JP2020503464A - 難燃性ポリマーを含む、寸法安定性耐火性メルトブローン繊維及び不織布構造体 - Google Patents
難燃性ポリマーを含む、寸法安定性耐火性メルトブローン繊維及び不織布構造体 Download PDFInfo
- Publication number
- JP2020503464A JP2020503464A JP2019535872A JP2019535872A JP2020503464A JP 2020503464 A JP2020503464 A JP 2020503464A JP 2019535872 A JP2019535872 A JP 2019535872A JP 2019535872 A JP2019535872 A JP 2019535872A JP 2020503464 A JP2020503464 A JP 2020503464A
- Authority
- JP
- Japan
- Prior art keywords
- fibers
- meltblown
- fibrous structure
- nonwoven fibrous
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/02—Heat treatment
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/76—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products
- D01F6/765—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products from polyarylene sulfides
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/50—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by treatment to produce shrinking, swelling, crimping or curling of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/02—Polythioethers; Polythioether-ethers
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/30—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polycondensation products not covered by indexing codes D10B2331/02 - D10B2331/14
- D10B2331/301—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polycondensation products not covered by indexing codes D10B2331/02 - D10B2331/14 polyarylene sulfides, e.g. polyphenylenesulfide
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
Abstract
Description
A.不織布繊維構造体であって、不織布繊維構造体が、UL94V0、FAR25.853(a)、FAR25.856(a)、AITM20007A、及びAITM3−0005から選択される1つ以上の試験にハロゲン化難燃剤なしで合格することによって耐火性を示すのに十分な量のポリ(フェニレンサルファイド)を含む、複数のメルトブローン繊維を含み、当該不織布繊維構造体は、寸法安定性であり、かつ15%未満の収縮率を示し、任意に、複数のメルトブローン繊維は、核形成を達成するのに有効な量で核形成剤を含有しない、不織布繊維構造体。
a)ポリフェニレンサルファイドを含む融解流を、メルトブローダイの複数のオリフィスに通すことにより、複数のメルトブローン繊維を形成することと、
b)工程(a)のメルトブローン繊維の少なくとも一部分を、メルトブローン繊維が複数のオリフィスから出た直後に、制御された空中熱処理操作に供することであって、制御された空中熱処理操作が、メルトブローン繊維の上記部分の溶解温度よりも低い温度で、制御された空中熱処理操作を受けた繊維の部分内の分子の少なくとも一部分の応力緩和を達成するのに十分な時間実施される、供することと、
c)工程(b)の制御された空中熱処理操作を受けたメルトブローン繊維の部分の少なくとも一部を、コレクタに捕集して、不織布繊維構造体を形成することであって、不織布繊維構造体は、工程(b)の制御された空中熱処理操作を受けずに同様に調製された構造体で測定した収縮率よりも低い収縮率を示し、更に、不織布繊維構造体は、UL94V0、FAR25.853(a)、FAR25.856(a)、AITM20007A、及びAITM3−0005から選択される1つ以上の試験にハロゲン化難燃剤なしで合格することによって耐火性を示し、任意に、複数のメルトブローン繊維は、核形成を達成するのに有効な量で核形成剤を含有しない、形成することと、
を含む、製造方法。
ある特定の用語が、本明細書及び特許請求の範囲の全体を通して使用されており、これらの大部分については周知であるが、何らかの説明が必要とされる場合もある。本明細書において使用する場合、以下のようであると理解されたい。
一態様では、本発明は、不織布繊維構造体が、UL94V0、FAR25.853(a)、FAR25.856(a)、AITM20007A、及びAITM3−0005から選択される1つ以上の試験に追加のハロゲン化難燃剤なしで合格することによって耐火性を示すのに十分な量のポリ(フェニレンサルファイド)を含む、複数のメルトブローン繊維を含む不織布繊維構造体を提供する。不織布繊維構造体は寸法安定性であり、15%未満の収縮率を示す。いくつかの例示的実施形態では、複数のメルトブローン繊維は、核形成を達成するのに有効な量の核形成剤を含有しない。
本開示のメルトブローン不織布繊維構造体又はウェブは、一般に、不連続繊維とみなしてもよいメルトブローン繊維を含む。しかしながら、例えば融解状態からの固化の度合など、選択された操作パラメータに応じて、捕集された繊維は半連続的又は本質的に不連続であり得る。
メルトブローン繊維は、ポリ(フェニレン)サルファイドを含み、任意に、少なくとも1つの熱可塑性半結晶性(コ)ポリマー、又は少なくとも1つの熱可塑性半結晶性ポリエステル(コ)ポリマーと少なくとも1つの他の(コ)ポリマーとのブレンドなどの追加材料を含んで、(コ)ポリマーブレンドを形成してもよい。
本開示のメルトブローン不織布繊維は、不織布繊維構造体がUL94V0、FAR25.853(a)、FAR25.856(a)、AITM20007A、及びAITM3−0005から選択される1つ以上の試験に(PPS以外の)追加の難燃剤なしで合格することによって耐火性を示すのに十分な量のポリ(フェニレンサルファイド)(PPS)を含む。
(1)試験サンプルは、15秒以下で自己消火すること、
(2)試験サンプルの炭化長は、最大8インチ(20.32cm)であること、及び
(3)試験サンプルからのいかなる滴下の最大燃焼時間も5秒であること、が挙げられる。
他の例示的実施形態では、前述の実施形態のいずれか1つに記載の不織布繊維構造体は、ポリ(フェニレンサルファイド)と、任意に少なくとも1つの熱可塑性半結晶性(コ)ポリマー、又は少なくとも1つの熱可塑性半結晶性ポリエステル(コ)ポリマーと少なくとも1つの他の(コ)ポリマーとのブレンドとを含む繊維を含み、(コ)ポリマーブレンドを形成する。
いくつかの例示的実施形態では、複数のメルトブローン繊維は、少なくとも1つの熱可塑性非結晶性(コ)ポリマーを更に含む。一部の例示的実施形態では、複数のメルトブローン繊維は、少なくとも1つの熱可塑性非結晶性(コ)ポリマーを、複数のメルトブローン繊維の総重量を基準として、1重量%、2重量%、3重量%、4重量%、又は更には5重量%を超える量で含む。いくつかのこのような例示的実施形態では、複数のメルトブローン繊維は、少なくとも1つの熱可塑性非結晶性(コ)ポリマーを、複数のメルトブローン繊維の総重量を基準として、少なくとも1重量%、2重量%、3重量%、4重量%、5重量%、7.5重量%、又は更には10重量%であり、最大で15重量%、14重量%、13重量%、12重量%、11重量%、又は更には10重量%の量で含む。
更なる例示的実施形態では、本開示の不織布メルトブローン繊維構造体は、1つ以上の任意成分を更に含んでもよい。任意成分は、単独で使用してもよく、不織布メルトブローン繊維構造体の最終用途に好適な任意の組み合わせで使用してもよい。3つの非限定的な、現在好ましい任意成分としては、以下に更に記載される任意のステープルファイバー成分、任意のエレクトレット繊維、及び任意の微粒子成分が挙げられる。
一部の例示的実施形態では、不織布繊維ウェブは、ステープルファイバーを追加的に含んでもよい。一般に、ステープルファイバーは、例えば、メルトブローン不織布繊維ウェブのコスト削減又は特性改良のための、充填繊維として作用する。
本開示の不織布メルトブローン繊維ウェブは、任意にエレクトレット繊維を含んでもよい。好適なエレクトレット繊維は、米国特許第4,215,682号、同第5,641,555号、同第5,643,507号、同第5,658,640号、同第5,658,641号、同第6,420,024号、同第6,645,618号、同第6,849,329号、及び同第7,691,168号に記載されており、その開示全体が参照により本明細書に援用される。
更なる例示的実施形態では、不織布繊維構造体は、複数の微粒子を更に含む。複数の微粒子は、有機微粒子及び/又は無機微粒子を含んでもよい。一部の例示的実施形態では、複数の微粒子は、無機微粒子から本質的になる。いくつかのそのような実施形態では、複数の微粒子は、難燃性微粒子、膨張性微粒子、又はこれらの組み合わせを含む。
不織布メルトブローン繊維構造体は、前述の材料並びに以下のメルトブロー装置及び製造方法を使用して作製することができる。一部の例示的実施形態において、不織布メルトブローン繊維構造体は、マット、ウェブ、シート、スクリム、又はこれらの組み合わせの形態をとる。
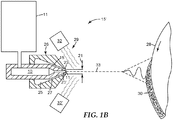
更なる例示的実施形態では、本開示は、メルトブローダイと、メルトブローダイから放出されたメルトブローン繊維に、メルトブローン繊維の溶解温度よりも低い温度で、制御された空中熱処理を行うための手段と、空中熱処理されたメルトブローン繊維を捕集するためのコレクタと、を含む装置を提供する。
更なる例示的実施形態では、本開示は、
a)ポリフェニレンサルファイドを含む融解流を、メルトブローダイの複数のオリフィスに通すことにより、複数のメルトブローン繊維を形成することと、
b)工程(a)のメルトブローン繊維の少なくとも一部分を、メルトブローン繊維が複数のオリフィスから出た直後に、制御された空中熱処理操作に供することであって、制御された空中熱処理操作が、メルトブローン繊維の上記部分の溶解温度よりも低い温度で、制御された空中熱処理操作を受けた繊維の部分内の分子の少なくとも一部分の応力緩和を達成するのに十分な時間実施される、供することと、
c)工程(b)の制御された空中熱処理操作を受けたメルトブローン繊維の部分の少なくとも一部を、コレクタに捕集して、不織布繊維構造体を形成することであって、不織布繊維構造体は、工程(b)の制御された空中熱処理操作を受けずに同様に調製された構造体で測定した収縮率よりも低い収縮率を示し、更に、不織布繊維構造体は、UL94V0、FAR25.853(a)、FAR25.856(a)、AITM20007A、及びAITM3−0005から選択される1つ以上の試験に、追加の難燃剤なしで合格することによって耐火性を示す、形成することと、
を含む、製造方法を提供する。一部の例示的実施形態では、複数のメルトブローン繊維は、核形成を達成するのに有効な量の核形成剤を含有しない。
制御された空中熱処理操作は、放射加熱、自然対流加熱、強制ガス流対流加熱、又はこれらの組み合わせを用いて実施してもよい。好適な放射加熱は、例えば、赤外線又はハロゲンランプ加熱システムを用いて提供されてもよい。好適な赤外線(例えば、石英ランプ)放射加熱システムは、Research,Inc.(Eden Prairie,MN)、Infrared Heating Technologies,LLC(Oak Ridge,TN)及びRobert−Gordon,LLC(Buffalo,NY)から入手できる。好適な強制ガス流対流加熱システムは、Robert−Gordon,LLC(Buffalo,NY)、Applied Thermal Systems,Inc.(Chattanooga,TN)、及びChromalox Precision Heat and Control(Pittsburgh,PA)から入手できる。
前述の製造方法によって製造されたメルトブローダイの1つ以上のオリフィスから放出された融解(コ)ポリマーの無秩序な流れは、メルトブローン繊維の空中熱処理の最中又は後に、繊維流に導入される別個の非メルトブローン繊維又は微粒子を容易に組み込むことができる。
以下の試験方法を使用して、実施例の不織布メルトブローン繊維ウェブを特徴付ける。
実施例の不織布繊維ウェブにおけるメルトブローン繊維のメジアン繊維径は、電子顕微鏡(EM)を使用して測定した。
ソリディティは、不織布繊維ウェブの嵩密度の測定値をウェブの固体部分を構成する材料の密度で割ることによって求める。ウェブの嵩密度は、最初にウェブの(例えば、10cm×10cmの切片の)重量を測定することによって決定することができる。ウェブの重量の測定値をウェブの面積で割ることでウェブの坪量が得られ、g/m2単位で報告される。ウェブの厚さは、直径135mmのウェブのディスクを(例えば、ダイカットによって)得て、直径100mmの230gおもりをウェブ上の中央に置いてウェブ厚さを測定することによって、測定することができる。ウェブの嵩密度は、ウェブの坪量をウェブの厚さで割ることによって決定され、g/m3として報告される。
ロフトは、100%からソリディティを引いた値として報告される(例えば、7%のソリディティは、93%のロフトに等しい)。
3枚の10cm×10cmの試料を使用して、縦方向(MD)及び横断方向(CD)の両方で各ウェブサンプルのメルトブローンウェブの収縮特性を計算した。各試料の寸法を、Fisher Scientific Isotempオーブンに80℃で60分間、150℃で60分間、及び150℃で7日間にわたって試料を配置する前と配置した後に測定した。各試料の収縮率を、次の式を使用してMD及びCDについて計算した。

ウェブの圧縮強度は、下記の手順に従って測定した。直径120mmの円形の試験サンプルをウェブから切り取った。サンプルを、従来型のインストロン引張試験機で、直径150mmの圧縮プレートを用い、クロスヘッド速度25mm/分で試験した。アンビル開始高さは、サンプル厚さよりわずかに高い位置に設定した。試験サイクルシーケンスは以下のとおりであった。サンプルの厚さを0.002psi(13.79Pa)で測定した。サンプルが、初期厚さを基準として50%圧縮されるまで、圧縮を継続した。
ウェブの最大荷重時の引張強度は、ASTM D 5034−2008に従い、クロスヘッド速度300mm/分、把持距離150mmで測定した。各試験サンプルについて、最大荷重をニュートン(N)単位で記録した。各サンプルウェブの5つの複製物を試験し、その結果を平均して、最大荷重引張強度を得た。
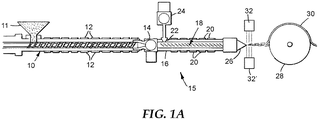
一般に図1Aに示すメルトブロー装置を使用して、不織布繊維構造体を調製した。従来のフィルムフィブリル化構成の20インチ(50.8cm)幅のメルトブローダイを設定し、320℃の温度で操作される従来型の融解押出機で運転した。ダイは、それぞれ直径0.015(0.38mm)のオリフィスを有した。
実施例1と同様の他の実施例を実施し、表2に示す変動が示された。
従来の穿孔されたオリフィス構成の20インチ(50.8cm)幅のメルトブローダイを設定し、320℃の温度で操作される従来型の融解押出機に供給した。ポリ(フェニレンサルファイド)(PPS)樹脂ペレット(CELANESE FORTRON(登録商標)0203)とポリ(エチレン)テレフタレート(PET)樹脂ペレットとのブレンドを押出機内に供給した。PPSとPETとの重量ブレンド比は4:1であった。
Claims (15)
- 不織布繊維構造体であって、
前記不織布繊維構造体が、UL94V0、FAR25.853(a)、FAR25.856(a)、AITM20007A、及びAITM3−0005から選択される1つ以上の試験にハロゲン化難燃剤なしで合格することによって耐火性を示すのに十分な量のポリ(フェニレンサルファイド)を含む、複数のメルトブローン繊維を含み、前記不織布繊維構造体は、寸法安定性であり、かつ15%未満の収縮率を示し、任意に、前記複数のメルトブローン繊維は、核形成を達成するのに有効な量で核形成剤を含有しない、不織布繊維構造体。 - 複数のステープルファイバーを更に含む、請求項1に記載の不織布繊維構造体。
- 前記複数のステープルファイバーが非メルトブローン繊維である、請求項2に記載の不織布繊維構造体。
- 前記複数のステープルファイバーが、(ポリフェニレンサルファイド)ステープルファイバー、非熱安定化ポリ(エチレン)テレフタレートステープルファイバー、熱安定化ポリ(エチレン)テレフタレートステープルファイバー、ポリ(エチレン)ナフタレートステープルファイバー、酸化ポリ(アクリロニトリル)ステープルファイバー、芳香族ポリアラミドステープルファイバー、ガラスステープルファイバー、セラミックステープルファイバー、金属ステープルファイバー、カーボンステープルファイバー、又はこれらの組み合わせを含む、請求項2に記載の不織布繊維構造体。
- 前記複数のステープルファイバーが、前記不織布繊維構造体の重量の90重量%以下を構成する、請求項2に記載の不織布繊維構造体。
- 前記複数のメルトブローン繊維が、ポリ(エチレン)テレフタレート、ポリ(ブチレン)テレフタレート、ポリ(エチレン)ナフタレート、ポリ(乳酸)、ポリ(ヒドロキシル)ブチレート、ポリ(トリメチレン)テレフタレート、ポリカーボネート、ポリエーテルイミド(PEI)、又はこれらの組み合わせからなる群から選択される熱可塑性半結晶性(コ)ポリマーを更に含む、請求項1に記載の不織布繊維構造体。
- 前記熱可塑性半結晶性(コ)ポリマーの量が、前記複数のメルトブローン繊維の重量の50重量%以下である、請求項6に記載の不織布繊維構造体。
- 前記複数のメルトブローン繊維が、少なくとも1つの熱可塑性非結晶性(コ)ポリマーを、前記不織布繊維構造体の重量の15重量%以下の量で更に含む、請求項6に記載の不織布繊維構造体。
- 複数の微粒子を更に含み、任意に前記複数の微粒子が無機微粒子を含む、請求項1に記載の不織布繊維構造体。
- 前記複数の微粒子が、難燃性微粒子、膨張性微粒子、又はこれらの組み合わせを含む、請求項9に記載の不織布繊維構造体。
- 前記複数の微粒子が、前記不織布繊維構造体の重量を基準として40重量%以下の量で存在する、請求項9に記載の不織布繊維構造体。
- 前記不織布繊維構造体が、マット、ウェブ、シート、スクリム、布地、又はこれらの組み合わせからなる群から選択される、請求項1に記載の不織布繊維構造体。
- 請求項1に記載の不織布繊維構造体を含む物品であって、前記物品が、断熱物品、防音物品、流体濾過物品、拭取り布、外科用ドレープ、創傷用包帯、衣類、呼吸マスク、又はこれらの組み合わせからなる群から選択される、物品。
- 前記不織布繊維構造体の厚さが、0.5cm〜10.5cmである、請求項13に記載の物品。
- 寸法安定性耐火性不織布繊維構造体を作製する製造方法であって、
a)ポリフェニレンサルファイドを含む融解流を、メルトブローダイの複数のオリフィスに通すことにより、複数のメルトブローン繊維を形成することと、
b)工程(a)の前記メルトブローン繊維の少なくとも一部分を、前記メルトブローン繊維が前記複数のオリフィスから出た直後に、制御された空中熱処理操作に供することであって、前記制御された空中熱処理操作が、前記メルトブローン繊維の前記部分の溶解温度よりも低い温度で、前記制御された空中熱処理操作を受けた前記繊維の前記部分内の分子の少なくとも一部分の応力緩和を達成するのに十分な時間実施される、供することと、
c)工程(b)の前記制御された空中熱処理操作を受けた前記メルトブローン繊維の前記部分の少なくとも一部を、コレクタに捕集して、不織布繊維構造体を形成することであって、前記不織布繊維構造体は、工程(b)の前記制御された空中熱処理操作を受けずに同様に調製された構造体で測定した収縮率よりも低い収縮率を示し、更に、前記不織布繊維構造体は、UL94V0、FAR25.853(a)、FAR25.856(a)、AITM20007A、及びAITM3−0005から選択される1つ以上の試験に、追加の難燃剤なしで合格することによって耐火性を示し、任意に、前記複数のメルトブローン繊維は、核形成を達成するのに有効な量で核形成剤を含有しない、形成することと、
を含む、製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662439997P | 2016-12-29 | 2016-12-29 | |
| US62/439,997 | 2016-12-29 | ||
| PCT/US2017/068854 WO2018126085A1 (en) | 2016-12-29 | 2017-12-29 | Dimensionally-stable, fire-resistant melt-blown fibers and nonwoven structures including a flame retarding polymer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020503464A true JP2020503464A (ja) | 2020-01-30 |
| JP2020503464A5 JP2020503464A5 (ja) | 2021-02-12 |
Family
ID=62710672
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019535872A Pending JP2020503464A (ja) | 2016-12-29 | 2017-12-29 | 難燃性ポリマーを含む、寸法安定性耐火性メルトブローン繊維及び不織布構造体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200071865A1 (ja) |
| EP (1) | EP3562979B1 (ja) |
| JP (1) | JP2020503464A (ja) |
| CN (1) | CN110291233A (ja) |
| WO (1) | WO2018126085A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023189975A1 (ja) * | 2022-03-29 | 2023-10-05 | イビデン株式会社 | 防炎シート及びその製造方法、並びに電池パック |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111819245A (zh) | 2017-12-28 | 2020-10-23 | 3M创新有限公司 | 包含阻燃聚合物的陶瓷涂覆的纤维以及制备非织造结构的方法 |
| CN112585309A (zh) | 2018-08-21 | 2021-03-30 | 欧文斯科宁知识产权资产有限公司 | 混合增强织物 |
| CN112689692B (zh) | 2018-08-21 | 2023-10-13 | 欧文斯科宁知识产权资产有限公司 | 具有用于改进的织物浸入的缝合纱的多轴增强织物 |
| US20210292947A1 (en) | 2018-10-16 | 2021-09-23 | 3M Innovative Properties Company | Flame-retardant non-woven fibrous webs |
| EP3867434A4 (en) | 2018-10-16 | 2022-08-03 | 3M Innovative Properties Company | FLAME RETARDANT NON-WOVEN FIBROUS VEILS |
| CN113584722B (zh) * | 2020-04-17 | 2022-08-05 | 福建恒安集团有限公司 | 一种熔喷无纺布的成型工艺 |
| CN113601719A (zh) * | 2021-08-02 | 2021-11-05 | 巢湖市宏川机械制造有限公司 | 一种基于生物质纤维制备蒸汽砖的方法 |
| WO2024021038A1 (en) * | 2022-07-29 | 2024-02-01 | Dow Global Technologies Llc | Synthethic insulation with improved softness |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07138860A (ja) * | 1993-06-21 | 1995-05-30 | Tonen Chem Corp | ポリアリーレンスルフィドメルトブロー不織布、及びその製造方法 |
| JP2007113158A (ja) * | 2005-10-24 | 2007-05-10 | Yuniseru Kk | 耐熱性不織布 |
| JP2009228152A (ja) * | 2008-03-21 | 2009-10-08 | Asahi Kasei Fibers Corp | 耐熱性繊維不織布 |
| JP2013072148A (ja) * | 2011-09-27 | 2013-04-22 | Toray Ind Inc | 繊維シートおよびその製造方法 |
| JP2016538439A (ja) * | 2013-11-26 | 2016-12-08 | スリーエム イノベイティブ プロパティズ カンパニー | 寸法安定性メルトブローン不織布繊維構造とその製造方法及び製造装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6110589A (en) * | 1995-12-11 | 2000-08-29 | Pall Corporation | Polyarylene sulfide melt blown fibers and products |
| JP4919852B2 (ja) * | 2007-03-26 | 2012-04-18 | 日本バイリーン株式会社 | 接着繊維シート及びその製造方法 |
| WO2011133396A1 (en) * | 2010-04-22 | 2011-10-27 | 3M Innovative Properties Company | Nonwoven fibrous webs containing chemically active particulates and methods of making and using same |
| US20130273281A1 (en) * | 2012-04-13 | 2013-10-17 | Ticona Llc | Polyarylene Sulfide Composition Including a Silane Coupling Agent and a Silicone Elastomer |
| CN104667630B (zh) * | 2015-01-14 | 2017-04-19 | 上海特安纶纤维有限公司 | 一种含砜基的共混型芳族聚酰胺纤维耐高温滤料及其制造方法 |
-
2017
- 2017-12-29 CN CN201780081078.2A patent/CN110291233A/zh active Pending
- 2017-12-29 US US16/467,399 patent/US20200071865A1/en not_active Abandoned
- 2017-12-29 WO PCT/US2017/068854 patent/WO2018126085A1/en unknown
- 2017-12-29 EP EP17887280.0A patent/EP3562979B1/en active Active
- 2017-12-29 JP JP2019535872A patent/JP2020503464A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07138860A (ja) * | 1993-06-21 | 1995-05-30 | Tonen Chem Corp | ポリアリーレンスルフィドメルトブロー不織布、及びその製造方法 |
| JP2007113158A (ja) * | 2005-10-24 | 2007-05-10 | Yuniseru Kk | 耐熱性不織布 |
| JP2009228152A (ja) * | 2008-03-21 | 2009-10-08 | Asahi Kasei Fibers Corp | 耐熱性繊維不織布 |
| JP2013072148A (ja) * | 2011-09-27 | 2013-04-22 | Toray Ind Inc | 繊維シートおよびその製造方法 |
| JP2016538439A (ja) * | 2013-11-26 | 2016-12-08 | スリーエム イノベイティブ プロパティズ カンパニー | 寸法安定性メルトブローン不織布繊維構造とその製造方法及び製造装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023189975A1 (ja) * | 2022-03-29 | 2023-10-05 | イビデン株式会社 | 防炎シート及びその製造方法、並びに電池パック |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3562979B1 (en) | 2024-01-24 |
| WO2018126085A1 (en) | 2018-07-05 |
| CN110291233A (zh) | 2019-09-27 |
| US20200071865A1 (en) | 2020-03-05 |
| EP3562979A4 (en) | 2020-07-15 |
| EP3562979A1 (en) | 2019-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020503464A (ja) | 難燃性ポリマーを含む、寸法安定性耐火性メルトブローン繊維及び不織布構造体 | |
| US11105018B2 (en) | Dimensionally-stable melt blown nonwoven fibrous structures, and methods and apparatus for making same | |
| JP2021509449A (ja) | 難燃性ポリマーを含むセラミックコーティングされた繊維、及び不織布構造の製造方法 | |
| US8512569B2 (en) | Fluid filtration articles and methods of making and using the same | |
| JP5524862B2 (ja) | 連続微粒子相を有する複合不織繊維ウェブ、並びにその作製及び使用方法 | |
| JP7066686B2 (ja) | 積層複合体およびその製造方法 | |
| JP6461277B2 (ja) | メルトブロープロセス、低収縮性メルトブローポリマー繊維及び繊維構造体、並びにメルトブロー可能なポリマー組成物 | |
| JP7139319B2 (ja) | 熱可塑性複合材、熱可塑性複合材の製造方法及びパネル | |
| JPWO2019107343A1 (ja) | 耐火部材 | |
| JP2020529526A (ja) | 結晶性ポリオレフィン及び炭化水素粘着付与樹脂を含む半連続フィラメント、及びその製造方法 | |
| JP2022505070A (ja) | 難燃性不織繊維ウェブ | |
| JP2012210588A (ja) | ろ材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201224 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220111 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20220311 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220406 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220802 |