JP2018526252A - 衣類への直接プリント装置 - Google Patents
衣類への直接プリント装置 Download PDFInfo
- Publication number
- JP2018526252A JP2018526252A JP2018512336A JP2018512336A JP2018526252A JP 2018526252 A JP2018526252 A JP 2018526252A JP 2018512336 A JP2018512336 A JP 2018512336A JP 2018512336 A JP2018512336 A JP 2018512336A JP 2018526252 A JP2018526252 A JP 2018526252A
- Authority
- JP
- Japan
- Prior art keywords
- platen
- flat surface
- clothing
- printing
- garment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000010017 direct printing Methods 0.000 title 1
- 238000007639 printing Methods 0.000 claims abstract description 70
- 238000000034 method Methods 0.000 claims abstract description 16
- 230000007246 mechanism Effects 0.000 claims description 38
- 230000002093 peripheral effect Effects 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 13
- 239000002131 composite material Substances 0.000 claims description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 230000002745 absorbent Effects 0.000 claims description 4
- 239000002250 absorbent Substances 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 4
- 239000011152 fibreglass Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 150000002739 metals Chemical class 0.000 claims description 2
- 239000000758 substrate Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000008713 feedback mechanism Effects 0.000 description 3
- 230000014509 gene expression Effects 0.000 description 3
- 239000003086 colorant Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 235000013405 beer Nutrition 0.000 description 1
- 230000002860 competitive effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4078—Printing on textile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/02—Platens
- B41J11/06—Flat page-size platens or smaller flat platens having a greater size than line-size platens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/28—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for printing downwardly on flat surfaces, e.g. of books, drawings, boxes, envelopes, e.g. flat-bed ink-jet printers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Handling Of Sheets (AREA)
- Printing Methods (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
(a)テーパエッジは、両面テーパエッジであり、
(b)テーパ領域に形成されたテーパエッジの最小厚みは0.5mmから150mmでもよく(例えば、0.5mmから50mm、0.7mmから5mm、又は例えば2mm等の1mmから3mm)、
(c)本願発明の第一の態様の実施形態では、第一と第二の平らな表面の最大分離は 0.5mmから50mmでもよく(例えば、0.7mmから5mm、又は例えば2mm等の1mmから3mm)、
(d)少なくとも1つのテーパ領域の幅は、2mmから100mmでもよく(例えば、2.5mmから10mm、又は例えば4mm等の3mmから5mm)、
(e)少なくとも1つのテーパ領域のテーパ角度は、0.1度から89.5度でもよく(例えば、45度から85度、又は例えば78度等の70度から80度)、
(f)本願発明の第一の態様の実施形態では、第一及び第二の平らな表面は、さらに吸収性の材料を含んでもよい。
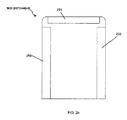
前記プラテンは、
第一の平らな表面と、
前記第一の平らな表面の反対側に前記第一の平らな表面から軸方向に離れた第二の平らな表面と、
前記第一の平らな表面から前記第二の平らな表面まで延びる少なくとも1つの外周領域を含み、前記プラテンはさらに、前記第一の平らな表面に置かれた衣料品の部分を前記第二の平らな表面の上に移動させる手段又は装置を含む。
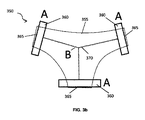
(a)外周エッジはさらに、衣料品を引き伸ばすための1つ又はそれ以上の伸長可能な部分を含んでもよく(例えば、ばね又は空気圧を利用し、及び/又は伸長可能な部分は手動制御、自動制御又は例えばばね張力により自動調節が可能である)、
(b)プラテンは金属(例えば、アルミ、ステンレス鋼)、ファイバーガラス、及び複合材料(例えば、炭素複合材料)からなる材料群から選ばれた1つ又はそれ以上の材料から作られてもよく、
(c)プラテンは衣類に直接用プラテンでもよい。
(a)システムはさらに、第一の表面がプリンタに露出している第一の位置から第二の表面がプリンタに露出している第二の位置までプラテンを自動的に回転させる手段又は装置を含んでもよく、
(b)システムはさらに、インク、及び/又はプリント後の衣料品に保存処理をする統合的な手段又は装置を含んでもよく、選択的に、保存処理の手段又は装置は、熱気を生む装置、又は赤外線ランプであってもよく、
(c)システムは衣料に直接用システムでもよく、
(d)プラテンは衣料に直接用プラテンでもよい。
Claims (20)
- 衣料品にプリントするためのプラテンであって、
前記プラテンは、
第一の平らな表面と、
前記第一の平らな表面の反対側に前記第一の平らな表面から軸方向に離れた第二の平らな表面と、前記第一の平らな表面から前記第二の平らな表面まで延びる少なくとも1つの外周領域を含み、
前記プラテンはさらに、前記少なくとも1つの外周領域の少なくとも一部分の上に形成されるテーパエッジを含むテーパ領域を含むプラテン。 - 前記テーパエッジが両面テーパエッジである、請求項1に記載のプラテン。
- 前記第一及び第二の平らな表面の間の最大距離が、0.5mmから150mm(例えば、0.5mmから50mm、0.7mmから5mm、又は2mm等の、1mmから3mm)である、請求項1又は2に記載のプラテン。
- 前記第一及び第二の平らな表面がさらに吸収性材料を含む、請求項1〜3のいずれか1つに記載のプラテン。
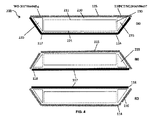
- 衣料品にプリントするためのプラテンであって、
前記プラテンは、複数の細長いセグメントを含み、各セグメントはテーパエッジを含むテーパ領域を含み、前記テーパエッジは、衣料品をプリント用にぴんと張った状態で保持するように構成されているプラテン。 - 前記テーパエッジが両面テーパエッジである、請求項5に記載のプラテン。
- 前記テーパ領域で形成される前記テーパエッジの最小厚みは、0.1mmから5mm(例えば、0.2mmから1mm、又は0.3mm等の、0.2mmから0.4mm)である、請求項2〜6のいずれか1つに記載のプラテン。
- 前記少なくとも1つのテーパ領域の幅は、2mmから100mm(例えば、2.5mmから10mm、又は4mm等の、3mmから5mm)である、請求項2〜7のいずれか1つに記載のプラテン。
- 前記少なくとも1つのテーパ領域のテーパ角度は、0.1度から89.5度(例えば、78度等の、70度から80度等の、45度から85度)である、請求項2〜8のいずれか1つに記載のプラテン。
- 衣料品にプリントするためのプラテンであって、
前記プラテンは、
第一の平らな表面と、
前記第一の平らな表面の反対側に前記第一の平らな表面から軸方向に離れた第二の平らな表面と、前記第一の平らな表面から前記第二の平らな表面まで延びる少なくとも1つの外周領域を含み、
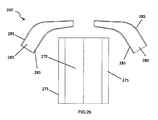
前記プラテンがさらに、前記プラテンの前記第一の平らな表面に置かれた衣料品の部分を前記プラテンの前記第二の平らな表面の上に移動させる手段又は装置を含むプラテン。 - 前記プラテンの前記第一の平らな表面に置かれた衣料品の部分を前記プラテンの前記第二の平らな表面の上に移動させる前記手段又は装置は、前記少なくとも1つの外周領域に取り付けられた少なくとも1つのエッジフリップ機構である、請求項10に記載のプラテン。
- 前記プラテンの前記第一の平らな表面に置かれた衣料品の部分を前記プラテンの前記第二の平らな表面の上に移動させる前記手段又は装置は、前記プラテンの外周領域に取り付けられた少なくとも1つの歯付き回転作動機構である、請求項10に記載のプラテン。
- 前記外周領域がさらに、衣料品を引き伸ばすための1つ又はそれ以上の伸張可能部分を含む、請求項1〜12のいずれか1つに記載のプラテン。
- 前記プラテンが、金属(例えば、アルミ、ステンレス鋼)、ファイバーガラス、及び複合材料(例えば、炭素複合材量)を含む材料群から選択された1つ又はそれ以上の材料で作られる、請求項1〜13のいずれか1つに記載のプラテン。
- プラテンが、衣料に直接プリント用である、請求項1〜14のいずれか1つに記載のプラテン。
- 請求項1〜15のいずれか1つに記載のプラテンと、前記プラテンの位置合わせ用テンプレートと、プリンタを含むプリントシステム。
- 前記システムがさらに、第一の表面が前記プリンタに露出している第一のポジションから第二の表面が前記プリンタに露出している第二のポジションへ自動的に前記プラテンを回転させる手段又は装置を含む、請求項16に記載のシステム。
- 前記システムがさらに、プリントの後で、インク及び/又は衣料品に保存処理をするための、統合的な手段又は装置を含み、保存処理をするための前記手段又は装置は、選択的に熱風を作る装置又は赤外線ランプである、請求項16又は17に記載のシステム。
- 前記システムが、衣料に直接プリント用システムである、及び/又は前記プラテンが、衣料に直接プリント用プラテンである、請求項16〜18のいずれか1つに記載のシステム。
- 衣料品にプリントする方法であって、
請求項1〜15のいずれか1つに記載のプラテンの上に衣料品を置くステップと、
前記プラテンの前記第一の平らな表面に対応する前記衣料品の第一の部分にプリントするステップと、
前記プラテンの前記第二の平らな表面に対応する前記衣料品の第二の部分にプリントするステップと、を含む方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB1515777.9A GB201515777D0 (en) | 2015-09-07 | 2015-09-07 | Device |
| GB1515777.9 | 2015-09-07 | ||
| PCT/SG2016/050437 WO2017044045A1 (en) | 2015-09-07 | 2016-09-07 | Device for direct to garment printing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018526252A true JP2018526252A (ja) | 2018-09-13 |
| JP2018526252A5 JP2018526252A5 (ja) | 2019-09-19 |
Family
ID=54345839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018512336A Pending JP2018526252A (ja) | 2015-09-07 | 2016-09-07 | 衣類への直接プリント装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10696071B2 (ja) |
| EP (1) | EP3347206B1 (ja) |
| JP (1) | JP2018526252A (ja) |
| CN (1) | CN108349267B (ja) |
| AU (1) | AU2016321096A1 (ja) |
| CA (1) | CA2997277A1 (ja) |
| GB (2) | GB201515777D0 (ja) |
| WO (1) | WO2017044045A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201515777D0 (en) | 2015-09-07 | 2015-10-21 | Mas Innovation Private Ltd | Device |
| US10189278B1 (en) | 2017-09-08 | 2019-01-29 | Kris Otto Friedrich | High-turnaround, closed-loop, direct to garment printing |
| EP3814141A4 (en) | 2018-06-06 | 2022-03-09 | 240 Tech LLC | RECONFIGURABLE SUPPORT PADS FOR IMAGE TRANSFERS TO FABRIC |
| WO2020204888A1 (en) | 2019-03-29 | 2020-10-08 | Hewlett-Packard Development Company, L.P. | Direct-to-garment printing |
| US20220212462A1 (en) * | 2019-05-06 | 2022-07-07 | 240 Tech Llc | Systems and methods for direct to garment printing |
| KR20220025489A (ko) | 2020-08-24 | 2022-03-03 | 재단법인경북테크노파크 | Dtg 프린팅용 전처리제 제조방법 |
| CN112874161B (zh) * | 2020-12-31 | 2022-01-14 | 江苏瑞彩包装有限公司 | 一种喷码印刷机 |
Family Cites Families (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1256745A (ja) | 1968-06-12 | 1971-12-15 | ||
| BE755003A (fr) | 1969-08-27 | 1971-02-01 | Begy Societe Europ De Bas Sans | Procede de fabrication d'articles imprimes, notamment de bonneterie |
| JPS51123384A (en) | 1975-04-21 | 1976-10-28 | Naado Kenkiyuushiyo Kk | Printing method of socks |
| JPS5912195Y2 (ja) * | 1980-02-06 | 1984-04-13 | 有限会社琉球スクリ−ン印刷 | Tシャツプリント装置 |
| DE3425626A1 (de) | 1984-07-12 | 1986-01-16 | Dr.-Ing. Rudolf Hell Gmbh, 2300 Kiel | Verfahren zur herstellung von druckzylindern fuer nahtlos- bzw. endlosmuster mittels druckform-graviermaschinen |
| GB2171644A (en) | 1985-02-20 | 1986-09-03 | Couture Marketing Limited | Method of printing hosiery |
| US4745863A (en) * | 1986-02-06 | 1988-05-24 | Akira Takezaki | Method for printing a tubular fabric |
| JP2875915B2 (ja) | 1991-08-02 | 1999-03-31 | キヤノン株式会社 | 記録装置 |
| US5327827A (en) | 1993-03-25 | 1994-07-12 | Columbia Research And Development | Automated screen printing pallet and retaining frame assembly |
| CN2189053Y (zh) * | 1994-01-21 | 1995-02-08 | 苏州市海得机电技术研究所 | 多色旋转式丝网印花机 |
| US6059391A (en) | 1997-08-19 | 2000-05-09 | Fulkerson; Timothy Jerome | Apparatus and method for ink jet printing on large or irregular fabrics |
| US6296403B1 (en) | 1999-07-28 | 2001-10-02 | Scitex Vision Ltd. | Dual-mode printer for flexible and rigid substrates |
| JP3969168B2 (ja) | 2002-04-23 | 2007-09-05 | ブラザー工業株式会社 | インクジェットプリンタのプラテン装置 |
| FI111348B (fi) | 2002-05-06 | 2003-07-15 | Tehotulos Oy | Menetelmä tekstiilin käsittelyyn |
| CN2561584Y (zh) * | 2002-05-09 | 2003-07-23 | 朱缪冰 | 金属打印板 |
| JP2004262214A (ja) | 2003-03-04 | 2004-09-24 | Canon Electronics Inc | インクジェットプリント装置 |
| US7040748B2 (en) * | 2003-03-13 | 2006-05-09 | Brother Kogyo Kabushiki Kaisha | Inkjet printing apparatus |
| JP4055622B2 (ja) | 2003-03-27 | 2008-03-05 | ブラザー工業株式会社 | 布帛印刷装置及びそれに用いるプラテン |
| US7607745B2 (en) | 2004-02-12 | 2009-10-27 | Kornit Digital Ltd. | Digital printing machine |
| JP2007031888A (ja) * | 2005-07-28 | 2007-02-08 | Master Mind Co Ltd | インクジェットプリンタを用いた衣類印刷方法および衣類印刷システム |
| US7520219B2 (en) | 2005-11-04 | 2009-04-21 | Reefdale Pty Ltd | Method for foil transfer printing on a garment in a screen printer |
| CN1844559A (zh) | 2006-05-08 | 2006-10-11 | 张勇 | 纤维缝制品多色彩、图案印花工艺方法 |
| KR20090094024A (ko) * | 2006-12-26 | 2009-09-02 | 마스터마인드 컴퍼니, 리미티드 | 잉크젯 프린터를 사용한 의류인쇄방법 및 의류인쇄 시스템 |
| US8205981B1 (en) | 2007-06-29 | 2012-06-26 | Cafepress Inc. | System and method for single pass printing on textiles |
| US8465143B1 (en) | 2007-08-17 | 2013-06-18 | Cafepress Inc. | System and method for printing on textiles |
| US20090120309A1 (en) | 2007-11-09 | 2009-05-14 | Alexander Szyszko | In-line multi-colored clothing printer |
| US20120024176A1 (en) | 2010-08-02 | 2012-02-02 | Vistaprint Technologies Limited | Printer pallet for flat printing of multiple target image areas on 3-dimensional object |
| JP2010059563A (ja) | 2008-09-02 | 2010-03-18 | Gunze Ltd | 衣類の製造方法及び成形編みされた衣類 |
| JP5340687B2 (ja) * | 2008-09-30 | 2013-11-13 | セーレン株式会社 | インクジェットプリント装置 |
| US8256889B1 (en) | 2009-03-27 | 2012-09-04 | Hbi Branded Apparel Enterprises, Llc | Platen for digital printing on variable height garments |
| US8177442B2 (en) | 2009-05-21 | 2012-05-15 | Hbi Branded Apparel Enterprises, Llc | Digital printing machine and platen assembly for printing on multiple garment portions |
| US8881652B2 (en) | 2009-08-13 | 2014-11-11 | Jann Middo | Printing template |
| JP5636682B2 (ja) | 2010-01-27 | 2014-12-10 | 東洋製罐株式会社 | シームレス缶用インキジェット印刷フィルム |
| CN101797837B (zh) | 2010-03-09 | 2012-06-27 | 北京中科纳新印刷技术有限公司 | 大幅面平板打印设备及打印方法 |
| US8701733B2 (en) * | 2011-01-07 | 2014-04-22 | Nike, Inc. | Shoe customization system having interchangeable platens |
| CN102259517A (zh) | 2011-06-03 | 2011-11-30 | 郁晓刚 | 一种无缝裤的特种印花工艺 |
| US8568829B2 (en) * | 2011-07-13 | 2013-10-29 | Fernando Padilla | System and method for printing customized graphics on caps and other articles of clothing |
| US9114645B2 (en) | 2012-06-18 | 2015-08-25 | Cimpress Schweiz Gmbh | System and method for printing on multiple different articles of manufacture by the same printing system in a conveyor system |
| US9297097B2 (en) * | 2012-06-22 | 2016-03-29 | Nike, Inc. | Knit article of apparel and apparel printing system and method |
| US9272538B2 (en) * | 2012-10-05 | 2016-03-01 | Darren Livingston | Digital printer platen material holding apparatus |
| CN102909946A (zh) | 2012-10-17 | 2013-02-06 | 上海联净电子科技有限公司 | 一种单次模压连续印刷工艺及装置 |
| US20140196661A1 (en) | 2013-01-17 | 2014-07-17 | Brian Walker | Overspray protection system |
| US8870330B1 (en) | 2013-04-12 | 2014-10-28 | Hewlett-Packard Development Company, L.P. | Printing system and method |
| US20140354748A1 (en) | 2013-05-30 | 2014-12-04 | Jason Pope | Processes for Printing on Heat Shield Product |
| CN104343025A (zh) | 2013-07-24 | 2015-02-11 | 天津市瑞彤制衣有限公司 | 服装深色面料四分色印花方法 |
| CN103774468B (zh) | 2014-01-08 | 2016-11-02 | 浙江漫真服饰有限公司 | 一种无缝内衣的印花方法 |
| CN104856300A (zh) | 2014-02-21 | 2015-08-26 | 如皋市滨江城建投资有限公司 | 一种新型服装面料 |
| CN104859300A (zh) * | 2014-02-21 | 2015-08-26 | 无锡市德赛数码科技有限公司 | 一种新型成衣无缝连续喷墨印花打印系统 |
| CN203831996U (zh) | 2014-02-21 | 2014-09-17 | 无锡市德赛数码科技有限公司 | 一种新型成衣无缝连续喷墨印花打印系统 |
| GB201515777D0 (en) | 2015-09-07 | 2015-10-21 | Mas Innovation Private Ltd | Device |
-
2015
- 2015-09-07 GB GBGB1515777.9A patent/GB201515777D0/en not_active Ceased
-
2016
- 2016-09-07 AU AU2016321096A patent/AU2016321096A1/en not_active Abandoned
- 2016-09-07 EP EP16778125.1A patent/EP3347206B1/en active Active
- 2016-09-07 JP JP2018512336A patent/JP2018526252A/ja active Pending
- 2016-09-07 CN CN201680060581.5A patent/CN108349267B/zh active Active
- 2016-09-07 US US15/757,945 patent/US10696071B2/en active Active
- 2016-09-07 GB GB1804078.2A patent/GB2556814A/en not_active Withdrawn
- 2016-09-07 WO PCT/SG2016/050437 patent/WO2017044045A1/en active Application Filing
- 2016-09-07 CA CA2997277A patent/CA2997277A1/en not_active Abandoned
-
2020
- 2020-05-15 US US16/875,396 patent/US11059306B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CA2997277A1 (en) | 2017-03-16 |
| GB2556814A (en) | 2018-06-06 |
| GB201804078D0 (en) | 2018-04-25 |
| GB201515777D0 (en) | 2015-10-21 |
| US20200338912A1 (en) | 2020-10-29 |
| WO2017044045A1 (en) | 2017-03-16 |
| US11059306B2 (en) | 2021-07-13 |
| CN108349267A (zh) | 2018-07-31 |
| AU2016321096A1 (en) | 2018-03-22 |
| US20180339531A1 (en) | 2018-11-29 |
| US10696071B2 (en) | 2020-06-30 |
| CN108349267B (zh) | 2021-08-06 |
| EP3347206A1 (en) | 2018-07-18 |
| EP3347206B1 (en) | 2021-01-13 |
| WO2017044045A8 (en) | 2017-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018526252A (ja) | 衣類への直接プリント装置 | |
| JP6309144B2 (ja) | 衣料品へ画像を印刷するための方法 | |
| US11999159B2 (en) | Apparel printing system and methods for printing on articles with repeating patterns | |
| US10131143B2 (en) | Printing machines for seamless textiles | |
| JP2010059563A (ja) | 衣類の製造方法及び成形編みされた衣類 | |
| JP2004068209A (ja) | 熱転写方法 | |
| JP2008196081A (ja) | 繊維成形品の加工工程および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190809 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190809 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200728 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201201 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201215 |