JP2019061925A - 二次電池 - Google Patents
二次電池 Download PDFInfo
- Publication number
- JP2019061925A JP2019061925A JP2017187645A JP2017187645A JP2019061925A JP 2019061925 A JP2019061925 A JP 2019061925A JP 2017187645 A JP2017187645 A JP 2017187645A JP 2017187645 A JP2017187645 A JP 2017187645A JP 2019061925 A JP2019061925 A JP 2019061925A
- Authority
- JP
- Japan
- Prior art keywords
- positive electrode
- negative electrode
- tab portion
- secondary battery
- electrode tab
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010248 power generation Methods 0.000 claims abstract description 42
- 238000003466 welding Methods 0.000 claims description 28
- 239000007773 negative electrode material Substances 0.000 claims description 18
- 239000007774 positive electrode material Substances 0.000 claims description 18
- 239000011149 active material Substances 0.000 claims description 16
- 238000003475 lamination Methods 0.000 claims description 7
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 claims description 3
- 229910001416 lithium ion Inorganic materials 0.000 claims description 3
- 239000007772 electrode material Substances 0.000 claims 1
- 230000001590 oxidative effect Effects 0.000 claims 1
- 230000002093 peripheral effect Effects 0.000 claims 1
- 238000000034 method Methods 0.000 description 17
- 238000005452 bending Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000011889 copper foil Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910015643 LiMn 2 O 4 Inorganic materials 0.000 description 1
- 229910013290 LiNiO 2 Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005352 clarification Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000011255 nonaqueous electrolyte Substances 0.000 description 1
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Connection Of Batteries Or Terminals (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
Abstract
Description
を有する。
以下、図面を参照して本発明の実施の形態について説明する。説明の明確化のため、以下の記載及び図面は、適宜、省略、及び簡略化がなされている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。
実施の形態2では、正極シート10及び負極シート20のシート形状の別の例となる正極シート30及び負極シート40を用いた二次電池について説明する。実施の形態1にかかる二次電池では、積層発電体1の対向する二辺の一方に正極タブ部12を設け、他方に負極タブ部22を設けた。一方、実施の形態2にかかる二次電池では、積層発電体1の辺の一辺に正極タブ部及び負極タブ部を設ける。そこで、図6に実施の形態2にかかる二次電池の正極シート及び負極シートの形状を説明する図を示す。図6では、上図に正極シート30を示し、下図に負極シート40を示す。
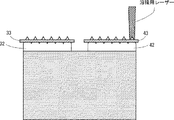
実施の形態3では、タブ部の形状の変形例について説明する。そこで、図9に実施の形態3にかかる二次電池の正極シート及び負極シートの積層状態と、正極シート及び負極シートの形状と、を説明する図を示す。
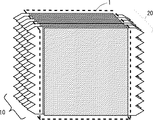
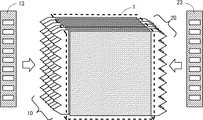
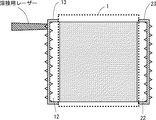
10 正極シート
11 正極活物質充填部
12 正極タブ部
13 正極集電板
20 負極シート
21 負極活物質充填部
22 負極タブ部
23 負極集電板
30 正極シート
31 正極活物質充填部
32 正極タブ部
33 正極集電板
40 負極シート
41 負極活物質充填部
42 負極タブ部
43 負極集電板
50 かしめ治具
Claims (8)
- 正極シートの正極活物質充填部と負極シートの負極活物質充填部とが交互に複数枚積層され、かつ、前記正極活物質充填部と前記負極活物質充填部との間にセパレータが挟まれるように形成された積層発電体と
前記正極シートの一部であって、前記積層発電体から突出するように前記積層発電体の側面に設けられた正極タブ部と、
前記正極タブ部と接合される正極集電板と、
前記負極シートの一部であって、前記積層発電体から突出するように前記積層発電体の側面に設けられた負極タブ部と、
前記負極タブ部と接合される負極集電板と、を有し、
前記正極タブ部及び前記負極タブ部は、それぞれ、前記積層発電体に対抗する辺に複数の凹凸が形成される凹凸辺を有し、
前記正極集電板と前記負極集電板は、前記凹凸辺の凸部に対応した位置に設けられる複数のスリットが形成され、
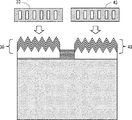
前記凹凸辺と前記複数のスリットは、前記凹凸辺の凸部が前記スリットに嵌め込まれた状態で固定される二次電池。 - 前記凹凸辺と前記複数のスリットは、溶接により固定される請求項1に記載の二次電池。
- 前記正極タブ部は、前記積層発電体の一辺に設けられ、
前記負極タブ部は、前記積層発電体の一辺のうち前記正極タブ部が設けられる辺と対向する辺に設けられる請求項1又は2に記載の二次電池。 - 前記正極タブ部と前記負極タブ部は、前記積層発電体の辺のうち同一の辺に設けられる請求項1又は2に記載の二次電池。
- 前記正極タブ部及び前記負極タブ部は、同一極性の複数のタブ部が密着するように束ねられた状態で前記凹凸辺と前記積層発電体の辺との距離が前記積層発電体の積層方向において一定となる請求項1乃至4のいずれか1項に記載の二次電池。
- 前記正極シートと、前記負極シートは、外周部に電極材が酸化したことで形成される酸化膜を有する請求項1乃至5のいずれか1項に記載の二次電池。
- 前記積層発電体を構成する前記正極活物質充填部及び前記負極活物質充填部には、活物質が塗装されおり、
前記正極タブ部及び前記負極タブ部には、活物質が塗装されていない請求項1乃至6のいずれか1項に記載の二次電池。 - 前記積層発電体は、リチウムイオン電池として機能する請求項1乃至7のいずれか1項に記載の二次電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017187645A JP6853762B2 (ja) | 2017-09-28 | 2017-09-28 | 二次電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017187645A JP6853762B2 (ja) | 2017-09-28 | 2017-09-28 | 二次電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019061925A true JP2019061925A (ja) | 2019-04-18 |
| JP6853762B2 JP6853762B2 (ja) | 2021-03-31 |
Family
ID=66177598
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017187645A Active JP6853762B2 (ja) | 2017-09-28 | 2017-09-28 | 二次電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6853762B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020087802A (ja) * | 2018-11-29 | 2020-06-04 | プライムアースEvエナジー株式会社 | 二次電池及び二次電池の製造方法 |
| WO2020218473A1 (ja) * | 2019-04-26 | 2020-10-29 | 三洋電機株式会社 | 極板、非水電解質二次電池、及び極板の製造方法 |
| CN112615061A (zh) * | 2021-01-12 | 2021-04-06 | 深圳市格林晟科技有限公司 | 一种电芯的制备方法及堆叠装置 |
| JP2022528478A (ja) * | 2019-09-27 | 2022-06-10 | エルジー エナジー ソリューション リミテッド | 電極タブに陥凹部が形成された電極組立体、これを積層するためのガイド部材及びこれを用いたスタック型電池の製造方法 |
| CN116565339A (zh) * | 2023-07-10 | 2023-08-08 | 宁德新能源科技有限公司 | 电芯及用电设备 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54107843U (ja) * | 1978-01-17 | 1979-07-30 | ||
| JPS5821958U (ja) * | 1981-08-05 | 1983-02-10 | 古河電池株式会社 | 角型アルカリ蓄電池 |
| JPS5981865A (ja) * | 1982-11-01 | 1984-05-11 | Furukawa Battery Co Ltd:The | 鉛蓄電池用ストラツプの形成方法 |
| JPH06223811A (ja) * | 1992-12-01 | 1994-08-12 | Deutsche Automobil Gmbh | 電流取出し耳及びその製造方法 |
| JPH1125951A (ja) * | 1997-07-07 | 1999-01-29 | Sanyo Electric Co Ltd | 電 池 |
| JP2000133241A (ja) * | 1998-10-30 | 2000-05-12 | Japan Storage Battery Co Ltd | 非水電解質電池及び非水電解質電池の製造方法 |
| JP2005340689A (ja) * | 2004-05-31 | 2005-12-08 | Tdk Corp | 電気化学デバイス、その製造方法、及び当該デバイス用いられる電極 |
| JP2012230846A (ja) * | 2011-04-27 | 2012-11-22 | Hitachi Vehicle Energy Ltd | 非水電解液電池 |
| JP2014022116A (ja) * | 2012-07-13 | 2014-02-03 | Shin Kobe Electric Mach Co Ltd | 二次電池用極板及び二次電池用極板の製造方法 |
| JP2019040840A (ja) * | 2017-08-29 | 2019-03-14 | トヨタ自動車株式会社 | 蓄電装置 |
-
2017
- 2017-09-28 JP JP2017187645A patent/JP6853762B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54107843U (ja) * | 1978-01-17 | 1979-07-30 | ||
| JPS5821958U (ja) * | 1981-08-05 | 1983-02-10 | 古河電池株式会社 | 角型アルカリ蓄電池 |
| JPS5981865A (ja) * | 1982-11-01 | 1984-05-11 | Furukawa Battery Co Ltd:The | 鉛蓄電池用ストラツプの形成方法 |
| JPH06223811A (ja) * | 1992-12-01 | 1994-08-12 | Deutsche Automobil Gmbh | 電流取出し耳及びその製造方法 |
| JPH1125951A (ja) * | 1997-07-07 | 1999-01-29 | Sanyo Electric Co Ltd | 電 池 |
| JP2000133241A (ja) * | 1998-10-30 | 2000-05-12 | Japan Storage Battery Co Ltd | 非水電解質電池及び非水電解質電池の製造方法 |
| JP2005340689A (ja) * | 2004-05-31 | 2005-12-08 | Tdk Corp | 電気化学デバイス、その製造方法、及び当該デバイス用いられる電極 |
| JP2012230846A (ja) * | 2011-04-27 | 2012-11-22 | Hitachi Vehicle Energy Ltd | 非水電解液電池 |
| JP2014022116A (ja) * | 2012-07-13 | 2014-02-03 | Shin Kobe Electric Mach Co Ltd | 二次電池用極板及び二次電池用極板の製造方法 |
| JP2019040840A (ja) * | 2017-08-29 | 2019-03-14 | トヨタ自動車株式会社 | 蓄電装置 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020087802A (ja) * | 2018-11-29 | 2020-06-04 | プライムアースEvエナジー株式会社 | 二次電池及び二次電池の製造方法 |
| JP7019548B2 (ja) | 2018-11-29 | 2022-02-15 | プライムアースEvエナジー株式会社 | 二次電池及び二次電池の製造方法 |
| WO2020218473A1 (ja) * | 2019-04-26 | 2020-10-29 | 三洋電機株式会社 | 極板、非水電解質二次電池、及び極板の製造方法 |
| JP2022528478A (ja) * | 2019-09-27 | 2022-06-10 | エルジー エナジー ソリューション リミテッド | 電極タブに陥凹部が形成された電極組立体、これを積層するためのガイド部材及びこれを用いたスタック型電池の製造方法 |
| EP3951969A4 (en) * | 2019-09-27 | 2022-06-22 | LG Energy Solution, Ltd. | ELECTRODE ASSEMBLY HAVING RECESSED PORTION DEFINED IN THE ELECTRODE STRIP, GUIDE MEMBERS FOR STACKING THEREOF, AND METHOD OF MANUFACTURING A STACKED BATTERY USING THEREOF |
| JP7391447B2 (ja) | 2019-09-27 | 2023-12-05 | エルジー エナジー ソリューション リミテッド | 電極タブに陥凹部が形成された電極組立体、これを積層するためのガイド部材及びこれを用いたスタック型電池の製造方法 |
| CN112615061A (zh) * | 2021-01-12 | 2021-04-06 | 深圳市格林晟科技有限公司 | 一种电芯的制备方法及堆叠装置 |
| CN112615061B (zh) * | 2021-01-12 | 2022-12-30 | 深圳市格林晟科技有限公司 | 一种电芯的制备方法及堆叠装置 |
| CN116565339A (zh) * | 2023-07-10 | 2023-08-08 | 宁德新能源科技有限公司 | 电芯及用电设备 |
| CN116565339B (zh) * | 2023-07-10 | 2024-05-24 | 宁德新能源科技有限公司 | 电芯及用电设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6853762B2 (ja) | 2021-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6853762B2 (ja) | 二次電池 | |
| JP4932263B2 (ja) | 積層型二次電池及びその製造方法 | |
| KR101136156B1 (ko) | 이차전지 및 그 이차전지의 제조방법 | |
| JP5830953B2 (ja) | 二次電池、バッテリユニットおよびバッテリモジュール | |
| JP6859059B2 (ja) | リチウムイオン二次電池及びその製造方法 | |
| JP4661257B2 (ja) | 集電端子及び該端子を備えた蓄電装置 | |
| JP3758629B2 (ja) | ラミネートシートおよびこれを用いたラミネート電池 | |
| JP2009110751A (ja) | 二次電池 | |
| US20110070477A1 (en) | Stack type battery | |
| JP2007335156A (ja) | 蓄電素子 | |
| JP2011049065A (ja) | 非水電解質電池およびその製造方法 | |
| EP1255310B1 (en) | Lithium secondary cell | |
| US20110076544A1 (en) | Stack type battery | |
| JP6757499B2 (ja) | 二次電池 | |
| JP2016225117A (ja) | 二次電池 | |
| JP5161421B2 (ja) | 非水電解質電池 | |
| JP2006164784A (ja) | フィルム外装電気デバイス | |
| JP5125438B2 (ja) | リチウムイオン二次電池およびそれを用いた組電池 | |
| EP4123792A1 (en) | Pouch-type secondary battery and method for manufacturing the same | |
| JP4120353B2 (ja) | 二次電池及び該製造方法 | |
| JP5472941B2 (ja) | 非水電解質電池 | |
| JP2005129393A (ja) | 二次電池 | |
| JP2016039041A (ja) | 蓄電素子及びその製造方法 | |
| JP2007207677A (ja) | 角形電池用電極群の製造方法および角形電池用電極群 | |
| JP2002216854A (ja) | バイポーラ型二次電池の製造方法およびバイポーラ型二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200317 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210302 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210312 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6853762 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |