JP2019090929A - 光ファイバテープの製造方法及び間欠連結型光ファイバテープ - Google Patents
光ファイバテープの製造方法及び間欠連結型光ファイバテープ Download PDFInfo
- Publication number
- JP2019090929A JP2019090929A JP2017219743A JP2017219743A JP2019090929A JP 2019090929 A JP2019090929 A JP 2019090929A JP 2017219743 A JP2017219743 A JP 2017219743A JP 2017219743 A JP2017219743 A JP 2017219743A JP 2019090929 A JP2019090929 A JP 2019090929A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- tape
- fiber tape
- manufacturing
- twisted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Abstract
Description
図1Aは、第1実施形態の光ケーブル10の断面図である。この光ケーブル10は、いわゆるスロットレス型光ケーブルである。光ケーブル10は、光ファイバユニット11と、外被21と、一対の抗張力体22と、を有する。
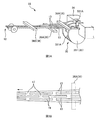
図4Aは、第1実施形態の間欠連結型の光ファイバテープ12を製造するテープ製造装置30の説明図である。
図7は、第1実施形態の別のテープ製造装置30の説明図である。ここでは、紡糸工程(線引き工程)において光ファイバ13にねじり歪が付与される。
図8は、第2実施形態の間欠連結型の光ファイバテープ12の説明図である。図8には示されていないが、隣接する2心の光ファイバ13の間には、長手方向に間欠的に連結部17が形成されている。また、光ファイバテープ12の複数の連結部17は、長手方向及び幅方向に2次元的に間欠的に配置されている。また、連結部17の幅方向には、非連結部19が配置されている。
上記の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更・改良され得ると共に、本発明には、その等価物が含まれることは言うまでもない。
12 光ファイバテープ、13 光ファイバ、
17 連結部、19 非連結部、
21 外被、22 抗張力体、
23 スペーサ、24 スロット、
30 テープ製造装置、31 ファイバ供給部、
31A ファイバ用ドラム、31B 送出部、
311 プリフォーム、312 加熱炉、
313 コーティング装置、314 硬化装置、
315(315A〜315D) ガイドローラー、
315A 第1ガイドローラー、
33 テープ化装置、34 塗布部、35 除去部、
351 回転刃、351A 凹部、
36 光源、36A 仮硬化用光源、36B 本硬化用光源、
37 引き取り装置、38 テープ用ドラム、
40 ケーブル製造装置、41 テープ供給部、
42 抗張力体供給部、43 集合装置、44 押出機、
45 冷却機、46 ケーブル用ドラム
Claims (12)
- ねじり歪の付与された光ファイバを含む複数の光ファイバをテープ化装置に供給すること、
前記テープ化装置において、隣接する前記光ファイバを長手方向に間欠的に連結させること、及び、
前記ねじり歪を解放させて、撚られた光ファイバテープを製造すること
を行うことを特徴とする光ファイバテープの製造方法。 - 請求項1に記載の光ファイバテープの製造方法であって、
前記テープ化装置には、同じ方向の前記ねじり歪の付与された複数の前記光ファイバが供給され、
複数の前記光ファイバに付与された前記ねじり歪を一緒に解放させて、撚られた光ファイバテープを製造することを特徴とする光ファイバテープの製造方法。 - 請求項1又は2に記載の光ファイバテープの製造方法であって、
前記テープ化装置に供給される前記光ファイバには、一方向に前記ねじり歪が付与されていることを特徴とする光ファイバテープの製造方法。 - 請求項3に記載の光ファイバテープの製造方法であって、
前記光ファイバに付与されている前記ねじり歪は、1m当たり2880度以下であることを特徴とする光ファイバテープの製造方法。 - 請求項1又は2に記載の光ファイバテープの製造方法であって、
前記テープ化装置に供給される前記光ファイバには、SZ方向に前記ねじり歪が付与されていることを特徴とする光ファイバテープの製造方法。 - 請求項5に記載の光ファイバテープの製造方法であって、
前記ねじり歪の付与された前記光ファイバを前記テープ化装置に供給する複数のファイバ供給部と、
それぞれの前記ファイバ供給部を制御するコントローラーと
を備え、
前記コントローラーは、それぞれの前記光ファイバの前記ねじり歪の反転箇所が同じタイミングで前記テープ化装置に供給されるように、前記ファイバ供給部を同期制御することを特徴とする光ファイバテープの製造方法。 - 請求項5又は6に記載の光ファイバテープの製造方法であって、
前記光ファイバに付与されている前記ねじり歪は、1m当たり1440度以下であることを特徴とする光ファイバテープの製造方法。 - 複数の光ファイバと、
隣接する前記光ファイバの間を長手方向に間欠的に連結する連結部と
を備えた間欠連結型光ファイバテープであって、
ねじり力を加えない自然状態において、一方向撚りされていることを特徴とする間欠連結型光ファイバテープ。 - 請求項8に記載の間欠連結型光ファイバテープであって、
前記自然状態において、捻回ピッチが50〜800mmの範囲内で一方向撚りされていることを特徴とする間欠連結型光ファイバテープ。 - 複数の光ファイバと、
隣接する前記光ファイバの間を長手方向に間欠的に連結する連結部と
を備えた間欠連結型光ファイバテープであって、
ねじり力を加えない自然状態において、撚り角度が270〜720度の範囲内でSZ撚りされていることを特徴とする間欠連結型光ファイバテープ。 - 請求項10に記載の間欠連結型光ファイバテープであって、
前記自然状態において、前記撚り角度が360度以下でSZ撚りされていることを特徴とする間欠連結型光ファイバテープ。 - 請求項10又は11に記載の間欠連結型光ファイバテープであって、
前記撚り角度をA(度)、撚り方向の反転箇所の間隔をB(mm)とし、捻回ピッチCを
C=360×B/A
とするとき、
前記自然状態において、前記捻回ピッチが50〜800mmの範囲内でSZ撚りされていることを特徴とする間欠連結型光ファイバテープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017219743A JP6981856B2 (ja) | 2017-11-15 | 2017-11-15 | 光ファイバテープの製造方法及び間欠連結型光ファイバテープ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017219743A JP6981856B2 (ja) | 2017-11-15 | 2017-11-15 | 光ファイバテープの製造方法及び間欠連結型光ファイバテープ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019090929A true JP2019090929A (ja) | 2019-06-13 |
| JP6981856B2 JP6981856B2 (ja) | 2021-12-17 |
Family
ID=66836438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017219743A Active JP6981856B2 (ja) | 2017-11-15 | 2017-11-15 | 光ファイバテープの製造方法及び間欠連結型光ファイバテープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6981856B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114402244A (zh) * | 2019-09-09 | 2022-04-26 | 3M创新有限公司 | 光学连接器和修改光学连接器的方法 |
| WO2023007881A1 (ja) * | 2021-07-29 | 2023-02-02 | 株式会社フジクラ | 光ケーブル及び光ケーブル製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55137505A (en) * | 1979-04-13 | 1980-10-27 | Fujikura Ltd | Production of flat type optical fiber cable |
| JPH0843694A (ja) * | 1994-07-26 | 1996-02-16 | Sumitomo Electric Ind Ltd | 光ファイバテープ心線およびその製造方法,製造装置 |
| US5682454A (en) * | 1994-11-21 | 1997-10-28 | Alcatel Cable | Optical-fiber cable |
| JP2002541509A (ja) * | 1999-03-31 | 2002-12-03 | ピレリー・カビ・エ・システミ・ソチエタ・ペル・アツィオーニ | 電気通信用の光ケーブル |
| JP2005017966A (ja) * | 2003-06-30 | 2005-01-20 | Sumitomo Electric Ind Ltd | 光ファイバテープ心線およびその製造方法 |
| JP2005227490A (ja) * | 2004-02-12 | 2005-08-25 | Fujikura Ltd | 複数本の光ファイバ素線を層撚りした光ファイバユニット |
| JP2014106380A (ja) * | 2012-11-28 | 2014-06-09 | Fujikura Ltd | 光ファイバケーブル及びその製造方法並びにその製造装置 |
| JP2014139609A (ja) * | 2013-01-21 | 2014-07-31 | Fujikura Ltd | 光ファイバケーブル |
| WO2016163190A1 (ja) * | 2015-04-07 | 2016-10-13 | 株式会社フジクラ | ルースチューブ、ルースチューブ型光ファイバケーブル、ルースチューブの光ファイバテープの単心分離方法、ルースチューブの製造方法、及び、複数の光ファイバの集線方法 |
| WO2017175414A1 (ja) * | 2016-04-08 | 2017-10-12 | 株式会社フジクラ | 光ファイバテープの製造方法、光ファイバテープ及び光ケーブル |
-
2017
- 2017-11-15 JP JP2017219743A patent/JP6981856B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55137505A (en) * | 1979-04-13 | 1980-10-27 | Fujikura Ltd | Production of flat type optical fiber cable |
| JPH0843694A (ja) * | 1994-07-26 | 1996-02-16 | Sumitomo Electric Ind Ltd | 光ファイバテープ心線およびその製造方法,製造装置 |
| US5682454A (en) * | 1994-11-21 | 1997-10-28 | Alcatel Cable | Optical-fiber cable |
| JP2002541509A (ja) * | 1999-03-31 | 2002-12-03 | ピレリー・カビ・エ・システミ・ソチエタ・ペル・アツィオーニ | 電気通信用の光ケーブル |
| JP2005017966A (ja) * | 2003-06-30 | 2005-01-20 | Sumitomo Electric Ind Ltd | 光ファイバテープ心線およびその製造方法 |
| JP2005227490A (ja) * | 2004-02-12 | 2005-08-25 | Fujikura Ltd | 複数本の光ファイバ素線を層撚りした光ファイバユニット |
| JP2014106380A (ja) * | 2012-11-28 | 2014-06-09 | Fujikura Ltd | 光ファイバケーブル及びその製造方法並びにその製造装置 |
| JP2014139609A (ja) * | 2013-01-21 | 2014-07-31 | Fujikura Ltd | 光ファイバケーブル |
| WO2016163190A1 (ja) * | 2015-04-07 | 2016-10-13 | 株式会社フジクラ | ルースチューブ、ルースチューブ型光ファイバケーブル、ルースチューブの光ファイバテープの単心分離方法、ルースチューブの製造方法、及び、複数の光ファイバの集線方法 |
| WO2017175414A1 (ja) * | 2016-04-08 | 2017-10-12 | 株式会社フジクラ | 光ファイバテープの製造方法、光ファイバテープ及び光ケーブル |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114402244A (zh) * | 2019-09-09 | 2022-04-26 | 3M创新有限公司 | 光学连接器和修改光学连接器的方法 |
| WO2023007881A1 (ja) * | 2021-07-29 | 2023-02-02 | 株式会社フジクラ | 光ケーブル及び光ケーブル製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6981856B2 (ja) | 2021-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4055000B2 (ja) | 光ファイバケーブル、光ファイバケーブルの製造方法及び光ファイバケーブルの製造装置 | |
| US5339374A (en) | Fused biconical taper fiber optic coupler station and fabrication techniques | |
| JP5457528B1 (ja) | 間欠型光ファイバテープ心線の製造方法および製造装置 | |
| CA3012585C (en) | Method and device for manufacturing optical fiber ribbon | |
| CN104081234B (zh) | 多芯光纤带 | |
| EP4177652A1 (en) | Optical cable and optical-cable manufacturing method | |
| JP6139264B2 (ja) | 光ファイバテープ心線及び光ケーブル | |
| JP2019090929A (ja) | 光ファイバテープの製造方法及び間欠連結型光ファイバテープ | |
| CN114008503A (zh) | 间歇连结型光纤带、及间歇连结型光纤带的制造方法 | |
| JP5697011B2 (ja) | 光ファイバケーブル、及び光ファイバケーブルの形成方法 | |
| US20220099905A1 (en) | Online helix adjustment to control connector location on preconnectorized tapered assemblies | |
| JP2014106380A (ja) | 光ファイバケーブル及びその製造方法並びにその製造装置 | |
| JP5802112B2 (ja) | 光ファイバユニットの製造方法、光ファイバユニット及び光ファイバケーブル | |
| US9594225B2 (en) | Methods for creating a demarcation location in a structure and associated assemblies | |
| JP5229319B2 (ja) | 被覆光ファイバ製造装置および被覆光ファイバ製造方法 | |
| JP2012252246A (ja) | 光ファイバテープ心線の製造方法及びこの製造方法を実行する光ファイバテープ心線の製造装置並びにこの製造方法により製造された光ファイバテープ心線、光ファイバケーブル及び光ファイバコード | |
| JP2008261992A (ja) | 光ケーブルの集合方法及び装置 | |
| WO2013103858A1 (en) | Multi-fiber patchcord and process for the manufacture thereof | |
| TWI818525B (zh) | 光纖纜線及光纖纜線製造方法 | |
| CA1096566A (en) | Apparatus for making optical cable | |
| WO2021192953A1 (ja) | 光ファイバケーブル | |
| AU2015399539B2 (en) | An aerial micromodule optical cable and a method of manufacturing said cable | |
| JP2023028559A (ja) | 間欠接着型光ファイバテープ心線、光ファイバケーブル | |
| JP2006315913A (ja) | 被覆光ファイバの製造方法 | |
| EP0500628B1 (en) | A method of and an apparatus for producing an optical multi-fibre cable element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210330 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211102 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211118 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6981856 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |