JP2017505237A - 工作機械、測定装置、加工データの生成方法、クラッディングの実施方法および加工対象物温度調節装置 - Google Patents
工作機械、測定装置、加工データの生成方法、クラッディングの実施方法および加工対象物温度調節装置 Download PDFInfo
- Publication number
- JP2017505237A JP2017505237A JP2016534633A JP2016534633A JP2017505237A JP 2017505237 A JP2017505237 A JP 2017505237A JP 2016534633 A JP2016534633 A JP 2016534633A JP 2016534633 A JP2016534633 A JP 2016534633A JP 2017505237 A JP2017505237 A JP 2017505237A
- Authority
- JP
- Japan
- Prior art keywords
- data
- temperature
- workpiece
- cladding
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0093—Working by laser beam, e.g. welding, cutting or boring combined with mechanical machining or metal-working covered by other subclasses than B23K
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/38—Process control to achieve specific product aspects, e.g. surface smoothness, density, porosity or hollow structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/50—Treatment of workpieces or articles during build-up, e.g. treatments applied to fused layers during build-up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/80—Data acquisition or data processing
- B22F10/85—Data acquisition or data processing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
- B23K10/02—Plasma welding
- B23K10/027—Welding for purposes other than joining, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0086—Welding welding for purposes other than joining, e.g. built-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/034—Observing the temperature of the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
- B23K26/0884—Devices involving movement of the laser head in at least one axial direction in at least two axial directions in at least in three axial directions, e.g. manipulators, robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1482—Detachable nozzles, e.g. exchangeable or provided with breakaway lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/706—Protective screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/04—Welding for other purposes than joining, e.g. built-up welding
- B23K9/044—Built-up welding on three-dimensional surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/15513—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling the tool being taken from a storage device and transferred to a tool holder by means of transfer devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/04—Programme control other than numerical control, i.e. in sequence controllers or logic controllers
- G05B19/042—Programme control other than numerical control, i.e. in sequence controllers or logic controllers using digital processors
- G05B19/0428—Safety, monitoring
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
- G05B19/27—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device
- G05B19/29—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device for point-to-point control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/32—Process control of the atmosphere, e.g. composition or pressure in a building chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/20—Cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/70—Gas flow means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/247—Removing material: carving, cleaning, grinding, hobbing, honing, lapping, polishing, milling, shaving, skiving, turning the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37211—Measure temperature, compensate cmm program for temperature
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45138—Laser welding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Robotics (AREA)
- General Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Laser Beam Processing (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
- Heat Treatment Of Articles (AREA)
- Automatic Control Of Machine Tools (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
加工対象物の全体寸法:>20mm、>50mmまたは>100mm、一方で<1000mmまたは<500mm。
クラッディング用レーザ出力:>500W、>1000Wまたは>2000W、一方で<20000Wまたは<10000W。
素材溶着速度:>0.1g/min、>0.5g/minまたは>2g/min、一方で<200g/minまたは<100g/min。
溶着素材:鉄、スチール、ニッケル合金、コバルト・クロム、ステライト、金属合金全般、セラミック。
目下加工中の箇所における溶着温度:スチール使用時1400〜1600°C;セラミック使用時1100°C〜2500°C。
目下加工中の箇所以外の加工対象物温度:>50°C、>100°Cまたは>200°C、一方で金属使用時<500°C。
加工対象物に対するレーザクラッディングヘッドの送り速度:>0.1m/分、>0.2m/分または>0.5m/分、一方で<5m/分または<2m/分。
Claims (16)
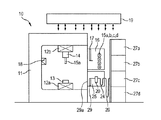
- 工作機械(10)であって、
機械コントローラ(19)と、
機械フレーム(11)と、
ワークテーブル(13)と、
好ましくは所定の規格に適合したツールホルダ(14)と、
前記ワークテーブル(13)と前記ツールホルダ(14)との相対的な位置決めを行う複数の並進軸および/または回転軸(12a、12b)と、
1つ以上の材料除去工具、特に切削工具(15)、を収納するツールマガジン(16)と、
前記工具(15)を前記ツールホルダ(14)と前記ツールマガジン(16)との間で搬送する自動動作アーム(17)を備えていてもよい、前記ツールホルダ(14)と前記ツールマガジン(16)との間で工具を自動搬送する第1の工具交換機構と、
前記ツールホルダ(14)に装着可能なクラッディングヘッド(20)と、
前記クラッディングヘッド(20)を前記ツールホルダ(14)とは別の場所に収納する収納装置(25)と
を備え、
前記収納装置(25)は前記ツールマガジン(16)とは別の場所に設けられていてもよく、
前記クラッディングヘッド(20)は前記ツールホルダ(14)から前記収納装置(25)へ、また前記収納装置(25)から前記ツールホルダ(14)へ、自動搬送可能に構成される
ことを特徴とする工作機械(10)。 - 請求項1に記載の工作機械(10)において、
前記収納装置(25)は収納された前記クラッディングヘッド(20)を収納位置と交換位置との間で並進搬送および/または回転搬送する搬送装置(29)をさらに備え、該交換位置は前記クラッディングヘッド(20)の取り出しまた返却のために前記ツールホルダ(14)が到達可能な位置である
ことを特徴とする工作機械(10)。 - 請求項2に記載の工作機械(10)において、
前記収納装置(25)内の前記収納位置に保持された前記クラッディングヘッド(20)を加工プロセスの影響から遮蔽する衝立(28)
をさらに備えることを特徴とする工作機械(10)。 - 請求項1から請求項3のいずれかに記載の工作機械(10)において、
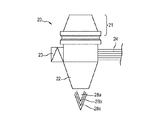
前記クラッディングヘッド(20)は、
好ましくはレーザビーム(28a)を用いた溶着装置と、
例えばワイヤー状または流体中のパウダー状の金属を溶着スポットへ供給する溶着素材供給装置と(28c)と、
不活性ガス供給装置(28b)と、
温度センサおよび/または位置センサ(23)と、
レーザ光および/または溶着素材および/または不活性ガスおよび/または電力および/または電気信号の伝達のための可撓管路(24)
のうちの1つ以上の特徴を備えることを特徴とする工作機械(10)。 - 例えば請求項1から請求項4のいずれかの記載に従って構成されたクラッディング加工機に載置された加工対象物を測定するための測定装置であって、
加工対象物表面上の点の位置データを好ましくは三次元的に取得する位置測定装置と、
加工対象物表面上の点における温度に関する温度データを、前記位置測定装置による該点の測定と近接した時点において取得する温度測定装置と、
加工対象物表面上の複数の点についての前記位置データと前記温度データとを互いに関連付けて記憶する記憶装置と、
を備えることを特徴とする測定装置。 - 請求項5に記載の測定装置において、
前記記憶装置はさらに加工対象物表面上の点の測定時刻に関する時間データを他のデータと互いに関連付けて記憶する
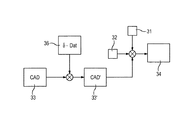
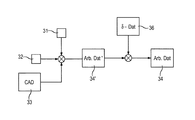
ことを特徴とする測定装置。 - クラッディング加工機において加工対象物を加工するための加工データの生成方法であって、
(a)クラッディングの特性値データ(32)および選択可能パラメータデータ(31)を記憶する工程と、
(b)加工すべき加工対象物が記述された加工対象物データ(33)を記憶する工程と、
(c)記憶された前記加工対象物データ(33)および記憶された前記特性値データ(32)に基づいて加工データ(34)を生成する工程と
を備えた加工データの生成方法において、前記加工データの生成のために
(d)前記加工対象物データ(33)、前記特性値データ(32)および他のパラメータに基づいて、時間軸に沿った加工の推移が記述された加工推移データ(35)を生成する工程と、
(e)前記加工対象物データ(33)、前記特性値データ(32)および前記加工推移データ(35)に基づいて、前記加工対象物の各部に対する温度の影響が記述された温度関係データ(36)を生成する工程と
を備え、
前記工程(c)において、前記加工データ(34)はさらに前記温度関係データ(36)に基づいて生成される
ことを特徴とする加工データの生成方法。 - 請求項7に記載の加工データの生成方法において、
前記工程(c)においては
(c1)前記温度関係データ(36)に基づいて修正加工対象物データ(33’)が生成され、該修正加工対象物データ(33’)および他の前記データに基づいて前記加工データ(34)が生成され、かつ/または
(c2)前記加工対象物データ(33)および前記特性値データ(32)に基づいて生成された加工データ(34)が、前記温度関係データ(36)に基づいて修正(34’)される
ことを特徴とする加工データの生成方法。 - 請求項7または請求項8に記載の加工データの生成方法において、
前記工程(e)においては、複数の異なる加工推移データ(35)に対応する複数セットの温度関係データ(36)が生成され;該複数セットの温度関係データ(36)は記憶され、かつ/または前記工程(c1)において複数セットの修正加工対象物データ(33’)の生成に用いられ;該複数セットの修正加工対象物データ(33’)は記憶され、かつ/または前記工程(c2)において複数セットの修正加工データ(34’)の生成に用いられ;該複数セットの修正加工データ(34’)は記憶される
ことを特徴とする加工データの生成方法。 - 請求項7に記載の加工データの生成方法において、
前記工程(e)で生成された前記温度関係データ(36)をチェックする工程(f)をさらに備え、
前記工程(f)において限界値が検出された場合には、前記選択可能パラメータデータ(31)を修正(31’)して前記工程(d)に戻って修正加工推移データ(35’)を生成し、該修正加工推移データ(35’)に基づいて前記工程(e)において修正温度関係データ(36’)を生成する
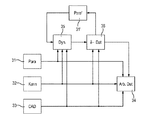
ことを特徴とする加工データの生成方法。 - 例えば請求項1から請求項6のいずれかに記載の1つ以上の特徴を備えたコンピュータ制御の工作機械において加工対象物を加工するためにクラッディングヘッドを用いて行うクラッディングの実施方法であって、
好ましくは請求項7から請求項10のいずれかの記載に従ってクラッディング用の加工データを生成する工程と、
前記加工データに基づいて前記工作機械を制御する工程と、
加工中に温度および加工対象物表面上の位置を所定の空間分解能で測定する工程と、
測定値をチェックする工程と、
前記チェックの結果に基づいて、前記クラッディングヘッドと前記加工対象物との間の相対送り速度、溶着熱出力、素材供給レート、素材供給速度およびレーザ集光度といった加工パラメータのうちの1つ以上を修正する工程と
を備えることを特徴とするクラッディングの実施方法。 - 請求項11に記載のクラッディングの実施方法において、
現在の溶着箇所における温度を測定して、該温度を所定の温度または所定の温度範囲内に制御する
ことを特徴とするクラッディングの実施方法。 - 請求項11または請求項12に記載のクラッディングの実施方法において、
時間の流れに沿った加工の推移および/または前記加工対象物のこれまでの加工で得た温度データを、対応する目標値および/または目標範囲と比較し、逸脱が検出された場合には前記加工対象物のこれから先の加工のための修正加工データを生成し、その際請求項9の記載に従って生成されたデータセットを参照してもよい
ことを特徴とするクラッディングの実施方法。 - 請求項11から請求項13に記載のクラッディングの実施方法において、
前記工作機械において前記クラッディングヘッドと前記材料除去工具とを交換することにより、前記加工対象物の段取りを替えることなくレーザクラッディングと材料除去加工とを交互に行うことが可能である
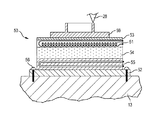
ことを特徴とするクラッディングの実施方法。 - コンピュータ制御の工作機械において加工される加工対象物のための加工対象物温度調節装置であって、
取付部(52)を有し、該取付部(52)において前記温度調節装置が前記工作機械のワークテーブル上に取り付けられ、
加工対象物載置部(53)を有し、該加工対象物載置部(53)は前記加工対象物自体の基部であるかまたは前記加工対象物の底部がその上に載置され、
フィードバック有り又は無しで制御可能な加熱部(51)を有し、該加熱部(51)が前記取付部(52)と前記加工対象物載置部(53)との間に設けられて前記加工対象物載置部(53)を加熱し、
断熱部(54)を有し、該断熱部(54)が前記加熱部(51)と前記取付部(52)との間に設けられる
ことを特徴とする温度調節装置。 - 請求項15に記載の加工対象物温度調節装置において、
フィードバック有り又は無しで制御可能な冷却部(55)をさらに有し、該冷却部(55)が前記断熱部(54)と前記取付部(52)との間に設けられる
ことを特徴とする温度調節装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013224649.8 | 2013-11-29 | ||
| DE102013224649.8A DE102013224649B4 (de) | 2013-11-29 | 2013-11-29 | Werkzeugmaschine |
| PCT/EP2014/075951 WO2015079025A2 (de) | 2013-11-29 | 2014-11-28 | Werkzeugmaschine, messvorrichtung, verfahren zum erstellen von arbeitsdaten, auftragsschweissverfahren, werkstücktemperiervorrichtung |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019092646A Division JP7068228B2 (ja) | 2013-11-29 | 2019-05-16 | 加工データの生成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017505237A true JP2017505237A (ja) | 2017-02-16 |
Family
ID=52000845
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016534633A Pending JP2017505237A (ja) | 2013-11-29 | 2014-11-28 | 工作機械、測定装置、加工データの生成方法、クラッディングの実施方法および加工対象物温度調節装置 |
| JP2019092646A Active JP7068228B2 (ja) | 2013-11-29 | 2019-05-16 | 加工データの生成方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019092646A Active JP7068228B2 (ja) | 2013-11-29 | 2019-05-16 | 加工データの生成方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10525550B2 (ja) |
| EP (2) | EP3238915B1 (ja) |
| JP (2) | JP2017505237A (ja) |
| KR (2) | KR102105156B1 (ja) |
| CN (1) | CN105792978B (ja) |
| DE (2) | DE102013224649B4 (ja) |
| WO (1) | WO2015079025A2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018230419A1 (ja) * | 2017-06-12 | 2018-12-20 | 南海鋼材株式会社 | 溶接システム及び溶接方法 |
| CN109290691A (zh) * | 2018-11-28 | 2019-02-01 | 扬州工业职业技术学院 | 一种用于板状物激光切割的固定装备 |
| JP2020131208A (ja) * | 2019-02-14 | 2020-08-31 | 株式会社ジェイテクト | レーザクラッド層形成方法及びレーザクラッド装置 |
| WO2020188618A1 (ja) * | 2019-03-15 | 2020-09-24 | 国立大学法人名古屋工業大学 | 工具ホルダ |
| JP2021020311A (ja) * | 2019-07-25 | 2021-02-18 | マシーネンファブリーク・ベルトホルト・ハームレ・アクチエンゲゼルシャフト | 工作物パレット及び加工システム |
| CN113306135A (zh) * | 2020-02-26 | 2021-08-27 | 精工爱普生株式会社 | 三维造型系统以及三维造型物的制造方法 |
| JP2021527576A (ja) * | 2018-06-20 | 2021-10-14 | ポンティコン ゲーエムベーハー | (超高速)レーザクラッディングのためのデバイス及び方法 |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015109525A1 (de) * | 2015-06-15 | 2016-12-15 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zum Herstellen von dreidimensionalen Objekten sowie ein zugehöriges Verfahren |
| DE102015113609A1 (de) | 2015-08-18 | 2017-02-23 | Heckert Gmbh | Verfahren und Werkzeugmaschine zur Präzisionsbearbeitung von Werkstücken |
| DE102015218032B4 (de) | 2015-09-18 | 2024-02-01 | Sauer Gmbh | Werkzeugmaschine |
| DE102015218030A1 (de) | 2015-09-18 | 2017-03-23 | Sauer Gmbh | Kopplungssystem zur Verwendung an einer Spindelvorrichtung einer Werkzeugmaschine |
| DE102016107881A1 (de) * | 2016-04-28 | 2017-11-02 | Gühring KG | Verfahren zur Herstellung eines Werkzeugmoduls und Werkzeugmodul |
| DE102016209285B3 (de) * | 2016-05-30 | 2017-08-17 | Trumpf Maschinen Ag | Bearbeitungsmaschine mit einem Düsenwechsler |
| DE102016210042B3 (de) * | 2016-06-07 | 2017-10-19 | Sauer Gmbh | Werkzeugmaschine zum Auftragsschweißen |
| DE102016222210A1 (de) * | 2016-11-11 | 2018-05-17 | Siemens Aktiengesellschaft | Verfahren für die additive Herstellung mit Kennzeichnung einer Bauplattform durch Referenzpunkte |
| CN106964993B (zh) * | 2017-04-14 | 2023-07-18 | 华南理工大学 | 一种cmt和多轴数控机床的增减材复合3d打印装备与方法 |
| DE102017005426A1 (de) * | 2017-06-11 | 2018-12-13 | Christian Schmid | Maschine und Verfahren für die additive und subtraktive Fertigung in einer Aufspannung |
| DE102017210703A1 (de) * | 2017-06-26 | 2018-12-27 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung zum Laserauftragsschweißen |
| EP3431257B1 (en) | 2017-07-21 | 2020-05-27 | CL Schutzrechtsverwaltungs GmbH | Apparatus for manufacturing three-dimensional objects |
| US10831173B2 (en) * | 2017-08-11 | 2020-11-10 | The Boeing Company | Tool having magnetic material |
| DE102017215840A1 (de) | 2017-09-07 | 2019-03-07 | Sauer Gmbh | Austauschbares Fokussiermodul |
| DE102017215838A1 (de) | 2017-09-07 | 2019-03-07 | Sauer Gmbh | Austauschbares Optikmodul für eine Laserbearbeitungsmaschine |
| DE102017215839A1 (de) | 2017-09-07 | 2019-03-07 | Sauer Gmbh | Optikmodul mit Vorrichtung zum automatischen Wechseln einer Kollimationsoptik |
| DE102017215841A1 (de) | 2017-09-07 | 2019-03-07 | Sauer Gmbh | Pulverdüse für eine Laserbearbeitungsmaschine |
| DE102017215911A1 (de) | 2017-09-08 | 2019-03-14 | Sauer Gmbh | Laser-Werkzeugmaschine mit Absaugsystem |
| US20200331061A1 (en) * | 2017-11-10 | 2020-10-22 | General Electric Company | Positioning system for an additive manufacturing machine |
| CN107914086A (zh) * | 2017-12-22 | 2018-04-17 | 君泰创新(北京)科技有限公司 | 一种太阳能电池汇流条焊接装置 |
| JP7071622B2 (ja) * | 2018-01-25 | 2022-05-19 | スター精密株式会社 | 工作機械およびワーク計測方法 |
| US10245788B1 (en) * | 2018-02-14 | 2019-04-02 | Thermwood Corporation | Methods and apparatus for thermal compensation during additive manufacturing |
| DE102018114661A1 (de) * | 2018-06-19 | 2019-12-19 | August Wenzler Maschinenbau GmbH | Verfahren und Einrichtung zur Urformung von Metallteilen |
| CN109159421B (zh) * | 2018-07-28 | 2020-05-19 | 华中科技大学 | 一种聚合物丝材的激光增材制造系统及其方法 |
| US11426818B2 (en) | 2018-08-10 | 2022-08-30 | The Research Foundation for the State University | Additive manufacturing processes and additively manufactured products |
| CN108972006A (zh) * | 2018-08-30 | 2018-12-11 | 大连交通大学 | 一种金属零部件的增减复合智能修复系统 |
| EP3628434A1 (de) * | 2018-09-28 | 2020-04-01 | Siemens Aktiengesellschaft | Verfahren zur additiven fertigung und fertigungsanlage |
| EP3650140A1 (de) * | 2018-11-12 | 2020-05-13 | Siemens Aktiengesellschaft | Verfahren zur additiven fertigung und fertigungsanlage |
| WO2020208708A1 (ja) * | 2019-04-09 | 2020-10-15 | 株式会社ニコン | 造形ユニット |
| CN114025912B (zh) * | 2019-06-28 | 2023-08-15 | 三菱电机株式会社 | 加工条件搜索装置以及加工条件搜索方法 |
| CN110434426A (zh) * | 2019-08-02 | 2019-11-12 | 宁波中星新材料研究院有限公司 | 一种钛合金电弧熔丝增材制造的气体保护装置 |
| CN110918999A (zh) * | 2019-12-03 | 2020-03-27 | 深圳市君厚财税服务有限公司 | 一种冷冻拉丝用定位装置 |
| DE102019134811A1 (de) | 2019-12-17 | 2021-06-17 | Chiron Group Se | Anlage zur additiven Fertigung |
| EP3876403A1 (de) | 2020-03-02 | 2021-09-08 | voestalpine Stahl GmbH | Verfahren zum paketieren von blechteilen zu blechpaketen |
| CN111545927A (zh) * | 2020-05-15 | 2020-08-18 | 杨金银 | 一种装修板材的激光切割设备 |
| CN112139812B (zh) * | 2020-09-27 | 2021-07-06 | 广州睦月信息科技有限公司 | 一种智能焊接设备 |
| CN112255964B (zh) * | 2020-10-12 | 2021-08-13 | 湖南汽车工程职业学院 | 一种基于大数据的机床加工刀具远程温度控制系统 |
| DE102020129202A1 (de) | 2020-11-05 | 2022-05-05 | Chiron Group Se | Anlage zur additiven Fertigung |
| CN112605509B (zh) * | 2020-12-09 | 2021-11-30 | 上海交通大学 | 一种等离子转移弧堆焊控制系统及控制方法 |
| CN113790687A (zh) * | 2021-08-18 | 2021-12-14 | 广东长盈精密技术有限公司 | 自动调机方法、加工设备、及计算机设备 |
| DE102022109123A1 (de) | 2022-04-13 | 2023-10-19 | Tox Pressotechnik Gmbh & Co. Kg | Fügevorrichtung |
| US11872780B2 (en) | 2022-06-02 | 2024-01-16 | The Boeing Company | Methods and tool for cutting an uncured composite material |
| CN115609250A (zh) * | 2022-06-10 | 2023-01-17 | 眉山博雅新材料股份有限公司 | 一种模具加工方法及其系统 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1010280A (ja) * | 1996-06-27 | 1998-01-16 | Ishikawajima Harima Heavy Ind Co Ltd | 原子炉圧力容器内面クラッド検査装置 |
| JPH10291070A (ja) * | 1997-04-21 | 1998-11-04 | Honda Motor Co Ltd | プレス型の加工方法 |
| JP2001234206A (ja) * | 2000-02-19 | 2001-08-28 | Daimlerchrysler Ag | レーザ光線を用いて粉体を焼結するための機械および方法 |
| JP2003266174A (ja) * | 2002-03-13 | 2003-09-24 | Honda Motor Co Ltd | 三次元形状物の製造方法 |
| JP2004082556A (ja) * | 2002-08-27 | 2004-03-18 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法及びその装置 |
| JP2004306612A (ja) * | 2003-04-09 | 2004-11-04 | Three D Syst Inc | サーマルイメージ・フィードバックを用いた焼結 |
| JP2008508129A (ja) * | 2005-04-06 | 2008-03-21 | イーオーエス ゲゼルシャフト ミット ベシュレンクテル ハフツング イレクトロ オプティカル システムズ | 三次元物体の製造装置及び製造方法 |
| JP2009113048A (ja) * | 2007-11-02 | 2009-05-28 | Honda Motor Co Ltd | バルブシートの肉盛り処理方法及びその装置 |
| WO2012029843A1 (ja) * | 2010-09-01 | 2012-03-08 | 独立行政法人 科学技術振興機構 | 転写システムおよび転写方法 |
| JP2012086235A (ja) * | 2010-10-18 | 2012-05-10 | Toshiba Corp | 加熱補修装置および加熱補修方法 |
| JP2013063488A (ja) * | 2011-09-16 | 2013-04-11 | Makino Milling Mach Co Ltd | 立形マシニングセンタ |
| JP2013532592A (ja) * | 2010-07-28 | 2013-08-19 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 三次元部品の製造方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4255643A (en) * | 1979-03-28 | 1981-03-10 | C-R-O, Inc. | Programmed welding machine with continuously monitored override control |
| US5379237A (en) * | 1990-05-31 | 1995-01-03 | Integrated Diagnostic Measurement Corporation | Automated system for controlling the quality of regularly-shaped products during their manufacture |
| DE4120790A1 (de) * | 1991-06-24 | 1993-01-14 | Verkehrswesen Hochschule | Duese zum oberflaechenbehandeln metallischer werkstuecke |
| CN1072541C (zh) * | 1995-02-06 | 2001-10-10 | 邵文远 | 小型集成加工中心 |
| AT405379B (de) | 1996-04-25 | 1999-07-26 | Joanneum Research Forschungsge | Verfahren zum ausbessern von oberflächendefekten |
| JPH10202757A (ja) * | 1997-01-24 | 1998-08-04 | Fuji Xerox Co Ltd | 微小構造体、およびその製造方法および装置 |
| US6232572B1 (en) * | 1998-04-20 | 2001-05-15 | Nissan Motor Co., Ltd. | Spot welding control system and control method |
| ATE367882T1 (de) * | 1999-11-04 | 2007-08-15 | Aeromet Corp | Steuersystem zum deponieren von pulver in ein schmelzbad |
| JP4378011B2 (ja) | 2000-01-07 | 2009-12-02 | キヤノン株式会社 | 金型設計装置と金型形状の設計方法 |
| CN1140377C (zh) * | 2000-12-20 | 2004-03-03 | 华中科技大学 | 直接快速制造模具与零件的方法及其装置 |
| US7020539B1 (en) | 2002-10-01 | 2006-03-28 | Southern Methodist University | System and method for fabricating or repairing a part |
| ITPD20030039A1 (it) * | 2003-02-28 | 2004-09-01 | Maus Spa | Metodo di lavorazione per asportazione di truciolo di |
| DE102004018699A1 (de) * | 2004-04-17 | 2005-11-03 | Mtu Aero Engines Gmbh | Verfahren und Vorrichtung zum Laserschweißen von Bauteilen aus Superlegierungen |
| US20060067830A1 (en) | 2004-09-29 | 2006-03-30 | Wen Guo | Method to restore an airfoil leading edge |
| GB0427796D0 (en) * | 2004-12-20 | 2005-01-19 | Renishaw Plc | Machine control system |
| EP1859893A1 (en) * | 2006-05-26 | 2007-11-28 | Yamazaki Mazak Corporation | Laser processing machine with exchangeable laser processing tool and machining tool |
| EP2454039B1 (en) * | 2009-07-15 | 2014-09-03 | Arcam Ab | Method for producing three-dimensional objects |
| DE102010004193B4 (de) * | 2010-01-08 | 2012-11-15 | Asm Assembly Systems Gmbh & Co. Kg | Bestückungsautomat und Lötverfahren zum thermischen Verbinden von Bauelementen an ein Substrat |
| US10766089B2 (en) * | 2010-07-14 | 2020-09-08 | Illinois Tool Works | Heat input control for welding systems |
| CN102528567A (zh) * | 2011-09-21 | 2012-07-04 | 杨东佐 | 一种数控设备及加工工艺、数控生产线、物品自动存取系统 |
| DE102012221218A1 (de) * | 2011-11-22 | 2013-05-23 | Leibniz-Institut Für Festkörper- Und Werkstoffforschung Dresden E.V. | Vorrichtung zur Qualitätssicherung von mittels Laserstrahlbearbeitung hergestellten Produkten |
| US10933486B2 (en) * | 2013-02-28 | 2021-03-02 | Illinois Tool Works Inc. | Remote master reset of machine |
| US20150083710A1 (en) * | 2013-09-25 | 2015-03-26 | Illinois Tool Works Inc. | Metal heating and working system and method |
-
2013
- 2013-11-29 DE DE102013224649.8A patent/DE102013224649B4/de active Active
-
2014
- 2014-11-28 KR KR1020197014906A patent/KR102105156B1/ko active IP Right Grant
- 2014-11-28 KR KR1020167016668A patent/KR20160088936A/ko not_active Application Discontinuation
- 2014-11-28 EP EP17171333.2A patent/EP3238915B1/de active Active
- 2014-11-28 US US15/100,178 patent/US10525550B2/en active Active
- 2014-11-28 DE DE212014000221.4U patent/DE212014000221U1/de active Active
- 2014-11-28 CN CN201480064960.2A patent/CN105792978B/zh active Active
- 2014-11-28 EP EP14805580.9A patent/EP3074168B1/de active Active
- 2014-11-28 JP JP2016534633A patent/JP2017505237A/ja active Pending
- 2014-11-28 WO PCT/EP2014/075951 patent/WO2015079025A2/de active Application Filing
-
2019
- 2019-05-16 JP JP2019092646A patent/JP7068228B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1010280A (ja) * | 1996-06-27 | 1998-01-16 | Ishikawajima Harima Heavy Ind Co Ltd | 原子炉圧力容器内面クラッド検査装置 |
| JPH10291070A (ja) * | 1997-04-21 | 1998-11-04 | Honda Motor Co Ltd | プレス型の加工方法 |
| JP2001234206A (ja) * | 2000-02-19 | 2001-08-28 | Daimlerchrysler Ag | レーザ光線を用いて粉体を焼結するための機械および方法 |
| JP2003266174A (ja) * | 2002-03-13 | 2003-09-24 | Honda Motor Co Ltd | 三次元形状物の製造方法 |
| JP2004082556A (ja) * | 2002-08-27 | 2004-03-18 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法及びその装置 |
| JP2004306612A (ja) * | 2003-04-09 | 2004-11-04 | Three D Syst Inc | サーマルイメージ・フィードバックを用いた焼結 |
| JP2008508129A (ja) * | 2005-04-06 | 2008-03-21 | イーオーエス ゲゼルシャフト ミット ベシュレンクテル ハフツング イレクトロ オプティカル システムズ | 三次元物体の製造装置及び製造方法 |
| JP2009113048A (ja) * | 2007-11-02 | 2009-05-28 | Honda Motor Co Ltd | バルブシートの肉盛り処理方法及びその装置 |
| JP2013532592A (ja) * | 2010-07-28 | 2013-08-19 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 三次元部品の製造方法 |
| WO2012029843A1 (ja) * | 2010-09-01 | 2012-03-08 | 独立行政法人 科学技術振興機構 | 転写システムおよび転写方法 |
| JP2012086235A (ja) * | 2010-10-18 | 2012-05-10 | Toshiba Corp | 加熱補修装置および加熱補修方法 |
| JP2013063488A (ja) * | 2011-09-16 | 2013-04-11 | Makino Milling Mach Co Ltd | 立形マシニングセンタ |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018230419A1 (ja) * | 2017-06-12 | 2018-12-20 | 南海鋼材株式会社 | 溶接システム及び溶接方法 |
| JP2021527576A (ja) * | 2018-06-20 | 2021-10-14 | ポンティコン ゲーエムベーハー | (超高速)レーザクラッディングのためのデバイス及び方法 |
| CN109290691A (zh) * | 2018-11-28 | 2019-02-01 | 扬州工业职业技术学院 | 一种用于板状物激光切割的固定装备 |
| JP2020131208A (ja) * | 2019-02-14 | 2020-08-31 | 株式会社ジェイテクト | レーザクラッド層形成方法及びレーザクラッド装置 |
| JP7188164B2 (ja) | 2019-02-14 | 2022-12-13 | 株式会社ジェイテクト | レーザクラッド層形成方法及びレーザクラッド装置 |
| WO2020188618A1 (ja) * | 2019-03-15 | 2020-09-24 | 国立大学法人名古屋工業大学 | 工具ホルダ |
| JP2021020311A (ja) * | 2019-07-25 | 2021-02-18 | マシーネンファブリーク・ベルトホルト・ハームレ・アクチエンゲゼルシャフト | 工作物パレット及び加工システム |
| JP7045419B2 (ja) | 2019-07-25 | 2022-03-31 | マシーネンファブリーク・ベルトホルト・ハームレ・アクチエンゲゼルシャフト | 工作物パレット及び加工システム |
| US11839960B2 (en) | 2019-07-25 | 2023-12-12 | Maschinenfabrik Berthold Hermle Ag | Workpiece pallet and machining system |
| CN113306135A (zh) * | 2020-02-26 | 2021-08-27 | 精工爱普生株式会社 | 三维造型系统以及三维造型物的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3238915A2 (de) | 2017-11-01 |
| US10525550B2 (en) | 2020-01-07 |
| WO2015079025A2 (de) | 2015-06-04 |
| EP3238915B1 (de) | 2023-01-18 |
| US20170001258A1 (en) | 2017-01-05 |
| KR20190060876A (ko) | 2019-06-03 |
| DE102013224649B4 (de) | 2024-05-23 |
| EP3074168B1 (de) | 2021-04-14 |
| EP3074168A2 (de) | 2016-10-05 |
| EP3238915A3 (de) | 2018-01-17 |
| DE102013224649A1 (de) | 2015-06-03 |
| CN105792978A (zh) | 2016-07-20 |
| WO2015079025A3 (de) | 2015-09-03 |
| JP7068228B2 (ja) | 2022-05-16 |
| KR102105156B1 (ko) | 2020-04-27 |
| DE212014000221U1 (de) | 2016-11-10 |
| JP2019193973A (ja) | 2019-11-07 |
| CN105792978B (zh) | 2019-05-07 |
| KR20160088936A (ko) | 2016-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7068228B2 (ja) | 加工データの生成方法 | |
| US10525630B2 (en) | Distortion prediction and minimisation in additive manufacturing | |
| US9573224B2 (en) | System and method for determining beam power level along an additive deposition path | |
| Hagqvist et al. | Resistance measurements for control of laser metal wire deposition | |
| De Backer et al. | Temperature control of robotic friction stir welding using the thermoelectric effect | |
| US11072035B2 (en) | Auxiliary welding heating system | |
| US20060006157A1 (en) | Method and apparatus for repairing or building up surfaces on a workpiece while the workpiece is mounted on a machine tool | |
| US20050173380A1 (en) | Directed energy net shape method and apparatus | |
| CN108472732A (zh) | 通过加性制造进行的单晶生长的系统和方法 | |
| TW201840441A (zh) | 工具機 | |
| JP2019523712A (ja) | 肉盛溶接のための工作機械 | |
| JP2007532314A (ja) | 超合金から形成される部品のレーザー溶接方法及び装置 | |
| CN108890128A (zh) | 一种激光多束流复合温度场焊接装置 | |
| KR102284632B1 (ko) | 대규모 금속 성형 | |
| JP2000301361A (ja) | 摩擦攪拌接合方法 | |
| JP6050141B2 (ja) | 硬化肉盛溶接装置及び方法 | |
| JP2005232586A (ja) | 管体の残留応力改善方法及び改善装置 | |
| JP7102640B1 (ja) | 付加製造方法、付加製造システム、及び、付加製造プログラム | |
| Pangsrivinij et al. | Calculation of energy balance and efficiency in Laser Hot-Wire (LHW) cladding process | |
| Pinkerton et al. | Theoretical analysis of the coincident wire-powder laser deposition process | |
| RU2710704C1 (ru) | Автоматизированный комплекс для лазерного термоупрочнения поверхностей изделий | |
| Gunaratnam et al. | Thermocouple embedding for the production of a substrate for rapid manufacturing | |
| Nolen | Automated welding conceptual study | |
| Raikoty et al. | High speed friction stir welding: a computational and experimental study | |
| CN104532230A (zh) | 一种薄壁金属偶合管件的表面激光熔覆方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160727 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170629 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170808 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20171106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190219 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191001 |