JP2019102702A - はんだ付け装置 - Google Patents
はんだ付け装置 Download PDFInfo
- Publication number
- JP2019102702A JP2019102702A JP2017233685A JP2017233685A JP2019102702A JP 2019102702 A JP2019102702 A JP 2019102702A JP 2017233685 A JP2017233685 A JP 2017233685A JP 2017233685 A JP2017233685 A JP 2017233685A JP 2019102702 A JP2019102702 A JP 2019102702A
- Authority
- JP
- Japan
- Prior art keywords
- unit
- substrate
- temperature
- heating
- surface side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Molten Solder (AREA)
Abstract
【課題】基板の上面側からの加熱箇所を適宜変更可能とすることによって、はんだ付け対象となる被めっき対象物の生産効率及び品質を向上させる。【解決手段】溶融はんだを用いて電子部品を基板に接合するはんだ付け装置100であって、基板の下面側にフラックスを塗布するフラクサ部102と、フラックスが塗布された基板を下面側から予加熱するプリヒート部103と、予加熱された基板の下面側に溶融はんだを供給してはんだ付け処理を実行するはんだ供給部104と、フラクサ部、プリヒート部、又ははんだ供給部の少なくとも何れかにおける基板を上面側から部分的に加熱する部分加熱部110と、を備え、部分加熱部には、加熱部を所定の位置に変位可能な局所熱源が所定の間隔で複数設けられていることを特徴とする。【選択図】図1
Description
本発明は、溶融はんだを用いて電子部品を基板に接合するはんだ付け装置に関する。
回路基板等の基板にはんだ付けをする際に、はんだ付け工程前に基板の下面側の全面をヒータで加熱して、次工程のはんだ付け装置ではんだ付けを行うか、はんだ付け時に溶融はんだの輻射熱や対流、温風で基板の下面から加熱していた。このような従来の加熱法では、前工程で加熱した場合にはんだ付けをする次工程に移るまでに加熱した箇所の温度が低下したり、加熱する工程が別々に分かれているため、はんだ付けをする際におけるトータル時間が長くなるデメリットがある。また、はんだ付け時における基板の下面側からの加熱では、基板の下面と上面の温度差があることから、基板の厚さが厚いほど当該温度差が大きくなるので、スルーホールにはんだが十分に濡れ上がらず、孔の途中ではんだが冷えて固まってしまう現象が起きて品質上問題となっていた。
一方、基板の上面側から全面加熱する場合では、基板に挿入する部品本体を構成する樹脂等を加熱する温度の制約により十分に熱を与えられないことや、余分な時間を要する問題があった。また、全面加熱の場合では、プリント基板や搭載部品による熱容量の差異があり、加熱後に温度ムラや温度分布が大きい問題があった。かかる問題を解決する従来技術として、特許文献1には、フローはんだ付け装置にプリント基板の搬送方向と直交する位置にプリント配線基板の上面側から複数の開閉制御式の加熱ノズルを当接させるものが開示されている。
しかしながら、プリント基板や回路基板等の基板にはんだ付けをする際に、はんだ付けする基板に搭載される電子部品の配置や構成によって、当該基板の上面側から加熱すべき箇所が異なるので、はんだ付け対象となる基板に搭載される電子部品の配置や構成に応じて加熱箇所を変更できることが好ましい。また、はんだ付けでポイント加熱をする場合には、温度の低い周辺に放熱されて余分に加熱時間を要して生産効率が下がることも問題となっていた。すなわち、基板に搭載される電子部品の配置や構成に基づいて当該基板の上面側からの加熱箇所を適宜変更可能とすることによって、はんだ付け対象となる被めっき対象物の生産効率及び品質を向上させることが望まれる。
本発明は、上記課題に鑑みてなされたものであり、基板の上面側からの加熱箇所を適宜変更可能とすることによって、はんだ付け対象となる被めっき対象物の生産効率及び品質を向上させることの可能な、新規かつ改良されたはんだ付け装置を提供することを目的とする。
本発明の一態様は、溶融はんだを用いて電子部品を基板に接合するはんだ付け装置であって、前記基板の下面側にフラックスを塗布するフラクサ部と、前記フラックスが塗布された前記基板を下面側から予加熱するプリヒート部と、予加熱された前記基板の下面側に前記溶融はんだを供給してはんだ付け処理を実行するはんだ供給部と、前記フラクサ部、前記プリヒート部、又は前記はんだ供給部の少なくとも何れかにおける前記基板を上面側から部分的に加熱する部分加熱部と、を備え、前記部分加熱部には、加熱部を所定の位置に変位可能な局所熱源が所定の間隔で複数設けられていることを特徴とする。
本発明の一態様によれば、部分加熱部に設けられる局所熱源の加熱部を基板の上面側の所望の位置を効率的に部分加熱できるように変位可能に構成されるので、はんだ付け対象となる被めっき対象物の生産効率及び品質が向上する。
このとき、本発明の一態様では、前記部分加熱部には、前記局所熱源の近傍の温度を検知する温度センサが設けられ、前記温度センサが検知した温度に基づいて前記加熱部の温度が調整されることとしてもよい。
このようにすれば、基板の上面側を部分的に加熱する際に、所望の温度に確実に加熱できるようになる。
また、本発明の一態様では、前記局所熱源が所定の温度の温風を送風するノズルであり、前記加熱部が前記ノズルの開口部であり、前記温度センサが検知した温度に基づいて前記開口部から送風される前記温風の温度及び風量が調整されることとしてもよい。
このようにすれば、ノズルから送風される温風の温度と風量を所望の大きさにすることによって、効率的に基板の上面側を部分的に加熱できるので、はんだ付け対象となる被めっき対象物の生産効率及び品質が向上する。
また、本発明の一態様では、前記ノズルは、前記開口部が鉛直方向に対して斜め下方向に向かう屈曲した構成であり、前記開口部の位置を該ノズルの回転移動又は鉛直方向への移動の少なくとも何れかによって変位可能とすることとしてもよい。
このようにすれば、より簡素な構成で基板の上面側の所望の位置を温風によって部分的に加熱できるようになる。
また、本発明の一態様では、前記ノズルは、可撓性を有する構成であり、該ノズルを屈曲することによって前記開口部の位置を変位可能とすることとしてもよい。
このようにすれば、より簡素な構成で基板の上面側の所望の位置を温風によって部分的に加熱できるようになる。
また、本発明の一態様では、前記局所熱源が熱伝導による加熱源であり、前記センサが検知した温度に基づいて該加熱源の温度が調整されることとしてもよい。
このようにすれば、より簡素な構成で基板の上面側の所望の位置を熱伝導によって部分的に加熱できるようになる。
また、本発明の一態様では、前記部分加熱部は、複数の前記局所熱源が一体で着脱可能なユニット構造体であることとしてもよい。
このようにすれば、フラクサ部、プリヒート部、及びはんだ供給部の何れにもユニット構造体からなる部分加熱部を取り付けることによって、確実に基板の上面側の所望の位置を部分的に加熱できるようになる。
また、本発明の一態様では、前記ユニット構造体は、前記局所熱源の配置及び個数を調整可能に構成されることとしてもよい。
このようにすれば、より簡素な構成で基板の上面側の所望の位置を所望の温度に部分的に加熱できるようになる。
以上説明したように本発明によれば、基板の上面側を部分的に加熱する部分加熱部が加熱対象の領域範囲と温度を適宜変更可能に構成されるので、はんだ付け対象となる被めっき対象物の生産効率及び品質が向上する。
以下、本発明の好適な実施の形態について詳細に説明する。なお、以下に説明する本実施形態は、特許請求の範囲に記載された本発明の内容を不当に限定するものではなく、本実施形態で説明される構成の全てが本発明の解決手段として必須であるとは限らない。
まず、本発明の一実施形態に係るはんだ付け装置の概略構成について、図面を使用しながら説明する。図1は、本発明の一実施形態に係るはんだ付け装置の概略構成を示すブロック図である。
本発明の一実施形態に係るはんだ付け装置100は、溶融はんだを用いて電子部品を基板に接合する際に使用され、プリント基板や回路基板等のはんだ付け対象となる基板に対するはんだ付け処理を1つのはんだ槽において一括して行う。本発明の一実施形態に係るはんだ付け装置100は、図1に示すように、基板搬入部101、フラクサ部102、プリヒート部103、はんだ供給部104、基板搬出部105、部分加熱部110、及び制御部150を備える。
基板搬入部101は、搬入したはんだ付け対象となる基板をフラクサ部102に送り出す機能を有し、例えば、無端状の基板搬入ベルト(図示せず)と、この搬入ベルトを駆動する搬入ベルト駆動モータ(図示せず)からなる搬入コンベア(図示せず)を備える。基板搬入部101は、例えば、搬入ベルト駆動モータにより基板搬入ベルトを右方向に走行させて、搬入した基板をフラクサ部102に送り出す。
フラクサ部102は、はんだ付け対象となる基板の下面側にフラックスを塗布する機能を有し、基板搬入部101から搬入された基板に対して下面側からフラックスを塗布するためのノズル(図示せず)を備える。フラクサ部102は、基板にフラックスを塗布することではんだの表面張力を小さくし、基板に対するはんだの濡れ性を向上させる。
プリヒート部103は、フラックスが塗布された基板を下面側から所定の温度に予加熱する機能を有し、例えば、ヒータ及びファン(図示せず)を備えており、ヒータに対してファンから空気を供給して熱風を循環させる。プリヒート部103は、フラクサ部102でフラックスが塗布された基板を所定温度に熱することで、プリント基板に塗布されたフラックスの乾燥及び反応性を高める活性化を促進してフラックスの効果を高める。
はんだ供給部104は、プリヒート部103で予加熱された基板の下面側の所定の部位に溶融はんだを供給してはんだ付け処理を実行する機能を有する。はんだ供給部104は、溶融はんだを貯留するはんだ槽(図示せず)と、溶融はんだを噴流する単数又は複数の噴流ノズル104a(図5(C)参照)と、当該噴流ノズル104aが取り付けられる噴流ノズル取付け部材(図示せず)とを備える。なお、噴流ノズル104aが単数の場合は、噴流ノズル104a又ははんだ付け対象の基板の何れかが可動式とすることによって、噴流ノズル104aが順次はんだ付け部位に対して移動可能な構成としている。
基板搬出部105は、例えば、基板排出ベルト(図示せず)と、基板排出ベルトを駆動する排出ベルト駆動モータ(図示せず)とを備えている。基板搬出部105では、所定のはんだ付け処理が行われたプリント基板が搬出される。
部分加熱部110は、フラクサ部102、プリヒート部103、又ははんだ供給部104の少なくとも何れかにおける基板を上面側から部分的に所望の温度(80〜300℃程度)となるように加熱する機能を有する。本実施形態では、部分加熱部110には、加熱部112a(図2参照)を所定の位置に変位可能な局所熱源112(図2参照)が所定の間隔で複数設けられていることを特徴とする。
また、本実施形態では、部分加熱部110は、図1に示すように、フラクサ部102、プリヒート部103、及びはんだ供給部104のそれぞれに設けられる。すなわち、部分加熱部110は、フラクサ部102、プリヒート部103、及びはんだ供給部104の何れにも設置可能となっており、フラクサ部102、プリヒート部103、及びはんだ供給部104に搬送された基板を上面側から部分的に加熱できるようになっている。部分加熱部110は、基板を上面側から部分的に加熱しない搬送時に当該基板から離れるように逃避可能な構成としてもよい。
なお、部分加熱部110に関しては、1つの部分加熱部110に対してフラクサ部102、プリヒート部103、及びはんだ供給部104がそれぞれモータ等の駆動手段を介して近接・逃避の移動が可能な可動式の態様としてもよい。部分加熱部110の構成及び動作の詳細については、後述する。
制御部150は、はんだ付け装置100に備わる各構成要素の動作等を制御する機能を有する。具体的には、制御部150は、操作部(図示せず)から供給された操作信号に基づいて、基板搬入部101、フラクサ部102、プリヒート部103、はんだ供給部104、基板搬出部105、及び部分加熱部110の各構成要素に対して制御信号を出力して各構成要素を駆動させる。これにより、はんだ付け装置100は、プリント基板の所定はんだ付け部位に対するはんだ付け処理を実行する。
本実施形態では、制御部150は、部分加熱部110に備わる温度センサ116(図2参照)が検知した温度に基づいて、加熱部112a(図2参照)の温度を好適な値に調整する機能を有する。具体的には、制御部150には、部分加熱部110の温度センサ116で検知された温度に基づいて部分的に加熱する部位の温度を判定する判定部152と、当該判定部152で判定した温度に基づいて、加熱部112aの温度を好適値に調整する調整部154が設けられている。
また、本実施形態では、制御部150は、フラクサ部102、プリヒート部103、及びはんだ供給部104のそれぞれに設けられている部分加熱部110の温度センサ116の検知結果に基づいて、フラクサ部102、プリヒート部103、及びはんだ供給部104に搬送された基板の上面側の温度を所望の値に調整している。すなわち、制御部150は、プリヒート部103、及びはんだ供給部104のそれぞれに設けられている部分加熱部110の温度センサ116の検知結果に基づいて、プリント基板や搭載部品の温度上昇状況により、部分加熱が必要と判定された部位のみを任意に選択してから、部分加熱部110を作動させて所望の温度に調整する。
次に、本発明の一実施形態に係るはんだ付け装置に備わる部分加熱部の概略構成について、図面を使用しながら説明する。図2は、本発明の一実施形態に係るはんだ付け装置に備わる部分加熱部の概略構成の一例を示す正面図である。
部分加熱部110には、図2に示すように、先端側に設けられる加熱部を所定の位置に変位可能な局所熱源として、所定の温度の温風を先端側の開口部112aから送風するノズル112が所定の間隔で筐体状の本体部114に立設するように複数(例えば5本)設けられている。本実施形態では、ノズル112は、開口部112aが鉛直方向に対して斜め下方向に向かう屈曲した構成であり、加熱部となる開口部112aを本体部114に枢支されたノズル112が回転移動又は鉛直方向への移動の少なくとも何れかによって所望の位置に変位可能としている。
すなわち、ノズル112は、本体部114に枢支されたノズル112を回転移動によって開口部112aを所望の位置に変位可能としてもよく、本体部114に枢支されたノズル112が鉛直方向に摺動等の移動によって開口部112aを所望の位置に変位可能としてもよい。また、ノズル112は、回転移動及び鉛直方向の移動の双方の移動により開口部112aを所望の位置に変位可能としてもよい。さらに、ノズル112は、本体部114を鉛直方向に移動させることによって開口部112aを所望の位置に変位可能としてもよい。なお、本実施形態では、ノズル112が回転移動や鉛直方向の移動により開口部112aの位置を変位可能としているが、基板を鉛直方向に移動させる不図示の昇降機構によって当該基板に対する加熱部となる開口部112aの位置を変位可能としてもよい。
ノズル112の先端側に有する開口部112aの近傍には、図2に示すように、熱電対等からなる温度センサ116が設けられており、当該温度センサ116が検知した温度に基づいて、ノズル112の開口部112aから送風される温風の温度及び風量が調整される。このように、本実施形態では、部分加熱部110をより簡素な構成にして、基板の上面側の所望の位置を温風によって所望の温度に部分的に加熱できるようになっている。なお、温度センサ116の設置箇所は、ノズル112の先端側の開口部112aの近傍に限定されず、ノズル112の基端側等の他の部位に設置してもよい。
また、本実施形態では、部分加熱部110は、複数の局所熱源となるノズル112が筐体状の本体部114に取り付けられ、ファンやヒータ等から構成される温風の熱源等に一体で着脱可能なユニット構造体となっている。さらに、本実施形態では、ユニット構造体となっている部分加熱部110は、本体部114同士が不図示の篏合部材等により連結可能になっているので、部分加熱対象となる部位の大きさや必要温度等に応じてノズル112の配置と個数を所望の配置と個数となるように調整可能となっている。
このように、本実施形態では、部分加熱部110が局所熱源となるノズル112の加熱部となる開口部112aを基板の上面側の所望の位置を効率的に部分加熱できるように変位可能に構成されるので、効率的に基板の上面側の加熱必要部位をポイント加熱できるようになる。このため、加熱源の固定位置を任意に可変できるノズル112にすることで、はんだ付けするプリント基板の種類に対して、上面加熱を必要とするポイントに対応することができるので、部品本体に熱ストレスを避けることができる。すなわち、はんだ付けする際に、加熱不足や過剰な加熱を抑制するので、はんだ付け品質のバラツキを抑えられ、はんだ付け対象となる被めっき対象物の生産効率及び品質が向上する。
また、本実施形態では、局所熱源となるノズル112の開口部112aの近傍に温度センサ116を設けて、当該温度センサ116の検知結果をフィードバックして、当該検知結果に基づいて開口部112aから送風される温風の温度及び風量を好適な値になるように調整できる。このため、ノズル112から送風される温風の温度と風量を所望の大きさにすることによって、効率的に基板の上面側をポイント加熱できるので、はんだ付け対象となる被めっき対象物の生産効率及び品質が向上する。
さらに、本実施形態では、部分加熱部110がフラクサ部102、プリヒート部103、及びはんだ供給部104の何れにも着脱可能に構成されるユニット構造体からなるので、部分加熱部110を必要なプロセス部位に取り付けることによって、簡素な手法で当該プロセス部位における基板の上面側の所望の位置を確実に部分加熱できるようになる。
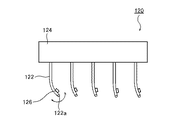
なお、本実施形態における部分加熱部110は、図2に示す構成に限定されない。例えば、図3に示すように、部分加熱部120は、本体部124に取り付ける複数のノズル122が可撓性を有する構成として、当該ノズル122を屈曲することによって先端側の開口部122aの位置を変位可能としてもよい。このとき、開口部122aの近傍に熱電対等からなる温度センサ126を取り付けて、当該温度センサ126が検知した温度をフィードバックして、ノズル122の開口部122aから送風される温風の温度及び風量が調整されるようにすることが好ましい。
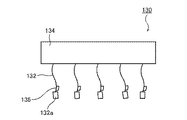
また、部分加熱部110の局所熱源は、開口部112aから温風を送風するノズル112に限定されない。例えば、図4に示すように、部分加熱部130は、本体部134に取り付けられる複数の局所熱源が接続線132の先端側に取り付けたハロゲンランプ、レーザ、部分接触ピン等の熱伝導による加熱源132aであり、センサ136が検知した温度に基づいて該加熱源132aの温度を所望の温度に調整するようにしてもよい。
次に、本発明の一実施形態に係るはんだ付け装置の動作について、図面を使用しながら説明する。図5(A)は、本発明の一実施形態に係るはんだ付け装置のフラクサ部における動作説明図であり、図5(B)は、本発明の一実施形態に係るはんだ付け装置のプリヒート部における動作説明図であり、図5(C)は、本発明の一実施形態に係るはんだ付け装置のはんだ供給部における動作説明図である。
本発明者らは、前述した本発明の目的を達成するために鋭意検討を重ねた結果、溶融はんだを用いて電子部品を基板に接合するはんだ付けをする際に、基板の厚さ等に起因して、基板の下面加熱してもスルーホール上部まで充分に熱が伝わらない場合があるので、基板の上面側から必要部位に局所加熱で熱を補うことによって、熱やフラックス不足によるはんだ濡れ拡がりやスルーホールアップが不充分といった問題を解消できることを見出した。また、本発明者らは、はんだ付けをする際における各プロセス間の温度低下の要因を注視し、各プロセスにおいて、基板の上面側から必要部位を局所加熱することを共通の部分加熱部を使用してオールインワンで実行可能にすることを見出した。そして、これらの知見に基づいて、更に研究を行った結果、本発明を完成するに至った。
本発明の一実施形態に係るはんだ付け装置100の部分加熱部110をフラクサ部102に適用すると、図5(A)に示すように、基板10の下面側からのフラックス塗布と、基板10の電子部品12が搭載される上面側からのノズル112の開口部112aから送風される温風による電子部品12への直接の加熱を回避したポイント加熱を同時に行える。このように、基板10の下面側からフラックス塗布中に、基板10の上面側からノズル112の開口部112aからの温風によるポイント加熱を行うことによって、電子部品12の熱ストレスを抑制した上で、基板10の温度低下が抑制されるので、フラックスがスルーホール上部まで充分に浸透しない不具合を解消して、タクトロスを吸収できる。
なお、ノズル112の開口部112aからの温風でポイント加熱をする場合には、フラックス塗布の阻害とならないような風量で温風を噴出することと、フラックスの可燃性に注意した温度の温風を噴出することに留意する必要がある。具体的には、フラクサ部102で部分加熱部110による上面ポイント加熱をする場合には、80〜130℃程度の温度に加熱する。
また、本発明の一実施形態に係るはんだ付け装置100の部分加熱部110をプリヒート部103に適用すると、図5(B)に示すように、基板10の下面側からの下面加熱と、基板10の電子部品12が搭載される上面側からのノズル112の開口部112aから送風される温風による電子部品12への直接の加熱を回避するポイント加熱を同時に行える。すなわち、基板10の下面側から予備加熱中に、基板10の上面側からノズル112の開口部112aから噴き出す温風で例えば100℃程度にポイント加熱を行うことによって、電子部品12の熱ストレスを抑制した上で、フラクサ部102で塗布したフラックスを活性化させながら、基板10の上面側を部分的に加熱できる。このため、フラックスの分子運動の温度依存性を利用し表面張力を下げながら、事前に全体均一加熱で気化熱による温度低下を補って、温度バランスを改善できるようになる。なお、プリヒート部103では、被加熱部となる基板10の上面温度を測定しながら設定温度を調整して、100〜200℃程度の温度範囲で上面加熱が行われる。
さらに、本発明の一実施形態に係るはんだ付け装置100の部分加熱部110をはんだ供給部104に適用すると、図5(C)に示すように、基板10の下面側からの下面加熱及びはんだ付けと、基板10の電子部品12が搭載される上面側からのノズル112の開口部112aから送風される温風による電子部品12への直接の加熱を回避するポイント加熱を同時に行える。すなわち、基板10の下面側から下面加熱と噴流ノズル104aによるはんだ付けを実行しながら、基板10の上面側からノズル112の開口部112aから噴き出す温風で所望の温度にポイント加熱を継続的に行える。
具体的には、はんだの凝固を避ける温度として、例えば、鉛(Pb)入りはんだでは、183℃以上にポイント加熱をして、Sn−3%Ag−0.5%Cu等の鉛フリーはんだでは、221℃以上にポイント加熱を行う。また、溶融はんだ(例:260℃)の接触による熱伝導があるため、必ずしもポイント加熱の温度として融点以上が必要とならないので、基板の下面と上面の温度差を少なくする温度として、150〜260℃程度の温度で基板上面をポイント加熱してもよい。
このように、部分加熱部110をはんだ供給部104に適用することによって、所望の温度でポイント加熱を継続的に行えるので、電子部品12の熱ストレスを抑制した上で、はんだ付け面の加熱に加えてスルーホールの上部のはんだ凝固を防げる。すなわち、部分加熱部110をはんだ供給部104に適用することによって、溶融はんだの流動性低下を抑制して、スルーホールアップを改善できるので、はんだ付け対象となる被めっき対象物の品質の向上が図れる。
以上説明したように、本実施形態では、はんだ付け装置100の部分加熱部110を各プロセスに適用することによって、はんだ付け対象となる基板10に搭載される電子部品12の熱ストレスを抑制した上で各プロセスにおける特有の問題をそれぞれ解決できる。また、各プロセスで基板10の上面側から部分加熱部110によるポイント加熱を行うことによって、基板10の下面側のはんだ付け作業や、下面側の予備加熱併用を同時に行いながら、温度低下を抑えることができるので、はんだ付け作業のトータル時間を短縮して生産効率を高めることができる。
さらに、加熱部の固定位置を任意に可変できるノズル112にすることで、はんだ付けするプリント基板の種類に対して上面加熱を必要とするポイントに対応することができるので、加熱不足や過剰な加熱を抑えて、はんだ付け品質のバラツキを抑えられる。また、全体加熱と比べて熱源の温度を高めに設定できることから、溶融はんだの流動性低下を抑制して、スルーホールアップを改善することによって、はんだ付け対象となる被めっき対象物の生産効率及び品質が向上するので、極めて大きな工業的価値を有する。
なお、上記のように本発明の各実施形態及び各実施例について詳細に説明したが、本発明の新規事項及び効果から実体的に逸脱しない多くの変形が可能であることは、当業者には、容易に理解できるであろう。従って、このような変形例は、全て本発明の範囲に含まれるものとする。
例えば、明細書又は図面において、少なくとも一度、より広義又は同義な異なる用語と共に記載された用語は、明細書又は図面のいかなる箇所においても、その異なる用語に置き換えることができる。また、はんだ付け装置の構成、動作も本発明の各実施形態及び各実施例で説明したものに限定されず、種々の変形実施が可能である。
10 基板、12 電子部品、100 はんだ付け装置、101 基板搬入部、102 フラクサ部、103 プリヒート部、104 はんだ供給部、104a 噴流ノズル、105 基板搬出部、110、120、130 部分加熱部、112、122 ノズル(局所熱源)、112a、122a 開口部(加熱部)、114、124、134 本体部、116、126、136 温度センサ、132 接続線、132a 加熱源(局所熱源)、150 制御部、152 判定部、154 調整部
Claims (8)
- 溶融はんだを用いて電子部品を基板に接合するはんだ付け装置であって、
前記基板の下面側にフラックスを塗布するフラクサ部と、
前記フラックスが塗布された前記基板を下面側から予加熱するプリヒート部と、
予加熱された前記基板の下面側に前記溶融はんだを供給してはんだ付け処理を実行するはんだ供給部と、
前記フラクサ部、前記プリヒート部、又は前記はんだ供給部の少なくとも何れかにおける前記基板を上面側から部分的に加熱する部分加熱部と、を備え、
前記部分加熱部には、加熱部を所定の位置に変位可能な局所熱源が所定の間隔で複数設けられていることを特徴とするはんだ付け装置。 - 前記部分加熱部には、前記局所熱源の近傍の温度を検知する温度センサが設けられ、前記温度センサが検知した温度に基づいて前記加熱部の温度が調整されることを特徴とする請求項1に記載のはんだ付け装置。
- 前記局所熱源が所定の温度の温風を送風するノズルであり、前記加熱部が前記ノズルの開口部であり、前記温度センサが検知した温度に基づいて前記開口部から送風される前記温風の温度及び風量が調整されることを特徴とする請求項2に記載のはんだ付け装置。
- 前記ノズルは、前記開口部が鉛直方向に対して斜め下方向に向かう屈曲した構成であり、前記開口部の位置を該ノズルの回転移動又は鉛直方向への移動の少なくとも何れかによって変位可能とすることを特徴とする請求項3に記載のはんだ付け装置。
- 前記ノズルは、可撓性を有する構成であり、該ノズルを屈曲することによって前記開口部の位置を変位可能とすることを特徴とする請求項3に記載のはんだ付け装置。
- 前記局所熱源が熱伝導による加熱源であり、前記温度センサが検知した温度に基づいて該加熱源の温度が調整されることを特徴とする請求項2に記載のはんだ付け装置。
- 前記部分加熱部は、複数の前記局所熱源が一体で着脱可能なユニット構造体であることを特徴とする請求項1乃至6の何れか1項に記載のはんだ付け装置。
- 前記ユニット構造体は、前記局所熱源の配置及び個数を調整可能に構成されることを特徴とする請求項7に記載のはんだ付け装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017233685A JP2019102702A (ja) | 2017-12-05 | 2017-12-05 | はんだ付け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017233685A JP2019102702A (ja) | 2017-12-05 | 2017-12-05 | はんだ付け装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019102702A true JP2019102702A (ja) | 2019-06-24 |
Family
ID=66977164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017233685A Pending JP2019102702A (ja) | 2017-12-05 | 2017-12-05 | はんだ付け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019102702A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003062686A (ja) * | 2001-08-29 | 2003-03-05 | Sharp Corp | フローはんだ付け装置 |
| JP2006156767A (ja) * | 2004-11-30 | 2006-06-15 | Hitachi Ltd | はんだ付け装置 |
| JP2007227663A (ja) * | 2006-02-23 | 2007-09-06 | Sharp Corp | 半田付け実装構造の製造方法および製造装置 |
| JP2017092133A (ja) * | 2015-11-05 | 2017-05-25 | 千住金属工業株式会社 | 蓋開閉機構及びはんだ付け装置 |
-
2017
- 2017-12-05 JP JP2017233685A patent/JP2019102702A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003062686A (ja) * | 2001-08-29 | 2003-03-05 | Sharp Corp | フローはんだ付け装置 |
| JP2006156767A (ja) * | 2004-11-30 | 2006-06-15 | Hitachi Ltd | はんだ付け装置 |
| JP2007227663A (ja) * | 2006-02-23 | 2007-09-06 | Sharp Corp | 半田付け実装構造の製造方法および製造装置 |
| JP2017092133A (ja) * | 2015-11-05 | 2017-05-25 | 千住金属工業株式会社 | 蓋開閉機構及びはんだ付け装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10086460B2 (en) | Soldering module | |
| US20070039999A1 (en) | Soldering apparatus and soldering method | |
| JP2010523813A (ja) | 金属地金を金属浴内に導入するための装置 | |
| US20100219228A1 (en) | Reflow apparatus | |
| JP6227992B2 (ja) | 半田付け装置および方法 | |
| JP2009289973A (ja) | リフローはんだ付け方法およびリフローはんだ付け装置 | |
| JP5533650B2 (ja) | 自動はんだ付け装置 | |
| JP2019102702A (ja) | はんだ付け装置 | |
| CA2544758C (en) | Dual stage pre-heater | |
| KR101705441B1 (ko) | 반송 가열 장치 | |
| JP2005203406A (ja) | はんだ付け方法およびはんだ付け装置 | |
| JP5975165B1 (ja) | 蓋開閉機構及びはんだ付け装置 | |
| JPH0677639A (ja) | フローハンダ付け装置およびリフローハンダ付け装置 | |
| JPH11298134A (ja) | 半田付け装置 | |
| JPH07131149A (ja) | リフローハンダ付け装置 | |
| JP2005028424A (ja) | リフロー装置 | |
| JP2001284788A (ja) | 基板の半田付け装置 | |
| JP2008053655A (ja) | はんだ付け装置及びはんだ付け方法 | |
| JP2017069237A (ja) | はんだ付けシステム | |
| JP3171179B2 (ja) | リフロー装置とリフロー装置内の温度制御方法 | |
| KR20170043114A (ko) | 기판 솔더링 장치 및 방법 | |
| JP4537749B2 (ja) | リフロー炉およびリフローはんだ付け方法 | |
| JP2004172359A (ja) | 基板への電子部品半田付け装置 | |
| JP2011245529A (ja) | リフロー半田付け装置の加熱炉内への窒素ガス供給システムおよび供給方法 | |
| JP2005150611A (ja) | はんだリフロー装置及びはんだリフロー方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211124 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220524 |