JP2018130833A - 成形品 - Google Patents
成形品 Download PDFInfo
- Publication number
- JP2018130833A JP2018130833A JP2017024004A JP2017024004A JP2018130833A JP 2018130833 A JP2018130833 A JP 2018130833A JP 2017024004 A JP2017024004 A JP 2017024004A JP 2017024004 A JP2017024004 A JP 2017024004A JP 2018130833 A JP2018130833 A JP 2018130833A
- Authority
- JP
- Japan
- Prior art keywords
- filler
- layer
- resin
- judged
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 title abstract description 4
- 239000000945 filler Substances 0.000 claims abstract description 51
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims abstract description 26
- 229910052709 silver Inorganic materials 0.000 claims abstract description 26
- 239000004332 silver Substances 0.000 claims abstract description 26
- 239000002245 particle Substances 0.000 claims abstract description 18
- 239000000463 material Substances 0.000 claims abstract description 17
- 239000011256 inorganic filler Substances 0.000 claims abstract description 3
- 239000012766 organic filler Substances 0.000 claims abstract description 3
- 230000003746 surface roughness Effects 0.000 claims description 5
- 239000010409 thin film Substances 0.000 abstract description 9
- 239000010410 layer Substances 0.000 description 68
- 239000003973 paint Substances 0.000 description 23
- 229920005989 resin Polymers 0.000 description 20
- 239000011347 resin Substances 0.000 description 20
- 239000010408 film Substances 0.000 description 14
- 238000011156 evaluation Methods 0.000 description 12
- 101000798707 Homo sapiens Transmembrane protease serine 13 Proteins 0.000 description 11
- 102100032467 Transmembrane protease serine 13 Human genes 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 10
- 229920003023 plastic Polymers 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 239000000758 substrate Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- XUMBMVFBXHLACL-UHFFFAOYSA-N Melanin Chemical compound O=C1C(=O)C(C2=CNC3=C(C(C(=O)C4=C32)=O)C)=C2C4=CNC2=C1C XUMBMVFBXHLACL-UHFFFAOYSA-N 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000010703 silicon Substances 0.000 description 6
- 229910052710 silicon Inorganic materials 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 238000002559 palpation Methods 0.000 description 4
- 229920001225 polyester resin Polymers 0.000 description 4
- 239000004645 polyester resin Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 241001422033 Thestylus Species 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical group CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052604 silicate mineral Inorganic materials 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Landscapes
- Laminated Bodies (AREA)
Abstract
Description
具体的には、自動車成形品では、外装面の質感も重要なことから、基材の上に平坦化するアンダーコート層、質感を向上させる銀鏡層、表面保護を行うトップコート層と、3層からなる表面コートを行っている。
また、トップコートは、必ずしも1層ではなく、複数層にすることもある。
薄膜干渉は、各層での反射光が、互いに干渉しあうことで虹色を生ずるものであり、水たまりに油膜がある時や、シャボン玉の表面等により、よく知られているが、色むらのように見えることもあり、好ましいものではない。
また、自動車用の成形品では、表面外観に注意が必要であり、異物が入っているように見えることがあってはならない。
(1)基材と、この基材上に下から順次積層するアンダーコート層、銀鏡層、トップコート層とを備え、前記トップコート層が、無機又は有機の充填材を含み、この充填材の平均粒径が、充填材を含んだ層の厚みよりも大きい、成形品。
(2)項(1)において、トップコート層が、複数層により形成され、その複数層の一部の層にのみに充填材が含まれ、前記充填材の平均粒径が、充填材が含まれた一部の層の厚みよりも大きい成形品。
(3)項(1)又は(2)において、充填材を含む層で形成される成形品の表面粗さRzが30以下である成形品。
トップコート層が複数層である場合は、より深みを出すことができると共に、層の一部に充填材を含むことから、多少の異物が混入しても充填材と同化することでこれが目立たず、外観不良が発生しにくい。
充填材を含む塗面の粗さ(Rz)が30以下であれば、成形品に触れた際の衣類やカバンなどの繊維の引っかかりが発生しにくく、自動車部品として使用した際には、使用者が乗降時に衣類の破れなどを気にせずに済む。
本明細書にて述べる基材とは、後述するアンダーコート層を積層させるものであり、材質は特に限定されるものではないが、金属成形品又は合成樹脂成形品等を用いることができ、合成樹脂としては、熱硬化性樹脂又は熱可塑性樹脂を用いることができる。
熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニル、ビニル系ポリマー、ポリエステル、ポリアミド、ABS樹脂、ポリエステル樹脂、熱可塑性エストラマー等を用いることができる。
熱硬化性樹脂としては、シリコン樹脂、ポリウレタン樹脂、ポリエステル樹脂、メラニン樹脂、エポキシ樹脂、フェノール樹脂、ユリア樹脂等を用いることができる。
具体的には、自動車成形品に用いるものであれば、ポリプロピレン、ポリカーボネイト、ABS樹脂がある。ポリプロピレンは、樹脂の中でも比重が軽く、加工しやすく、引張強度、衝撃強度、圧縮強度が高く、耐候性、耐熱性にも優れている。ABSは、プラスチック素材の中でも、比較的後の表面処理がしやすく、塗装など成形後に施すことが容易な樹脂であり、耐薬品性、剛性に優れ、耐衝撃性、耐熱性、耐寒性にも強い。ポリカーボネイトは、プラスチック素材の中でも高い耐衝撃性を持ち、耐候性や耐熱性にも優れ、透明性にも長けている、又加工もしやすく、プラスチック素材の中でも比較的軽く、丈夫な素材である。
本明細書にて述べるアンダーコート層とは、先に述べた基材上に配置されるものであり、後述する銀鏡層を配置する前の平滑面を形成すると共に、基材及び銀鏡層との密着性に優れたものを用いることが好ましい。
具体的には、フッソ樹脂塗料、ポリエステル樹脂塗料、エポキシ樹脂塗料、メラニン樹脂塗料、シリコン樹脂塗料、アクリルシリコン樹脂塗料、アクリルウレタン樹脂塗料等があるが、特に好ましいのは、アクリルシリコン樹脂塗料、アクリルウレタン樹脂塗料である。
アクリルシリコン樹脂塗料は、下地に対する付着性が高く、更に光沢保持性、保色性が高く、耐薬品性、耐油性、耐水性にも優れている。
アクリルウレタン樹脂塗料は、塗膜が柔らかく、密着性に優れ、耐久性、耐候性、耐薬品性にも優れている。
アンダーコート層の厚みは、特に制限されるものではないが、平滑面が確保しやすいことから5〜25μm程度が望ましい。
また、基材の材質によりアンダーコート層と基材の密着性を高めるためにプライマー層を介入させても良い。
本明細書にて述べる銀鏡層は、銀薄膜層を意味するものであり、金属銀を昇華付着させる蒸着法、真空容器を用いるスパッタリング法、銀薄膜を予めフィルム上に形成し転写さえる転写法、めっき法等により、形成することができる。
銀鏡層の厚みは、特に制限されるものではないが、50〜200nm程度が望ましい。50nm以上であると、透過性が少なく、銀鏡の役目を果たしやすく、200nm以下であると、銀色の変色がすくない。
本明細書にて述べるトップコート層は、先に述べた銀鏡層を保護するものであり、銀鏡層を隠蔽しない透明性を有したクリアなもの、又は、着色されたカラークリアの樹脂塗料を用いることができ、具体的には熱硬化性樹脂を用いることができる。
具体的な熱硬化性樹脂としては、フッソ樹脂塗料、ポリエステル樹脂塗料、エポキシ樹脂塗料、メラニン樹脂塗料、シリコン樹脂塗料、アクリルシリコン樹脂塗料、アクリルウレタン樹脂塗料等を用いることができ、アクリルシリコン樹脂塗料、又は、アクリルウレタン塗料を用いることが特に好ましい。
アクリルシリコン樹脂塗料は、下地に対する付着性が高く、更に光沢保持性、保色性が高く、耐薬品性、耐油性、耐水性にも優れている。
アクリルウレタン樹脂塗料は、塗膜が柔らかく、密着性に優れ、耐久性、耐候性、耐薬品性にも優れている。
トップコート層は、必ずしも単層である必要はなく、複数層としてもよい。
トップコート層が、複数層であると、見た目に深みを増したものとなり、光沢のある質感を出しやすい。
トップコート層の厚みは、特に限定されるものではないが、20〜40μm程度が好ましい。
厚みが20μm以上であると、先に述べた銀鏡層を十分に保護することができ、40μm以下であると、経年変化によるクラック、剥がれ、密着不良等が出にくい。
本発明にて述べる充填材は、その材質を無機又は有機とするものであり、形状としては略球形、鱗片形、真球等、適宜選択することができる。
無機物としては、炭酸カルシウム、二酸化ケイ素(シリカ)、ケイ酸塩鉱物(タルク・マイカ)、珪酸アルミニウム(クレー)、酸化アルミニウム(アルミナ)、セラミック(酸化チタン)等であり、これらを主成分とする紛体でもよい。
有機物としては、ポリイミド、ポロテtpラフィリロエチレン(PTFE)、ナイロン、アクリル酸エステル、スチレン等を微粉砕一造粒して得られた紛体を用いることができる。
充填材は、無色でも有色でも用いることができるが、無色透明又は白濁色であることが好ましい。これは、充填材がある層の下層にある銀鏡膜を意匠として生かすため、充填材のブツブツ感が見えてしまうような有色物(有色透明を除く)でない方が望ましい。
尚、有色物を用いる場合は、充填材を含む層、又はその上に重なる層が充填材と同色系のカラークリアを用いることが好ましい。同色系であれば、黒色である充填材であってもよい。
充填材は、平均粒径が充填材を含んだ層の厚みよりも大きいものであり、これにより、虹色の発現を抑えることができる。平均粒径は、レーザ回折式粒度分布測定装置を用いて、粒子にレーザ光を照射し、回折・散乱光の強度分布の50%粒子径(メディアン径)を意味する。
充填材は、トップコート層中に分散されるものであり、トップコート層が複数層で構成される場合は、その中の少なくとも1層に分散される。
充填材を複数あるトップコート層の何れに分散させるかは、任意に決定することができるが、トップコート層の最外層に分散させた場合は、反射率が抑制され、落ち着いた雰囲気になると共に、充填材の感触を得ることができる。最外層以外の層へ充填材を分散させた場合は、より光沢が増すと共に、金属感のあるものとすることができる。
Rzは、基準長さにおける粗さ曲線の中で、最も高い高さと最も深い谷の深さの和を求めたもの。(JIS−B0601−2013)
<実施例1>
(アンダーコート層の形成)
縦:70mm×横:150mm×厚み:3mmの平面状ABS基材を準備し、この基材の表面をIPA(イソプロピルアルコール)を含ませたウエスで脱脂、洗浄し、油膜・汚れ・塵埃を除去した。除去した基材を乾燥させ、大橋化学工業株式会社製のMSPS用アンダーコートクリアDと、MSPS用アンダーコートシンナーNo.15と、MSPS用アンダーコート添加剤Lと、MSPS用アンダーコート硬化剤Nとを25:35:0.5:4(質量部での割合)の割合で配合、撹拌し、スプレーガンで吹きつけ、80℃に設定した乾燥炉内にて1時間乾燥し平均膜厚15μmのアンダーコート層を形成させた。
アンダーコート層を形成した基材を純水にてスプレー洗浄した後、三菱製紙株式会社製のMSPS−Sa1A(商品名)をスプレー塗布し、純水による充分なスプレー洗浄の後、三菱製紙株式会社製のMSPS−Sa2A(商品名)を塗布し、銀鏡析出の活性化処理を施した後、2頭スプレーガンにて、三菱製紙株式会社製のMSPS−Ag(商品名)とMSPS−Do(商品名)の2液を同時に塗布し、銀鏡反応による銀鏡層を形成した後、純水によるスプレー洗浄し、三菱製紙株式会社製のMSPS−R1Aを塗布し、更に純水によるスプレー洗浄を行った。次に銀鏡層の水分を除去するため、圧縮空気(エアブロー)を吹付けた後、45℃に設定した乾燥炉内で30分間乾燥させた。
トップコートは、銀鏡層の乾燥後の成形品の温度が室温(25℃)になったことを確認した後、後述する表1に示すように、実施例1〜9、比較例1〜3にて、各々に変化させて形成した。
大橋化学工業株式会社製のMSPS用トップコートクリヤーMと、MSPS用トップコートシンナーP−7と、MSPS用トップコート硬化剤Wと、MSPS用色剤ブラックとを、20:20:5:0.4(質量部での割合 配合:TC−A)と、充填材a(積水化成品工業株式会社製:MBX−30 平均粒子径30μm 略球形状)を0.3質量部配合、撹拌し、スプレーガンで吹付、80℃に設定した乾燥炉内にて、45分乾燥し平均膜厚25μmのトップコート層を形成させた。
充填材を充填材b(丸尾カルシウム株式会社製:R重炭 平均粒子径20μm 不定形な形状)とし平均膜厚15μmにした以外は実施例1同様に形成した。
充填材を充填材c(積水化成品工業株式会社製:MBX−50 平均粒子径50μm 略球形状)とし平均膜厚30μmにした以外は実施例1同様に形成した。
実施例1のTC−Aを平均膜厚20μm吹付直後、大橋化学工業株式会社製のMSPS用トップコートクリヤーMと、MSPS用トップコートシンナーP−7と、MSPS用トップコート硬化剤Wを20:20:5(質量部での割合 配合:TC−B)と充填材d(積水化成品工業株式会社製:MBX−8 平均粒径8μm 略球形状)を0.3質量部配合、撹拌したものを別のスプレーガンにて平均膜厚5μm吹付、80℃に設定した乾燥炉内にて、45分乾燥しトップコート層を形成した。
充填材を充填材e(積水化成品工業株式会社製:MBX−12 平均粒径12μm 略球形状)とし平均膜厚10μmにした以外は実施例4同様に形成した。
充填材を充填材bとし平均膜厚15μmとした以外は実施例4同様に形成した。
実施例4の吹付の順番を入れ替え形成した。
実施例5の吹付の順番を入れ替え形成した。
実施例6の吹付の順番を入れ替え形成した。
実施例1の充填材aの配合を除いた以外は、実施例1と同様に形成した。
充填材を充填材f(積水化成品工業株式会社製:MBX−2H 平均粒径2.5μm 略球形状)に変更した以外は実施例1と同様に形成した。
充填材を充填材g(積水化成品工業株式会社製:MBX−5 平均粒径5μm 略球形状)に変更した以外は実施例1と同様に形成した。
実施例及び比較例の成形品について、被験者50名により、目視を行って、薄膜干渉縞(虹色)の発生の有無を確認した。
評価は、虹の発生なしと判断した人数により行い、40名以上がなしと判断すれば「◎」、30〜39名がなしと判断すれば「○」、20〜29名以下がなしと判断すれば「△」、19名以下がなしと判断すれば「×」とした。
実施例及び比較例の成形品について、被験者50名により、目視を行って、外観異物の発生の有無を確認した。
評価は、異物混在なしと判断した人数により行い、40名以上がなしと判断すれば「◎」、30〜39名がなしと判断すれば「○」、20〜29名以下がなしと判断すれば「△」、19名以下がなしと判断すれば「×」とした。
実施例及び比較例の成形品について、被験者50名により、目視を行って、外観輝度感の有無を確認した。
評価は、輝度感ありと判断した人数により行い、40名以上がありと判断すれば「◎」、30〜39名がありと判断すれば「○」、20〜29名以下がありと判断すれば「△」、19名以下がありと判断すれば「×」とした。
実施例及び比較例の成形品について、被験者50名により、目視を行って、外観金属質感の有無を確認した。
評価は、金属質感ありと判断した人数により行い、40名以上がありと判断すれば「◎」、30〜39名がありと判断すれば「○」、20〜29名以下がありと判断すれば「△」、19名以下がありと判断すれば「×」とした。
実施例及び比較例の成形品について、被験者50名により、触診を行って、手触り・引っ掛かりの有無を確認した。
評価は、被験者に綿手袋を装着してもらい、装着した綿手袋にて成形品表面を撫でて引っ掛かりなしと判断した人数により行い、40名以上がなしと判断すれば「◎」、30〜39名がなしと判断すれば「○」、20〜29名以下がなしと判断すれば「△」、19名以下がなしと判断すれば「×」とした。
実施例及び比較例の成形品について、粗さ計測定試験を行い、Rz(JIS−B−0601−2013)を算出。
尚、粗さ計測定は、触針式で、被測定面に触針の先端を置き、被測定面に沿って、触針を移動し、表面の凹凸による上下する量を電気的に拡大し、測定する方法である。
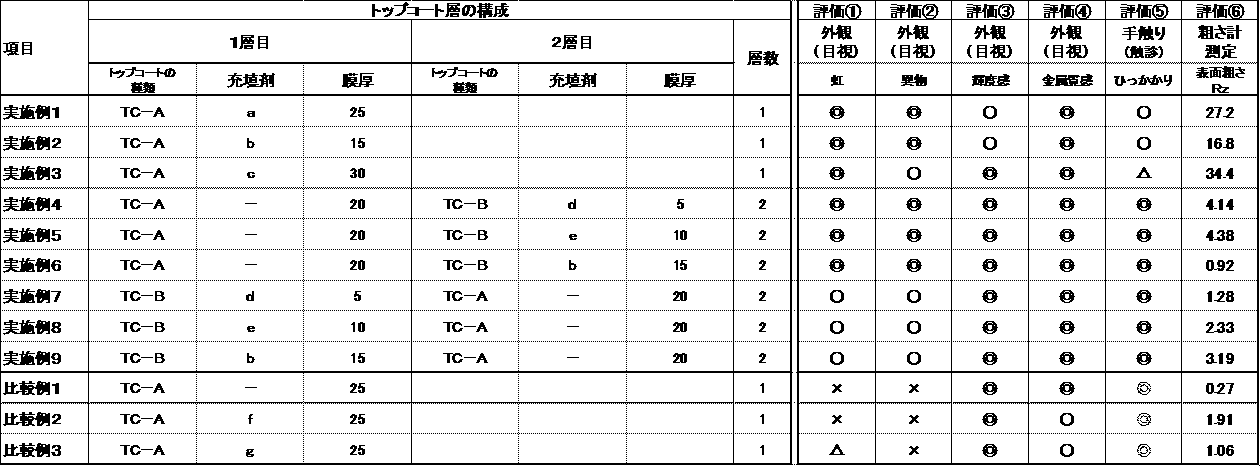
これに対し、実施例1〜9では、輝度感、金属質感も損なうことなく、ひっかかりも無い上、干渉縞の虹、異物の混入による外観不良もないことが確認された。
さらに、表面粗さについては、実施例3の Rz34.4、触診によるひっかかり評価「△」に対し、実施例1では、Rz27.2、触診によるひっかかり評価「○」、という結果になり、粗さ数値Rz 30以下で引っ掛かりによる不具合が抑制されることが確認された。
Claims (3)
- 基材と、この基材上に下から順次積層するアンダーコート層、銀鏡層、トップコート層とを備え、前記トップコート層が、無機又は有機の充填材を含み、この充填材の平均粒径が、充填材を含んだ層の厚みよりも大きい、成形品。
- 請求項1において、トップコート層が、複数層により形成され、その複数層の一部の層にのみに充填材が含まれ、前記充填材の平均粒径が、充填材が含まれた一部の層の厚みよりも大きい成形品。
- 請求項1又は2において、充填材を含む層で形成される成形品の表面粗さRzが30以下である成形品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017024004A JP6866671B2 (ja) | 2017-02-13 | 2017-02-13 | 成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017024004A JP6866671B2 (ja) | 2017-02-13 | 2017-02-13 | 成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018130833A true JP2018130833A (ja) | 2018-08-23 |
| JP6866671B2 JP6866671B2 (ja) | 2021-04-28 |
Family
ID=63249323
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017024004A Active JP6866671B2 (ja) | 2017-02-13 | 2017-02-13 | 成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6866671B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020104335A (ja) * | 2018-12-26 | 2020-07-09 | トヨタ自動車株式会社 | 車両用部品及び車両用部品の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010217638A (ja) * | 2009-03-18 | 2010-09-30 | Reiko Co Ltd | モアレ防止反射フイルム |
| JP2010231155A (ja) * | 2009-03-30 | 2010-10-14 | Reiko Co Ltd | 反射フイルム |
| JP2011167844A (ja) * | 2008-06-11 | 2011-09-01 | Nissha Printing Co Ltd | 干渉縞防止剤を含有する転写シートとその加飾成形品 |
-
2017
- 2017-02-13 JP JP2017024004A patent/JP6866671B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011167844A (ja) * | 2008-06-11 | 2011-09-01 | Nissha Printing Co Ltd | 干渉縞防止剤を含有する転写シートとその加飾成形品 |
| JP2010217638A (ja) * | 2009-03-18 | 2010-09-30 | Reiko Co Ltd | モアレ防止反射フイルム |
| JP2010231155A (ja) * | 2009-03-30 | 2010-10-14 | Reiko Co Ltd | 反射フイルム |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020104335A (ja) * | 2018-12-26 | 2020-07-09 | トヨタ自動車株式会社 | 車両用部品及び車両用部品の製造方法 |
| JP7077935B2 (ja) | 2018-12-26 | 2022-05-31 | トヨタ自動車株式会社 | 車両用部品及び車両用部品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6866671B2 (ja) | 2021-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6255882B2 (ja) | 化粧シート | |
| JP6550916B2 (ja) | 化粧板及びその製造方法 | |
| CN101768407A (zh) | 镜面涂料及其在彩色涂覆层钢板上的应用 | |
| JP6413188B2 (ja) | 化粧シート | |
| KR20200141482A (ko) | 질감이 있는 3d 인쇄 기판용 코팅 | |
| JP2003205589A (ja) | 化粧材 | |
| CN106827743A (zh) | 具有金属高光层的表面覆膜结构 | |
| JP7099516B2 (ja) | 成形品及び表示装置 | |
| JP6866670B2 (ja) | 成形品 | |
| JP2018130833A (ja) | 成形品 | |
| JP2017159507A (ja) | 化粧シート及び化粧板 | |
| US2836528A (en) | Floor coverings comprising polyethylene terephthalate film | |
| JP3209532U (ja) | 光輝性装飾シート | |
| JP2019177622A (ja) | 塗装体 | |
| JP2019030996A (ja) | 成形品 | |
| CN112839786B (zh) | 用于生产弹性体表皮的方法 | |
| CN201120753Y (zh) | 材料防污保护结构 | |
| CA2492301A1 (en) | Antistatic molded article and antistatic paint | |
| CN105479883A (zh) | 一种抗污复合膜和含有该复合膜的抗污板材及其制备方法 | |
| JPS63291665A (ja) | 耐指紋性、耐摩耗性に優れたステンレス鋼板およびその製造方法 | |
| GB2583104A (en) | Method and process to make flexible copper alloys | |
| CN207526025U (zh) | 一种水性亮光耐刮装饰膜 | |
| JP2008273127A (ja) | 転写箔 | |
| TWI406911B (zh) | Coating composition | |
| JP7463135B2 (ja) | 化粧板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201127 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20201127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210309 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210322 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6866671 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |