗膜を形成した場合、塗膜のフレーバー収着性が劣るようになる。従って、ポリエステル樹脂を構成する多価カルボン酸成分に占める、炭素数が6より大きい直鎖脂肪族ジカルボン酸の割合は、20モル%未満、好ましくは10モル%未満、より好ましくは7モル%未満、更に好ましくは5モル%未満であることが望ましい。
また、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸等の炭素数が6より大きい直鎖脂肪族ジカルボン酸を、上記芳香族ジカルボン酸の残余の割合、すなわち20モル%以下の量で含有しても良いが、炭素数が6より大きい直鎖脂肪族ジカルボン酸は、リモネン等の疎水性のフレーバー成分と親和性が高く収着しやすい傾向にある。そのため、ポリエステル樹脂を構成する多価カルボン酸成分として、炭素数が6より大きい直鎖脂肪族ジカルボン酸を多く含むポリエステル樹脂を用いて塗膜を形成した場合、塗膜のフレーバー収着性が劣るようになる。従って、ポリエステル樹脂を構成する多価カルボン酸成分に占める、炭素数が6より大きい直鎖脂肪族ジカルボン酸の割合は、20モル%未満、好ましくは10モル%未満、より好ましくは7モル%未満、更に好ましくは5モル%未満であることが望ましい。
なお、ポリエステル樹脂が、2種以上のポリエステル樹脂をブレンドしたブレンド体の場合は、ポリエステル樹脂ブレンド体を構成する全ての多価カルボン酸成分のトータルに占める、炭素数が6より大きい直鎖脂肪族ジカルボン酸の割合が、20モル%未満、好ましくは10モル%未満、より好ましくは7モル%未満、更に好ましくは5モル%未満であることが望ましい。
一方で、ポリエステル樹脂を構成する多価アルコール成分としては、特に限定はなく、エチレングリコール、プロピレングリコール(1,2−プロパンジオール)、1,3−プロパンジオール、1,4−ブタンジオール、1,2−ブタンジオール、1,3−ブタンジオール、2−メチル−1,3−プロパンジオール、ネオペンチルグリコール、1,5−ペンタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、2−エチル−2−ブチル−1,3−プロパンジオール、2,4−ジエチル−1,5−ペンタンジオール、1−メチル−1,8−オクタンジオール、3−メチル−1,6−ヘキサンジオール、4−メチル−1,7−ヘプタンジオール、4−メチル−1,8−オクタンジオール、4−プロピル−1,8−オクタンジオール、1,9−ノナンジオール、などの脂肪族グリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール等のエーテルグリコール類、1,4−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,2−シクロヘキサンジメタノール、トリシクロデカングリコール類、水添加ビスフェノール類、などの脂環族ポリアルコール、トリメチロールプロパン、トリメチロールエタン、ペンタエリスリトール、などの3価以上のポリアルコール等から1種、または2種以上の組合せで使用することができる。
本実施形態においては、上記の多価アルコール成分の中でも、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、2−メチル−1,3−プロパンジオール、ジエチレングリコールをポリエステル樹脂を構成する成分として好適に用いることできる。特に耐フレーバー収着性の観点から、ポリエステル樹脂を構成する多価アルコール成分に占めるエチレングリコール、プロピレングリコール、ネオペンチルグリコール、2−メチル−1,3−プロパンジオール、1,4−シクロヘキサンジメタノールの中から選ばれる少なくとも1種の割合が70モル%以上、好ましくは80モル%以上、より好ましく90モル%以上であることが望ましい。
本実施形態においては、上記の多価アルコール成分の中でも、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、2−メチル−1,3−プロパンジオール、ジエチレングリコールをポリエステル樹脂を構成する成分として好適に用いることできる。特に耐フレーバー収着性の観点から、ポリエステル樹脂を構成する多価アルコール成分に占めるエチレングリコール、プロピレングリコール、ネオペンチルグリコール、2−メチル−1,3−プロパンジオール、1,4−シクロヘキサンジメタノールの中から選ばれる少なくとも1種の割合が70モル%以上、好ましくは80モル%以上、より好ましく90モル%以上であることが望ましい。
ポリエステル樹脂の数平均分子量(Mn)はこれに限定されるものではないが、製缶加工性の観点から、好ましくは1,000〜100,000、特に好ましくは3,000〜50,000、更に好ましくは5,000〜20,000の範囲であるにあることが好適である。好ましい。上記範囲よりも小さいと塗膜が脆くなり、製缶加工性に劣る場合があり、上記範囲よりも大きいと塗料安定性が低下するおそれがある。
またポリエステル樹脂としては、製缶加工性や耐デント性、塗料化の観点から非結晶性ポリエステル樹脂であることが好ましい。ここで非結晶性とは、示査走査型熱量計による測定において、明確な結晶成分の融点を示さないことを意味する。非結晶性ポリエステル樹脂の場合、結晶性のポリエステル樹脂に比して、溶剤への溶解性に優れ、塗料化が容易であると共に、製缶加工性や耐デント性に優れた塗膜を形成できる。
ポリエステル樹脂の水酸基価については、これに限定されるものではないが、20mgKOH/g以下、より好ましくは10mgKOH/g以下であることが好ましい。
<硬化剤>
次に、本実施形態の塗料組成物に用いられる硬化剤について説明する。本実施形態に用いられる硬化剤としては、衛生性、硬化性の観点からレゾール型フェノール樹脂及び/又はアミノ樹脂を好適に用いることができる。
次に、本実施形態の塗料組成物に用いられる硬化剤について説明する。本実施形態に用いられる硬化剤としては、衛生性、硬化性の観点からレゾール型フェノール樹脂及び/又はアミノ樹脂を好適に用いることができる。
本実施形態において、レゾール型フェノール樹脂としては、フェノールモノマーとホルムアルデヒドとをアルカリ触媒の存在下で反応させたものである。例えばフェノールモノマーとしてはo−クレゾール、p−クレゾール、p−tert−ブチルフェノール、p−エチルフェノール、2,3−キシレノール、2,5−キシレノール、フェノール、m−クレゾール、m−エチルフェノール、3,5−キシレノール、m−メトキシフェノール等が挙げられこれらは1種または2種以上を混合して使用でき、中でも硬化性の観点から、フェノールモノマーとしてはm−クレゾールが好適である。
また含有するメチロール基の一部ないしは全部を炭素数1〜12のアルコール類でアルキルエーテル化したものも使用できる。
本実施形態においては、主剤樹脂との反応性、相溶性の点から、含有するメチロール基の一部ないしは全部を炭素数1〜12のアルコール類でアルキルエーテル化したものを好適に使用することができ、特に、m−クレゾールから誘導されたレゾール型フェノール樹脂(m−クレゾール系レゾール型フェノール樹脂)のメチロール基をn−ブタノールでアルキルエーテル化したものが好ましい。
また上記レゾール型フェノール樹脂の数平均分子量(Mn)としては、500〜3,000、好ましくは800〜2,500の範囲であることが好適である。
また含有するメチロール基の一部ないしは全部を炭素数1〜12のアルコール類でアルキルエーテル化したものも使用できる。
本実施形態においては、主剤樹脂との反応性、相溶性の点から、含有するメチロール基の一部ないしは全部を炭素数1〜12のアルコール類でアルキルエーテル化したものを好適に使用することができ、特に、m−クレゾールから誘導されたレゾール型フェノール樹脂(m−クレゾール系レゾール型フェノール樹脂)のメチロール基をn−ブタノールでアルキルエーテル化したものが好ましい。
また上記レゾール型フェノール樹脂の数平均分子量(Mn)としては、500〜3,000、好ましくは800〜2,500の範囲であることが好適である。
本実施形態においてアミノ樹脂としては、例えば、メラミン、尿素、ベンゾグアナミン、アセトグアナミン、ステログアナミン、スピログアナミン、ジシアンジアミド、などのアミノ成分と、ホルムアルデヒド、パラホルムアルデヒド、アセトアルデヒド、ベンツアルデヒドなどのアルデヒド成分との反応によって得られるメチロール化アミノ樹脂が挙げられる。このメチロール化アミノ樹脂のメチロール基を炭素原子数1〜6のアルコールによってアルキルエーテル化したものも上記アミノ樹脂に含まれる。これらを単独或いは2種以上を併用して使用できる。衛生上の観点から、メラミンを使用したメチロール化アミノ樹脂(メラミン樹脂)、ベンゾグアナミンを使用したメチロール化アミノ樹脂(ベンゾグアナミン樹脂)が好ましい。
ベンゾグアナミン樹脂としては、ベンゾグアナミン樹脂のメチロール基の一部又は全部を、メタノール、エタノール、n−ブタノール、i−ブタノール等のアルコールでアルキルエーテル化したベンゾグアナミン樹脂、特にメチルアルコールによってエーテル化したメチルエーテル化ベンゾグアナミン樹脂、ブチルアルコールによってブチルエーテル化したブチルエーテル化ベンゾグアナミン樹脂、或いはメチルアルコールとブチルアルコールとの両者によってエーテル化したメチルエーテル、ブチルエーテルとの混合エーテル化ベンゾグアナミン樹脂が好ましい。上記、ブチルアルコールとしてはイソブチルアルコール、n−ブチルアルコールが好ましい。
メラミン樹脂としては、メラミン樹脂のメチロール基の一部又は全部を、メタノール、エタノール、n−ブタノール、i−ブタノール等のアルコールでアルキルエーテル化したメラミン樹脂、特にメチルアルコールによってエーテル化したメチルエーテル化メラミン樹脂、ブチルアルコールによってブチルエーテル化したブチルエーテル化メラミン樹脂、或いはメチルアルコールとブチルアルコールとの両者によってエーテル化したメチルエーテル、ブチルエーテルとの混合エーテル化メラミン樹脂が好ましい。
なお本実施形態の塗料組成物に用いられる硬化剤としては、上記したうち特にレゾール型フェノール樹脂であることが、塗膜の製缶加工性、耐熱性等の観点からは好ましい。
本実施形態において、硬化剤の含有量としては、主剤樹脂であるポリエステル樹脂100質量部に対して3質量部以上、好ましくは3〜50質量部、より好ましくは4〜30質量部、更に好ましくは6〜20質量部である。上記範囲よりも硬化剤の含有量が少ない場合には、硬化性が不十分となり、絞りしごき缶を成形した場合において、塗膜の耐熱性や耐レトルト性、耐内容物性、耐食性等が不足する可能性があるため好ましくない。硬化剤の含有量が50質量部を超えた場合には、過度に硬化が進み、塗膜の製缶加工性や耐衝撃性の低下をもたらすおそれがある。
<硬化触媒>
本実施形態の塗料組成物には主剤樹脂と硬化剤との架橋反応を促進するための硬化触媒が配合される。硬化触媒としては酸触媒が挙げられる。
具体的には有機スルホン酸系及び/又はリン酸系の酸触媒を挙げることができる。有機スルホン酸系の酸触媒としては、p−トルエンスルホン酸、ドデシルベンゼンスルホン酸、ジノニルナフタレンジスルホン酸、またはこれらのアミン中和物等の酸触媒を挙げることができる。一方でリン酸系の酸触媒としては、リン酸、アルキルリン酸、またはこれらのアミン中和物等を使用することができる。
これらの中から1種、又は2種以上を併用することができる。上記酸触媒の中でも、ドデシルベンゼンスルホン酸、及びこのアミン中和物が好ましい。
本実施形態の塗料組成物には主剤樹脂と硬化剤との架橋反応を促進するための硬化触媒が配合される。硬化触媒としては酸触媒が挙げられる。
具体的には有機スルホン酸系及び/又はリン酸系の酸触媒を挙げることができる。有機スルホン酸系の酸触媒としては、p−トルエンスルホン酸、ドデシルベンゼンスルホン酸、ジノニルナフタレンジスルホン酸、またはこれらのアミン中和物等の酸触媒を挙げることができる。一方でリン酸系の酸触媒としては、リン酸、アルキルリン酸、またはこれらのアミン中和物等を使用することができる。
これらの中から1種、又は2種以上を併用することができる。上記酸触媒の中でも、ドデシルベンゼンスルホン酸、及びこのアミン中和物が好ましい。
本実施形態の塗料組成物においては、硬化触媒の含有量が、主剤樹脂であるポリエステル樹脂100質量部に対して、固形分として0.3質量部未満、好ましくは0.2質量部未満、より好ましくは0.1質量部以下、更に好ましくは0.03〜0.1質量部であることを特徴とする。なお、本実施形態においては、硬化触媒が上記酸触媒のアミン中和物(例えばドデシルベンゼンスルホン酸のアミン中和物)である場合には、アミンを除いた酸触媒の含有量が上記範囲内であれば良い。
この理由としては以下のとおりである。
すなわち、塗装金属板において、基材(例えばアルミニウム)表面と塗膜との密着性は、ポリエステル樹脂に含まれるカルボキシル基と基材との間の酸−塩基相互作用によるところが大きいと考えられる。従って原理的には、ポリエステル樹脂中のカルボキシル基が多い方が(すなわちポリエステル樹脂の酸価が高い方が)基材密着性が高いといえる。しかし、ポリエステル樹脂の酸価が所定の数値よりも高くなると、塗膜の架橋密度が高くなり、それにより製缶加工性が不足するおそれがある。
そこで本実施形態では、酸価の高いポリエステル樹脂に比べ、基材密着性が低い傾向にある酸価の低いポリエステル樹脂を使用した場合においても、充分な基材密着性を付与させるために、硬化触媒の含有量を上記範囲に限定したものである。
すなわち、塗装金属板において、基材(例えばアルミニウム)表面と塗膜との密着性は、ポリエステル樹脂に含まれるカルボキシル基と基材との間の酸−塩基相互作用によるところが大きいと考えられる。従って原理的には、ポリエステル樹脂中のカルボキシル基が多い方が(すなわちポリエステル樹脂の酸価が高い方が)基材密着性が高いといえる。しかし、ポリエステル樹脂の酸価が所定の数値よりも高くなると、塗膜の架橋密度が高くなり、それにより製缶加工性が不足するおそれがある。
そこで本実施形態では、酸価の高いポリエステル樹脂に比べ、基材密着性が低い傾向にある酸価の低いポリエステル樹脂を使用した場合においても、充分な基材密着性を付与させるために、硬化触媒の含有量を上記範囲に限定したものである。
従来、ポリエステル樹脂と硬化剤とを含有する塗料組成物における硬化触媒の含有量を少量にした場合には樹脂の硬化性が低下すると考えられてはいたものの、硬化触媒の配合量には特に着目されていなかった。すなわち従来、硬化触媒の含有量が硬化性以外の要素に影響するとの知見は、当業者の間では知られていなかった。
本実施形態では、ポリエステル樹脂と硬化剤とを含有する塗料組成物において酸触媒の含有量を少量にすると、塗膜の基材密着性が向上することが確認された。
この理由として本発明者らは、酸触媒(例えばドデシルベンゼンスルホン酸)中のスルホン酸基と基材(例えばアルミニウム)との間で酸−塩基相互作用を起こすことで、塗膜と基材との境界に酸触媒が局所的に存在するためと推測した。そしてその結果、塗膜におけるポリエステル樹脂と基材との密着性が低下するものと推測した。なお、硬化触媒が有機スルホン酸系の酸触媒以外の場合であっても、基材と酸−塩基相互作用を起こしうる酸触媒(例えば、リン酸系の酸触媒)においては上記推測が成り立つ。
本実施形態では、ポリエステル樹脂と硬化剤とを含有する塗料組成物において酸触媒の含有量を少量にすると、塗膜の基材密着性が向上することが確認された。
この理由として本発明者らは、酸触媒(例えばドデシルベンゼンスルホン酸)中のスルホン酸基と基材(例えばアルミニウム)との間で酸−塩基相互作用を起こすことで、塗膜と基材との境界に酸触媒が局所的に存在するためと推測した。そしてその結果、塗膜におけるポリエステル樹脂と基材との密着性が低下するものと推測した。なお、硬化触媒が有機スルホン酸系の酸触媒以外の場合であっても、基材と酸−塩基相互作用を起こしうる酸触媒(例えば、リン酸系の酸触媒)においては上記推測が成り立つ。
上記推測に基づいて本発明者らが実験を繰り返した結果、塗料組成物に配合する硬化触媒の量を変化させた場合において、硬化触媒の含有量を従来より少なくした場合でも、硬化性に悪影響を与えないばかりか、基材密着性については実用化に耐え得る結果を得られることを見出した。
すなわち、ポリエステル樹脂の酸価が低い場合であっても(例えば酸価が2.0mgKOH/g以下であっても)硬化触媒の含有量を所定の値以下とすることにより、基材密着性の低下を抑制可能であることを見出し、本発明に想到したものである。
すなわち、ポリエステル樹脂の酸価が低い場合であっても(例えば酸価が2.0mgKOH/g以下であっても)硬化触媒の含有量を所定の値以下とすることにより、基材密着性の低下を抑制可能であることを見出し、本発明に想到したものである。
<塗料組成物>
本実施形態の塗料組成物は少なくとも、主剤(主成分)として上述した特定のポリエステル樹脂、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂、溶媒、酸触媒を含有する。なお、本実施形態の塗料組成物においては、塗料組成物中の塗膜を形成する固形成分(水や溶剤などの揮発する物質を除いた不揮発成分)の中で、最も含有量(質量割合)が多い成分を、主剤(主成分)として定義する。
本実施形態の塗料組成物の種類としては、溶剤型塗料組成物、水性塗料組成物が挙げられるが、本発明においては、塗装性等の観点から溶剤型塗料組成物が好ましい。
本実施形態の塗料組成物は少なくとも、主剤(主成分)として上述した特定のポリエステル樹脂、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂、溶媒、酸触媒を含有する。なお、本実施形態の塗料組成物においては、塗料組成物中の塗膜を形成する固形成分(水や溶剤などの揮発する物質を除いた不揮発成分)の中で、最も含有量(質量割合)が多い成分を、主剤(主成分)として定義する。
本実施形態の塗料組成物の種類としては、溶剤型塗料組成物、水性塗料組成物が挙げられるが、本発明においては、塗装性等の観点から溶剤型塗料組成物が好ましい。
<溶媒>
本実施形態の塗料組成物が溶剤型塗料組成物である場合、上述したポリエステル樹脂、硬化剤、酸触媒、並びに溶媒として有機溶媒を含有する。なお、本実施形態における溶剤型塗料組成物とは主剤樹脂、硬化剤等を公知の有機溶媒に溶解された状態で塗料化されたものであって、塗料組成物中における有機溶媒の占める質量割合が40質量%以上である塗料組成物と定義する。
前記有機溶媒としては、トルエン、キシレン、芳香族系炭化水素化合物、酢酸エチル、酢酸ブチル、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、イソホロン、メチルセロソルブ、ブチルセロソルブ、エチレングリコールモノエチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、エチレングリコールモノアセテート、メタノール、エタノール、ブタノール、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル、ソルベントナフサ等から溶解性、蒸発速度等を考慮して1種、または2種以上を選択し使用される。
本実施形態の塗料組成物が溶剤型塗料組成物である場合、上述したポリエステル樹脂、硬化剤、酸触媒、並びに溶媒として有機溶媒を含有する。なお、本実施形態における溶剤型塗料組成物とは主剤樹脂、硬化剤等を公知の有機溶媒に溶解された状態で塗料化されたものであって、塗料組成物中における有機溶媒の占める質量割合が40質量%以上である塗料組成物と定義する。
前記有機溶媒としては、トルエン、キシレン、芳香族系炭化水素化合物、酢酸エチル、酢酸ブチル、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、イソホロン、メチルセロソルブ、ブチルセロソルブ、エチレングリコールモノエチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、エチレングリコールモノアセテート、メタノール、エタノール、ブタノール、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル、ソルベントナフサ等から溶解性、蒸発速度等を考慮して1種、または2種以上を選択し使用される。
<添加剤>
本実施形態の塗料組成物に対しては、さらに本発明の目的を損なわない範囲において、公知の添加剤を含んでいてもよい。例えば、潤滑材、顔料、レベリング剤、消泡剤等を含んでいてもよい。本実施形態の塗料組成物に加えることのできる潤滑剤としては、特に限定されないが、例えば、ポリオール化合物と脂肪酸とのエステル化物である脂肪酸エステルワックス、シリコン系ワックス、ポリテトラフルオロエチレン等のフッ素系ワックス、ポリエチレンなどのポリオレフィンワックス、パラフィンワックス、ラノリン、モンタンワックス、マイクロクリスタリンワックス、カルナバろう、およびシリコン系化合物、ワセリンなどを挙げることができる。これらの潤滑剤は一種、または二種以上を混合し使用できる。
本実施形態の塗料組成物に対しては、さらに本発明の目的を損なわない範囲において、公知の添加剤を含んでいてもよい。例えば、潤滑材、顔料、レベリング剤、消泡剤等を含んでいてもよい。本実施形態の塗料組成物に加えることのできる潤滑剤としては、特に限定されないが、例えば、ポリオール化合物と脂肪酸とのエステル化物である脂肪酸エステルワックス、シリコン系ワックス、ポリテトラフルオロエチレン等のフッ素系ワックス、ポリエチレンなどのポリオレフィンワックス、パラフィンワックス、ラノリン、モンタンワックス、マイクロクリスタリンワックス、カルナバろう、およびシリコン系化合物、ワセリンなどを挙げることができる。これらの潤滑剤は一種、または二種以上を混合し使用できる。
<塗装金属板>
次に、本実施形態の塗装金属板について説明する。本実施形態の塗装金属板は、金属板の少なくとも片面上に、好適には缶内面となる面に塗膜を有し、より好適には金属板の両面上に塗膜を有することが望ましい。塗膜は、上述した塗料組成物を金属板上に塗布した後、加熱等により焼付けることにより形成することができ、好適には金属板の金属表面上に塗膜が形成されていること(金属板に直接接するように塗膜が形成されていること)が望ましい。本実施形態の塗装金属板は、絞りしごき缶用に適した金属板である。
次に、本実施形態の塗装金属板について説明する。本実施形態の塗装金属板は、金属板の少なくとも片面上に、好適には缶内面となる面に塗膜を有し、より好適には金属板の両面上に塗膜を有することが望ましい。塗膜は、上述した塗料組成物を金属板上に塗布した後、加熱等により焼付けることにより形成することができ、好適には金属板の金属表面上に塗膜が形成されていること(金属板に直接接するように塗膜が形成されていること)が望ましい。本実施形態の塗装金属板は、絞りしごき缶用に適した金属板である。
本実施形態の塗装金属板に好適に用いられる金属板としては、例えば、熱延伸鋼板、冷延鋼板、溶融亜鉛メッキ鋼板、電気亜鉛メッキ鋼板、合金メッキ鋼板、アルミニウム亜鉛合金メッキ鋼板、アルミニウム板、アルミニウム合金板、スズメッキ鋼板、ステンレス鋼板、銅板、銅メッキ鋼板、ティンフリースチール、ニッケルメッキ鋼板、極薄スズメッキ鋼板、クロム処理鋼板などが挙げられる。必要に応じてこれらに各種表面処理を行ったものが使用してもよい。
本実施形態の塗装金属板について、塗膜の形成方法としては、上述した塗料組成物を、ロールコーター塗装、スプレー塗装などの公知の塗装方法によって上述の金属板に塗装することができる。また塗装後、コイルオーブン等の加熱手段によって焼き付けることにより塗膜を得ることができる。
塗料組成物の焼き付け条件は、ポリエステル樹脂、硬化剤、金属基材の種類、塗工量等によって適宜調節されるが、上述した塗料組成物は、充分な硬化性を得るために、焼付け温度が150℃〜350℃、好ましくは200℃より高く320℃以下の温度で、5秒以上、好ましくは5秒〜30分間、特に好ましくは5秒〜180秒間の条件で加熱硬化させる。
塗膜重量は特に限定されないが、乾燥・焼付け後の塗膜重量で300mg/dm2以下、好ましくは20mg/dm2〜200mg/dm2、より好ましくは30mg/dm2〜150mg/dm2、更に好ましくは40mg/dm2〜140mg/dm2の範囲であることが好ましい。塗膜重量は塗装金属板の用途により適宜決められる。塗膜の焼き付け条件は、使用した溶剤や塗装する金属材料の種類、厚さ、塗装速度などにより適宜調節される。
本実施形態の塗装金属板は、上記のように金属板上に塗膜が形成されているが、金属板と塗膜との間における180°ピール強度が絞りしごき加工にも耐えうるために1N/15mm以上であることが好ましい。
<絞りしごき缶>
本実施形態の絞りしごき缶は、上述した塗料組成物及び/又は塗装金属板を用いて、従来公知の絞りしごき方法により得ることができる。なお、本実施形態の塗装金属板は、成形性や潤滑性に優れるものであるから、液体のクーラントを用いる場合はもちろん、液体クーラントを用いず、ドライ条件下で成形を行った場合でも、絞りしごき缶を成形することができる。
本実施形態の絞りしごき缶は、上述した塗料組成物及び/又は塗装金属板を用いて、従来公知の絞りしごき方法により得ることができる。なお、本実施形態の塗装金属板は、成形性や潤滑性に優れるものであるから、液体のクーラントを用いる場合はもちろん、液体クーラントを用いず、ドライ条件下で成形を行った場合でも、絞りしごき缶を成形することができる。
本実施形態の絞りしごき缶は、具体的には以下のような製造方法により成形することが可能である。
まず絞りしごき成形に先立って、塗装金属板の表面にはワックス系潤滑剤、例えば、パラフィン系ワックス、白色ワセリン、パーム油、各種天然ワックス、ポリエチレンワックス等を塗布することが好ましく、これによりドライ条件下で効率よく絞りしごき加工を行うことができる。
ワックス系潤滑剤が塗布された塗装金属板を、カッピング・プレスで、ブランクを打抜き、絞り加工法により、絞りカップを成形する。本実施形態においては、下記式(3)で定義される絞り比RDが、トータル(絞りしごき缶まで)で1.1〜2.6の範囲、特に1.4〜2.6の範囲にあることが望ましい。上記範囲よりも絞り比が大きいと、絞りしわが大きくなり、塗膜に亀裂が発生して金属露出を発生するおそれがある。
RD=D/d・・・(3)
式中、Dはブランク径、dは缶胴径を表す。
まず絞りしごき成形に先立って、塗装金属板の表面にはワックス系潤滑剤、例えば、パラフィン系ワックス、白色ワセリン、パーム油、各種天然ワックス、ポリエチレンワックス等を塗布することが好ましく、これによりドライ条件下で効率よく絞りしごき加工を行うことができる。
ワックス系潤滑剤が塗布された塗装金属板を、カッピング・プレスで、ブランクを打抜き、絞り加工法により、絞りカップを成形する。本実施形態においては、下記式(3)で定義される絞り比RDが、トータル(絞りしごき缶まで)で1.1〜2.6の範囲、特に1.4〜2.6の範囲にあることが望ましい。上記範囲よりも絞り比が大きいと、絞りしわが大きくなり、塗膜に亀裂が発生して金属露出を発生するおそれがある。
RD=D/d・・・(3)
式中、Dはブランク径、dは缶胴径を表す。
次いで、前記絞りカップを、再絞り−一段又は数段階のしごき加工を行う。
本実施形態においては、下記式(4)で表されるしごき率Rが、25〜80%、特に40〜80%、より好ましくは50〜70%の範囲にあることが望ましい。上記範囲よりもしごき率が低いと、缶胴側壁部が十分に薄肉化できず、経済性の点で十分満足するものではなく、一方上記範囲よりもしごき率が高い場合には、金属露出のおそれがある。
R(%)=(tb−tw)/tb×100・・・(4)
式中、tbは元の塗装金属板の厚み、twは絞りしごき缶の缶胴側壁中央部の厚みを表す。
R(%)=(tb−tw)/tb×100・・・(4)
式中、tbは元の塗装金属板の厚み、twは絞りしごき缶の缶胴側壁中央部の厚みを表す。
また本実施形態の絞りしごき缶においては、缶胴側壁中央部(最も薄肉化されている部分)の厚みが、缶底(中央部)の厚みの20〜75%、好ましくは20〜60%の厚み、より好ましくは30〜50%の厚みであることが好適である。また、塗装金属板から絞りしごき加工により絞りしごき缶を成形した場合には、缶胴部に位置する塗膜の厚みは、加工により金属基材と同様薄くなる。従って、缶胴側壁中央部の塗膜の厚みは、製缶時にほとんど薄肉化されない缶底中央部の塗膜の厚みの20〜75%、好ましくは20〜60%、より好ましくは30〜50%の厚みとなることが好適である。
得られた絞りしごき缶を、常法に従って底部のドーミング成形及び開口端縁のトリミング加工を行う。その後、所望により、一段或いは多段のネックイン加工に付し、フランジ加工を行って、巻締用の缶とする。また、絞りしごき缶を成形した後、その上部を変形させてボトル形状にすることもできるし、底部を切り取って、他の缶端を取り付けてボトル形状とすることもできる。
なお本実施形態の絞りしごき缶は、内面及び/又は外面に塗膜を有する絞りしごき缶であって、上述の塗料組成物を用いて成形することができるものであるが、前記塗膜が主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であり、かつ缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることを特徴とする。
本実施形態の絞りしごき缶においては、前記主剤樹脂100質量部に対する硬化触媒の含有量が好ましくは0.3質量部未満、さらに好ましくは0.1質量部以下、特に好ましくは0.03〜0.1質量部であることを特徴とする。
以下、実施例を用いてさらに詳細に説明するが、本発明は以下の実施例に限定されるものではない。なお、実施例、比較例において単に部とあるものは質量部を示す。
(実施例1)
[内面塗料組成物の調整]
主剤樹脂としてポリエステル樹脂(a)(非結晶性ポリエステル樹脂、酸価:2mgKOH/g、Tg:80℃、Mn=18,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/エチレングリコール成分/プロピレングリコール成分=38/12/17/33mol%)、硬化剤としては、メチロール基をn−ブタノールでアルコキシメチル化したm−クレゾール系レゾール型フェノール樹脂(エーテル化されたメチロール基の割合:90モル%、Mn=1,200)、硬化触媒(酸触媒)としてドデシルベンゼンスルホン酸(アミン中和物)を用いた。
[内面塗料組成物の調整]
主剤樹脂としてポリエステル樹脂(a)(非結晶性ポリエステル樹脂、酸価:2mgKOH/g、Tg:80℃、Mn=18,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/エチレングリコール成分/プロピレングリコール成分=38/12/17/33mol%)、硬化剤としては、メチロール基をn−ブタノールでアルコキシメチル化したm−クレゾール系レゾール型フェノール樹脂(エーテル化されたメチロール基の割合:90モル%、Mn=1,200)、硬化触媒(酸触媒)としてドデシルベンゼンスルホン酸(アミン中和物)を用いた。
ポリエステル樹脂(a)をメチルエチルケトン/ソルベントナフサ=50/50(質量比)の混合溶剤に溶解させ、固形分30質量%のポリエステル樹脂(a)溶液を得た。レゾール型フェノール樹脂のn―ブタノール溶液(固形分50質量%)をメチルエチルケトンで希釈し、固形分30質量%のレゾール型フェノール樹脂溶液を得た。ドデシルベンゼンスルホン酸を2―ジメチルアミノエタノールでアミン中和した後、イソプロパノールに溶解させ、ドデシルベンゼンスルホン酸の固形分が30質量%の酸触媒溶液を得た。
次に、ポリエステル樹脂(a)溶液333部(固形分100部)、レゾール型フェノール樹脂溶液33部(固形分10部)、酸触媒溶液0.33部(固形分0.10部)を用いて塗料組成物[固形分濃度:約30質量%、固形分配合比:ポリエステル樹脂(a)/硬化剤/酸触媒(ドデシルベンゼンスルホン酸) = 100/10/0.1(質量比)]を調整した。
[外面用塗料組成物の調整]
ポリエステル樹脂としてポリエステル樹脂(a)、硬化剤としてはアミノ樹脂(メチルエーテル化メラミン樹脂)、硬化触媒(酸触媒)としてドデシルベンゼンスルホン酸(アミン中和物)を用いた。
ポリエステル樹脂としてポリエステル樹脂(a)、硬化剤としてはアミノ樹脂(メチルエーテル化メラミン樹脂)、硬化触媒(酸触媒)としてドデシルベンゼンスルホン酸(アミン中和物)を用いた。
上記内面用塗料組成物の調整と同様に、固形分30質量%のポリエステル樹脂(a)溶液、ドデシルベンゼンスルホン酸の酸触媒溶液を得た。アミノ樹脂をメチルエチルケトンで希釈し、固形分30質量%のアミノ樹脂溶液を得た。次に、ポリエステル樹脂a溶液333部(固形分100部)、アミノ樹脂溶液20部(固形分6部)、酸触媒溶液0.33部(固形分0.10部)を用いて塗料組成物[固形分濃度:約30質量%、固形分配合比:ポリエステル樹脂(a)/硬化剤/酸触媒(ドデシルベンゼンスルホン酸) = 100/6/0.1(質量比)]を調整した。
ポリエステル樹脂の下記測定項目は以下の方法に従った。
(1)ポリエステル樹脂の数平均分子量の測定
ゲル浸透クロマトグラフィー(GPC)によって標準ポリスチレンの検量線を用いて測定した。
(1)ポリエステル樹脂の数平均分子量の測定
ゲル浸透クロマトグラフィー(GPC)によって標準ポリスチレンの検量線を用いて測定した。
(2)ガラス転移温度の測定
示差走査熱量計(DSC)を用いて10℃/分の昇温速度で測定した。
示差走査熱量計(DSC)を用いて10℃/分の昇温速度で測定した。
(3)酸価の測定
JIS 0070の中和滴定法の試験方法に従って、4gのポリエステル樹脂を20mlのクロロホルムに溶解し、0.1NのKOHエタノール溶液で滴定し、樹脂酸価(mgKOH/g)を求めた。指示薬はフェノールフタレインを用いた。
JIS 0070の中和滴定法の試験方法に従って、4gのポリエステル樹脂を20mlのクロロホルムに溶解し、0.1NのKOHエタノール溶液で滴定し、樹脂酸価(mgKOH/g)を求めた。指示薬はフェノールフタレインを用いた。
(4)モノマー組成の測定
ポリエステル樹脂の固形物30mgを重クロロホルム0.6mLに溶解させ、1H−NMR測定し、ピーク強度からモノマー組成比を求めた。なおごく微量な成分(全モノマー成分に対して1モル%未満)は除き、組成比を決定した。
ポリエステル樹脂の固形物30mgを重クロロホルム0.6mLに溶解させ、1H−NMR測定し、ピーク強度からモノマー組成比を求めた。なおごく微量な成分(全モノマー成分に対して1モル%未満)は除き、組成比を決定した。
上記の内面用塗料組成物、外面用塗料組成物から塗装金属板及びそれを用いた絞りしごき缶を作製し、後述する各々の評価を行った。
[塗装金属板の作成]
金属板としてリン酸クロメート系表面処理アルミニウム板(3104合金、板厚:0.27mm、表面処理皮膜中のクロム重量:20mg/m2)を用い、まず、成形後に外面側となる面に、乾燥・焼付け後の塗膜重量が40mg/dm2になるように、外面用塗料組成物をバーコーターにて塗装し120℃で60秒間乾燥を行った。その後、反対側の内面側となる面に、乾燥・焼付け後の塗膜重量が90mg/dm2となるよう内面用塗料組成物をバーコーターにて塗装し、250℃(オーブンの炉内温度)で30秒間焼付けを行うことにより作成した。
金属板としてリン酸クロメート系表面処理アルミニウム板(3104合金、板厚:0.27mm、表面処理皮膜中のクロム重量:20mg/m2)を用い、まず、成形後に外面側となる面に、乾燥・焼付け後の塗膜重量が40mg/dm2になるように、外面用塗料組成物をバーコーターにて塗装し120℃で60秒間乾燥を行った。その後、反対側の内面側となる面に、乾燥・焼付け後の塗膜重量が90mg/dm2となるよう内面用塗料組成物をバーコーターにて塗装し、250℃(オーブンの炉内温度)で30秒間焼付けを行うことにより作成した。
塗装金属板の評価は以下の方法に従った。
(5)基材密着性評価(180°ピール試験)
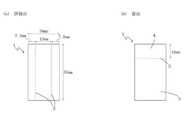
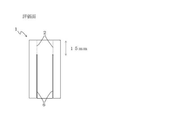
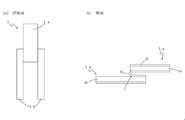
上記のようにして作製した塗装金属板から、図1(a)に示すように、金属基材の圧延(ロール目)方向が長辺となるように高さ50mm幅30mmの短冊状の試験片1を切り出した。カッターナイフを用いて、評価面の両端から7.5mm位置に、短冊状の先端から垂直に金属基材mの素地に達するような長手方向に略平行な傷2を2箇所入れた。なお2箇所の傷2間の幅は15mmに相当する。次に評価面の裏側に、短冊状の長辺の先端から15mmの位置に幅方向に平行となるように傷3を入れた(図1(b))。次いで金属はさみ等を用いて、試験片下部5から試験片上部4に向かって傷2に沿って傷3に到達するまで切れ目6を入れた(図2)。切れ目6の間の試験片の端部1aを、切れ目6の両側の端部1bを残して、傷3を起点として評価面の塗膜8が内側となるように折り曲げ、傷3に沿って2箇所の傷2間のみ幅方向に基材mを切断した。この時、剥離強度の評価部7においては、評価面の塗膜8は切断されることなく、切断分離された金属板の各々に繋がったまま残っている(図3(b))。一方で裏面の塗膜9は傷3に沿って切断されている。引張試験機(株式会社島津製作所製「オートグラフAG−IS」)を用いて180°ピール(剥離)試験を23℃下、引張速度5mm/minで行って剥離強度(ピール強度)を測定した。
(5)基材密着性評価(180°ピール試験)
上記のようにして作製した塗装金属板から、図1(a)に示すように、金属基材の圧延(ロール目)方向が長辺となるように高さ50mm幅30mmの短冊状の試験片1を切り出した。カッターナイフを用いて、評価面の両端から7.5mm位置に、短冊状の先端から垂直に金属基材mの素地に達するような長手方向に略平行な傷2を2箇所入れた。なお2箇所の傷2間の幅は15mmに相当する。次に評価面の裏側に、短冊状の長辺の先端から15mmの位置に幅方向に平行となるように傷3を入れた(図1(b))。次いで金属はさみ等を用いて、試験片下部5から試験片上部4に向かって傷2に沿って傷3に到達するまで切れ目6を入れた(図2)。切れ目6の間の試験片の端部1aを、切れ目6の両側の端部1bを残して、傷3を起点として評価面の塗膜8が内側となるように折り曲げ、傷3に沿って2箇所の傷2間のみ幅方向に基材mを切断した。この時、剥離強度の評価部7においては、評価面の塗膜8は切断されることなく、切断分離された金属板の各々に繋がったまま残っている(図3(b))。一方で裏面の塗膜9は傷3に沿って切断されている。引張試験機(株式会社島津製作所製「オートグラフAG−IS」)を用いて180°ピール(剥離)試験を23℃下、引張速度5mm/minで行って剥離強度(ピール強度)を測定した。
180°ピール試験によって測定部の塗膜が均一に剥がれた場合の剥離強度は測定開始部から5〜10mm(測定開始から1〜2分)の強度が安定した領域の平均値を読み取った。
塗膜8を基材mから強制剥離した評価部7の観察を目視で行い、評価部7の塗膜8が全面的に基材から剥がれ、剥離後の基材mに塗膜8が残っていない場合には、塗膜が界面剥離をしたと評価し、塗膜8が基材mとの密着性が高く、基材mから剥離する前に、塗膜8が破断した場合は塗膜が凝集破壊したと評価した。
評価結果は
◎ :界面剥離で剥離強度が2.0N/15mm以上 もしくは 凝集破壊
○ :界面剥離で剥離強度が2.0N/15mm未満 1.0N/15mm以上、
△ :界面剥離で剥離強度が1.0N/15mm未満 0.5N/15mm以上、
× :界面剥離で剥離強度が0.5N/15mm未満
で示した。
評価結果は
◎ :界面剥離で剥離強度が2.0N/15mm以上 もしくは 凝集破壊
○ :界面剥離で剥離強度が2.0N/15mm未満 1.0N/15mm以上、
△ :界面剥離で剥離強度が1.0N/15mm未満 0.5N/15mm以上、
× :界面剥離で剥離強度が0.5N/15mm未満
で示した。
(6)硬化性評価(MEK抽出評価)
上記と同様の方法で内面側の塗膜のみ形成した塗装金属板を作製し、得られた塗装金属板から5.0cm×5.0cmサイズの試験片を切り出し、試験片の質量測定後(W1)、200mlのMEK(メチルエチルケトン)を用い、沸騰しているMEK(80℃還流下)に試験片を1時間浸漬させ、沸点で1時間のMEK抽出を行った。抽出後の試験片をMEKで洗浄後、120℃で1分間乾燥し、抽出後の試験片の質量(W2)を測定した。さらに塗膜を濃硫酸による分解法で脱膜し、試験片の質量(W3)を測定した。塗装金属板の塗膜の硬化度を示す塗装板のMEK抽出率は下記式(5)で求められる。
MEK抽出率%=100×(W1−W2)/(W1−W3)・・・(5)
評価結果は
◎:10%未満
○:10%以上20%未満
△:20%以上30%未満
×:30%以上
で示した。
上記と同様の方法で内面側の塗膜のみ形成した塗装金属板を作製し、得られた塗装金属板から5.0cm×5.0cmサイズの試験片を切り出し、試験片の質量測定後(W1)、200mlのMEK(メチルエチルケトン)を用い、沸騰しているMEK(80℃還流下)に試験片を1時間浸漬させ、沸点で1時間のMEK抽出を行った。抽出後の試験片をMEKで洗浄後、120℃で1分間乾燥し、抽出後の試験片の質量(W2)を測定した。さらに塗膜を濃硫酸による分解法で脱膜し、試験片の質量(W3)を測定した。塗装金属板の塗膜の硬化度を示す塗装板のMEK抽出率は下記式(5)で求められる。
MEK抽出率%=100×(W1−W2)/(W1−W3)・・・(5)
評価結果は
◎:10%未満
○:10%以上20%未満
△:20%以上30%未満
×:30%以上
で示した。
(7)絞りしごき缶の作製
上記の方法で作成した塗装金属板の両面に、パラフィンワックスを塗油した後、直径142mmの円形に打ち抜き、浅絞りカップを作成した。次いで、この浅絞りカップに対し、ドライ条件下で再絞り加工、しごき加工(3段)、ドーミング加工を行い、絞りしごき缶(缶径:66mm、高さ:約130mm、トータル絞り比:2.15、しごき率:64%、缶胴側壁中央部厚み:缶底中央部厚みの38.5%)を得た。
上記の方法で作成した塗装金属板の両面に、パラフィンワックスを塗油した後、直径142mmの円形に打ち抜き、浅絞りカップを作成した。次いで、この浅絞りカップに対し、ドライ条件下で再絞り加工、しごき加工(3段)、ドーミング加工を行い、絞りしごき缶(缶径:66mm、高さ:約130mm、トータル絞り比:2.15、しごき率:64%、缶胴側壁中央部厚み:缶底中央部厚みの38.5%)を得た。
(8)製缶加工性評価(缶胴ERV試験)
上記の方法で作成した絞りしごき缶の缶底の外面側に金属露出部を形成し、缶体をエナメルレーターの陽極に接続する一方、1%食塩水360mLを缶内へ注ぎ、エナメルレーターの陰極を缶内に満たされた食塩水に浸して、室温下で6.30Vの電圧を4秒間印加した後の電流値を測定した。このような測定において、電流が多く流れるほど絶縁体である塗膜層に欠陥が存在し、缶内面の金属が露出していることを示している。
評価結果は、
◎:電流値 50mA未満
○:電流値 50mA以上100mA未満
△:電流値 100mA以上300mA未満
×:電流値 300mA以上
で示した。
上記の方法で作成した絞りしごき缶の缶底の外面側に金属露出部を形成し、缶体をエナメルレーターの陽極に接続する一方、1%食塩水360mLを缶内へ注ぎ、エナメルレーターの陰極を缶内に満たされた食塩水に浸して、室温下で6.30Vの電圧を4秒間印加した後の電流値を測定した。このような測定において、電流が多く流れるほど絶縁体である塗膜層に欠陥が存在し、缶内面の金属が露出していることを示している。
評価結果は、
◎:電流値 50mA未満
○:電流値 50mA以上100mA未満
△:電流値 100mA以上300mA未満
×:電流値 300mA以上
で示した。
(9)加工密着性評価
上記の方法で作成した絞りしごき缶の開口端を観察し、開口端近傍における塗膜の剥離度合いを目視で観察し、製缶加工時の密着性(加工密着性)を評価した。
評価結果は
○: 開口端近傍において、塗膜の剥離が確認されない。
×: 開口端近傍において、塗膜の剥離が確認される。
で示した。
上記の方法で作成した絞りしごき缶の開口端を観察し、開口端近傍における塗膜の剥離度合いを目視で観察し、製缶加工時の密着性(加工密着性)を評価した。
評価結果は
○: 開口端近傍において、塗膜の剥離が確認されない。
×: 開口端近傍において、塗膜の剥離が確認される。
で示した。
(10)耐フレーバー収着性評価(フレーバー収着試験)
上記の方法で作製した絞りしごき缶の缶底から高さ8.0cmの位置を中心に2.5cm×5.0cmの大きさの試験片を切り出し、外面側の塗膜をサンドペーバー(紙やすり)で削り、洗浄・乾燥した。モデルフレーバー試験溶液として、リモネン2ppmを含む5%エタノール水溶液を調製した。パッキン付きガラス瓶(デュラン瓶)にモデルフレーバー試験溶液を入れ、試験片を浸漬、密閉し、30℃で2週間保存した。試験片をガラス瓶より取り出し、水洗後、水滴を取り除き、ジエチルエーテル50mLに浸漬、密封、一昼夜室温保存した。抽出液を濃縮装置で濃縮し、GC−MS分析(ガスクロマトグラフィー質量分析)を行った。GC−MS分析から得られたリモネン由来の成分ピークから、検量線により収着量を求め、下記式(6)よりリモネンの仕込み量に対する比率を、リモネン収着率(%)として求めた。
リモネン収着率(%)=リモネンの収着量/リモネンの仕込み量×100・・・(6)
評価結果は
○:リモネン収着率が2%未満
×:リモネン収着率が2%以上
で示した。
上記の方法で作製した絞りしごき缶の缶底から高さ8.0cmの位置を中心に2.5cm×5.0cmの大きさの試験片を切り出し、外面側の塗膜をサンドペーバー(紙やすり)で削り、洗浄・乾燥した。モデルフレーバー試験溶液として、リモネン2ppmを含む5%エタノール水溶液を調製した。パッキン付きガラス瓶(デュラン瓶)にモデルフレーバー試験溶液を入れ、試験片を浸漬、密閉し、30℃で2週間保存した。試験片をガラス瓶より取り出し、水洗後、水滴を取り除き、ジエチルエーテル50mLに浸漬、密封、一昼夜室温保存した。抽出液を濃縮装置で濃縮し、GC−MS分析(ガスクロマトグラフィー質量分析)を行った。GC−MS分析から得られたリモネン由来の成分ピークから、検量線により収着量を求め、下記式(6)よりリモネンの仕込み量に対する比率を、リモネン収着率(%)として求めた。
リモネン収着率(%)=リモネンの収着量/リモネンの仕込み量×100・・・(6)
評価結果は
○:リモネン収着率が2%未満
×:リモネン収着率が2%以上
で示した。
(実施例2〜9、比較例1〜4)
表1に示すようにポリエステル樹脂の種類、固形分配合比を変えて内面用塗料組成物を調製した以外は、実施例1と同様に行い、評価を行った。結果を表1に示す。なお、ポリエステル樹脂として、前述のポリエステル樹脂の他に、ポリエステル樹脂(b)(非結晶性ポリエステル樹脂、酸価:22mgKOH/g、Tg:82℃、Mn=6,000、モノマー組成:テレフタル酸成分/トリメリット酸成分/エチレングリコール成分/プロピレングリコール成分=49/1/12/38mol%)、ポリエステル樹脂(c)(非結晶性ポリエステル樹脂、酸価:2mgKOH/g、Tg:84℃、Mn=18,000、モノマー組成:テレフタル酸成分/エチレングリコール成分/プロピレングリコール成分=50/14/36mol%)、ポリエステル樹脂(d)(酸価:11mgKOH/g、Tg:−25℃、Mn=17,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/セバシン酸成分/1,4−ブタンジオール成分=14/17/19/50mol%)、ポリエステル樹脂(e)(非結晶性ポリエステル樹脂、酸価:3mgKOH/g、Tg:40℃、Mn=15,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/セバシン酸成分/エチレングリコール成分/プロピレングリコール成分/ネオペンチルグリコール成分/1,4−ブタンジオール成分=25/20/5/16/14/3/17mol%)を用いた。
表1に示すようにポリエステル樹脂の種類、固形分配合比を変えて内面用塗料組成物を調製した以外は、実施例1と同様に行い、評価を行った。結果を表1に示す。なお、ポリエステル樹脂として、前述のポリエステル樹脂の他に、ポリエステル樹脂(b)(非結晶性ポリエステル樹脂、酸価:22mgKOH/g、Tg:82℃、Mn=6,000、モノマー組成:テレフタル酸成分/トリメリット酸成分/エチレングリコール成分/プロピレングリコール成分=49/1/12/38mol%)、ポリエステル樹脂(c)(非結晶性ポリエステル樹脂、酸価:2mgKOH/g、Tg:84℃、Mn=18,000、モノマー組成:テレフタル酸成分/エチレングリコール成分/プロピレングリコール成分=50/14/36mol%)、ポリエステル樹脂(d)(酸価:11mgKOH/g、Tg:−25℃、Mn=17,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/セバシン酸成分/1,4−ブタンジオール成分=14/17/19/50mol%)、ポリエステル樹脂(e)(非結晶性ポリエステル樹脂、酸価:3mgKOH/g、Tg:40℃、Mn=15,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/セバシン酸成分/エチレングリコール成分/プロピレングリコール成分/ネオペンチルグリコール成分/1,4−ブタンジオール成分=25/20/5/16/14/3/17mol%)を用いた。

本発明の塗料組成物を用いた塗装金属板及びそれを用いた絞りしごき缶は、製缶加工性、基材密着性、耐フレーバー収着性の全てを兼ね備えていることが明らかである。
本発明は、高度な製缶加工性を維持しつつ環境に配慮する金属加工の分野において、好適に利用することが可能である。
1 試験片
1a 端部
1b 端部
2 傷a
3 傷b
4 試験片上部
5 試験片下部
6 切れ目
7 評価部
8 塗膜(評価面)
9 塗膜
1a 端部
1b 端部
2 傷a
3 傷b
4 試験片上部
5 試験片下部
6 切れ目
7 評価部
8 塗膜(評価面)
9 塗膜
Claims (12)
- 主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であることを特徴とする、塗料組成物。
- 前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下である、請求項1に記載の塗料組成物。
- 前記主剤樹脂の酸価が20mgKOH/g未満である、請求項1又は2に記載の塗料組成物。
- 前記主剤樹脂100質量部に対する前記硬化剤の含有量が4〜30質量部である、請求項1〜3のいずれか一項に記載の塗料組成物。
- 金属板の少なくとも片面の金属表面上に、請求項1〜4の何れかに記載の塗料組成物による塗膜が形成されてなる絞りしごき缶用塗装金属板。
- 前記塗膜の180°ピール強度が1N/15mm以上である、請求項5に記載の絞りしごき缶用塗装金属板。
- 請求項5又は6に記載の絞りしごき缶用塗装金属板から成る絞りしごき缶。
- 内面及び/又は外面の缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みである、請求項7記載の絞りしごき缶。
- 請求項5又は6に記載の絞りしごき缶用塗装金属板を、25〜80%のしごき率にて絞りしごき加工して製造することを特徴とする、絞りしごき缶の製造方法。
- 内面及び/又は外面に塗膜を有する絞りしごき缶であって、前記塗膜が主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であり、かつ缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることを特徴とする絞りしごき缶。
- 前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下である、請求項10に記載の絞りしごき缶。
- 金属板の少なくとも片面に塗膜を有する塗装金属板から成形されてなる請求項10又は11に記載の絞りしごき缶。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020016563 | 2020-02-03 | ||
| JP2020016563 | 2020-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2021123719A true JP2021123719A (ja) | 2021-08-30 |
Family
ID=77458292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021015256A Pending JP2021123719A (ja) | 2020-02-03 | 2021-02-02 | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021123719A (ja) |
-
2021
- 2021-02-02 JP JP2021015256A patent/JP2021123719A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2873357C (en) | Coating composition and coated metal plate, metal container and metal closure coated with the coating composition | |
| US7030197B2 (en) | Aqueous resin composition, aqueous coating material containing the composition, coating provided by the material, and metal plate coated with the material | |
| EP3205495B1 (en) | Organic resin-coated coated metal plate, and can body and can lid comprising same | |
| WO2021157572A1 (ja) | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 | |
| JP6242000B2 (ja) | 塗料組成物及び金属缶 | |
| JP2006124497A (ja) | 缶塗料用樹脂組成物及びこれを用いた塗装金属板 | |
| JP2021123719A (ja) | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 | |
| JP2021123718A (ja) | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 | |
| JP2001311042A (ja) | 缶用塗料樹脂組成物及びこれを塗布した缶用塗装金属板 | |
| WO2021230210A1 (ja) | 絞りしごき缶及び絞りしごき缶用塗装金属板 | |
| JP2001311041A (ja) | 缶用塗料樹脂組成物及びこれを塗布した缶用塗装金属板 | |
| JP7235180B2 (ja) | 絞りしごき缶の製造方法及び絞りしごき缶 | |
| WO2021187621A1 (ja) | 絞りしごき缶 | |
| WO2021187622A1 (ja) | 絞りしごき缶 | |
| JP6690771B1 (ja) | 塗装金属板及び絞りしごき缶 | |
| WO2023013614A1 (ja) | シームレス缶及び塗装金属板 | |
| JP2023021955A (ja) | シームレス缶及び塗装金属板 | |
| JP2023021956A (ja) | シームレス缶及び塗装金属板 | |
| WO2023013631A1 (ja) | シームレス缶及び塗装金属板 | |
| TW202035136A (zh) | 塗裝金屬板及深沖壓罐 | |
| JP2020078929A (ja) | 塗装金属板及び絞りしごき缶 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20210302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240115 |