JP2017186517A - 表面保護シート - Google Patents
表面保護シート Download PDFInfo
- Publication number
- JP2017186517A JP2017186517A JP2016251587A JP2016251587A JP2017186517A JP 2017186517 A JP2017186517 A JP 2017186517A JP 2016251587 A JP2016251587 A JP 2016251587A JP 2016251587 A JP2016251587 A JP 2016251587A JP 2017186517 A JP2017186517 A JP 2017186517A
- Authority
- JP
- Japan
- Prior art keywords
- sensitive adhesive
- weight
- monomer
- pressure
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005601 base polymer Polymers 0.000 claims abstract description 51
- 239000012790 adhesive layer Substances 0.000 claims abstract description 18
- 230000009477 glass transition Effects 0.000 claims abstract description 7
- 239000000178 monomer Substances 0.000 claims description 173
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 137
- 230000001681 protective effect Effects 0.000 claims description 135
- 239000010410 layer Substances 0.000 claims description 71
- 238000000034 method Methods 0.000 claims description 53
- 238000005259 measurement Methods 0.000 claims description 30
- 229910052751 metal Inorganic materials 0.000 claims description 30
- 239000002184 metal Substances 0.000 claims description 30
- 229920000642 polymer Polymers 0.000 claims description 27
- 239000000758 substrate Substances 0.000 claims description 25
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 19
- 229920001519 homopolymer Polymers 0.000 claims description 19
- 229920005672 polyolefin resin Polymers 0.000 claims description 16
- 229910001220 stainless steel Inorganic materials 0.000 claims description 13
- 239000010935 stainless steel Substances 0.000 claims description 13
- 239000002994 raw material Substances 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 8
- 230000032683 aging Effects 0.000 claims description 3
- 239000000463 material Substances 0.000 abstract description 48
- 238000012545 processing Methods 0.000 abstract description 28
- -1 polytetrafluoroethylene Polymers 0.000 description 87
- 239000000203 mixture Substances 0.000 description 85
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 83
- 229920005989 resin Polymers 0.000 description 66
- 239000011347 resin Substances 0.000 description 66
- 239000003431 cross linking reagent Substances 0.000 description 56
- 229920000058 polyacrylate Polymers 0.000 description 48
- 239000000853 adhesive Substances 0.000 description 44
- 239000004094 surface-active agent Substances 0.000 description 44
- 230000001070 adhesive effect Effects 0.000 description 43
- 239000002585 base Substances 0.000 description 43
- 238000006116 polymerization reaction Methods 0.000 description 32
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 18
- 238000012360 testing method Methods 0.000 description 17
- 125000000524 functional group Chemical group 0.000 description 16
- 229920000573 polyethylene Polymers 0.000 description 16
- 229910019142 PO4 Inorganic materials 0.000 description 14
- 239000004698 Polyethylene Substances 0.000 description 14
- 125000000217 alkyl group Chemical group 0.000 description 14
- 235000021317 phosphate Nutrition 0.000 description 14
- 239000003795 chemical substances by application Substances 0.000 description 13
- 229920001577 copolymer Polymers 0.000 description 13
- 239000006185 dispersion Substances 0.000 description 13
- 229920000092 linear low density polyethylene Polymers 0.000 description 13
- 239000004707 linear low-density polyethylene Substances 0.000 description 13
- 229920001684 low density polyethylene Polymers 0.000 description 13
- 239000004702 low-density polyethylene Substances 0.000 description 13
- 239000010452 phosphate Substances 0.000 description 13
- 238000011282 treatment Methods 0.000 description 13
- 239000004743 Polypropylene Substances 0.000 description 12
- 239000003607 modifier Substances 0.000 description 12
- 229920001155 polypropylene Polymers 0.000 description 12
- 239000005977 Ethylene Substances 0.000 description 11
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 11
- 230000015572 biosynthetic process Effects 0.000 description 11
- 239000012948 isocyanate Substances 0.000 description 11
- 238000000465 moulding Methods 0.000 description 11
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 11
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 11
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 10
- 229920001971 elastomer Polymers 0.000 description 10
- 239000000839 emulsion Substances 0.000 description 10
- 150000003839 salts Chemical class 0.000 description 10
- 238000003786 synthesis reaction Methods 0.000 description 10
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 9
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 9
- 239000003995 emulsifying agent Substances 0.000 description 9
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 9
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 8
- 125000000129 anionic group Chemical group 0.000 description 8
- 238000007720 emulsion polymerization reaction Methods 0.000 description 8
- 150000002513 isocyanates Chemical class 0.000 description 8
- 239000003505 polymerization initiator Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 239000004711 α-olefin Substances 0.000 description 8
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 7
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 125000006574 non-aromatic ring group Chemical group 0.000 description 7
- 230000002265 prevention Effects 0.000 description 7
- 150000003254 radicals Chemical class 0.000 description 7
- HIXDQWDOVZUNNA-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-hydroxy-7-methoxychromen-4-one Chemical compound C=1C(OC)=CC(O)=C(C(C=2)=O)C=1OC=2C1=CC=C(OC)C(OC)=C1 HIXDQWDOVZUNNA-UHFFFAOYSA-N 0.000 description 6
- 125000003504 2-oxazolinyl group Chemical group O1C(=NCC1)* 0.000 description 6
- 239000004593 Epoxy Substances 0.000 description 6
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 6
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 6
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 6
- ROOXNKNUYICQNP-UHFFFAOYSA-N ammonium persulfate Chemical compound [NH4+].[NH4+].[O-]S(=O)(=O)OOS([O-])(=O)=O ROOXNKNUYICQNP-UHFFFAOYSA-N 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 6
- 239000000470 constituent Substances 0.000 description 6
- 238000004132 cross linking Methods 0.000 description 6
- 125000006353 oxyethylene group Chemical group 0.000 description 6
- 239000005060 rubber Substances 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 5
- 150000003863 ammonium salts Chemical class 0.000 description 5
- 125000004432 carbon atom Chemical group C* 0.000 description 5
- 150000002148 esters Chemical class 0.000 description 5
- 239000003999 initiator Substances 0.000 description 5
- 150000002978 peroxides Chemical class 0.000 description 5
- 239000002356 single layer Substances 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 4
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 4
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 4
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 4
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 4
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 239000003945 anionic surfactant Substances 0.000 description 4
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 4
- 150000001718 carbodiimides Chemical class 0.000 description 4
- 239000012986 chain transfer agent Substances 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 238000011109 contamination Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000007334 copolymerization reaction Methods 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 4
- 238000005227 gel permeation chromatography Methods 0.000 description 4
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 4
- 239000002736 nonionic surfactant Substances 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 125000004368 propenyl group Chemical group C(=CC)* 0.000 description 4
- 159000000000 sodium salts Chemical class 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 3
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 125000005037 alkyl phenyl group Chemical group 0.000 description 3
- 229910001870 ammonium persulfate Inorganic materials 0.000 description 3
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 3
- 238000003851 corona treatment Methods 0.000 description 3
- 125000000753 cycloalkyl group Chemical group 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 125000003700 epoxy group Chemical group 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000001747 exhibiting effect Effects 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 238000007667 floating Methods 0.000 description 3
- 229910052731 fluorine Inorganic materials 0.000 description 3
- 239000011737 fluorine Substances 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 238000007373 indentation Methods 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 102200127556 rs34159654 Human genes 0.000 description 3
- 230000035882 stress Effects 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 3
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 2
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- JLIDVCMBCGBIEY-UHFFFAOYSA-N 1-penten-3-one Chemical compound CCC(=O)C=C JLIDVCMBCGBIEY-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 2
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 125000003342 alkenyl group Chemical group 0.000 description 2
- XXROGKLTLUQVRX-UHFFFAOYSA-N allyl alcohol Chemical compound OCC=C XXROGKLTLUQVRX-UHFFFAOYSA-N 0.000 description 2
- 239000012874 anionic emulsifier Substances 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 235000006708 antioxidants Nutrition 0.000 description 2
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 2
- 238000012661 block copolymerization Methods 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 125000000113 cyclohexyl group Chemical class [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 2
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Chemical compound CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- TVACALAUIQMRDF-UHFFFAOYSA-N dodecyl dihydrogen phosphate Chemical compound CCCCCCCCCCCCOP(O)(O)=O TVACALAUIQMRDF-UHFFFAOYSA-N 0.000 description 2
- 238000010556 emulsion polymerization method Methods 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 2
- 229920005680 ethylene-methyl methacrylate copolymer Polymers 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 125000001165 hydrophobic group Chemical group 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 2
- 125000000555 isopropenyl group Chemical group [H]\C([H])=C(\*)C([H])([H])[H] 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 2
- JRKICGRDRMAZLK-UHFFFAOYSA-L persulfate group Chemical group S(=O)(=O)([O-])OOS(=O)(=O)[O-] JRKICGRDRMAZLK-UHFFFAOYSA-L 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920005629 polypropylene homopolymer Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 229920005604 random copolymer Polymers 0.000 description 2
- 239000012966 redox initiator Substances 0.000 description 2
- 102220082846 rs373113507 Human genes 0.000 description 2
- 239000000344 soap Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- CWERGRDVMFNCDR-UHFFFAOYSA-N thioglycolic acid Chemical compound OC(=O)CS CWERGRDVMFNCDR-UHFFFAOYSA-N 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 239000013638 trimer Substances 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- 125000003837 (C1-C20) alkyl group Chemical group 0.000 description 1
- DXMNMEWATKSWOT-UHFFFAOYSA-N 1-[2,3-di(nonyl)phenoxy]-2,3-di(nonyl)benzene Chemical compound CCCCCCCCCC1=CC=CC(OC=2C(=C(CCCCCCCCC)C=CC=2)CCCCCCCCC)=C1CCCCCCCCC DXMNMEWATKSWOT-UHFFFAOYSA-N 0.000 description 1
- HASUCEDGKYJBDC-UHFFFAOYSA-N 1-[3-[[bis(oxiran-2-ylmethyl)amino]methyl]cyclohexyl]-n,n-bis(oxiran-2-ylmethyl)methanamine Chemical compound C1OC1CN(CC1CC(CN(CC2OC2)CC2OC2)CCC1)CC1CO1 HASUCEDGKYJBDC-UHFFFAOYSA-N 0.000 description 1
- BQTPKSBXMONSJI-UHFFFAOYSA-N 1-cyclohexylpyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C1CCCCC1 BQTPKSBXMONSJI-UHFFFAOYSA-N 0.000 description 1
- OZCMOJQQLBXBKI-UHFFFAOYSA-N 1-ethenoxy-2-methylpropane Chemical compound CC(C)COC=C OZCMOJQQLBXBKI-UHFFFAOYSA-N 0.000 description 1
- HXQKJEIGFRLGIH-UHFFFAOYSA-N 1-ethenyl-2h-pyrazine Chemical compound C=CN1CC=NC=C1 HXQKJEIGFRLGIH-UHFFFAOYSA-N 0.000 description 1
- OZFIGURLAJSLIR-UHFFFAOYSA-N 1-ethenyl-2h-pyridine Chemical compound C=CN1CC=CC=C1 OZFIGURLAJSLIR-UHFFFAOYSA-N 0.000 description 1
- LNKDTZRRFHHCCV-UHFFFAOYSA-N 1-ethenyl-2h-pyrimidine Chemical compound C=CN1CN=CC=C1 LNKDTZRRFHHCCV-UHFFFAOYSA-N 0.000 description 1
- JWYVGKFDLWWQJX-UHFFFAOYSA-N 1-ethenylazepan-2-one Chemical compound C=CN1CCCCCC1=O JWYVGKFDLWWQJX-UHFFFAOYSA-N 0.000 description 1
- OSSNTDFYBPYIEC-UHFFFAOYSA-N 1-ethenylimidazole Chemical compound C=CN1C=CN=C1 OSSNTDFYBPYIEC-UHFFFAOYSA-N 0.000 description 1
- DCRYNQTXGUTACA-UHFFFAOYSA-N 1-ethenylpiperazine Chemical compound C=CN1CCNCC1 DCRYNQTXGUTACA-UHFFFAOYSA-N 0.000 description 1
- PBGPBHYPCGDFEZ-UHFFFAOYSA-N 1-ethenylpiperidin-2-one Chemical compound C=CN1CCCCC1=O PBGPBHYPCGDFEZ-UHFFFAOYSA-N 0.000 description 1
- CTXUTPWZJZHRJC-UHFFFAOYSA-N 1-ethenylpyrrole Chemical compound C=CN1C=CC=C1 CTXUTPWZJZHRJC-UHFFFAOYSA-N 0.000 description 1
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 1
- BFYSJBXFEVRVII-UHFFFAOYSA-N 1-prop-1-enylpyrrolidin-2-one Chemical compound CC=CN1CCCC1=O BFYSJBXFEVRVII-UHFFFAOYSA-N 0.000 description 1
- DGPVNNMFVYYVDF-UHFFFAOYSA-N 1-prop-2-enoylpyrrolidin-2-one Chemical compound C=CC(=O)N1CCCC1=O DGPVNNMFVYYVDF-UHFFFAOYSA-N 0.000 description 1
- NQDOCLXQTQYUDH-UHFFFAOYSA-N 1-propan-2-ylpyrrole-2,5-dione Chemical compound CC(C)N1C(=O)C=CC1=O NQDOCLXQTQYUDH-UHFFFAOYSA-N 0.000 description 1
- 125000006017 1-propenyl group Chemical group 0.000 description 1
- KDRBAEZRIDZKRP-UHFFFAOYSA-N 2,2-bis[3-(aziridin-1-yl)propanoyloxymethyl]butyl 3-(aziridin-1-yl)propanoate Chemical compound C1CN1CCC(=O)OCC(COC(=O)CCN1CC1)(CC)COC(=O)CCN1CC1 KDRBAEZRIDZKRP-UHFFFAOYSA-N 0.000 description 1
- YAJYJWXEWKRTPO-UHFFFAOYSA-N 2,3,3,4,4,5-hexamethylhexane-2-thiol Chemical compound CC(C)C(C)(C)C(C)(C)C(C)(C)S YAJYJWXEWKRTPO-UHFFFAOYSA-N 0.000 description 1
- ZABMHLDQFJHDSC-UHFFFAOYSA-N 2,3-dihydro-1,3-oxazole Chemical group C1NC=CO1 ZABMHLDQFJHDSC-UHFFFAOYSA-N 0.000 description 1
- KQSMCAVKSJWMSI-UHFFFAOYSA-N 2,4-dimethyl-1-n,1-n,3-n,3-n-tetrakis(oxiran-2-ylmethyl)benzene-1,3-diamine Chemical compound CC1=C(N(CC2OC2)CC2OC2)C(C)=CC=C1N(CC1OC1)CC1CO1 KQSMCAVKSJWMSI-UHFFFAOYSA-N 0.000 description 1
- NHZLLKNRTDIFAD-UHFFFAOYSA-N 2,5-dihydro-1,3-oxazole Chemical group C1OCN=C1 NHZLLKNRTDIFAD-UHFFFAOYSA-N 0.000 description 1
- STMDPCBYJCIZOD-UHFFFAOYSA-N 2-(2,4-dinitroanilino)-4-methylpentanoic acid Chemical compound CC(C)CC(C(O)=O)NC1=CC=C([N+]([O-])=O)C=C1[N+]([O-])=O STMDPCBYJCIZOD-UHFFFAOYSA-N 0.000 description 1
- WULAHPYSGCVQHM-UHFFFAOYSA-N 2-(2-ethenoxyethoxy)ethanol Chemical compound OCCOCCOC=C WULAHPYSGCVQHM-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- TUPRYIWOYUHTSP-UHFFFAOYSA-N 2-(aziridin-1-yl)propanoic acid Chemical compound OC(=O)C(C)N1CC1 TUPRYIWOYUHTSP-UHFFFAOYSA-N 0.000 description 1
- GAMXOFKSAQTGLL-UHFFFAOYSA-N 2-[(1-amino-1-imino-2-methylpropan-2-yl)diazenyl]-2-methylpropanimidamide;sulfo hydrogen sulfate Chemical compound OS(=O)(=O)OS(O)(=O)=O.NC(=N)C(C)(C)N=NC(C)(C)C(N)=N GAMXOFKSAQTGLL-UHFFFAOYSA-N 0.000 description 1
- AOBIOSPNXBMOAT-UHFFFAOYSA-N 2-[2-(oxiran-2-ylmethoxy)ethoxymethyl]oxirane Chemical compound C1OC1COCCOCC1CO1 AOBIOSPNXBMOAT-UHFFFAOYSA-N 0.000 description 1
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 1
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 1
- VUIWJRYTWUGOOF-UHFFFAOYSA-N 2-ethenoxyethanol Chemical compound OCCOC=C VUIWJRYTWUGOOF-UHFFFAOYSA-N 0.000 description 1
- BQBSIHIZDSHADD-UHFFFAOYSA-N 2-ethenyl-4,5-dihydro-1,3-oxazole Chemical compound C=CC1=NCCO1 BQBSIHIZDSHADD-UHFFFAOYSA-N 0.000 description 1
- PBYIFPWEHGSUEY-UHFFFAOYSA-N 2-ethenyl-4-methyl-4,5-dihydro-1,3-oxazole Chemical compound CC1COC(C=C)=N1 PBYIFPWEHGSUEY-UHFFFAOYSA-N 0.000 description 1
- HMEVYZZCEGUONQ-UHFFFAOYSA-N 2-ethenyl-5-methyl-4,5-dihydro-1,3-oxazole Chemical compound CC1CN=C(C=C)O1 HMEVYZZCEGUONQ-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- DPNXHTDWGGVXID-UHFFFAOYSA-N 2-isocyanatoethyl prop-2-enoate Chemical compound C=CC(=O)OCCN=C=O DPNXHTDWGGVXID-UHFFFAOYSA-N 0.000 description 1
- GUXJXWKCUUWCLX-UHFFFAOYSA-N 2-methyl-2-oxazoline Chemical compound CC1=NCCO1 GUXJXWKCUUWCLX-UHFFFAOYSA-N 0.000 description 1
- RUMACXVDVNRZJZ-UHFFFAOYSA-N 2-methylpropyl 2-methylprop-2-enoate Chemical compound CC(C)COC(=O)C(C)=C RUMACXVDVNRZJZ-UHFFFAOYSA-N 0.000 description 1
- LPIQIQPLUVLISR-UHFFFAOYSA-N 2-prop-1-en-2-yl-4,5-dihydro-1,3-oxazole Chemical compound CC(=C)C1=NCCO1 LPIQIQPLUVLISR-UHFFFAOYSA-N 0.000 description 1
- UDWIZRDPCQAYRF-UHFFFAOYSA-N 3-[diethoxy(methyl)silyl]propyl prop-2-enoate Chemical compound CCO[Si](C)(OCC)CCCOC(=O)C=C UDWIZRDPCQAYRF-UHFFFAOYSA-N 0.000 description 1
- MCDBEBOBROAQSH-UHFFFAOYSA-N 3-[dimethoxy(methyl)silyl]propyl prop-2-enoate Chemical compound CO[Si](C)(OC)CCCOC(=O)C=C MCDBEBOBROAQSH-UHFFFAOYSA-N 0.000 description 1
- NIAXWFTYAJQENP-UHFFFAOYSA-N 3-ethenyl-2h-1,3-oxazole Chemical compound C=CN1COC=C1 NIAXWFTYAJQENP-UHFFFAOYSA-N 0.000 description 1
- QOXOZONBQWIKDA-UHFFFAOYSA-N 3-hydroxypropyl Chemical group [CH2]CCO QOXOZONBQWIKDA-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- FKAWETHEYBZGSR-UHFFFAOYSA-N 3-methylidenepyrrolidine-2,5-dione Chemical compound C=C1CC(=O)NC1=O FKAWETHEYBZGSR-UHFFFAOYSA-N 0.000 description 1
- ATVJXMYDOSMEPO-UHFFFAOYSA-N 3-prop-2-enoxyprop-1-ene Chemical group C=CCOCC=C ATVJXMYDOSMEPO-UHFFFAOYSA-N 0.000 description 1
- XDQWJFXZTAWJST-UHFFFAOYSA-N 3-triethoxysilylpropyl prop-2-enoate Chemical compound CCO[Si](OCC)(OCC)CCCOC(=O)C=C XDQWJFXZTAWJST-UHFFFAOYSA-N 0.000 description 1
- HMBNQNDUEFFFNZ-UHFFFAOYSA-N 4-ethenoxybutan-1-ol Chemical compound OCCCCOC=C HMBNQNDUEFFFNZ-UHFFFAOYSA-N 0.000 description 1
- CFZDMXAOSDDDRT-UHFFFAOYSA-N 4-ethenylmorpholine Chemical compound C=CN1CCOCC1 CFZDMXAOSDDDRT-UHFFFAOYSA-N 0.000 description 1
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 1
- IRHWINGBSHBXAD-UHFFFAOYSA-N 5-ethyl-2-prop-1-en-2-yl-4,5-dihydro-1,3-oxazole Chemical compound CCC1CN=C(C(C)=C)O1 IRHWINGBSHBXAD-UHFFFAOYSA-N 0.000 description 1
- CUXGDKOCSSIRKK-UHFFFAOYSA-N 7-methyloctyl prop-2-enoate Chemical compound CC(C)CCCCCCOC(=O)C=C CUXGDKOCSSIRKK-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical class CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical class [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 241000047703 Nonion Species 0.000 description 1
- 241000238413 Octopus Species 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- KEAYESYHFKHZAL-UHFFFAOYSA-N Sodium Chemical compound [Na] KEAYESYHFKHZAL-UHFFFAOYSA-N 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- DBMJMQXJHONAFJ-UHFFFAOYSA-M Sodium laurylsulphate Chemical compound [Na+].CCCCCCCCCCCCOS([O-])(=O)=O DBMJMQXJHONAFJ-UHFFFAOYSA-M 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical class OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- LXEKPEMOWBOYRF-UHFFFAOYSA-N [2-[(1-azaniumyl-1-imino-2-methylpropan-2-yl)diazenyl]-2-methylpropanimidoyl]azanium;dichloride Chemical compound Cl.Cl.NC(=N)C(C)(C)N=NC(C)(C)C(N)=N LXEKPEMOWBOYRF-UHFFFAOYSA-N 0.000 description 1
- RMKZLFMHXZAGTM-UHFFFAOYSA-N [dimethoxy(propyl)silyl]oxymethyl prop-2-enoate Chemical compound CCC[Si](OC)(OC)OCOC(=O)C=C RMKZLFMHXZAGTM-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 150000001242 acetic acid derivatives Chemical class 0.000 description 1
- 125000004018 acid anhydride group Chemical group 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 239000002998 adhesive polymer Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000004703 alkoxides Chemical class 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 125000005370 alkoxysilyl group Chemical group 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 125000005336 allyloxy group Chemical group 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- BTBJBAZGXNKLQC-UHFFFAOYSA-N ammonium lauryl sulfate Chemical compound [NH4+].CCCCCCCCCCCCOS([O-])(=O)=O BTBJBAZGXNKLQC-UHFFFAOYSA-N 0.000 description 1
- 229940063953 ammonium lauryl sulfate Drugs 0.000 description 1
- 229910052921 ammonium sulfate Inorganic materials 0.000 description 1
- 235000011130 ammonium sulphate Nutrition 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 125000001204 arachidyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 125000005160 aryl oxy alkyl group Chemical group 0.000 description 1
- 229960005070 ascorbic acid Drugs 0.000 description 1
- 235000010323 ascorbic acid Nutrition 0.000 description 1
- 239000011668 ascorbic acid Substances 0.000 description 1
- 159000000009 barium salts Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 238000012662 bulk polymerization Methods 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- VPKDCDLSJZCGKE-UHFFFAOYSA-N carbodiimide group Chemical group N=C=N VPKDCDLSJZCGKE-UHFFFAOYSA-N 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 125000004093 cyano group Chemical group *C#N 0.000 description 1
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 1
- KBLWLMPSVYBVDK-UHFFFAOYSA-N cyclohexyl prop-2-enoate Chemical compound C=CC(=O)OC1CCCCC1 KBLWLMPSVYBVDK-UHFFFAOYSA-N 0.000 description 1
- 125000001511 cyclopentyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C1([H])[H] 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 150000005690 diesters Chemical class 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 1
- GVGUFUZHNYFZLC-UHFFFAOYSA-N dodecyl benzenesulfonate;sodium Chemical compound [Na].CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 GVGUFUZHNYFZLC-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- 238000004945 emulsification Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- BEGBSFPALGFMJI-UHFFFAOYSA-N ethene;sodium Chemical group [Na].C=C BEGBSFPALGFMJI-UHFFFAOYSA-N 0.000 description 1
- ZEYMDLYHRCTNEE-UHFFFAOYSA-N ethenyl 3-oxobutanoate Chemical compound CC(=O)CC(=O)OC=C ZEYMDLYHRCTNEE-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- 125000005448 ethoxyethyl group Chemical group [H]C([H])([H])C([H])([H])OC([H])([H])C([H])([H])* 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000005042 ethylene-ethyl acrylate Substances 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- PBZROIMXDZTJDF-UHFFFAOYSA-N hepta-1,6-dien-4-one Chemical compound C=CCC(=O)CC=C PBZROIMXDZTJDF-UHFFFAOYSA-N 0.000 description 1
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- LNMQRPPRQDGUDR-UHFFFAOYSA-N hexyl prop-2-enoate Chemical compound CCCCCCOC(=O)C=C LNMQRPPRQDGUDR-UHFFFAOYSA-N 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 125000005462 imide group Chemical group 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 125000000468 ketone group Chemical group 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 125000002960 margaryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 150000002763 monocarboxylic acids Chemical class 0.000 description 1
- 125000001421 myristyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- ZIUHHBKFKCYYJD-UHFFFAOYSA-N n,n'-methylenebisacrylamide Chemical compound C=CC(=O)NCNC(=O)C=C ZIUHHBKFKCYYJD-UHFFFAOYSA-N 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 125000001196 nonadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910052755 nonmetal Chemical class 0.000 description 1
- MDYPDLBFDATSCF-UHFFFAOYSA-N nonyl prop-2-enoate Chemical compound CCCCCCCCCOC(=O)C=C MDYPDLBFDATSCF-UHFFFAOYSA-N 0.000 description 1
- 229940065472 octyl acrylate Drugs 0.000 description 1
- ANISOHQJBAQUQP-UHFFFAOYSA-N octyl prop-2-enoate Chemical compound CCCCCCCCOC(=O)C=C ANISOHQJBAQUQP-UHFFFAOYSA-N 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000002958 pentadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920005678 polyethylene based resin Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000223 polyglycerol Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920002503 polyoxyethylene-polyoxypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- XAEFZNCEHLXOMS-UHFFFAOYSA-M potassium benzoate Chemical compound [K+].[O-]C(=O)C1=CC=CC=C1 XAEFZNCEHLXOMS-UHFFFAOYSA-M 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- AXLMPTNTPOWPLT-UHFFFAOYSA-N prop-2-enyl 3-oxobutanoate Chemical compound CC(=O)CC(=O)OCC=C AXLMPTNTPOWPLT-UHFFFAOYSA-N 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical class C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920001384 propylene homopolymer Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 239000002516 radical scavenger Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 229940080264 sodium dodecylbenzenesulfonate Drugs 0.000 description 1
- 229910000104 sodium hydride Inorganic materials 0.000 description 1
- 239000012312 sodium hydride Substances 0.000 description 1
- 235000019333 sodium laurylsulphate Nutrition 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 235000011152 sodium sulphate Nutrition 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 150000003440 styrenes Chemical class 0.000 description 1
- 150000003871 sulfonates Chemical class 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 238000010558 suspension polymerization method Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- SJMYWORNLPSJQO-UHFFFAOYSA-N tert-butyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC(C)(C)C SJMYWORNLPSJQO-UHFFFAOYSA-N 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- CIHOLLKRGTVIJN-UHFFFAOYSA-N tert‐butyl hydroperoxide Chemical compound CC(C)(C)OO CIHOLLKRGTVIJN-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 125000002948 undecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- FUSUHKVFWTUUBE-UHFFFAOYSA-N vinyl methyl ketone Natural products CC(=O)C=C FUSUHKVFWTUUBE-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/04—Presence of homo or copolymers of ethene
- C09J2423/046—Presence of homo or copolymers of ethene in the substrate
Abstract
Description
ここに開示される表面保護シートは、シート状の基材(支持基材)上に粘着剤層を有する。一形態例に係る表面保護シートの断面構造を図1に示す。この表面保護シート10は、基材1の一方の面1Aに粘着剤層2が設けられた構成を有し、粘着剤層2の表面2Aを保護対象物に貼り付けて使用される。使用前(すなわち、保護対象物への貼付前)の表面保護シート10は、粘着剤層2の表面(粘着面、すなわち被着体への貼付け面)2Aが、少なくとも該粘着剤層側が剥離面となっている剥離ライナー(図示せず)によって保護された形態であり得る。あるいは、基材1の他方の面(背面)1Bが剥離面となっており、表面保護シート10がロール状に巻回されることにより該他面に粘着剤層2が当接してその表面(粘着面)2Aが保護された形態の表面保護シート10であってもよい。
なお、本明細書において表面保護シートの厚さとは、粘着剤層の表面(粘着面)から表面保護シートの背面(粘着面とは反対側の表面)までの厚さをいい、剥離ライナーの厚さは含まない。
ここに開示される表面保護シートは、MD引張破断伸びEbMDおよびTD引張破断伸びEbTDがいずれも200%以上であることが好ましい。このようにMDおよびTDのいずれに対してもよく伸びる表面保護シートによると、被着体の加工により表面保護シートに加わり得る応力を、該表面保護シートの伸び変形によって吸収または分散し得る。これにより表面保護シートの損傷(破れ、裂け、千切れ等)を抑制することができる。
測定対象の表面保護シートを、JIS K 7127に記載された試験片タイプ2の形状(長方形状、幅20mm)にカットして試験片を調製する。この試験片について、標線間隔50mm、チャック間距離100mm、引張速度300mm/分の条件で該試験片が破断するまで延伸する引張試験を行い、試験片が破断したときの標線間隔L1と最初の標線間隔L0(ここでは50mm)とから、次式:引張破断伸び[%]=100×(L1−L0)/L0;により引張破断伸びを求める。引張試験機としては、島津製作所社製の製品名「Autograph AG−10G型引張試験機」を使用することができる。後述の実施例についても同様の方法が採用される。
なお、表面保護シートのMDは、典型的には、該表面保護シートを構成する基材の長手方向(ロール状の表面保護シートでは巻回方向)に該当する。表面保護シートのTDは、該表面保護シートのMDと直交する方向である。
ここに開示される表面保護シートは、MD引張破断強度TSMDおよびTD引張破断強度TSTDの少なくとも一方が15N/20mmより高いことが好ましく、TSMDおよびTSTDの両方が15N/20mmより高いことがより好ましい。このような引張破断強度を示す表面保護シートによると、表面保護シートの損傷が好適に抑制され得る。ここに開示される表面保護シートは、TSMDおよびTSTDの少なくとも一方(好ましくは両方)が17N/20mm以上(より好ましくは19N/20mm以上、例えば20N/20mm以上)である態様で好適に実施され得る。TSMDおよびTSTDの上限は特に限定されないが、通常は50N/20mm以下(例えば40N/20mm以下)が適当であり、良好な引張り破断伸びとの両立を容易とする観点から35N/20mm以下(例えば30N/20mm以下)であってもよい。表面保護シートの引張破断強度は、例えば基材材料種の選択や製造方法(成形方法、成形条件)等によって調整することができる。
ここに開示される表面保護シートの基材としては、樹脂フィルム、ゴムシート、発泡体シート、これらの複合体等を用いることができる。ゴムシートの例としては、天然ゴムシート、ブチルゴムシート等が挙げられる。発泡体シートの例としては、発泡ポリウレタンシート、発泡クロロプレンゴムシート等が挙げられる。
プロピレンのホモポリマー(ホモポリプロピレン)。例えばアイソタクチックポリプロピレン。
プロピレンと他のα−オレフィン(典型的には、エチレンおよび炭素原子数4〜10のα−オレフィンから選択される1種または2種以上)とのランダムコポリマー(ランダムポリプロピレン)。好ましくは、プロピレンを主モノマー(主構成単量体、すなわち単量体全体の50重量%以上を占める成分)とするランダムポリプロピレン。
プロピレンに他のα−オレフィン(典型的には、エチレンおよび炭素原子数4〜10のα−オレフィンから選択される1種または2種以上)をブロック共重合したコポリマー(ブロックポリプロピレン)。好ましくは、プロピレンを主モノマー(主構成単量体、すなわち単量体全体の50重量%以上を占める成分)とするブロックポリプロピレン。
ここに開示される表面保護シートの粘着剤層を構成する粘着剤の種類は特に限定されない。上記粘着剤は、例えば、アクリル系、ポリエステル系、ウレタン系、ポリエーテル系、ゴム系、シリコーン系、ポリアミド系、フッ素系等の各種ポリマー(粘着性ポリマー)から選択される1種または2種以上をベースポリマー(ポリマー成分のなかの主成分、すなわち50重量%以上を占める成分)として含む粘着剤組成物から形成された粘着剤であり得る。ここに開示される技術は、例えば、アクリル系粘着剤を備えた表面保護シートの形態で好ましく実施され得る。
上記アクリル系ポリマーとしては、例えば、アルキル(メタ)アクリレート(以下「モノマーA」ともいう。)を含み、該アルキル(メタ)アクリレートと共重合性を有する他のモノマー(以下「モノマーB」ともいう。)をさらに含み得るモノマー原料の重合物が好ましい。上記アクリル系ポリマーは、典型的には、上記モノマー原料に含まれるモノマー成分の組成に対応する共重合組成を有する。
CH2=C(R1)COOR2 (1)
ここで、上記式(1)中のR1は、水素原子またはメチル基である。また、R2は、炭素原子数1〜20のアルキル基である。以下、このような炭素原子数の範囲を「C1−20」と表すことがある。重合反応性や重合安定性等の観点から、R2がC1−16のアルキル基であるアルキル(メタ)アクリレートが好ましく、R2がC1−12(典型的にはC1−10、例えばC1−8)のアルキル基であるアルキル(メタ)アクリレートがより好ましい。
カルボキシル基含有モノマー:例えば、アクリル酸(AA)、メタクリル酸(MAA)、クロトン酸、カルボキシエチル(メタ)アクリレート、カルボキシペンチル(メタ)アクリレート等のエチレン性不飽和モノカルボン酸;イタコン酸、マレイン酸、フマル酸、シトラコン酸等のエチレン性不飽和ジカルボン酸。
酸無水物基含有モノマー:例えば、無水マレイン酸、無水イタコン酸等の、上記エチレン性不飽和ジカルボン酸等の酸無水物。
水酸基含有モノマー:例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、4−ヒドロキシブチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート類;ビニルアルコール、アリルアルコール、2−ヒドロキシエチルビニルエーテル、4−ヒドロキシブチルビニルエーテル、ジエチレングリコールモノビニルエーテル等の不飽和アルコール類。
アミド基含有モノマー:例えば、例えば(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミド、N−メチロールプロパン(メタ)アクリルアミド、N−メトキシメチル(メタ)アクリルアミド、N−ブトキシメチル(メタ)アクリルアミド。
イミド基含有モノマー:例えば、N−イソプロピルマレイミド、N−シクロヘキシルマレイミド、イタコンイミド。
アミノ基含有モノマー:例えば、アミノエチル(メタ)アクリレート、N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレート、t−ブチルアミノエチル(メタ)アクリレート。
エポキシ基を有するモノマー:例えばグリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート、アリルグリシジルエーテル。
シアノ基含有モノマー:例えばアクリロニトリル、メタクリロニトリル。
ケト基含有モノマー:例えばジアセトン(メタ)アクリルアミド、ジアセトン(メタ)アクリレート、ビニルメチルケトン、ビニルエチルケトン、アリルアセトアセテート、ビニルアセトアセテート。
窒素原子含有環を有するモノマー:例えばN−ビニル−2−ピロリドン、N−メチルビニルピロリドン、N−ビニルピリジン、N−ビニルピペリドン、N−ビニルピリミジン、N−ビニルピペラジン、N−ビニルピラジン、N−ビニルピロール、N−ビニルイミダゾール、N−ビニルオキサゾール、N−ビニルモルホリン、N−ビニルカプロラクタム、N−(メタ)アクリロイルモルホリン、N−(メタ)アクリロイルピロリドン。
アルコキシシリル基を含有するモノマー:例えば3−(メタ)アクリロキシプロピルトリメトキシシラン、3−(メタ)アクリロキシプロピルトリエトキシシラン、3−(メタ)アクリロキシプロピルメチルジメトキシシラン、3−(メタ)アクリロキシプロピルメチルジエトキシシラン。
アクリル系ポリマーに上述のような官能基含有モノマーが共重合されている場合、アクリル系ポリマーを構成する全モノマー成分に占める官能基含有モノマーの割合は、通常、0.1重量%以上(典型的には0.5重量%以上、例えば1重量%以上)とすることが好ましく、また、40重量%以下(典型的には30重量%以下、例えば20重量%以下)とすることが好ましい。例えば、アクリル系ポリマーにカルボキシル基含有モノマーが共重合されている場合、上記全モノマー成分に占めるカルボキシル基含有モノマーの割合は、貼付け作業性や凝集性等の観点から、通常、0.1重量%以上(典型的には0.3重量%以上、例えば0.5重量%以上)とすることが好ましく、また、20重量%以下(好ましくは10重量%以下、典型的には5重量%以下、例えば3重量%以下)とすることが好ましい。アクリル系モノマーに水酸基含有モノマーが共重合されている場合、上記前モノマー成分に占める水酸基含有モノマーの割合は、貼付け作業性や凝集性等の観点から、通常、0.001重量%以上(典型的には0.02重量%以上、例えば0.05重量%以上)とすることが好ましく、また、10重量%以下(典型的には5重量%以下、例えば3重量%以下)とすることが適当である。
ここに開示される表面保護シートにおいて、粘着剤層のベースポリマー(アクリル系粘着剤層の場合はアクリル系ポリマー)のTgは、特に限定されない。上記ベースポリマーのTgは、典型的には−70℃以上であり、例えば−60℃以上であり得る。好ましい一態様に係る表面保護シートでは、粘着剤層のベースポリマーのTgが−50℃以上である。かかるTgを有するベースポリマーによると、剥離強度の経時上昇の抑制に適した粘着剤層が好適に形成され得る。ベースポリマーのTgが−40℃以上(より好ましくは−35℃以上、さらに好ましくは−30℃以上、例えば−27℃以上)である態様によると、より良好な効果が実現され得る。また、被着体への貼付け作業性や加工時のズレ防止の観点から、ベースポリマーのTgは、通常、0℃以下とすることが適当であり、−10℃以下が好ましく、−15℃以下がより好ましい。ベースポリマーのTgが−17℃以下であってもよい。ベースポリマーのTgは、モノマー組成(すなわち、該ポリマーの合成に使用するモノマーの種類や使用量比)を適宜変えることにより調整することができる。
1/Tg=Σ(Wi/Tgi)
上記Foxの式において、Tgは共重合体のガラス転移温度(単位:K)、Wiは該共重合体におけるモノマーiの重量分率(重量基準の共重合割合)、Tgiはモノマーiのホモポリマーのガラス転移温度(単位:K)を表す。
ベースポリマー(例えばアクリル系ポリマー)を得る方法は特に限定されない。例えば、溶液重合法、エマルション重合法、塊状重合法、懸濁重合法等の、公知の重合方法を適宜採用することができる。あるいは、UV等の光を照射して行う光重合(典型的には、光重合開始剤の存在下で行われる。)や、β線、γ線等の放射線を照射して行う放射線重合等の活性エネルギー線照射重合を採用してもよい。溶液重合法やエマルション重合法におけるモノマー供給方式としては、全モノマー原料を一度に供給する一括仕込み方式、連続供給(滴下)方式、分割供給(滴下)方式等を適宜採用することができる。重合温度は、使用するモノマーおよび溶媒の種類、重合開始剤の種類等に応じて適宜選択することができる。重合温度は、通常、20℃以上とすることが適当であり、好ましくは40℃以上、より好ましくは50℃以上であり、60℃以上としてもよく、65℃以上、さらには70℃以上としてもよい。また、重合温度は、通常、170℃以下(典型的には140℃以下)とすることが適当であり、好ましくは95℃以下(例えば85℃以下)である。エマルション重合では、重合温度を95℃以下(例えば85℃以下)とすることが好ましい。
ノニオン性の反応性界面活性剤の例としては、ポリオキシエチレンノニルプロペニルフェニルエーテル等が挙げられる。
ノニオン性の反応性界面活性剤を使用する場合は、他の界面活性剤、例えばアニオン性の反応性界面活性剤、アニオン性の非反応性界面活性剤、ノニオン性の非反応性界面活性剤等と併用することにより、より好適な結果が実現され得る。
ここに開示される表面保護シートの粘着剤層は、種々の形態の粘着剤組成物から形成された粘着剤層であり得る。上記粘着剤組成物の形態としては、例えば、有機溶媒中に粘着剤(粘着成分)を含む形態の組成物(溶剤型粘着剤組成物)、粘着剤が水性溶媒に溶解または分散した形態の組成物(水性粘着剤組成物)、紫外線や放射線等の活性エネルギー線により硬化して粘着剤を形成するように調製された組成物(活性エネルギー線硬化型粘着剤組成物)、加熱溶融状態で塗工され、室温付近まで冷えると粘着剤を形成するホットメルト型粘着剤組成物等が挙げられる。
環境負荷軽減の観点から、水性粘着剤組成物を好ましく採用し得る。かかる水性粘着剤組成物の一好適例として、アクリル系ポリマーをベースポリマーとして含む水分散型粘着剤組成物(アクリル系水分散型粘着剤組成物、典型的にはアクリル系エマルション型粘着剤組成物)が挙げられる。
ここに開示される表面保護シートにおいて、粘着剤層を形成するために用いられる粘着剤組成物は、必要に応じて架橋剤を含んでいてもよい。架橋剤の使用により、ゲル分率GCやゾル分子量SMwを適切に調節することができる。使用する架橋剤の種類は特に制限されず、従来公知の架橋剤から適宜選択することができる。
オキサゾリン基は、2−オキサゾリン基、3−オキサゾリン基、4−オキサゾリン基のいずれでもよい。通常は、2−オキサゾリン基を有するオキサゾリン系架橋剤を好ましく使用し得る。例えば、2−ビニル−2−オキサゾリン、2−ビニル−4−メチル−2−オキサゾリン、2−ビニル−5−メチル−2−オキサゾリン、2−イソプロペニル−2−オキサゾリン、2−イソプロペニル−4−メチル−2−オキサゾリン、2−イソプロペニル−5−エチル−2−オキサゾリン等の付加重合性オキサゾリンと他のモノマーとを共重合させて得られた水溶性共重合体または水分散型共重合体を、オキサゾリン系架橋剤として使用することができる。
オキサゾリン系架橋剤の市販品としては、例えば日本触媒社製の商品名「エポクロスWS−500」、「エポクロスWS−700」、「エポクロスK−2010E」、「エポクロスK−2020E」、「エポクロスK−2030E」等が挙げられる。
エポキシ系架橋剤の具体例としては、N,N,N’,N’−テトラグリシジル−m−キシレンジアミン、1,3−ビス(N,N−ジグリシジルアミノメチル)シクロヘキサン、1,6−ヘキサンジオールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ポリグリセロールポリグリシジルエーテル等が挙げられる。
エポキシ系架橋剤の市販品としては、三菱ガス化学社製の商品名「TETRAD−X」、「TETRAD−C」、DIC社製の商品名「エピクロンCR−5L」、ナガセケムテックス社製の商品名「デナコールEX−512」、日産化学工業社製の商品名「TEPIC−G」等が挙げられる。
ここに開示される粘着剤層には、剥離調整剤を含有させることができる。粘着剤層に含まれる剥離調整剤は、粘着剤層表面に経時的に移行して剥離強度の上昇を抑制し、剥離作業性の向上に寄与し得る。剥離調整剤を使用することで、保護時における被着体との密着性と保護シート除去時における軽剥離性とが好適に両立されやすくなる。ここに開示される剥離調整剤は、典型的には、疎水基と親水基とを有する化合物であり、その好適例としては、アニオン性界面活性剤、ノニオン性界面活性剤等の各種の界面活性剤が挙げられる。剥離調整剤として脂肪酸アミドを使用してもよい。剥離調整剤は、1種を単独でまたは2種以上を組み合わせて用いることができる。剥離調整剤は、重合時に用いられてもよく、重合後に添加されてもよい。好ましい一態様において、剥離調整剤を重合時(例えば、エマルション重合時)に用いることができる。他の一態様において、剥離調整剤は、重合後に添加する態様、すなわち、あらかじめ合成されたベースポリマーに剥離調整剤を配合する態様で好ましく用いられ得る。
基材上に粘着剤層を設ける方法としては、上述のような粘着剤組成物を基材に直接付与(典型的には塗布)して硬化処理する方法(直接法)や、適当な剥離面(例えば、剥離性を有する転写シートの表面)上に上記粘着剤組成物を塗布して硬化処理することで該剥離面上に粘着剤層を形成し、その粘着剤層を基材に貼り合わせて転写する方法(転写法)等を用いることができる。上記硬化処理は、乾燥(加熱)、冷却、架橋、追加の共重合反応、エージング等から選択される1または2以上の処理であり得る。例えば溶媒を含む粘着剤組成物を単に乾燥させるだけの処理(加熱処理等)や、加熱溶融状態にある粘着剤組成物を単に冷却する(固化させる)だけの処理も、ここでいう硬化処理に含まれ得る。上記硬化処理が2以上の処理(例えば乾燥および架橋)を含む場合、これらの処理は同時に行ってもよく、多段階に亘って行ってもよい。
ここに開示される表面保護シートにおいて、粘着剤層を構成する粘着剤のゲル分率GCは特に限定されず、例えば40%以上(典型的には50%以上)であり得る。一態様において、粘着剤のゲル分率GCは、60%以上が適当であり、65%以上が好ましく、70%以上がより好ましく、75%以上がさらに好ましい。粘着剤のゲル分率GCは、例えば80%以上であってもよい。ゲル分率GCの上昇により、粘着剤の凝集性が向上し、被着体への糊残り(すなわち、剥離除去時における粘着剤層の凝集破壊)が抑制される傾向にある。ここに開示される表面保護シートは、ゲル分率GCが85%以上(例えば90%以上)である態様でも好適に実施され得る。ゲル分率GCの上限は、原理上、100%である。いくつかの態様において、ここに開示される好ましいゾル分子量SMwとの両立を容易とする観点から、ゲル分率GCは、例えば98%以下とすることができ、95%以下(例えば90%以下)としてもよい。ここに開示される表面保護シートは、ゲル分率GCが80%以下(例えば70%以下)である態様でも好適に実施され得る。ゲル分率GCは、例えば、ベースポリマーの組成、ベースポリマーの重合方法や重合条件、ベースポリマーの分子量、架橋剤の使用の有無およびその種類ならびに使用量の選択、等により調節することができる。ゲル分率GCは、以下の方法で測定される。後述の実施例についても同様の方法が採用される。
約0.1gの粘着剤サンプル(重量Wg1)を平均孔径0.2μmの多孔質ポリテトラフルオロエチレン膜(重量Wg2)で巾着状に包み、口をタコ糸(重量Wg3)で縛る。上記多孔質ポリテトラフルオロエチレン膜としては、商品名「ニトフロン(登録商標)NTF1122」(日東電工株式会社、平均孔径0.2μm、気孔率75%、厚さ85μm)またはその相当品を使用する。この包みをトルエン50mLに浸し、室温(典型的には23℃)で7日間保持して粘着剤層中のゾル成分のみを上記膜外に溶出させる。次いで、上記包みを取り出し、外表面に付着しているトルエンを拭き取った後、該包みを130℃で2時間乾燥させ、該包みの重量(Wg4)を測定する。各値を以下の式に代入することにより、粘着剤のゲル分率GCを算出することができる。
ゲル分率GC(%)=[(Wg4−Wg2−Wg3)/Wg1]×100
粘着剤のゾル分子量SMwは特に限定されない。被着体の汚染防止等の観点から、ゾル分子量SMwは、通常、1×104以上であることが適当であり、5×104以上(例えば7×104以上)であることが好ましい。ここに開示される表面保護シートは、粘着剤のゾル分子量SMwが10×104以上である態様で好適に実施され得る。ゲルに比べて運動性の高いゾル分(トルエン可溶分)のMwが高くなることにより、粘着面の被着体表面に対する濡れが進みにくくなり、剥離強度の経時上昇が効果的に抑制される傾向にある。かかる観点から、粘着剤のゾル分子量SMwは、好ましくは20×104以上、より好ましくは30×104以上であり、例えば40×104以上とすることができる。また、所定以上のゲル分率GCとの両立を容易とする観点から、粘着剤のゾル分子量SMwは、通常、100×104以下が適当であり、80×104以下が好ましく、70×104以下がより好ましく、例えば65×104以下とすることができる。いくつかの態様において、粘着剤のゾル分子量SMwは、例えば40×104未満であってよく、35×104未満、または30×104未満であってもよい。ここに開示される表面保護シートは、このようなゾル分子量SMwにおいても好適に実施され得る。
[GPC測定条件]
カラム:TSKgel GMH−H(S)、2本連結
カラムサイズ:7.8mmI.D.×300mm
検出器:示差屈折計
溶離液:THF
流速:0.6mL/分
測定温度:40℃
サンプル注入量:100μL
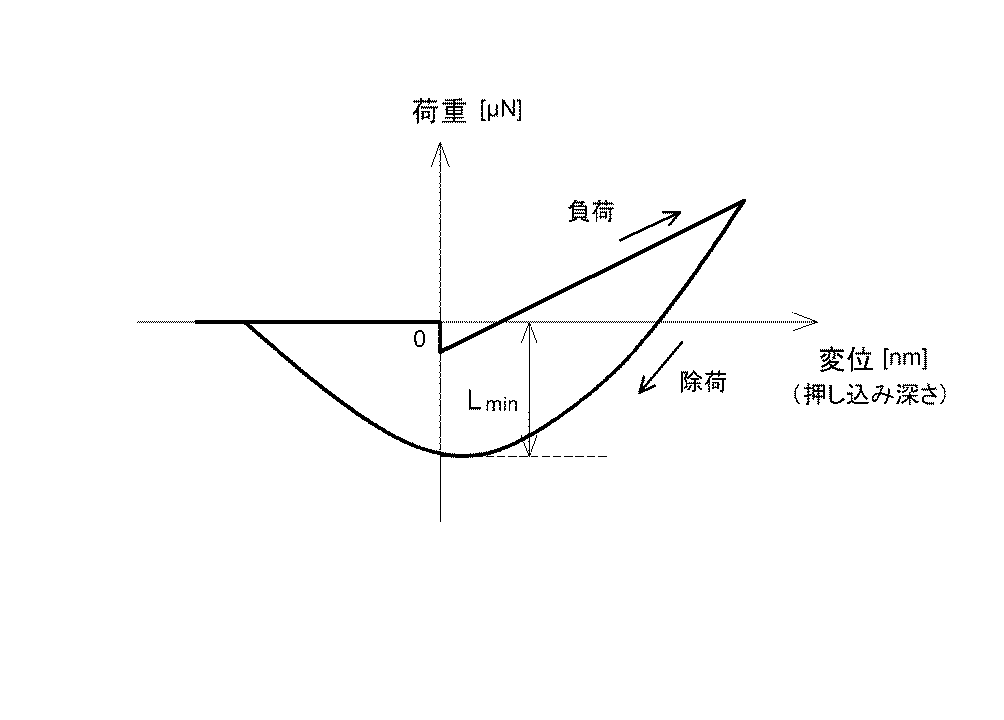
ここに開示される表面保護シートは、その粘着剤層のナノインデンター測定において、除荷曲線の最低荷重Lminが−2.0μN未満であることが好ましい。除荷時に圧子にかかる荷重が負の方向であることは、粘着剤層に押し込まれた圧子が引き抜かれ難いことを意味し、ひいては粘着剤が高い凝集力を有することを示唆する。このような粘着剤層は、粘着面の被着体表面に対する濡れが進みにくい。したがって、かかる粘着剤層を有する表面保護シートによると、剥離強度の経時上昇が好適に抑制される傾向にある。
[ナノインデンター測定条件]
使用圧子:Berkovich(三角錐)型ダイヤモンド圧子
測定方法:単一押し込み測定
測定温度:室温(25℃)
押込み深さ設定:300nm
押込み速度:100nm/秒
引抜き速度:100nm/秒
(中速剥離強度)
ここに開示される表面保護シートは、ステンレス鋼板(SUS板)に貼り付けて60℃で7日間保存した後に3m/分(すなわち50mm/秒)の剥離速度、180度の剥離角度で測定される経時剥離強度(以下、経時中速剥離強度ともいう。)PAが、凡そ0.70N/20mm以下であることが好ましい。このことによって、表面保護シートは、金属板等の被着体への貼付け期間が比較的長くても、該被着体からの軽剥離性を維持し得る。したがって、被着体からの除去作業時に表面保護シートにかかる負荷が小さくなり、該表面保護シートの裂けや千切れが生じにくくなる。これにより被着体からの除去作業性が向上する。経時中速剥離強度PAが0.60N/20mm以下(より好ましくは0.50N/20mm以下)である表面保護シートによると、より良好な剥離作業性が実現され得る。一態様において、経時中速剥離強度PAは、0.40N/20mm以下であってよく、さらには0.30N/20mm以下であってもよい。また、被着体の保護期間中(例えば、表面保護シートが貼り付けられた被着体の加工時)における浮き剥がれを抑制する観点から、経時中速剥離強度PAは、通常、0.05N/20mm以上であることが適当であり、好ましくは0.10N/20mm以上、より好ましくは0.15N/20mm以上である。経時中速剥離強度PAは、後述する実施例に記載の方法により測定される。
ここに開示される表面保護シートは、SUS板に貼り付けて60℃で7日間保存した後に0.3m/分の剥離速度、180度の剥離角度で測定される経時剥離強度(以下、経時低速剥離強度ともいう。)PBが凡そ1.5N/20mm以下(より好ましくは1.0N/20mm以下、例えば0.80N/20mm以下)であることが好ましい。このような表面保護シートは、金属板等の被着体への貼付け期間が比較的長くても、該被着体への糊残りを生じにくいものとなり得る。経時低速剥離強度PBが低いことは、被着体からの除去作業性向上の観点からも好ましい。また、被着体の保護期間中(例えば、表面保護シートが貼り付けられた被着体の加工時)における浮き剥がれを抑制する観点から、経時低速剥離強度PBは、通常、0.05N/20mm以上であることが適当であり、好ましくは0.10N/20mm以上、より好ましくは0.15N/20mm以上である。経時低速剥離強度PBは、後述する実施例に記載の方法により測定される。
ここに開示される表面保護シートは、被着体からの除去作業性がよいことから、金属板や塗装鋼板、合成樹脂板等の表面に貼り付けられて、これらを加工したり運搬したりする際に、これらの表面の損傷(傷や汚れ等)を防止する表面保護シートとして好ましく使用される。例えば、ステンレス鋼、アルミニウム、鉄等の金属から構成された金属板を保護する用途に好ましく用いられ得る。また、ここに開示される表面保護シートは、絞り加工が施される金属板のように顕著な変形を伴う被着体に適用されても該加工による損傷が生じにくいため、例えば、金属板の絞り加工等の加工時に当該金属板の表面を保護する金属板保護シートとして好適である。そのような絞り加工が施される金属板は、成形後に、食器洗浄機その他の各種家電品の部品、キッチンシンクや浴槽、銘板、ホイルカバー、ランプ、厨房具(ガスレンジ天板等)として利用され得る。また、ここに開示される表面保護シートは、剥離強度の経時上昇が抑制されているので、例えば、被着体の保護期間が比較的長く(典型的には2週間以上、例えば4週間以上に)なっても良好な除去作業性を発揮し得る。したがって、例えば、被着体(例えば金属板)への貼付けから該被着体の加工までの期間が2週間以上(例えば4週間以上)となり得る使用態様でも好適に利用され得る。
(1) 基材と、該基材の一方の面に配置されている粘着剤層と、を含む表面保護シートであって、
MD引張破断伸びEbMDおよびTD引張破断伸びEbTDがいずれも200%以上(好ましくは500%以上)であり、
上記粘着剤層は、ベースポリマーのTgが−50℃以上である、表面保護シート。
(2) MD引張破断強度TSMDおよびTD引張破断強度TSTDがいずれも15N/20mmより高い、上記(1)に記載の表面保護シート。
(3) 上記粘着剤層は、トルエン可溶分の重量平均分子量SMwが10×104以上である、上記(1)または(2)のいずれかに記載の表面保護シート。
(4) 上記粘着剤層は、トルエン不溶分の重量分率GCが60%以上である、上記(1)から(3)のいずれかに記載の表面保護シート。
(5) 上記粘着剤層は、ナノインデンター測定における除荷曲線の最低荷重Lminが−2.0μN未満である、上記(1)から(4)のいずれかに記載の表面保護シート。
(6) 上記ベースポリマーのTgが−40℃以上−10℃以下(好ましくは−30℃以上−15℃以下)である、上記(1)〜(5)のいずれかに記載の表面保護シート。
(8) 上記ベースポリマーは、ホモポリマーのTgが60℃以上のモノマーを全モノマー成分の10重量%以上(好ましくは20重量%以上、さらに好ましくは30重量%以上、例えば35重量%以上)の割合で含有するモノマー原料の重合物である、上記(1)〜(7)のいずれかに記載の表面保護シート。
(10) 上記ベースポリマーは、ホモポリマーのTgが10℃以上であるアルキル(メタ)アクリレートを全モノマー成分の10重量%以上(好ましくは20重量%以上、さらに好ましくは30重量%以上、例えば35重量%以上)の割合で含有するモノマー原料の重合物である、上記(1)〜(9)のいずれかに記載の表面保護シート。
(11) 上記ベースポリマーは、全モノマー成分の10重量%以上(好ましくは20重量%以上、さらに好ましくは30重量%以上、例えば35重量%以上)の割合でメチルメタクリレートを含有するモノマー原料の重合物である、上記(1)〜(10)のいずれかに記載の表面保護シート。
(12) 上記粘着剤組成物は、エマルション型粘着剤組成物から形成された粘着剤層である、上記(1)〜(11)のいずれかに記載の表面保護シート。
(13) 上記エマルション型粘着剤組成物は、反応性乳化剤を用いて合成されたアクリル系ポリマーを含む、上記(12)に記載の表面保護シート。
(14) 上記粘着剤層は剥離調整剤を含む、上記(1)〜(13)のいずれかに記載の表面保護シート。
(15) 上記剥離調整剤はリン酸エステル系界面活性剤である、上記(14)に記載の表面保護シート。
(17)上記基材はポリオレフィン系樹脂フィルムを含む、上記(1)〜(16)のいずれかに記載の表面保護シート。
(18)上記基材は、LLDPEフィルムおよびLDPEフィルムの少なくとも一方を含む、上記(1)〜(17)のいずれかに記載の表面保護シート。
(20) 上記経時剥離強度PA[N/20mm]は、上記表面保護シートをステンレス鋼板に貼り付けて15分後に3m/分の剥離速度で測定される初期剥離強度P0[N/20mm]の2.0倍以下である、上記(19)に記載の表面保護シート。
上記粘着剤層は、トルエン不溶分の重量分率GCが60%以上であり、かつトルエン可溶分の重量平均分子量SMwが10×104以上であり、
上記粘着剤層は、アクリル系ポリマーをベースポリマーとして含むアクリル系粘着剤層であり、
上記アクリル系ポリマーは、全モノマー成分の20重量%以上の割合でメチルメタクリレートを含有するモノマー原料の重合物であり、該アクリル系ポリマーのTgは−40℃以上−10℃以下であり、
上記基材は、LLDPEフィルムまたはLDPEフィルムであり、該基材の厚さは40μm以上100μm以下であり、
上記表面保護シートは、MD引張破断伸びEbMDおよびTD引張破断伸びEbTDがいずれも500%以上である、表面保護シート。
(アクリル系ポリマーA1Pの合成)
2−エチルヘキシルアクリレート(2EHA)57部、メチルメタクリレート(MMA)41部、アクリル酸(AA)2部、乳化剤(固形分基準)3部およびイオン交換水42部を配合し、ホモミキサーにより攪拌混合して水性エマルション(モノマーエマルション)を調製した。乳化剤としては、反応性アニオン系乳化剤(第一工業製薬株式会社、商品名「アクアロンKH−1025」)を使用した。
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器にイオン交換水51.5部を入れ、窒素ガスを導入しながら室温で1時間以上攪拌した。次いで、系を70℃に昇温し、重合開始剤としての過硫酸アンモニウム(APS)0.05重量部を添加した後、攪拌しながら、上記モノマーエマルションを3時間かけて連続的に添加した。モノマーエマルションの添加終了後、75℃で2時間攪拌を継続し、次いで30℃に冷却した。得られた重合反応液に10%アンモニア水を加えてpHを8に調整した。このようにして、アクリル系ポリマーA1Pの水分散液(アクリル系ポリマーA1Pの濃度:50%)を得た。
アクリル系ポリマーA1Pの水分散液に、該水分散液に含まれるアクリル系ポリマーA1Pの100部に対して2部の架橋剤を添加し、23℃において300rpmで10分間の攪拌混合を行って粘着剤組成物A1Cを調製した。上記架橋剤としては、オキサゾリン基を含有する水溶性架橋剤(日本触媒株式会社、商品名「エポクロスWS−500」、オキサゾリン基当量:220g・solid/eq.)を使用した。
LLDPEからなる厚さ50μmの樹脂フィルムF1の片面にコロナ処理を施したものを2枚用意した。1枚目の樹脂フィルムF1のコロナ処理面にアクリル系粘着剤組成物A1Cを塗布し、90℃で1分間乾燥させて厚さ5μmの粘着剤層を形成し、総厚55μmの表面保護シートを得た。2枚目の樹脂フィルムF1は、その非コロナ処理面(第二面)を上記粘着剤層に貼り合わせることにより、剥離ライナーとして利用した。
モノマーエマルションの調製に使用する乳化剤量を2部とし、このモノマーエマルションを添加時間を2時間とした点、および、重合時に剥離調整剤としてのリン酸エステル系界面活性剤(SOLVAY社、ポリオキシエチレントリデシルエーテルリン酸エステル、商品名「RHODAFAC RS710−E」)をモノマー原料100重量部に対して1部使用した点を除いては、アクリル系ポリマーA1Pの合成と同様にしてアクリル系ポリマーA2Pの水分散液を得た。この水分散液を用いた他は粘着剤組成物A1Cの調製と同様にして、粘着剤組成物A2Cを調製した。
LLDPEからなる厚さ50μmの樹脂フィルムF2の片面にコロナ処理を施したものを2枚用意した。粘着剤組成物A1Cおよび樹脂フィルムF1に代えて、粘着剤組成物A2Cおよび樹脂フィルムF2をそれぞれ使用した他は、実施例1と同様にして本例に係る表面保護シートを得た。
2EHAおよびMMAの使用量をそれぞれ61部および37部に変更した他はアクリル系ポリマーA2Pの合成と同様にして、アクリル系ポリマーA3Pの水分散液を得た。この水分散液を用いた他は粘着剤組成物A1Cの調製と同様にして、粘着剤組成物A3Cを調製した。
LLDPEからなる厚さ50μmの樹脂フィルムF3の片面にコロナ処理を施したものを2枚用意した。粘着剤組成物A1Cおよび樹脂フィルムF1に代えて、粘着剤組成物A3Cおよび樹脂フィルムF3をそれぞれ使用した他は、実施例1と同様にして本例に係る表面保護シートを得た。
エチルアクリレート(EA)65部、2EHA20部、MMA10部、アクリロニトリル(AN)5部、乳化剤(固形分基準)3部およびイオン交換水42部を配合し、ホモミキサーにより攪拌混合して水性エマルション(モノマーエマルション)を調製した。乳化剤としては、反応性アニオン系乳化剤(第一工業製薬株式会社、商品名「アクアロンKH−1025」)を使用した。このモノマーエマルションの添加時間は5時間とした。その他の点はアクリル系ポリマーA1Pの合成と同様にして、アクリル系ポリマーA4Pの水分散液を得た。この水分散液を用いた他は粘着剤組成物A1Cの調製と同様にして、粘着剤組成物A4Cを調製した。
LDPEからなる厚さ50μmの樹脂フィルムF4の片面にコロナ処理を施したものを2枚用意した。粘着剤組成物A1Cおよび樹脂フィルムF1に代えて、粘着剤組成物A4Cおよび樹脂フィルムF4をそれぞれ使用した他は、実施例1と同様にして本例に係る表面保護シートを得た。
上記実施例1〜3および比較例1に関し、上述した方法により、ゲル分率GC、ゾル分子量SMw、引張破断伸び、引張破断強度および除荷曲線の最低荷重Lminを測定した。さらに、以下の剥離強度測定および絞り加工試験を行った。得られた結果を、各例に係る表面保護シートの概略構成とともに表2に示す。
測定対象の表面保護シートを幅20mm、長さ100mmの短冊状にカットして試験片を作製した。23℃、50%RHの標準環境下にて、この試験片を、被着体としてのステンレス鋼板(SUS430BA板)に、2kgのゴムローラを2往復させて圧着した。このサンプルを上記標準環境下に15分間保持した後、該標準環境下にて、万能引張試験機を用いて、引張速度3m/分、剥離角度180度の条件で、初期中速剥離強度PO[N/20mm]を測定した。
測定対象の表面保護シートを幅20mm、長さ100mmの短冊状にカットして試験片を作製した。23℃、50%RHの標準環境下にて、この試験片を、被着体としてのステンレス鋼板(SUS430BA板)に、2kgのゴムローラを2往復させて圧着した。このサンプルを60℃の環境下に7日間保存し、次いで23℃、50%RHの標準環境下に1時間保持した後、該標準環境にて、万能引張試験機を用いて、引張速度3m/分、剥離角度180度の条件で、経時中速剥離強度PA[N/20mm]を測定した。
引張速度を0.3m/分とした他は上記経時中速剥離強度PAの測定と同様にして、経時低速剥離強度PBを測定した。
厚さ0.6mm、直径93mmの円板状のBA仕上げステンレス鋼板(SUS304BA板)を用意した。このステンレス鋼板に、該ステンレス鋼板より大きめのサイズを有する各例に係る表面保護シートを、2kgのゴムローラを2往復させて圧着した。これを60℃の環境下に24時間保存した後、上記表面保護シートのうち上記ステンレス鋼板の端面からはみ出している部分を該端面に沿ってカットすることにより、測定サンプルを調製した。この測定サンプルに対して、該サンプルの中央部に直径45mm、深さ20mmのカップを形成する絞り加工を実施した(カップテスト)。絞り加工後の測定サンプルについて、外周部における表面保護シートの破断部分の合計長さを測定した。測定は3回行い(n=3)、それらの平均値に基づいて、以下の基準で破断防止性を評価した。
G:測定サンプルの外周に沿って表面保護シートが帯状に破断した部分が認められたが、その破断部分の長さが上記外周全体の合計で5mm以上10mm以下であった(実用上十分に良好な破断防止性を有する)。
P:測定サンプルの外周に沿って表面保護シートが帯状に破断した部分が認められ、その破断部分の長さが上記外周全体の合計で10mm超であった(破断防止性に乏しい)。
アクリル系ポリマー100部に対する架橋剤の使用量を4部に変更した他は粘着剤組成物A1C,A2C,A3Cの調製とそれぞれ同様にして、粘着剤組成物A5C,A6C,A7Cを調製した。これら粘着剤組成物A5C,A6C,A7Cを用いた他は実施例1〜3とそれぞれ同様にして、実施例4〜6に係る表面保護シートを得た、
2EHAおよびMMAの使用量をそれぞれ54部および44部に変更した点、およびモノマーエマルションの添加時間を4時間とした点を除いては、アクリル系ポリマーA1Pの合成と同様にしてアクリル系ポリマーA5Pの水分散液を得た。この水分散液を用いた点およびアクリル系ポリマー100部に対する架橋剤の使用量を1部とした点を除いては粘着剤組成物A1Cの調製と同様にして、粘着剤組成物A8Cを調製した。
LDPEからなる厚さ50μmの樹脂フィルムF5の片面にコロナ処理を施したものを2枚用意した。粘着剤組成物A1Cおよび樹脂フィルムF1に代えて、粘着剤組成物A8Cおよび樹脂フィルムF5をそれぞれ使用した他は、実施例1と同様にして本例に係る表面保護シートを得た。
アクリル系ポリマー100部に対する架橋剤の使用量を2部に変更した他は粘着剤組成物A8Cの調製と同様にして、粘着剤組成物A9Cを調製した。この粘着剤組成物A9Cを用いた他は実施例7と同様にして、本例に係る表面保護シートを得た。
モノマー原料の組成をn−ブチルアクリレート(BA)66部、イソボルニルアクリレート(IBXA)32部およびAA2部に変更した他はアクリル系ポリマーA2Pの合成と同様にして、アクリル系ポリマーA6Pの水分散液を得た。この水分散液を用いた他は粘着剤組成物A2Cの調製と同様にして、粘着剤組成物A10Cを調製した。
LLDPEからなる厚さ50μmの樹脂フィルムF6の片面にコロナ処理を施したものを2枚用意した。粘着剤組成物A1Cおよび樹脂フィルムF1に代えて、粘着剤組成物A10Cおよび樹脂フィルムF6をそれぞれ使用した他は、実施例1と同様にして本例に係る表面保護シートを得た。
アクリル系ポリマー100部に対する架橋剤の使用量を4部に変更した他は粘着剤組成物A10Cの調製と同様にして、粘着剤組成物A11Cを調製した。この粘着剤組成物A11Cを用いた他は実施例9と同様にして、本例に係る表面保護シートを得た。
上記実施例4〜10に関し、上述した実施例1〜3、比較例1と同様の測定および評価を行った。得られた結果を、各例に係る表面保護シートの概略構成とともに表3に示す。
1A:一方の面
1B:他方の面
2 :粘着剤層
2A:粘着面
10 :表面保護シート
Claims (10)
- 基材と、該基材の一方の面に配置されている粘着剤層と、を含む表面保護シートであって、
流れ方向の引張破断伸びEbMDおよび幅方向の引張破断伸びEbTDがいずれも200%以上であり、
前記粘着剤層は、ベースポリマーのガラス転移温度が−50℃以上である、表面保護シート。 - 前記粘着剤層は、トルエン不溶分の重量分率GCが60%以上であり、かつトルエン可溶分の重量平均分子量SMwが10×104以上である、請求項1に記載の表面保護シート。
- 前記粘着剤層は、ナノインデンター測定における除荷曲線の最低荷重Lminが−2.0μN未満である、請求項1または2に記載の表面保護シート。
- 前記ベースポリマーは、ホモポリマーのガラス転移温度が10℃以上のモノマーを全モノマー成分の20重量%以上の割合で含有するモノマー原料の重合物である、請求項1から3のいずれか一項に記載の表面保護シート。
- 前記粘着剤層はアクリル系粘着剤層である、請求項1から4のいずれか一項に記載の表面保護シート。
- 前記基材の厚さが100μm以下である、請求項1から5のいずれか一項に記載の表面保護シート。
- 前記基材はポリオレフィン系樹脂フィルムを含む、請求項1から6のいずれか一項に記載の表面保護シート。
- 前記表面保護シートをステンレス鋼板に貼り付けて60℃で7日間保存した後に3m/分の剥離速度で測定される経時剥離強度PAが0.70N/20mm以下である、請求項1から7のいずれか一項に記載の表面保護シート。
- 前記経時剥離強度PA[N/20mm]が、前記表面保護シートをステンレス鋼板に貼り付けて15分後に3m/分の剥離速度で測定される初期剥離強度P0[N/20mm]の2.0倍以下である、請求項8に記載の表面保護シート。
- 絞り加工が施される金属板に用いられる、請求項1から9のいずれか一項に記載の表面保護シート。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17000509.4A EP3225669B1 (en) | 2016-03-31 | 2017-03-28 | Surface protection sheet |
| US15/472,413 US10377927B2 (en) | 2016-03-31 | 2017-03-29 | Surface protection sheet |
| CN201710208365.7A CN107267080B (zh) | 2016-03-31 | 2017-03-31 | 表面保护片 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016071924 | 2016-03-31 | ||
| JP2016071924 | 2016-03-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017186517A true JP2017186517A (ja) | 2017-10-12 |
| JP6856374B2 JP6856374B2 (ja) | 2021-04-07 |
Family
ID=60045500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016251587A Active JP6856374B2 (ja) | 2016-03-31 | 2016-12-26 | 表面保護シート |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6856374B2 (ja) |
| CN (1) | CN107267080B (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3505582A1 (en) | 2017-12-28 | 2019-07-03 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| EP3505583A1 (en) | 2017-12-28 | 2019-07-03 | Nitto Denko Corporation | Method for producing glass unit, pressure-sensitive adhesive sheet, and use of corrosion inhibitor |
| EP3505584A1 (en) | 2017-12-28 | 2019-07-03 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| WO2019159383A1 (en) | 2018-02-13 | 2019-08-22 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet, surface protective sheet, and method for producing pressure-sensitive adhesive sheet |
| WO2019159382A1 (en) | 2018-02-13 | 2019-08-22 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet, surface protective sheet, pressure-sensitive adhesive sheet roll and method for producing pressure-sensitive adhesive sheet |
| WO2019159381A1 (en) | 2018-02-13 | 2019-08-22 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet, surface protective sheet, pressure-sensitive adhesive sheet roll and method for producing pressure-sensitive adhesive sheet |
| WO2020137953A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 粘着剤組成物の調製方法、保護シートの製造方法およびガラスユニットの製造方法 |
| WO2020137955A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 粘着シート |
| WO2020137954A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 保護シート |
| WO2020137956A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 保護シート |
| WO2020262358A1 (ja) | 2019-06-27 | 2020-12-30 | 日東電工株式会社 | Low-Eガラス板、Low-Eガラス板用保護シートおよびその利用 |
| WO2020262357A1 (ja) | 2019-06-27 | 2020-12-30 | 日東電工株式会社 | Low-Eガラス板の保護方法、ガラスユニットの製造方法、積層体およびLow-Eガラス板用保護シート |
| WO2020262356A1 (ja) | 2019-06-27 | 2020-12-30 | 日東電工株式会社 | Low-Eガラス板の保護方法、ガラスユニットの製造方法、積層体およびLow-Eガラス板用保護シート |
| WO2021215244A1 (ja) | 2020-04-22 | 2021-10-28 | 日東電工株式会社 | Low-Eガラス板の保護方法、ガラスユニットの製造方法、積層体およびLow-Eガラス板用保護シート |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021024938A (ja) * | 2019-08-02 | 2021-02-22 | 日東電工株式会社 | 粘着シートおよびその利用 |
| JP7292151B2 (ja) * | 2019-08-23 | 2023-06-16 | 理想科学工業株式会社 | 感熱孔版原紙用支持体及び感熱孔版原紙 |
| JP2021091117A (ja) * | 2019-12-06 | 2021-06-17 | 日東電工株式会社 | 光学積層体およびその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5761075A (en) * | 1980-09-30 | 1982-04-13 | Nitto Electric Ind Co Ltd | Surface protecting sheet |
| JPH0593173A (ja) * | 1991-09-30 | 1993-04-16 | Nitto Denko Corp | 薄層表面保護用粘着テープの製造方法 |
| JPH10110145A (ja) * | 1996-10-04 | 1998-04-28 | Nitto Denko Corp | 金属板加工用表面保護フィルム |
| JP2005306996A (ja) * | 2004-04-21 | 2005-11-04 | Nitto Denko Corp | フラットパネルディスプレイ用マザーガラス保護フィルムおよびその用途 |
| WO2015064283A1 (ja) * | 2013-10-29 | 2015-05-07 | 日東電工株式会社 | 表面保護シート |
| WO2015097847A1 (ja) * | 2013-12-27 | 2015-07-02 | ニチバン株式会社 | 打ち抜き・絞り加工用表面保護粘着シート又はテープ |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4668709B2 (ja) * | 2004-08-06 | 2011-04-13 | 株式会社アマダ | 加工材及び表面保護シート並びに加工方法 |
| JP2012077226A (ja) * | 2010-10-04 | 2012-04-19 | Nichiban Co Ltd | 打ち抜き・絞り加工用表面保護粘着シート |
-
2016
- 2016-12-26 JP JP2016251587A patent/JP6856374B2/ja active Active
-
2017
- 2017-03-31 CN CN201710208365.7A patent/CN107267080B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5761075A (en) * | 1980-09-30 | 1982-04-13 | Nitto Electric Ind Co Ltd | Surface protecting sheet |
| JPH0593173A (ja) * | 1991-09-30 | 1993-04-16 | Nitto Denko Corp | 薄層表面保護用粘着テープの製造方法 |
| JPH10110145A (ja) * | 1996-10-04 | 1998-04-28 | Nitto Denko Corp | 金属板加工用表面保護フィルム |
| JP2005306996A (ja) * | 2004-04-21 | 2005-11-04 | Nitto Denko Corp | フラットパネルディスプレイ用マザーガラス保護フィルムおよびその用途 |
| WO2015064283A1 (ja) * | 2013-10-29 | 2015-05-07 | 日東電工株式会社 | 表面保護シート |
| WO2015097847A1 (ja) * | 2013-12-27 | 2015-07-02 | ニチバン株式会社 | 打ち抜き・絞り加工用表面保護粘着シート又はテープ |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10603871B2 (en) | 2017-12-28 | 2020-03-31 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| US11945200B2 (en) | 2017-12-28 | 2024-04-02 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| EP3505582A1 (en) | 2017-12-28 | 2019-07-03 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| WO2019130611A1 (en) | 2017-12-28 | 2019-07-04 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| WO2019130612A1 (en) | 2017-12-28 | 2019-07-04 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| WO2019130613A1 (en) | 2017-12-28 | 2019-07-04 | Nitto Denko Corporation | Method for producing glass unit, pressure-sensitive adhesive sheet, and use of corrosion inhibitor |
| EP3505583A1 (en) | 2017-12-28 | 2019-07-03 | Nitto Denko Corporation | Method for producing glass unit, pressure-sensitive adhesive sheet, and use of corrosion inhibitor |
| US10954414B2 (en) | 2017-12-28 | 2021-03-23 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| EP3505584A1 (en) | 2017-12-28 | 2019-07-03 | Nitto Denko Corporation | Method for producing glass unit and pressure-sensitive adhesive sheet |
| US10583630B2 (en) | 2017-12-28 | 2020-03-10 | Nitto Denko Corporation | Method for producing glass unit, pressure-sensitive adhesive sheet, and use of corrosion inhibitor |
| WO2019159383A1 (en) | 2018-02-13 | 2019-08-22 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet, surface protective sheet, and method for producing pressure-sensitive adhesive sheet |
| WO2019159381A1 (en) | 2018-02-13 | 2019-08-22 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet, surface protective sheet, pressure-sensitive adhesive sheet roll and method for producing pressure-sensitive adhesive sheet |
| WO2019159382A1 (en) | 2018-02-13 | 2019-08-22 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet, surface protective sheet, pressure-sensitive adhesive sheet roll and method for producing pressure-sensitive adhesive sheet |
| WO2020137955A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 粘着シート |
| WO2020137954A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 保護シート |
| WO2020137956A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 保護シート |
| WO2020137953A1 (ja) | 2018-12-27 | 2020-07-02 | 日東電工株式会社 | 粘着剤組成物の調製方法、保護シートの製造方法およびガラスユニットの製造方法 |
| WO2020262358A1 (ja) | 2019-06-27 | 2020-12-30 | 日東電工株式会社 | Low-Eガラス板、Low-Eガラス板用保護シートおよびその利用 |
| WO2020262357A1 (ja) | 2019-06-27 | 2020-12-30 | 日東電工株式会社 | Low-Eガラス板の保護方法、ガラスユニットの製造方法、積層体およびLow-Eガラス板用保護シート |
| WO2020262356A1 (ja) | 2019-06-27 | 2020-12-30 | 日東電工株式会社 | Low-Eガラス板の保護方法、ガラスユニットの製造方法、積層体およびLow-Eガラス板用保護シート |
| US11760066B2 (en) | 2019-06-27 | 2023-09-19 | Nitto Denko Corporation | Method for protecting Low-E glass plate, method for producing glass unit, laminate and protective sheet for Low-E glass plate |
| WO2021215244A1 (ja) | 2020-04-22 | 2021-10-28 | 日東電工株式会社 | Low-Eガラス板の保護方法、ガラスユニットの製造方法、積層体およびLow-Eガラス板用保護シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6856374B2 (ja) | 2021-04-07 |
| CN107267080A (zh) | 2017-10-20 |
| CN107267080B (zh) | 2021-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6856374B2 (ja) | 表面保護シート | |
| WO2019151194A1 (ja) | 粘着シートおよび粘着シート剥離方法 | |
| JP6674256B2 (ja) | 表面保護シートおよび表面保護シート用水分散型粘着剤組成物 | |
| WO2015064283A1 (ja) | 表面保護シート | |
| US10377927B2 (en) | Surface protection sheet | |
| CN111527168B (zh) | 玻璃单元的制造方法和压敏粘合片 | |
| JP6046500B2 (ja) | 薬液処理用保護シート | |
| JP2007262380A (ja) | 粘着シート類 | |
| CN111566176B (zh) | 玻璃单元的制造方法和压敏粘合片 | |
| WO2020137955A1 (ja) | 粘着シート | |
| JP6001258B2 (ja) | 保護シートおよびその製造方法 | |
| CN111511860B (zh) | 玻璃单元的制造方法、压敏粘合片以及腐蚀抑制剂的用途 | |
| JP2017197689A (ja) | 粘着シート | |
| WO2020137956A1 (ja) | 保護シート | |
| JP5348875B2 (ja) | 剥離型水性粘着剤組成物、剥離型粘着剤及びそれを用いた養生用粘着シートまたはテープ | |
| WO2015041034A1 (ja) | 水分散型粘着剤組成物および粘着シート | |
| WO2020137954A1 (ja) | 保護シート | |
| JP2016102195A (ja) | 粘着シート | |
| JP6782111B2 (ja) | 表面保護シート | |
| CN114040952A (zh) | Low-E玻璃板的保护方法、玻璃单元的制造方法、层叠体及Low-E玻璃板用保护片 | |
| JP2021004298A (ja) | 粘着シート | |
| WO2024004812A1 (ja) | 両面粘着シート | |
| WO2020137953A1 (ja) | 粘着剤組成物の調製方法、保護シートの製造方法およびガラスユニットの製造方法 | |
| JP2017088823A (ja) | 表面保護シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20170202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200923 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201008 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6856374 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |