JP2018090776A - マスキング材 - Google Patents
マスキング材 Download PDFInfo
- Publication number
- JP2018090776A JP2018090776A JP2017207273A JP2017207273A JP2018090776A JP 2018090776 A JP2018090776 A JP 2018090776A JP 2017207273 A JP2017207273 A JP 2017207273A JP 2017207273 A JP2017207273 A JP 2017207273A JP 2018090776 A JP2018090776 A JP 2018090776A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive layer
- pressure
- sensitive adhesive
- masking material
- active energy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000000873 masking effect Effects 0.000 title claims abstract description 110
- 239000000463 material Substances 0.000 title claims abstract description 105
- 239000012790 adhesive layer Substances 0.000 claims abstract description 51
- 238000000034 method Methods 0.000 claims abstract description 36
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 183
- 239000010410 layer Substances 0.000 claims description 143
- 239000000853 adhesive Substances 0.000 claims description 21
- 230000001070 adhesive effect Effects 0.000 claims description 21
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 19
- 230000001678 irradiating effect Effects 0.000 claims description 7
- 238000005520 cutting process Methods 0.000 abstract description 16
- 239000003795 chemical substances by application Substances 0.000 abstract description 4
- 239000000428 dust Substances 0.000 abstract description 2
- 239000003522 acrylic cement Substances 0.000 abstract 1
- 230000001788 irregular Effects 0.000 abstract 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 42
- 238000011156 evaluation Methods 0.000 description 21
- 239000000178 monomer Substances 0.000 description 19
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 16
- 229920000058 polyacrylate Polymers 0.000 description 16
- 238000004519 manufacturing process Methods 0.000 description 14
- 239000002699 waste material Substances 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 12
- 239000003431 cross linking reagent Substances 0.000 description 11
- 239000000203 mixture Substances 0.000 description 11
- 229910000831 Steel Inorganic materials 0.000 description 10
- 150000001875 compounds Chemical class 0.000 description 10
- 239000010959 steel Substances 0.000 description 10
- 238000003756 stirring Methods 0.000 description 9
- -1 2-ethylhexyl Chemical group 0.000 description 8
- 229910052757 nitrogen Inorganic materials 0.000 description 8
- 238000010521 absorption reaction Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 229920005601 base polymer Polymers 0.000 description 6
- 238000000691 measurement method Methods 0.000 description 6
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 5
- 239000002390 adhesive tape Substances 0.000 description 5
- 125000000524 functional group Chemical group 0.000 description 5
- 238000006116 polymerization reaction Methods 0.000 description 5
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 125000000623 heterocyclic group Chemical group 0.000 description 4
- 238000009863 impact test Methods 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 3
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 3
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 2
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 2
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 2
- 229920006353 Acrylite® Polymers 0.000 description 2
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 2
- 239000004342 Benzoyl peroxide Substances 0.000 description 2
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- 241001050985 Disco Species 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000012752 auxiliary agent Substances 0.000 description 2
- 235000019400 benzoyl peroxide Nutrition 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- CREMABGTGYGIQB-UHFFFAOYSA-N carbon carbon Chemical compound C.C CREMABGTGYGIQB-UHFFFAOYSA-N 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- RBQRWNWVPQDTJJ-UHFFFAOYSA-N methacryloyloxyethyl isocyanate Chemical compound CC(=C)C(=O)OCCN=C=O RBQRWNWVPQDTJJ-UHFFFAOYSA-N 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 125000003837 (C1-C20) alkyl group Chemical group 0.000 description 1
- ZVEMLYIXBCTVOF-UHFFFAOYSA-N 1-(2-isocyanatopropan-2-yl)-3-prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC=CC(C(C)(C)N=C=O)=C1 ZVEMLYIXBCTVOF-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- JECYNCQXXKQDJN-UHFFFAOYSA-N 2-(2-methylhexan-2-yloxymethyl)oxirane Chemical compound CCCCC(C)(C)OCC1CO1 JECYNCQXXKQDJN-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- VHFGGWSXGDWGOY-UHFFFAOYSA-N 2-isocyanatoethyl 2-methylprop-2-enoate 5-isocyanato-2-methylpent-2-enoic acid Chemical compound N(=C=O)CCC=C(C(=O)O)C.C(C(=C)C)(=O)OCCN=C=O VHFGGWSXGDWGOY-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- RVGRUAULSDPKGF-UHFFFAOYSA-N Poloxamer Chemical compound C1CO1.CC1CO1 RVGRUAULSDPKGF-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 125000004018 acid anhydride group Chemical group 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 238000007754 air knife coating Methods 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 150000003863 ammonium salts Chemical class 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 125000001204 arachidyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 150000001642 boronic acid derivatives Chemical class 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000012975 dibutyltin dilaurate Substances 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical class I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 125000002960 margaryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 125000001421 myristyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001196 nonadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001400 nonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 229920002601 oligoester Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- AHHWIHXENZJRFG-UHFFFAOYSA-N oxetane Chemical compound C1COC1 AHHWIHXENZJRFG-UHFFFAOYSA-N 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 125000002958 pentadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 1
- 150000004714 phosphonium salts Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000007763 reverse roll coating Methods 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- VOVUARRWDCVURC-UHFFFAOYSA-N thiirane Chemical compound C1CS1 VOVUARRWDCVURC-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 125000002948 undecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/185—Joining of semiconductor bodies for junction formation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Dicing (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】被マスキング面の凹凸形状に良好に追従し得、かつ、ダイシング工程に供された際には切削屑が生じ難い、マスキング材を提供すること。【解決手段】本発明のマスキング材は、凸部が形成された面を有し、該面がマスキングされた電子部品を、ダイシング工程に供する際に用いられるマスキング材であって、活性エネルギー線の照射により硬化可能な第1の粘着剤層と、該第1の粘着剤層の片側に配置される、活性エネルギー線の照射により硬化可能な第2の粘着剤層とを備え、該第1の粘着剤層と該第2の粘着剤層とが、それぞれ活性エネルギー線硬化型アクリル系粘着剤から構成される。【選択図】図1
Description
本発明は、マスキング材に関する。より詳細には、所定の製造工程に供される電子部品の一部を保護する際に用いるマスキング材に関する。
従来より、電子部品を所定の製造工程に供する際には、脆弱な部分、処理を要さない部分等を保護する目的で、当該部分をマスキング材によりマスキングすることが行われている。この際、被マスキング面が、バンプ等の凸部を有して凹凸形状となっていることがあり、凸部に対して追従性よく貼着し得るマスキング材が求められている。
一方、電子部品の製造工程として、大面積で加工された電子部品の前駆体を、小片化する工程(ダイシング工程)が知られている。このダイシング工程においても、電子部品(電子部品の前駆体)が上記のように凸部を有し、該凸部を有する面がマスキングされることがある。
しかしながら、マスキング材を備えた電子部品をダイシング工程に供した場合、切断面から切削屑が生じ、該切削屑が電子部品を汚染する、ダイシング後の工程での不具合が生じる等の問題がある。
本発明は上記従来の課題を解決するためになされたものであり、その目的とするところは、被マスキング面の凹凸形状に良好に追従し得、かつ、ダイシング工程に供された際には切削屑が生じ難い、マスキング材を提供することにある。
本発明のマスキング材は、凸部が形成された面を有し、該面がマスキングされた電子部品を、ダイシング工程に供する際に用いられるマスキング材であって、活性エネルギー線の照射により硬化可能な第1の粘着剤層と、該第1の粘着剤層の片側に配置される、活性エネルギー線の照射により硬化可能な第2の粘着剤層とを備え、該第1の粘着剤層と該第2の粘着剤層とが、それぞれ活性エネルギー線硬化型アクリル系粘着剤から構成され、該第1の粘着剤層の活性エネルギー線照射前の剛体吸収性(1A)が、20%以上50%未満であり、該第2の粘着剤層の活性エネルギー線照射前の剛体吸収性(2A)が、20%以上50%未満であり、活性エネルギー線を照射した後の第1の粘着剤層の剛体吸収性(1B)が、11%以上18%未満であり、活性エネルギー線を照射した後の第2の粘着剤層の剛体吸収性(2B)が、10%以上15%未満であり、該剛体吸収性(1B)の剛体吸収性(2B)に対する比(1B/2B)が、0.6以上1.3未満である。
1つの実施形態においては、上記マスキング材は、上記第1の粘着剤層を、前記電子部品の凸部が形成された面に貼着して用いられる。
1つの実施形態においては、マスキング材の厚みが、上記電子部品が有する凸部の高さよりも厚い。
1つの実施形態においては、上記マスキング材は、マスキング材の第1の粘着剤層をSiミラーウエハに貼着し、活性エネルギー線を照射した後の粘着力が、0.04N/20mm以上2.0N/20mm未満である。
1つの実施形態においては、上記マスキング材は、活性エネルギー線を照射した後の破断伸度が、60%以下である。
1つの実施形態においては、上記マスキング材は、上記第1の粘着剤層を、前記電子部品の凸部が形成された面に貼着して用いられる。
1つの実施形態においては、マスキング材の厚みが、上記電子部品が有する凸部の高さよりも厚い。
1つの実施形態においては、上記マスキング材は、マスキング材の第1の粘着剤層をSiミラーウエハに貼着し、活性エネルギー線を照射した後の粘着力が、0.04N/20mm以上2.0N/20mm未満である。
1つの実施形態においては、上記マスキング材は、活性エネルギー線を照射した後の破断伸度が、60%以下である。
本発明によれば、被マスキング面の凹凸形状に良好に追従し得、かつ、ダイシング工程に供された際には切削屑が生じ難い、マスキング材を提供することができる。
A.マスキング材の全体構成
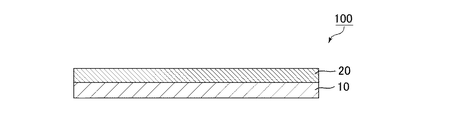
図1は、本発明の1つの実施形態によるマスキング材の概略断面図である。マスキング材100は、第1の粘着剤層10と、第1の粘着剤層10の片側に配置される第2の粘着剤層20とを備える。第1の粘着剤層および第2の粘着剤層は、それぞれ活性エネルギー線硬化型アクリル系粘着剤から構成され、第1の粘着剤層および第2の粘着剤層はいずれも、活性エネルギー線の照射により硬化可能である。活性エネルギー線としては、例えば、ガンマ線、紫外線、可視光線、赤外線(熱線)、ラジオ波、アルファ線、ベータ線、電子線、プラズマ流、電離線、粒子線等が挙げられる。好ましくは、紫外線である。図示していないが、本発明の粘着テープは、使用に供するまでの間、粘着面を保護する目的で、第1の粘着剤層および/または第2の粘着剤層の外側にセパレーターが設けられていてもよい。また、マスキング材は任意の適切なその他の層を備え得る(図示せず)。例えば、図1においては、第1の粘着剤層と第2の粘着剤層とが接している形態が示されているが、これに限らず、第1の粘着剤層と第2の粘着剤層との間に、任意の適切な層が形成されていてもよい。
図1は、本発明の1つの実施形態によるマスキング材の概略断面図である。マスキング材100は、第1の粘着剤層10と、第1の粘着剤層10の片側に配置される第2の粘着剤層20とを備える。第1の粘着剤層および第2の粘着剤層は、それぞれ活性エネルギー線硬化型アクリル系粘着剤から構成され、第1の粘着剤層および第2の粘着剤層はいずれも、活性エネルギー線の照射により硬化可能である。活性エネルギー線としては、例えば、ガンマ線、紫外線、可視光線、赤外線(熱線)、ラジオ波、アルファ線、ベータ線、電子線、プラズマ流、電離線、粒子線等が挙げられる。好ましくは、紫外線である。図示していないが、本発明の粘着テープは、使用に供するまでの間、粘着面を保護する目的で、第1の粘着剤層および/または第2の粘着剤層の外側にセパレーターが設けられていてもよい。また、マスキング材は任意の適切なその他の層を備え得る(図示せず)。例えば、図1においては、第1の粘着剤層と第2の粘着剤層とが接している形態が示されているが、これに限らず、第1の粘着剤層と第2の粘着剤層との間に、任意の適切な層が形成されていてもよい。
本発明のマスキング材は、凸部が形成された面(以下、凹凸面または被マスキング面ともいう)を有し、該面がマスキングされた電子部品を、ダイシング工程に供する際に用いられる。当該工程においては、凹凸面が上記マスキング材によりマスキングされた状態の電子部品が、素子小片に切断分離される。1つの実施形態において、上記マスキング材は、第1の粘着剤層を電子部品の凹凸面に貼着して用いられる。また、ダイシング工程の際には、マスキング材付き電子部品のマスキングされていない側に任意の適切なダイシングテープが配置され得る。また、本発明のマスキング材を用いる際、被マスキング面に貼着した後、活性エネルギー線を照射して、第1の粘着剤層および第2の粘着剤層を硬化させてから、マスキングされた電子部品をダイシングすることが好ましい。第1の粘着剤層および第2の粘着剤層の硬化は、例えば、積算光量500mJ/cm2の紫外線を照射して行われる。上記切断分離の際には、例えば、回転刃が用いられる。1つの実施形態においては、ダイシング工程後、小片化された電子部品は、本発明のマスキング材によりマスキングされた状態で次工程(例えば、スパッタ処理等の金属膜形成工程、エッチング工程等)に供される。
本発明においては、比較的柔軟な第1の粘着剤層および第2の粘着剤層を形成することにより、被マスキング面の凹凸形状に追従しやすく、被マスキング面を良好にマスキングし得るマスキング材を得ることができる。また、第1の粘着剤層および第2の粘着剤層が硬化可能に形成されており、被マスキング面にマスキング材を貼着した後にこれらの粘着剤層を硬化させることにより、ダイシング工程における切削屑の発生を防止することができる。さらに、本発明のマスキング材においては、第1の粘着剤層および第2の粘着剤層が、硬化処理により、それぞれ独立して適切な硬さ(具体的には、剛体吸収性)となるように構成されている。このように構成されたマスキング材を用いることにより、切削屑の発生を防止しつつ良好にダイシングを行うことができ、かつ、ダイシング工程後には該マスキング材を容易に剥離することができる(詳細は後述する)。
1つの実施形態においては、上記マスキング材は基材等の剛直な層(例えば、剛体吸収性が11%未満の層)を備えない。剛直な層を含まずにマスキング材を構成することにより、切削屑の発生をより少なくすることができる。なお、基材とは、JIS Z0109:2015に規定された、粘着テープの粘着剤を保持する役割をもたせる目的で使用する材料をいう。本実施形態におけるマスキング材は、粘着剤層を保持する役割を有する基材を備えないために、使用に供するまでの間、マスキング材を保持するために、剥離ライナーが設けられることが好ましい。1つの実施形態においては、上記マスキング材は、第1の粘着剤層および第2の粘着剤層のみから構成される。
本発明のマスキング材の第1の粘着剤層をSiミラーウエハに貼着した際の25℃における初期粘着力は、好ましくは0.5N/20mm〜20N/20mmであり、より好ましくは1N/20mm〜18N/20mmである。このような範囲であれば、電子部品のマスキング用として好適なマスキング材を得ることができる。当該粘着力が、0.5N/20mmより低い場合、被着体に対する貼り付きが弱く、被着体からの浮きが発生するおそれがある。また、20N/20mmより高い場合、設計上流動性が高い糊となり、ハンドリング性が困難となるおそれがある。本発明のマスキング用粘着テープは、電子部品の凹凸面(例えば、半導体パッケージのバンプ形成面)に貼着しても、剥離し難い。なお、初期粘着力は、マスキング材に活性エネルギー線を照射する前の粘着力を意味する。本発明において、粘着力は、JIS Z 0237:2000に準じて測定される。具体的には、粘着力は、引っ張り試験機(テンシロン、島津製作所社製)を用いて25℃、剥離速度300mm/min、剥離角度:90°の条件で測定される。
本発明のマスキング材の第1の粘着剤層をSiミラーウエハに貼着し、活性エネルギー線を照射した後の25℃における粘着力は、好ましくは0.04N/20mm以上2.0N/20mm未満であり、より好ましくは0.05N/20mm〜1.5N/20mmであり、さらに好ましくは0.05N/20mm〜1N/20mmである。このような範囲であれば、マスキング材が貼着された電子部品をダイシングする際に剥離し難く、かつ、ダイシング後には容易に剥離し得るマスキング材を得ることができる。当該粘着力が0.04N/20mmより低い場合、ダイシング工程中に粘着剤が飛ぶおそれがある。また、1.5N/20mmより高い場合、剥離性が悪くなり、被着体の回収ができないおそれがある。活性エネルギー線としては、例えば、積算光量500mJ/cm2の紫外線が採用され得る。
活性エネルギー線を照射した後の上記マスキング材の破断伸度は、好ましくは60%以下であり、より好ましくは55%以下である。このような範囲であれば、ダイシングの際、切削屑の発生をより効果的に防止することができる。破断伸度が60%を超える場合、ダイシング中に粘着剤がブレードによって引き伸ばされるので、ヒゲ状の屑を生じやすくなるおそれがある。活性エネルギー線としては、例えば、積算光量500mJ/cm2の紫外線が採用され得る。破断伸度は、以下の方法により測定される。
<破断伸度の測定方法>
マスキング材に、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射する。その後、セパレーターを剥離して、幅10mm×長さ30mmの評価サンプルを得る。
上記評価サンプルについて、引っ張り試験機(ORIENTEC社製、商品名「RTC−1150A」)を用いて、測定温度22℃、チャック間距離10mm、速度10mm/min、測定幅10mmの条件下でSSカーブを測定し、評価サンプルが破断した時点での伸び率を破断伸度とする。
<破断伸度の測定方法>
マスキング材に、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射する。その後、セパレーターを剥離して、幅10mm×長さ30mmの評価サンプルを得る。
上記評価サンプルについて、引っ張り試験機(ORIENTEC社製、商品名「RTC−1150A」)を用いて、測定温度22℃、チャック間距離10mm、速度10mm/min、測定幅10mmの条件下でSSカーブを測定し、評価サンプルが破断した時点での伸び率を破断伸度とする。
本発明のマスキング材の厚みは、好ましくは20μm〜1000μmであり、より好ましくは60μm〜600μmであり、さらに好ましくは100μm〜300μmである。マスキング材の厚みが20μmより薄い場合、凹凸を埋め込めず被着体を保護できないおそれがある。また、1000μmより厚い場合、マスキング材としてのハンドリング性が悪くなるおそれがある。
1つの実施形態においては、マスキング材の厚みは、上記電子部品が有する凸部の高さ(例えば、50μm〜250μm)よりも厚い。このように構成されたマスキング材を用いれば、凹凸面を有する電子部品を良好にマスキングすることができる。マスキング材の厚みと電子部品が有する凸部の高さとの比(マスキング材の厚み/凸部の高さ)は、好ましくは1.1〜1.5であり、より好ましくは1.2〜1.4である。
B.第1の粘着剤層、第2の粘着剤層
第1の粘着剤層の活性エネルギー線照射前の剛体吸収性(1A)は、20%以上50%未満であり、より好ましくは25%〜45%であり、さらに好ましくは27%〜42%である。剛体吸収性が低い状態は、粘着剤の流動性が高い状態を意味しており、20%未満では、粘着剤の流動性が高すぎて糊が流れてしまい粘着剤としての形状を維持できなくなるおそれがある。逆に50%以上の状態は粘着剤の流動性が低すぎる状態を意味しており、マスキング時に凹凸を吸収できなくなり被着体を保護できなくなるおそれがある。剛体吸収性とは、粘着剤層に剛体を衝突させた際の衝撃吸収度合いを表す指標である。本明細書においては、粘着剤層の剛体吸収性により、粘着剤層の硬さおよび柔軟性が評価される。剛体吸収性の値が大きいことは、粘着剤層が柔軟性に富むことを意味する。なお、第1の粘着剤層の活性エネルギー線照射前の剛体吸収性は、以下の方法により測定される。
<第1の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>
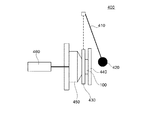
図2に示す衝撃試験装置(振り子試験機)を用いて、支持板のみに鋼球を衝突させた時の衝撃力(F0)、および固定治具と支持板との間にマスキング材を挿入した状態で支持板上に鋼球を衝突させた時の衝撃力(F1)を測定し、式(1)により剛体吸収性を求める。
剛体吸収性(%)=(F0−F1)/F0×100 (1)
評価サンプルとしてのマスキング材100のサイズは20mm角とする。
衝撃試験装置400においては、支持棒410(長さ:350mm)の先端に、直径19mm、重量0.27N(28g)の鋼球420が取り付けられている。
衝撃力は、以下のようにして測定される。すなわち、評価サンプル100の第2の粘着剤層を固定治具430(アルミニウム製)に取り付け、評価サンプル100の第1の粘着剤層側にアクリル製の支持板440(三菱レイヨン社製、商品名「アクリライト」;厚さ:3mm)を貼り合せ、該アクリル板440に鋼球420を衝突させて、衝突した際の衝撃力を、圧力センサー450で感知し、MULTI−Purpose FTT Analyzer(株式会社小野測器社製)460にて測定する。
鋼球420の衝突は、支持棒410の垂直方向に対する角度が20°となるまで振り上げて固定した後、固定を解除することにより、行う。
第1の粘着剤層の活性エネルギー線照射前の剛体吸収性(1A)は、20%以上50%未満であり、より好ましくは25%〜45%であり、さらに好ましくは27%〜42%である。剛体吸収性が低い状態は、粘着剤の流動性が高い状態を意味しており、20%未満では、粘着剤の流動性が高すぎて糊が流れてしまい粘着剤としての形状を維持できなくなるおそれがある。逆に50%以上の状態は粘着剤の流動性が低すぎる状態を意味しており、マスキング時に凹凸を吸収できなくなり被着体を保護できなくなるおそれがある。剛体吸収性とは、粘着剤層に剛体を衝突させた際の衝撃吸収度合いを表す指標である。本明細書においては、粘着剤層の剛体吸収性により、粘着剤層の硬さおよび柔軟性が評価される。剛体吸収性の値が大きいことは、粘着剤層が柔軟性に富むことを意味する。なお、第1の粘着剤層の活性エネルギー線照射前の剛体吸収性は、以下の方法により測定される。
<第1の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>
図2に示す衝撃試験装置(振り子試験機)を用いて、支持板のみに鋼球を衝突させた時の衝撃力(F0)、および固定治具と支持板との間にマスキング材を挿入した状態で支持板上に鋼球を衝突させた時の衝撃力(F1)を測定し、式(1)により剛体吸収性を求める。
剛体吸収性(%)=(F0−F1)/F0×100 (1)
評価サンプルとしてのマスキング材100のサイズは20mm角とする。
衝撃試験装置400においては、支持棒410(長さ:350mm)の先端に、直径19mm、重量0.27N(28g)の鋼球420が取り付けられている。
衝撃力は、以下のようにして測定される。すなわち、評価サンプル100の第2の粘着剤層を固定治具430(アルミニウム製)に取り付け、評価サンプル100の第1の粘着剤層側にアクリル製の支持板440(三菱レイヨン社製、商品名「アクリライト」;厚さ:3mm)を貼り合せ、該アクリル板440に鋼球420を衝突させて、衝突した際の衝撃力を、圧力センサー450で感知し、MULTI−Purpose FTT Analyzer(株式会社小野測器社製)460にて測定する。
鋼球420の衝突は、支持棒410の垂直方向に対する角度が20°となるまで振り上げて固定した後、固定を解除することにより、行う。
第2の粘着剤層の活性エネルギー線照射前の剛体吸収性(2A)は、20%以上50%未満であり、より好ましくは25%以上50%未満である。剛体吸収性が低い状態は、粘着剤の流動性が高い状態を意味しており、20%未満では、粘着剤の流動性が高すぎて糊が流れてしまい粘着剤としての形状を維持できなくなるおそれがある。逆に50%の状態は粘着剤の流動性が低すぎる状態を意味しており、マスキング時に凹凸を吸収できなくなり被着体を保護できなくなるおそれがある。なお、第2の粘着剤層の活性エネルギー線照射前の剛体吸収性は、以下の方法により測定される。
<第2の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>
第2の粘着剤層の活性エネルギー線照射前の剛体吸収性は、評価サンプル100の第1の粘着剤層を固定治具430に取り付け、評価サンプル100の第2の粘着剤層側にアクリル製の支持板440を貼り合せたこと以外は、<第1の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>と同様にして、測定される。
<第2の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>
第2の粘着剤層の活性エネルギー線照射前の剛体吸収性は、評価サンプル100の第1の粘着剤層を固定治具430に取り付け、評価サンプル100の第2の粘着剤層側にアクリル製の支持板440を貼り合せたこと以外は、<第1の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>と同様にして、測定される。
本発明においては、活性エネルギー線照射前の第1の粘着剤層の剛体吸収性(1A)および第2の粘着剤層の剛体吸収性(2A)が上記範囲であることにより、被マスキング面の凹凸形状に追従しやすく、被マスキング面を良好にマスキングし得るマスキング材を得ることができる。活性エネルギー線照射前の第1の粘着剤層の剛体吸収性(1A)および第2の粘着剤層の剛体吸収性(2A)が20%未満であることは、粘着剤層の流動性が高すぎる状態となることを意味し、この場合、粘着剤層としての形状を保てない、べとつきが激しくハンドリング性が悪くなる等の問題が生じるおそれがある。また、50%以上の場合、凹凸を埋め込めず、被着体を保護できなくなるおそれがある。
上記のとおり、第1の粘着剤層および第2の粘着剤層は、活性エネルギー線を照射することにより硬化し得るように構成される。より具体的には、第1の粘着剤層および第2の粘着剤層は、活性エネルギー線を照射することにより、剛体吸収性が小さくなるように構成される。活性エネルギー線としては、例えば、積算光量500mJ/cm2の紫外線が採用され得る。
上記活性エネルギー線を照射した後の第1の粘着剤層の剛体吸収性(1B)は、11%以上18%未満であり、好ましくは12%〜16%である。このような範囲であれば、上記マスキング材により電子部品の凹凸面をマスキングした後、該電子部品をダイシング工程に供した際、切削屑の発生を防止することができる。また、ダイシング工程後においては、マスキング材を容易に剥離することができる。剛体吸収性(1B)が11%未満であることは、第1の粘着剤層として軽剥離な状態を意味し、この場合、ダイシング中に粘着剤が飛ぶおそれがある。剛体吸収性(1B)が18%以上であることは、第1の粘着剤層が粘着性を有する状態を意味し、この場合、剥離力が大きくなり、被着体を剥離できないおそれがある。またダイシング中に粘着剤がブレードによって引き伸ばされてしまいヒゲ状の屑となるおそれがある。活性エネルギー線を照射した後の第1の粘着剤層の剛体吸収性は、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて紫外線(波長:355nm、積算光量500mJ/cm2)を照射した後のマスキング材を、<第1の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>と同様の方法に供して、測定される。
上記活性エネルギー線を照射した後の第2の粘着剤層の剛体吸収性(2B)は、10%以上15%未満であり、好ましくは10.5%〜14.5%である。このような範囲であれば、上記マスキング材により電子部品の凹凸面をマスキングした後、該電子部品をダイシング工程に供した際、切削屑の発生を防止することができる。また、ダイシング時、ダイシングブレードの高速回転による第1の粘着剤層の巻き上がりを防止することができる。剛体吸収性(2B)が10%未満であることは、第2の粘着剤層が硬い状態であることを意味し、この場合、ダイシングブレードの消耗が促進されるおそれがある。剛体吸収性(2B)が15%以上であることは、第2の粘着剤層が柔らかい状態であることを意味し、この場合、ダイシング中に粘着剤がブレードによって引き伸ばされてしまいヒゲ状の屑となるおそれがある。また、低弾性であるため、第1の粘着剤層の巻き上がりを押さえつける特性が弱まるおそれがある。活性エネルギー線を照射した後の第2の粘着剤層の剛体吸収性は、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて紫外線(波長:355nm、積算光量500mJ/cm2)を照射した後のマスキング材を、<第2の粘着剤層の活性エネルギー線照射前の剛体吸収性の測定方法>と同様の方法に供して、測定される。
本発明においては、上記のように、第1の粘着剤層および第2の粘着剤層の硬化後の剛体吸収性をそれぞれ適切な範囲とすることにより、ダイシング時のトラブル(切削屑発生、粘着剤層の巻き上がり)防止と、ダイシング工程後の剥離性とを、両立させることができる。
第1の粘着剤層の活性エネルギー線照射後の剛体吸収性(1B)の第2の粘着剤層の活性エネルギー線照射後の剛体吸収性(2B)に対する比(1B/2B)は、0.6以上1.3未満であり、好ましくは0.8〜1.25であり、より好ましくは0.9〜1.25である。このような範囲であれば、ダイシング時のトラブル(切削屑発生、粘着剤層の巻き上がり)防止と、ダイシング工程後の剥離性とを、両立させることができる。
第1の粘着剤層の活性エネルギー線照射前の22℃における弾性率は、好ましくは0.8MPa以下であり、より好ましくは0.01MPa〜0.5MPaであり、さらに好ましくは0.06MPa〜0.3MPaである。当該弾性率が、0.01MPa未満の場合、第1の粘着剤層の流動性が高くなりすぎてしまい粘着剤が流れやすくなり粘着剤層としての形状を保持できなくなるおそれがある。また、0.8MPaより大きい場合、被着体の凹凸を十分に埋めることができず、被着体を保護し得ないおそれがある。弾性率は、引っ張り試験により測定される。引っ張り試験においては、引っ張り試験機(ORIENTEC社製、商品名「RTC−1150A」)を用いて、測定温度22℃、チャック間距離10mm、速度10mm/minの条件下でSSカーブを測定する。該SSカーブの立ち上がりから初期弾性率を求め、これを粘着剤層の弾性率とする。
第2の粘着剤層の活性エネルギー線照射前の22℃における弾性率は、好ましくは0.8MPa以下であり、より好ましくは0.01MPa〜0.5MPaであり、さらに好ましくは0.06MPa〜0.1MPaである。当該弾性率が、0.01MPa未満の場合、第2の粘着剤層の流動性が高くなりすぎてしまい粘着剤が流れやすくなり粘着剤層としての形状を保持できなくなるおそれがある。また、0.8MPaより大きい場合、被着体の凹凸を十分に埋めることができず被着体を保護し得ないおそれがある。
第1の粘着剤層の上記活性エネルギー線照射後の22℃における弾性率は、好ましくは1MPa〜50MPaであり、より好ましくは1MPa〜40MPaであり、さらに好ましくは1MPa〜30MPaである。当該弾性率が50MPaより大きいことは、第1の粘着剤層として軽剥離な状態を意味し、この場合、ダイシング中に粘着剤が飛ぶおそれがある。当該弾性率が1MPa未満の場合、第1の粘着剤層が粘着性を有する状態を意味し、この場合、剥離力が大きくなり、被着体を剥離できないおそれがある。またダイシング中に粘着剤がブレードによって引き伸ばされてしまいヒゲ状の屑となるおそれがある。活性エネルギー線としては、例えば、積算光量500mJ/cm2の紫外線が採用され得る。
第2の粘着剤層の上記活性エネルギー線照射後の22℃における弾性率は、好ましくは3MPa〜100MPaであり、より好ましくは5MPa〜80MPaであり、さらに好ましくは7MPa〜60MPaである。当該弾性率が100MPaより大きいことは、第2の粘着剤層が硬い状態であることを意味し、この場合、ダイシング時にダイシングブレードの消耗が促進されるおそれがある。また、当該弾性率が3MPa未満であることは、第2の粘着剤層が柔らかい状態であることを意味し、この場合、ダイシング中に粘着剤がブレードによって引き伸ばされてしまいヒゲ状の屑となるおそれがある。また、低弾性であるため、第1の粘着剤層の巻き上がりを押さえつける特性が弱まるおそれがある。活性エネルギー線としては、例えば、積算光量500mJ/cm2の紫外線が採用され得る。
第1の粘着剤層の上記活性エネルギー線照射後の22℃における弾性率は、第2の粘着剤層の上記活性エネルギー線照射後の22℃における弾性率よりも小さいことが好ましい。(第1の粘着剤層の活性エネルギー線照射後の22℃における弾性率/第2の粘着剤層の活性エネルギー線照射後の22℃における弾性率)は、好ましくは0.1以上1未満であり、より好ましくは0.1〜0.4である。1つの実施形態においては、第1の粘着剤層と第2の粘着剤層とは、活性エネルギー線照射後の弾性率の相違により区別される。該弾性率は、例えば、粘着剤層を構成する粘着剤に含まれるベースポリマーの構造、分子量、配合量等;粘着剤に含まれる架橋剤の種類、配合量等により、制御することができる。
第1の粘着剤層の厚みは、好ましくは10μm〜500μmであり、より好ましくは30μm〜300μmであり、さらに好ましくは50μm〜150μmである。第1の粘着剤層の厚みが10μmより薄い場合、凹凸を埋め込めず被着体を保護できないおそれがある。また、500μmより厚い場合、マスキング材としてのハンドリング性が悪くなるおそれがある。第2の粘着剤層の厚みは、好ましくは10μm〜500μmであり、より好ましくは30μm〜300μmであり、さらに好ましくは50μm〜150μmである。第2の粘着剤層の厚みが10μmより薄い場合、凹凸を埋め込めず被着体を保護できないおそれがある。また、500μmより厚い場合、マスキング材としてのハンドリング性が悪くなるおそれがある。
上記のとおり、第1の粘着剤層と該第2の粘着剤層は、それぞれ活性エネルギー線硬化型アクリル系粘着剤から構成される。第1の粘着剤層と該第2の粘着剤層はそれぞれ、異なる活性エネルギー線硬化型アクリル系粘着剤から構成されていてもよく、同じ活性エネルギー線硬化型アクリル系粘着剤から構成されていてもよい。活性エネルギー線硬化型アクリル系粘着剤が異なるとは、該粘着剤に含まれる成分の少なくともひとつが相違することを意味する。
第1の粘着剤層と該第2の粘着剤層に含まれ得る活性エネルギー線硬化型アクリル系粘着剤は、ベースポリマーとしてのアクリル系ポリマーおよび光重合開始剤を含み得る。
1つの実施形態においては、活性エネルギー線硬化型粘着剤として、母剤となるアクリル系ポリマーと、該アクリル系ポリマーと結合可能な活性エネルギー線反応性化合物(モノマーまたはオリゴマー)とを含む活性エネルギー線硬化型アクリル系粘着剤(I)が用いられる。別の実施形態においては、ベースポリマーとして活性エネルギー線反応性アクリル系ポリマーを含む活性エネルギー線硬化型アクリル系粘着剤(II)が用いられる。好ましくは、上記アクリル系ポリマーは、光重合開始剤と反応し得る官能基を有する。該官能基としては、例えば、ヒドロキシル基、カルボキシル基等が挙げられる。
上記粘着剤(I)に用いられるアクリル系ポリマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、s−ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、イソペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、ヘプチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、デシル(メタ)アクリレート、イソデシル(メタ)アクリレート、ウンデシル(メタ)アクリレート、ドデシル(メタ)アクリレート、トリデシル(メタ)アクリレート、テトラデシル(メタ)アクリレート、ペンタデシル(メタ)アクリレート、ヘキサデシル(メタ)アクリレート、ヘプタデシル(メタ)アクリレート、オクタデシル(メタ)アクリレート、ノナデシル(メタ)アクリレート、エイコシル(メタ)アクリレート等のアルキル(メタ)アクリレート(好ましくは、C1−C20アルキル(メタ)アクリレート)の単独または共重合体;該アルキル(メタ)アクリレートと他の共重合性モノマーとの共重合体等が挙げられる。他の共重合性モノマーとしては、例えば、アクリル酸、メタクリル酸、イタコン酸、フマル酸、無水マレイン酸などのカルボキシル基又は酸無水物基含有モノマー;(メタ)アクリル酸2−ヒドロキシエチルなどのヒドロキシル基含有モノマー;(メタ)アクリル酸モルホリルなどのアミノ基含有モノマー;(メタ)アクリルアミドなどのアミド基含有モノマー等が挙げられる。上記共重合性モノマー由来の構成単位の含有割合は、ベースポリマー100重量部に対して、好ましくは20重量部以下であり、より好ましくは15重量部以下であり、さらに好ましくは0.1重量部〜10重量部である。
上記粘着剤(I)に用いられ得る上記活性エネルギー線反応性化合物としては、例えば、アクリロイル基、メタクリロイル基、ビニル基、アリル基、アセチレン基等の重合性炭素−炭素多重結合を有する官能基を有する光反応性のモノマーまたはオリゴマーが挙げられる。該光反応性のモノマーの具体例としては、トリメチロールプロパントリ(メタ)アクリレート、テトラメチロールメタンテトラ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート等の(メタ)アクリル酸と多価アルコールとのエステル化物;多官能ウレタン(メタ)アクリレート;エポキシ(メタ)アクリレート;オリゴエステル(メタ)アクリレート等が挙げられる。また、メタクリロイソシアネート、2−メタクリロイルオキシエチルイソシアネート(2−イソシアナトエチルメタクリレート)、m−イソプロペニル−α,α−ジメチルベンジルイソシアネート等のイソシアネート系モノマーを用いてもよい。光反応性のオリゴマーの具体例としては、上記モノマーの2〜5量体等が挙げられる。
また、上記活性エネルギー線反応性化合物として、エポキシ化ブタジエン、グリシジルメタクリレート、アクリルアミド、ビニルシロキサン等のモノマー;または該モノマーから構成されるオリゴマーを用いてもよい。
さらに、上記活性エネルギー線反応性化合物として、オニウム塩等の有機塩類と、分子内に複数の複素環を有する化合物との混合物を用いてもよい。該混合物は、活性エネルギー線(例えば、紫外線、電子線)の照射により有機塩が開裂してイオンを生成し、これが開始種となって複素環の開環反応を引き起こして3次元網目構造を形成し得る。上記有機塩類としては、例えば、ヨードニウム塩、フォスフォニウム塩、アンモニウム塩、スルホニウム塩、ボレート塩等が挙げられる。上記分子内に複数の複素環を有する化合物における複素環としては、オキシラン、オキセタン、オキソラン、チイラン、アジリジン等が挙げられる。
上記粘着剤(I)において、活性エネルギー線反応性化合物の含有割合は、ベースポリマー100重量部に対して、好ましくは0.1重量部〜500重量部であり、より好ましくは1重量部〜300重量部であり、さらに好ましくは4重量部〜200重量部である。
上記粘着剤(II)に含まれる活性エネルギー線反応性アクリル系ポリマーとしては、例えば、アクリロイル基、メタクリロイル基、ビニル基、アリル基、アセチレン基等の炭素−炭素多重結合を有する官能基を有するアクリル系ポリマーが挙げられる。活性エネルギー線反応性官能基を有するポリマーの具体例としては、多官能(メタ)アクリレートから構成されるポリマー等が挙げられる。
上記粘着剤(II)は、上記活性エネルギー線反応性化合物(モノマーまたはオリゴマー)をさらに含んでいてもよい。
上記アクリル系ポリマーの重量平均分子量は、好ましくは20万〜150万であり、より好ましくは40万〜140万である。重量平均分子量は、GPC(溶媒:THF)により測定され得る。
上記粘着剤は、必要に応じて、任意の適切な添加剤を含み得る。該添加剤としては、例えば、架橋剤、触媒(例えば、白金触媒)、粘着付与剤、可塑剤、顔料、染料、充填剤、老化防止剤、導電材、紫外線吸収剤、光安定剤、剥離調整剤、軟化剤、界面活性剤、難燃剤、酸化防止剤、溶剤(例えば、トルエン)等が挙げられる。
1つの実施形態においては、上記粘着剤は、架橋剤をさらに含む。架橋剤としては、例えば、イソシアネート系架橋剤、エポキシ系架橋剤、アジリジン系架橋剤、キレート系架橋剤等が挙げられる。架橋剤の含有割合は、粘着剤に含まれるベースポリマー100重量部に対して、好ましくは0.1重量部〜15重量部であり、より好ましくは0.5重量部〜10重量部であり、さらに好ましくは0.2重量部を超えて0.8重量部未満である。架橋剤の含有割合により、粘着剤層の柔軟性を制御することができ、その結果、本発明の効果を十分に発揮し得る粘着テープを得ることができる。
C.マスキング材の製造方法
上記マスキング材は、任意の適切な方法により製造され得る。マスキング材は、例えば、第1のセパレーター上に第1の粘着剤層を形成し、第2のセパレーター上に第2の粘着剤層を形成した後、該第1の粘着剤層と第2の粘着剤層を貼り合せることにより製造され得る。粘着剤層を形成する際の粘着剤の塗工方法としては、バーコーター塗工、エアナイフ塗工、グラビア塗工、グラビアリバース塗工、リバースロール塗工、リップ塗工、ダイ塗工、ディップ塗工、オフセット印刷、フレキソ印刷、スクリーン印刷など種々の方法を採用することができる。
上記マスキング材は、任意の適切な方法により製造され得る。マスキング材は、例えば、第1のセパレーター上に第1の粘着剤層を形成し、第2のセパレーター上に第2の粘着剤層を形成した後、該第1の粘着剤層と第2の粘着剤層を貼り合せることにより製造され得る。粘着剤層を形成する際の粘着剤の塗工方法としては、バーコーター塗工、エアナイフ塗工、グラビア塗工、グラビアリバース塗工、リバースロール塗工、リップ塗工、ダイ塗工、ディップ塗工、オフセット印刷、フレキソ印刷、スクリーン印刷など種々の方法を採用することができる。
以下、実施例によって本発明を具体的に説明するが、本発明はこれら実施例によって限定されるものではない。また、実施例において、特に明記しない限り、「部」および「%」は重量基準である。
[製造例1]アクリル系ポリマーAの製造
アクリル酸−2−ヒドロキシルエチル30部と、アクリル酸メチル70部と、アクリル酸10部を重合過酸化ベンゾイル0.2部と、酢酸エチルとを混合して固形分が40%のモノマー組成物を調製した。
該モノマー組成物を、1L丸底セパラブルフラスコに、セパラブルカバー、分液ロート、温度計、窒素導入管、リービッヒ冷却器、バキュームシール、攪拌棒、攪拌羽が装備された重合用実験装置に投入し、撹拌しながら、常温で6時間、窒素置換した。その後、窒素を流入下、攪拌しながら、60℃下で7時間保持して重合し、アクリル系ポリマーAを得た。
アクリル酸−2−ヒドロキシルエチル30部と、アクリル酸メチル70部と、アクリル酸10部を重合過酸化ベンゾイル0.2部と、酢酸エチルとを混合して固形分が40%のモノマー組成物を調製した。
該モノマー組成物を、1L丸底セパラブルフラスコに、セパラブルカバー、分液ロート、温度計、窒素導入管、リービッヒ冷却器、バキュームシール、攪拌棒、攪拌羽が装備された重合用実験装置に投入し、撹拌しながら、常温で6時間、窒素置換した。その後、窒素を流入下、攪拌しながら、60℃下で7時間保持して重合し、アクリル系ポリマーAを得た。
[製造例2]アクリル系ポリマーBの製造
冷却管、窒素導入管、温度計および撹拌装置を備えた反応容器に、アクリル酸2−エチルヘキシル86.4部、アクリル酸−2−ヒドロキシエチル13.6部、過酸化ベンゾイル0.2部及びトルエン65部を入れ、窒素気流中で61℃にて6時間重合処理をし、アクリル系ポリマーbを得た。アクリル酸−2−ヒドロキシエチルは、20mol%とした。このアクリル系ポリマーbに2−メタクリロイルオキシエチルイソシアネート14.6部(アクリル酸−2−ヒドロキシエチルに対し80mol%)を加え、空気気流中で50℃にて48時間、付加反応処理をし、アクリル系ポリマーBを得た。
冷却管、窒素導入管、温度計および撹拌装置を備えた反応容器に、アクリル酸2−エチルヘキシル86.4部、アクリル酸−2−ヒドロキシエチル13.6部、過酸化ベンゾイル0.2部及びトルエン65部を入れ、窒素気流中で61℃にて6時間重合処理をし、アクリル系ポリマーbを得た。アクリル酸−2−ヒドロキシエチルは、20mol%とした。このアクリル系ポリマーbに2−メタクリロイルオキシエチルイソシアネート14.6部(アクリル酸−2−ヒドロキシエチルに対し80mol%)を加え、空気気流中で50℃にて48時間、付加反応処理をし、アクリル系ポリマーBを得た。
[製造例3]アクリル系ポリマーCの製造
アクリル酸ブチル371部と、アクリル酸−2−ヒドロキシルエチル27部と、重合開始剤(2,2’−アゾビス−イソブチロニトリル)0.8部と、メチルエチルケトン315部とを混合してモノマー組成物を調製した。
該モノマー組成物を、1L丸底セパラブルフラスコに、セパラブルカバー、分液ロート、温度計、窒素導入管、リービッヒ冷却器、バキュームシール、攪拌棒、攪拌羽が装備された重合用実験装置に投入し、撹拌しながら、常温で6時間、窒素置換した。その後、窒素を流入下、攪拌しながら、65℃下で6時間保持して重合し、樹脂溶液を得た。
得られた樹脂溶液を室温まで冷却した。その後、該樹脂溶液に、重合性炭素−炭素二重結合を有する化合物として、2−イソシアナトエチルメタクリレート(昭和電工社製、商品名「カレンズMOI」)18部を加えた。さらに、ジラウリン酸ジブチルスズIV(和光純薬工業社製)0.11部を添加し、空気雰囲気下、50℃で24時間攪拌した。その後、重合禁止剤(チバ・ジャパン社製商品名「イルガノックス1010」)0.42部を添加して、紫外線硬化型アクリルポリマーCを得た。
アクリル酸ブチル371部と、アクリル酸−2−ヒドロキシルエチル27部と、重合開始剤(2,2’−アゾビス−イソブチロニトリル)0.8部と、メチルエチルケトン315部とを混合してモノマー組成物を調製した。
該モノマー組成物を、1L丸底セパラブルフラスコに、セパラブルカバー、分液ロート、温度計、窒素導入管、リービッヒ冷却器、バキュームシール、攪拌棒、攪拌羽が装備された重合用実験装置に投入し、撹拌しながら、常温で6時間、窒素置換した。その後、窒素を流入下、攪拌しながら、65℃下で6時間保持して重合し、樹脂溶液を得た。
得られた樹脂溶液を室温まで冷却した。その後、該樹脂溶液に、重合性炭素−炭素二重結合を有する化合物として、2−イソシアナトエチルメタクリレート(昭和電工社製、商品名「カレンズMOI」)18部を加えた。さらに、ジラウリン酸ジブチルスズIV(和光純薬工業社製)0.11部を添加し、空気雰囲気下、50℃で24時間攪拌した。その後、重合禁止剤(チバ・ジャパン社製商品名「イルガノックス1010」)0.42部を添加して、紫外線硬化型アクリルポリマーCを得た。
[製造例4]粘着剤(1)〜(15)の調製
上記アクリル系ポリマー、架橋剤(日本ポリウレタン工業社製、商品名「コロネートL」)、開始剤(チバ・ジャパン社製、商品名「イルガキュア651」)、界面活性剤(第一工業製薬社製、商品名「エパン710」)、硬化補助剤(活性エネルギー線反応性化合物)および粘着付与剤(ヤスハラケミカル社製、商品名「YSポリスターG125」)を表1に示す配合で混合し、粘着剤(1)〜(15)得た。なお、表中の硬化補助剤「M321」は、東亜合成社製の商品名「アロニックスM−321」(多官能アクリレート)であり、硬化補助剤「DPHA」は、日本化薬社製の商品名「KAYARAD DPHA」(ジペンタエリスリトールヘキサアクリレート)である。
上記アクリル系ポリマー、架橋剤(日本ポリウレタン工業社製、商品名「コロネートL」)、開始剤(チバ・ジャパン社製、商品名「イルガキュア651」)、界面活性剤(第一工業製薬社製、商品名「エパン710」)、硬化補助剤(活性エネルギー線反応性化合物)および粘着付与剤(ヤスハラケミカル社製、商品名「YSポリスターG125」)を表1に示す配合で混合し、粘着剤(1)〜(15)得た。なお、表中の硬化補助剤「M321」は、東亜合成社製の商品名「アロニックスM−321」(多官能アクリレート)であり、硬化補助剤「DPHA」は、日本化薬社製の商品名「KAYARAD DPHA」(ジペンタエリスリトールヘキサアクリレート)である。

[実施例1]
セパレーターとしてのPETフィルムのシリコーン処理面に、上記粘着剤(8)を塗布し、その後、塗布層を、150℃で5分間加熱して乾燥させ、厚さ100μmの第1の粘着剤層を形成した。
セパレーターとしてのPETフィルムのシリコーン処理面に、上記粘着剤(2)を塗布し、その後、塗布層を、150℃で5分間加熱して乾燥させ、厚さ100μmの第2の粘着剤層を形成した。
次いで、上記第1の粘着剤層と第2の粘着剤層とを貼り合せた後、50℃で2日間エージングし、マスキング材を得た。
セパレーターとしてのPETフィルムのシリコーン処理面に、上記粘着剤(8)を塗布し、その後、塗布層を、150℃で5分間加熱して乾燥させ、厚さ100μmの第1の粘着剤層を形成した。
セパレーターとしてのPETフィルムのシリコーン処理面に、上記粘着剤(2)を塗布し、その後、塗布層を、150℃で5分間加熱して乾燥させ、厚さ100μmの第2の粘着剤層を形成した。
次いで、上記第1の粘着剤層と第2の粘着剤層とを貼り合せた後、50℃で2日間エージングし、マスキング材を得た。
[実施例2〜6、比較例1〜6]
第1の粘着剤層および第2の粘着剤層を、表2に示す粘着剤で構成したこと以外は、実施例1と同様にして、マスキング材を得た。
第1の粘着剤層および第2の粘着剤層を、表2に示す粘着剤で構成したこと以外は、実施例1と同様にして、マスキング材を得た。
<評価>
実施例および比較例で得られたマスキング材を以下の評価に供した。結果を表1に示す。
実施例および比較例で得られたマスキング材を以下の評価に供した。結果を表1に示す。
(1)剛体吸収性
図2に示す衝撃試験装置(振り子試験機)を用いて、支持板のみに鋼球を衝突させた時の衝撃力(F0)、および固定治具と支持板との間にマスキング材を挿入した状態で支持板上に鋼球を衝突させた時の衝撃力(F1)を測定し、式(1)により剛体吸収性を求めた。
剛体吸収性(%)=(F0−F1)/F0×100 (1)
評価サンプルとしてのマスキング材100のサイズは20mm角とした。
衝撃試験装置400においては、支持棒410(長さ:350mm)の先端に、直径19mm、重量0.27N(28g)の鋼球420が取り付けられている。
<紫外線照射前の第1の粘着剤層の剛体吸収性>
第1の粘着剤層(紫外線照射前)の剛体吸収性を評価する際、衝撃力は、以下のようにして測定した。すなわち、評価サンプル100の第2の粘着剤層を固定治具430(アルミニウム製)に取り付け、評価サンプル100の第1の粘着剤層側にアクリル製の支持板440(三菱レイヨン社製、商品名「アクリライト」;厚さ:3mm)を貼り合せ、該アクリル板440に鋼球420を衝突させて、衝突した際の衝撃力を、圧力センサー450で感知し、MULTI−Purpose FTT Analyzer(株式会社小野測器社製)460にて測定した。
鋼球420の衝突は、支持棒410の垂直方向に対する角度が20°となるまで振り上げて固定した後、固定を解除することにより、行った。
<紫外線照射前の第2の粘着剤層の剛体吸収性>
評価サンプル100の第1の粘着剤層を固定治具430に取り付け、評価サンプル100の第2の粘着剤層側にアクリル製の支持板440を貼り合せたこと以外は、「紫外線照射前の第1の粘着剤層の剛体吸収性」の評価と同様にして、衝撃力を測定した。
<紫外線照射後の第1の粘着剤層および第2の粘着剤層の剛体吸収性>
紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した後のマスキング材について、上記と同様の方法にて、第1の粘着剤層(紫外線照射後)および第2の粘着剤層(紫外線照射後)の剛体吸収性を評価した。
図2に示す衝撃試験装置(振り子試験機)を用いて、支持板のみに鋼球を衝突させた時の衝撃力(F0)、および固定治具と支持板との間にマスキング材を挿入した状態で支持板上に鋼球を衝突させた時の衝撃力(F1)を測定し、式(1)により剛体吸収性を求めた。
剛体吸収性(%)=(F0−F1)/F0×100 (1)
評価サンプルとしてのマスキング材100のサイズは20mm角とした。
衝撃試験装置400においては、支持棒410(長さ:350mm)の先端に、直径19mm、重量0.27N(28g)の鋼球420が取り付けられている。
<紫外線照射前の第1の粘着剤層の剛体吸収性>
第1の粘着剤層(紫外線照射前)の剛体吸収性を評価する際、衝撃力は、以下のようにして測定した。すなわち、評価サンプル100の第2の粘着剤層を固定治具430(アルミニウム製)に取り付け、評価サンプル100の第1の粘着剤層側にアクリル製の支持板440(三菱レイヨン社製、商品名「アクリライト」;厚さ:3mm)を貼り合せ、該アクリル板440に鋼球420を衝突させて、衝突した際の衝撃力を、圧力センサー450で感知し、MULTI−Purpose FTT Analyzer(株式会社小野測器社製)460にて測定した。
鋼球420の衝突は、支持棒410の垂直方向に対する角度が20°となるまで振り上げて固定した後、固定を解除することにより、行った。
<紫外線照射前の第2の粘着剤層の剛体吸収性>
評価サンプル100の第1の粘着剤層を固定治具430に取り付け、評価サンプル100の第2の粘着剤層側にアクリル製の支持板440を貼り合せたこと以外は、「紫外線照射前の第1の粘着剤層の剛体吸収性」の評価と同様にして、衝撃力を測定した。
<紫外線照射後の第1の粘着剤層および第2の粘着剤層の剛体吸収性>
紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した後のマスキング材について、上記と同様の方法にて、第1の粘着剤層(紫外線照射後)および第2の粘着剤層(紫外線照射後)の剛体吸収性を評価した。
(2)破断伸度
実施例および比較例で得られたセパレーター付きのマスキング材に、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。その後、セパレーターを剥離して、幅10mm×長さ30mmの評価サンプルを得た。
上記評価サンプルについて、引っ張り試験機(ORIENTEC社製、商品名「RTC−1150A」)を用いて、測定温度22℃、チャック間距離10mm、速度10mm/min、測定幅10mmの条件下でSSカーブを測定し、評価サンプルが破断した時点での伸び率を破断伸度とした。
実施例および比較例で得られたセパレーター付きのマスキング材に、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。その後、セパレーターを剥離して、幅10mm×長さ30mmの評価サンプルを得た。
上記評価サンプルについて、引っ張り試験機(ORIENTEC社製、商品名「RTC−1150A」)を用いて、測定温度22℃、チャック間距離10mm、速度10mm/min、測定幅10mmの条件下でSSカーブを測定し、評価サンプルが破断した時点での伸び率を破断伸度とした。
(3)弾性率
紫外線照射前の第1の粘着剤層および第2の粘着剤層、ならびに、紫外線(500mJ/cm2)照射後の第1の粘着剤層および第2の粘着剤層について、引っ張り試験により弾性率を測定した。引っ張り試験においては、引っ張り試験機(ORIENTEC社製、商品名「RTC−1150A」)を用いて、測定温度22℃、チャック間距離10mm、速度10mm/minの条件下でSSカーブを測定した。該SSカーブの立ち上がりから初期弾性率を求め、これを粘着剤層の弾性率とした。
紫外線照射前の第1の粘着剤層および第2の粘着剤層、ならびに、紫外線(500mJ/cm2)照射後の第1の粘着剤層および第2の粘着剤層について、引っ張り試験により弾性率を測定した。引っ張り試験においては、引っ張り試験機(ORIENTEC社製、商品名「RTC−1150A」)を用いて、測定温度22℃、チャック間距離10mm、速度10mm/minの条件下でSSカーブを測定した。該SSカーブの立ち上がりから初期弾性率を求め、これを粘着剤層の弾性率とした。
(4)粘着力
実施例および比較例で得られたセパレーター付きのマスキング材(幅20mm×長さ50mm)から、第1の粘着剤層を保護するセパレーターを剥離し、第1の粘着剤層をSiミラーウエハに貼り合せた(貼り合せ条件:2kgローラー1往復)。次いで、第2の粘着剤層側から、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。その後、第2の粘着剤層を保護するセパレーターを剥離し、第2の粘着剤層に支持体(日東電工社製、商品名「BT−315」)を貼り合せた。
次いで、第1の粘着剤層のSiミラーウエハに対する粘着力をJIS Z 0237(2000)に準じた方法で測定した。具体的には、引っ張り試験機(テンシロン、島津製作所社製)を用いて25℃、剥離速度300mm/min、剥離角度:90°の条件で、当該粘着力を測定した。
実施例および比較例で得られたセパレーター付きのマスキング材(幅20mm×長さ50mm)から、第1の粘着剤層を保護するセパレーターを剥離し、第1の粘着剤層をSiミラーウエハに貼り合せた(貼り合せ条件:2kgローラー1往復)。次いで、第2の粘着剤層側から、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。その後、第2の粘着剤層を保護するセパレーターを剥離し、第2の粘着剤層に支持体(日東電工社製、商品名「BT−315」)を貼り合せた。
次いで、第1の粘着剤層のSiミラーウエハに対する粘着力をJIS Z 0237(2000)に準じた方法で測定した。具体的には、引っ張り試験機(テンシロン、島津製作所社製)を用いて25℃、剥離速度300mm/min、剥離角度:90°の条件で、当該粘着力を測定した。
(5)埋め込み性
実施例および比較例で得られたセパレーター付きのマスキング材(幅20mm×長さ50mm)から、第1の粘着剤層を保護するセパレーターを剥離し、第1の粘着剤層を、高さ120μmのバンプを有する8インチウエハに貼り合せた(貼り合せ条件:ハンドローラーを用い、0.5kgの圧力で50mm/sec、1往復)。次いで、第2の粘着剤層側から、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。
その後、マスキング材のバンプに対する追従性を光学顕微鏡(50倍)にて観察した。バンプに良好に追従してボイドが生じていない場合を合格(表中〇)、段差に対する追従性が悪くボイドが生じた場合を不極降格(表中×)とした。
実施例および比較例で得られたセパレーター付きのマスキング材(幅20mm×長さ50mm)から、第1の粘着剤層を保護するセパレーターを剥離し、第1の粘着剤層を、高さ120μmのバンプを有する8インチウエハに貼り合せた(貼り合せ条件:ハンドローラーを用い、0.5kgの圧力で50mm/sec、1往復)。次いで、第2の粘着剤層側から、紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。
その後、マスキング材のバンプに対する追従性を光学顕微鏡(50倍)にて観察した。バンプに良好に追従してボイドが生じていない場合を合格(表中〇)、段差に対する追従性が悪くボイドが生じた場合を不極降格(表中×)とした。
(6)ダイシング性
実施例および比較例で得られたマスキング材の第1の粘着剤層を保護するセパレーターを剥離した後、第1の粘着剤層を、高さ120μmのバンプを有するSiミラーウエハの片面全面に貼り合せてマスキング材付きウエハを得た。その後、マスキング材に紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。次いで、マスキング材付きウエハのウエハ側をダイシング用粘着シート(日東電工社製、商品名「NBD−7163K」)に貼着した。
次いで、第2の粘着剤層を保護するセパレーターを剥離した後、マスキング材付きウエハのマスキング材側から、以下の条件でダイシングを行い、下記の基準でダイシング性を評価した。
<ダイシング条件>
ダイサー:DISCO社製 DFD−6450
ブレード:DISCO社製 P1A861 SDC320N75BR597
ブレード回転数:40000rpm
ダイシング速度:100mm/秒
ダイシングサイズ:2.5mm×2.5mm
カットモード:ダウンカット
ダイシング用粘着シート切り込み:85μm
水量:1L/min
<評価基準>
ダイシング時、ウエハからのマスキング材の剥がれがなく、かつ、切削屑が発生しなかった場合を合格(表中〇)とした。
ダイシング時、ウエハからマスキング材が剥がれた場合、および/または切削屑が発生した場合を不合格(表中×)とした。
実施例および比較例で得られたマスキング材の第1の粘着剤層を保護するセパレーターを剥離した後、第1の粘着剤層を、高さ120μmのバンプを有するSiミラーウエハの片面全面に貼り合せてマスキング材付きウエハを得た。その後、マスキング材に紫外線照射装置(日東精機社製、商品名「UM−810」)を用いて、紫外線(波長:355nm、積算光量500mJ/cm2)を照射した。次いで、マスキング材付きウエハのウエハ側をダイシング用粘着シート(日東電工社製、商品名「NBD−7163K」)に貼着した。
次いで、第2の粘着剤層を保護するセパレーターを剥離した後、マスキング材付きウエハのマスキング材側から、以下の条件でダイシングを行い、下記の基準でダイシング性を評価した。
<ダイシング条件>
ダイサー:DISCO社製 DFD−6450
ブレード:DISCO社製 P1A861 SDC320N75BR597
ブレード回転数:40000rpm
ダイシング速度:100mm/秒
ダイシングサイズ:2.5mm×2.5mm
カットモード:ダウンカット
ダイシング用粘着シート切り込み:85μm
水量:1L/min
<評価基準>
ダイシング時、ウエハからのマスキング材の剥がれがなく、かつ、切削屑が発生しなかった場合を合格(表中〇)とした。
ダイシング時、ウエハからマスキング材が剥がれた場合、および/または切削屑が発生した場合を不合格(表中×)とした。
(7)剥離性
上記評価(6)のダイシング後、マスキング材の露出面(すなわち、第2の粘着剤層)に、粘着テープ(日東電工社製、商品名「BT−315」)を貼り合せた(貼付装置(大正ラミネータ社製)のゴム製ラミネートローラーを用い、速度0.6m/min、ローラー温度25℃、荷重0.5MPa)。
次いで、テンシロン型引っ張り試験機(島津製作所社製、商品名「AGS−J」)を用い、剥離速度300mm/min、T剥離法で、上記粘着テープの剥離を試みることにより、マスキング材の剥離性を評価した。
マスキング材が粘着テープとともに剥離された場合を合格(表中〇)とした。粘着テープのみが剥離され、マスキング材が半導体ウエハにとどまった場合を不合格(表中×)とした。
上記評価(6)のダイシング後、マスキング材の露出面(すなわち、第2の粘着剤層)に、粘着テープ(日東電工社製、商品名「BT−315」)を貼り合せた(貼付装置(大正ラミネータ社製)のゴム製ラミネートローラーを用い、速度0.6m/min、ローラー温度25℃、荷重0.5MPa)。
次いで、テンシロン型引っ張り試験機(島津製作所社製、商品名「AGS−J」)を用い、剥離速度300mm/min、T剥離法で、上記粘着テープの剥離を試みることにより、マスキング材の剥離性を評価した。
マスキング材が粘着テープとともに剥離された場合を合格(表中〇)とした。粘着テープのみが剥離され、マスキング材が半導体ウエハにとどまった場合を不合格(表中×)とした。
表1から明らかなように、本発明のマスキング材を用いれば、切削屑の発生を防止しつつ良好にダイシングを行うことができ、かつ、ダイシング工程後には該マスキング材を容易に剥離することができる。
一方、第2の粘着剤層の紫外線照射後の剛体吸収性が15%以上である比較例1は、ダイシング時に切削屑の発生が確認された。
第1の粘着剤層の紫外線照射後の剛体吸収性が11%未満である比較例2は、剥離性が悪かった。これは、第1の粘着剤層が変形し難く、バンプ同士の隙間から粘着剤層が抜け出がたいためであると考えられる。また、第1の粘着剤の紫外線照射後の剛体吸収性が18%以上である場合(比較例6)にも、剥離性が悪かった(重剥離)。
第1の粘着剤層および第2の粘着剤層の紫外線照射後の剛体吸収性が小さすぎる場合(比較例3)においては、ダイシング時にマスキング材の剥離が確認された。
第1の粘着剤層および第2の粘着剤層の紫外線照射前の剛体吸収性が20%未満の場合(比較例5)、凸部(バンプ)に対する追従性が悪く、十分な埋め込み性が得られなかった。なお、埋め込み性が悪い比較例5については、ダイシング性および剥離性の評価は行わなかった。
第1の粘着剤層および第2の粘着剤層の紫外線照射前の剛体吸収性が50%以上の場合、粘着剤層の流動性が高く実用に供することができなかった(上記評価せず)。
一方、第2の粘着剤層の紫外線照射後の剛体吸収性が15%以上である比較例1は、ダイシング時に切削屑の発生が確認された。
第1の粘着剤層の紫外線照射後の剛体吸収性が11%未満である比較例2は、剥離性が悪かった。これは、第1の粘着剤層が変形し難く、バンプ同士の隙間から粘着剤層が抜け出がたいためであると考えられる。また、第1の粘着剤の紫外線照射後の剛体吸収性が18%以上である場合(比較例6)にも、剥離性が悪かった(重剥離)。
第1の粘着剤層および第2の粘着剤層の紫外線照射後の剛体吸収性が小さすぎる場合(比較例3)においては、ダイシング時にマスキング材の剥離が確認された。
第1の粘着剤層および第2の粘着剤層の紫外線照射前の剛体吸収性が20%未満の場合(比較例5)、凸部(バンプ)に対する追従性が悪く、十分な埋め込み性が得られなかった。なお、埋め込み性が悪い比較例5については、ダイシング性および剥離性の評価は行わなかった。
第1の粘着剤層および第2の粘着剤層の紫外線照射前の剛体吸収性が50%以上の場合、粘着剤層の流動性が高く実用に供することができなかった(上記評価せず)。
本発明のマスキング材は、ダイシング工程に供される電子部品のマスキングに好適に用いられ得る。
10 第1の粘着剤層
20 第2の粘着剤層
100 マスキング材
20 第2の粘着剤層
100 マスキング材
Claims (5)
- 凸部が形成された面を有し、該面がマスキングされた電子部品を、ダイシング工程に供する際に用いられるマスキング材であって、
活性エネルギー線の照射により硬化可能な第1の粘着剤層と、
該第1の粘着剤層の片側に配置される、活性エネルギー線の照射により硬化可能な第2の粘着剤層とを備え、
該第1の粘着剤層と該第2の粘着剤層とが、それぞれ活性エネルギー線硬化型アクリル系粘着剤から構成され、
該第1の粘着剤層の活性エネルギー線照射前の剛体吸収性(1A)が、20%以上50%未満であり、
該第2の粘着剤層の活性エネルギー線照射前の剛体吸収性(2A)が、20%以上50%未満であり、
活性エネルギー線を照射した後の第1の粘着剤層の剛体吸収性(1B)が、11%以上18%未満であり、
活性エネルギー線を照射した後の第2の粘着剤層の剛体吸収性(2B)が、10%以上15%未満であり、
該剛体吸収性(1B)の剛体吸収性(2B)に対する比(1B/2B)が、0.6以上1.3未満である、
マスキング材。 - 前記第1の粘着剤層を、前記電子部品の凸部が形成された面に貼着して用いられる、請求項1に記載のマスキング材。
- マスキング材の厚みが、上記電子部品が有する凸部の高さよりも厚い、請求項1または2に記載のマスキング材。
- マスキング材の第1の粘着剤層をSiミラーウエハに貼着し、活性エネルギー線を照射した後の粘着力が、0.04N/20mm以上2.0N/20mm未満である、請求項1から3のいずれかに記載のマスキング材。
- 活性エネルギー線を照射した後の破断伸度が、60%以下である、請求項1から4のいずれかに記載のマスキング材。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW106139429A TW201830509A (zh) | 2016-12-02 | 2017-11-15 | 遮蔽材 |
| KR1020170160387A KR20180063830A (ko) | 2016-12-02 | 2017-11-28 | 마스킹재 |
| CN201711250272.7A CN108148516A (zh) | 2016-12-02 | 2017-12-01 | 遮蔽材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016235153 | 2016-12-02 | ||
| JP2016235153 | 2016-12-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018090776A true JP2018090776A (ja) | 2018-06-14 |
Family
ID=62564303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017207273A Pending JP2018090776A (ja) | 2016-12-02 | 2017-10-26 | マスキング材 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2018090776A (ja) |
| KR (1) | KR20180063830A (ja) |
| TW (1) | TW201830509A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021019672A (ja) * | 2019-07-24 | 2021-02-18 | ポーラ化成工業株式会社 | 皮膚の弾力性測定方法および皮膚の弾力性測定システム |
| WO2023136146A1 (ja) * | 2022-01-11 | 2023-07-20 | 日東電工株式会社 | 樹脂組成物 |
| WO2023136145A1 (ja) * | 2022-01-11 | 2023-07-20 | 日東電工株式会社 | 樹脂組成物 |
| WO2023190251A1 (ja) * | 2022-03-29 | 2023-10-05 | 株式会社レゾナック | 電子部品加工フィルム及び電子部品加工方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI700347B (zh) * | 2018-09-25 | 2020-08-01 | 宏凌先進科技有限公司 | 應用於濺鍍製程的半導體封裝遮蔽膠料及其遮蔽與濺鍍製程 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001203255A (ja) * | 2000-01-21 | 2001-07-27 | Nitto Denko Corp | 半導体ウエハ保持保護用粘着シート |
| JP2007227810A (ja) * | 2006-02-24 | 2007-09-06 | Sharp Corp | 表面保護シートおよび表面保護シートを用いた半導体装置の製造方法 |
| JP2010212310A (ja) * | 2009-03-06 | 2010-09-24 | Nitto Denko Corp | 素子のダイシング方法 |
| JP2010215769A (ja) * | 2009-03-16 | 2010-09-30 | Lintec Corp | 粘着シートおよび半導体ウエハの加工方法、半導体チップの製造方法 |
| JP2011054940A (ja) * | 2009-08-07 | 2011-03-17 | Nitto Denko Corp | 半導体ウェハ保持保護用粘着シート及び半導体ウェハの裏面研削方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5944155B2 (ja) | 2011-12-12 | 2016-07-05 | 日東電工株式会社 | 積層シート、及び、積層シートを用いた半導体装置の製造方法 |
-
2017
- 2017-10-26 JP JP2017207273A patent/JP2018090776A/ja active Pending
- 2017-11-15 TW TW106139429A patent/TW201830509A/zh unknown
- 2017-11-28 KR KR1020170160387A patent/KR20180063830A/ko not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001203255A (ja) * | 2000-01-21 | 2001-07-27 | Nitto Denko Corp | 半導体ウエハ保持保護用粘着シート |
| JP2007227810A (ja) * | 2006-02-24 | 2007-09-06 | Sharp Corp | 表面保護シートおよび表面保護シートを用いた半導体装置の製造方法 |
| JP2010212310A (ja) * | 2009-03-06 | 2010-09-24 | Nitto Denko Corp | 素子のダイシング方法 |
| JP2010215769A (ja) * | 2009-03-16 | 2010-09-30 | Lintec Corp | 粘着シートおよび半導体ウエハの加工方法、半導体チップの製造方法 |
| JP2011054940A (ja) * | 2009-08-07 | 2011-03-17 | Nitto Denko Corp | 半導体ウェハ保持保護用粘着シート及び半導体ウェハの裏面研削方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021019672A (ja) * | 2019-07-24 | 2021-02-18 | ポーラ化成工業株式会社 | 皮膚の弾力性測定方法および皮膚の弾力性測定システム |
| WO2023136146A1 (ja) * | 2022-01-11 | 2023-07-20 | 日東電工株式会社 | 樹脂組成物 |
| WO2023136145A1 (ja) * | 2022-01-11 | 2023-07-20 | 日東電工株式会社 | 樹脂組成物 |
| WO2023190251A1 (ja) * | 2022-03-29 | 2023-10-05 | 株式会社レゾナック | 電子部品加工フィルム及び電子部品加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201830509A (zh) | 2018-08-16 |
| KR20180063830A (ko) | 2018-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5128575B2 (ja) | ステルスダイシング用粘着シート及び半導体装置の製造方法 | |
| JP2018090776A (ja) | マスキング材 | |
| TWI637439B (zh) | Protective film forming film | |
| JP5603757B2 (ja) | レーザーダイシング用粘着シート及び半導体装置の製造方法 | |
| KR101849785B1 (ko) | 방사선 경화형 점착제 조성물 및 점착 시트 | |
| JP4807965B2 (ja) | 再剥離用水分散型アクリル系粘着シートおよびそれに用いる粘着剤組成物 | |
| JP4925173B2 (ja) | ダイシング用粘着シート、及びそれを用いた被切断体の加工方法 | |
| TWI586783B (zh) | 電子零件切斷用加熱剝離型黏著片及電子零件切斷方法 | |
| TW201938728A (zh) | 保護膜形成用片以及附有保護膜的晶片的製造方法 | |
| KR20160077076A (ko) | 반도체 접합용 접착 시트 및 반도체 장치의 제조 방법 | |
| US20110008597A1 (en) | Surface protective sheet | |
| JP2019156967A (ja) | 半導体保護用粘着テープ | |
| TWI694129B (zh) | 樹脂膜形成用薄片、樹脂膜形成用複合薄片、及矽晶圓之再生方法 | |
| EP2471882B1 (en) | Radiation-curable adhesive composition and adhesive sheet | |
| CN107236473B (zh) | 玻璃切割用粘着片材及其制造方法 | |
| JP6369996B2 (ja) | 樹脂膜形成用シート | |
| WO2018055859A1 (ja) | 半導体加工用粘着シート | |
| JP6656222B2 (ja) | 半導体加工用シート | |
| JP6574787B2 (ja) | 樹脂膜形成用シート積層体 | |
| JP5149888B2 (ja) | ステルスダイシング用粘着シート及び半導体装置の製造方法 | |
| JP2019145575A (ja) | マスキング材 | |
| US20110076490A1 (en) | Pressure-sensitive adhesive sheet for retaining elements and method of producing elements | |
| JP2017179029A (ja) | ガラスダイシング用粘着シートおよびその製造方法 | |
| JP6793022B2 (ja) | マスキング用粘着テープ | |
| CN107236475B (zh) | 玻璃切割用粘着片材及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210601 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211207 |