JP2017157460A - 絶縁電線、コイル及び電気・電子機器 - Google Patents
絶縁電線、コイル及び電気・電子機器 Download PDFInfo
- Publication number
- JP2017157460A JP2017157460A JP2016040748A JP2016040748A JP2017157460A JP 2017157460 A JP2017157460 A JP 2017157460A JP 2016040748 A JP2016040748 A JP 2016040748A JP 2016040748 A JP2016040748 A JP 2016040748A JP 2017157460 A JP2017157460 A JP 2017157460A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive layer
- layer
- insulated wire
- insulating
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/34—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/0016—Apparatus or processes specially adapted for manufacturing conductors or cables for heat treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/065—Insulating conductors with lacquers or enamels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/0009—Details relating to the conductive cores
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
- H01B7/0208—Cables with several layers of insulating material
- H01B7/0225—Three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
- H01F5/02—Coils wound on non-magnetic supports, e.g. formers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
- H01F5/06—Insulation of windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/10—Applying solid insulation to windings, stators or rotors
- H02K15/105—Applying solid insulation to windings, stators or rotors to the windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/30—Windings characterised by the insulating material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/08—Flat or ribbon cables
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Insulated Conductors (AREA)
- Organic Insulating Materials (AREA)
Abstract
接着層を介して絶縁紙を有する絶縁電線であって、ステータコアのスロット内に絶縁電線を挿入する際に絶縁紙のズレが生じず、曲げ部の部分放電開始電圧(PDIV)が高く、曲げ加工性および耐熱性に優れる絶縁電線、当該絶縁電線を用いたコイル、当該コイルを用いた電気・電子機器を提供する。
【解決手段】
断面が矩形の導体の外周に絶縁層を有し、該絶縁層の外周に接着層を有し、該接着層の外周に絶縁紙を有する絶縁電線であって、
前記接着層の厚みが2〜50μmであり、前記接着層を構成する樹脂が、融点を持たず、かつ250℃における引張弾性率が0.9×107〜1.2×108Paである絶縁電線、この絶縁電線からなるコイル、及び、電気・電子機器。
【選択図】図1
Description
また、絶縁電線の曲げ部における絶縁性を高めることも検討されている。例えば、特許文献3には、セグメントコイルの斜辺部及び屈曲部の所定領域に付加絶縁層を設けることで、隣接するコイル等との間における部分放電を防止する技術が開示されている。
〔1〕断面が矩形の導体の外周に絶縁層を有し、該絶縁層の外周に接着層を有し、該接着層の外周に絶縁紙を有する絶縁電線であって、
前記接着層の厚みが2〜50μmであり、前記接着層を構成する樹脂が、融点を持たず、かつ250℃における引張弾性率が0.9×107〜1.2×108Paである絶縁電線。
〔2〕前記接着層が、ポリエーテルサルホン、ポリフェニルサルホンおよびポリエーテルイミドからなる群から選択される少なくとも1種の樹脂を含有する、〔1〕に記載の絶縁電線。
〔3〕前記絶縁紙の外周に接着層を有する、〔1〕または〔2〕に記載の絶縁電線。
〔4〕 〔1〕〜〔3〕のいずれか1項に記載の絶縁電線からなるコイル。
〔5〕 〔4〕に記載のコイルを有する電気・電子機器。
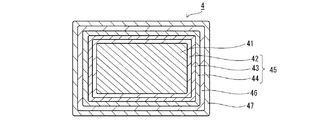
本発明の絶縁電線は、断面が矩形の導体の外周に絶縁層を有し、この絶縁層の外周に接着層を有し、さらに、この接着層の外周に絶縁紙を有している。本発明の絶縁電線は、この絶縁紙の外周に接着層を有していてもよい。本発明の絶縁電線を構成する導体、各層の組成については後述する。
導体11は、断面形状が矩形(平角形状)である。本発明において、断面が矩形である導体は、断面が長方形の導体と、断面が正方形の導体とを包含する。
樹脂被覆層14は、導体11の外周面と接触する最も内側の絶縁層12と、絶縁層12の外周面と接触する接着層13とからなる2層構造になっている。樹脂被覆層14の総厚は40〜250μmに設定されていることが好ましい。
本明細書において、樹脂被覆層ないし樹脂被覆層を構成する各層の厚さは、電線をその長手軸方向に対して垂直に切断した断面をマイクロスコープを用いて観察し、測定対象の樹脂層に隣接する内側の層(測定対象の層が導体と接している場合は導体)の外周から測定対象の層の外周までの最短距離を、無作為に選択した16点について測定し、それらの平均値として算出される値である。
本発明に用いる導体11、21としては、絶縁電線で用いられている通常のものを広く使用することができ、例えば、銅線、アルミニウム線等の金属導体を用いることができる。好ましくは、酸素含有量が30ppm以下の低酸素銅、さらに好ましくは20ppm以下の低酸素銅又は無酸素銅の導体である。酸素含有量が30ppm以下であれば、導体を溶接するために熱で溶融させた場合、溶接部分に含有酸素に起因するボイドの発生がなく、溶接部分の電気抵抗が悪化することを防止するとともに溶接部分の強度を保持することができる。
平角形状の導体は、角部からの部分放電を抑制する点において、図1又は2に示すように、4隅に面取り(曲率半径r)を設けた形状であることが好ましい。曲率半径rは、0.6mm以下が好ましく、0.2〜0.4mmがより好ましい。
導体の大きさは、特に限定されないが、平角導体の場合、矩形の断面形状において、幅(長辺)は1.0〜5.0mmが好ましく、1.4〜4.0mmがより好ましく、厚み(短辺)は0.4〜3.0mmが好ましく、0.5〜2.5mmがより好ましい。幅(長辺)と厚み(短辺)の長さの割合(厚み:幅)は、1:1〜1:4が好ましい。一方、断面形状が円形の導体の場合、直径は0.3〜3.0mmが好ましく、0.4〜2.7mmがより好ましい。なお、幅(長辺)と厚み(短辺)の長さの割合(厚み:幅)が1:1のとき、長辺とは1対の対向する辺を意味し、短辺とは他の1対の対向する辺を意味する。
本発明の絶縁電線において、絶縁層12、22は、いずれも熱硬化性樹脂からなる層(以下、熱硬化性樹脂層という)であることが好ましい。
本発明において、「樹脂(樹脂Z)からなる層」という場合、樹脂Zのみから形成された層と、樹脂Zと他の成分(例えば、樹脂Z以外の樹脂又は添加剤)とで形成された層との両態様を包含する意味に用いる。ここで、樹脂Zからなる層中における上記「他の成分」の含有率は、目的の効果を損なわない限り特に限定されるものではなく、通常は、0質量%より大きく、10質量%以下(好ましくは5質量%以下)である。
本発明において熱硬化性樹脂層とは、硬化した状態の樹脂層を意味し、硬化前の樹脂層を意味するものではない。
絶縁層12、22は、所謂エナメル(樹脂)層であることが好ましい。
絶縁層12、22に用いる熱硬化性樹脂としては、特に限定されないが、例えば、ポリイミド(PI)、ポリウレタン、ポリアミドイミド(PAI)、ポリエステル(PEst)、ポリベンゾイミダゾール、ポリエステルイミド(PEsI)、メラミン樹脂、エポキシ樹脂等が挙げられる。なかでも、ポリイミド、ポリアミドイミド、ポリエステル及びポリエステルイミドからなる群より選択される少なくとも1種が好ましく、ポリイミド、ポリアミドイミド及びポリエステルからなる群より選択される少なくとも1種がより好ましい。
絶縁層12、22には、熱硬化性樹脂を1種単独で用いてもよく、2種以上を併用してもよい。
絶縁層12、22を構成しうるポリアミドイミドは、他の樹脂に比べ熱伝導率が低く、絶縁破壊電圧が高く、焼付け硬化が可能である。ポリアミドイミドは、特に限定されないが、常法により、例えば極性溶媒中でトリカルボン酸無水物とジイソシアネート化合物を直接反応させて得たもの、又は、極性溶媒中でトリカルボン酸無水物にジアミン化合物を先に反応させて、まずイミド結合を導入し、次いでジイソシアネート化合物でアミド化して得られるものが挙げられる。
また、絶縁層12、22を構成しうるポリエステルイミドは、分子内にエステル結合とイミド結合を有するポリマーであって熱硬化性のものであれば特に限定されない。例えば、トリカルボン酸無水物とアミン化合物からイミド結合を形成し、アルコールとカルボン酸又はそのアルキルエステルからエステル結合を形成し、そして、イミド結合の遊離酸基又は無水基がエステル形成反応に加わることで得られるものを用いることができる。このようなポリエステルイミドは、例えば、トリカルボン酸無水物、ジカルボン酸化合物又はそのアルキルエステル、アルコール化合物及びジアミン化合物を通常の方法で反応させて得られるものを用いることもできる。
接着層13、23は、接着層13、23に接する絶縁紙と固着することができ、結果、絶縁電線を当該絶縁紙に固定化することができる。この接着層13、23と絶縁紙とを固着するには、通常、接着層13、23と絶縁紙とを接触させた状態で、250℃以上の加熱処理に付す。固着のための加熱処理温度は250〜320℃とすることが好ましく、270〜300℃とすることがより好ましい。また、固着のための加熱処理時間は5〜20分間とすることが好ましく、10〜15分間とすることがより好ましい。
また接着層13、23を構成する上記熱可塑性樹脂は、250℃における引張弾性率が0.9×107〜1.2×108Paであり、0.9×107〜1.0×108Paであることが好ましい。かかる引張弾性率を有することにより、より高温の過酷環境下においても強固な固着力を発現することができる。なお、「250℃における引張弾性率」は、後述の実施例の項に記載の方法で測定することができる。
なかでも、接着層13、23を構成する熱可塑性樹脂がポリエーテルスルホン、ポリフェニルスルホン及びポリエーテルイミドから選ばれる少なくとも1種の熱可塑性樹脂を含有することが好ましい。この場合において、接着層13、23を構成する熱可塑性樹脂中、ポリエーテルスルホン、ポリフェニルスルホン及びポリエーテルイミドの含有量は、合計で50質量%以上が好ましく、70質量%以上がより好ましく、80質量%以上がさらに好ましく、90質量%以上が特に好ましい。接着層13、23を構成する熱可塑性樹脂は、さらに好ましくは、ポリエーテルスルホン、ポリフェニルスルホン及びポリエーテルイミドから選ばれる少なくとも1種の熱可塑性樹脂からなる。
絶縁紙15、25は、例えばハイブリッド車の駆動用モーターを構成するステータコイル周りに、丸線や平角線からなる巻線を巻きコイルを形成する工程において使用する絶縁紙と同等の役割を果たすことが求められる。このため、ワニスの含浸性に優れ、かつ耐熱性に優れることが求められる。例えば、絶縁紙は、フィルムと、該フィルムの両面に配設された不織布、から構成される。例えば、前記不織布が耐熱性に優れたアラミド繊維を選択することで耐熱性の高い絶縁紙が得られる。絶縁紙15、25は、例えば、導体上に絶縁層及び接着層を形成した絶縁電線の通線中に、所定幅の絶縁紙を外周に複数回、巻回し、層として形成される。絶縁紙の層の厚みは、10〜200μmであり、好ましくは20〜100μm程度である。
接着層26は接着層23と同じでも異なってもよいが、異なることが好ましい。
接着層26は、接着層26に接する対象物と固着することができ、結果、絶縁電線を当該対象物により確実に固定化することができる。この接着層26と対象物とを固着するには、通常、接着層26と対象物とを接触させた状態で、250℃以上の加熱処理に付す。固着のための加熱処理温度は250〜320℃とすることが好ましく、270〜300℃とすることがより好ましい。また、固着のための加熱処理時間は5〜20分間とすることが好ましく、10〜15分間とすることがより好ましい。
この場合において、接着層26を構成する熱可塑性樹脂中、ポリエステルエラストマー、ポリエーテルイミド、ポリアミドエラストマー、ポリフェニルスルホン、ポリフェニレンエーテル、ポリフェニレンサルファイド及びポリスルホンの含有量は、合計で50質量%以上が好ましく、70質量%以上がより好ましく、80質量%以上がさらに好ましく、90質量%以上が特に好ましい。
なお、図3および4における導体31、41は上記導体11、21と同義である。また、絶縁層32、42は上記絶縁層12、22と同義である。接着層34、44は上記接着層13、23と同義である。絶縁紙36、46は上記絶縁紙15、25と同義である。接着層47は上記接着層26と同義である。
本発明の絶縁電線は、導体の外周面に、少なくとも絶縁層と接着層を含む樹脂被覆層を形成し、該樹脂被覆層の外周面を絶縁紙で被覆させることにより製造される。
より詳細には、導体11の外周面に絶縁層12と接着層13を順次あるいは同時に形成することにより、製造することができる。各層の形成は、導体外周面に近い側から順次形成する形態でもよいし、一部又は全部の層を同時に形成してもよい。また、各層を形成する際には、樹脂を含むワニスを調製し、このワニスを用いて層を形成した後、乾燥する方法を採用することもできる。絶縁紙の形成方法は特に限定されないが、絶縁層12と接着層13の形成後に、通線しながら、紙巻用設備を用いて通線方向を軸としてらせん状に複数層、絶縁紙を巻き付けることにより、絶縁紙の層として形成することができる。また、図2に示す構成の絶縁電線は、例えば、図1に示す層構成を有する絶縁電線の絶縁紙15の外周上に、接着層26を構成する熱可塑性樹脂を含むワニスを調製し、このワニスを用いて層を形成した後、乾燥する方法により、さらに接着層26を形成することで製造することができる。
ワニス塗布後の焼付けは、常法により行うことができ、例えば焼付け炉で焼付けすることができる。この場合の具体的な焼付け条件は、その使用される炉の形状等に左右され一義的に決定できないが、およそ8mの自然対流式の竪型炉であれば、例えば、炉内温度400〜650℃にて通過時間を10〜90秒とする条件が挙げられる。
上記ワニスには、各層の特性に影響を及ぼさない範囲で、各種添加剤を含有してもよい。各種添加剤としては、特に限定されるものではなく、例えば、気泡化核剤、酸化防止剤、帯電防止剤、紫外線防止剤、光安定剤、蛍光増白剤、顔料、染料、相溶化剤、滑剤、強化剤、難燃剤、架橋剤、架橋助剤、可塑剤、増粘剤、減粘剤又はエラストマー等が挙げられる。
有機溶媒等は、1種のみを単独で使用してもよく、2種以上を併用してもよい。
本発明の絶縁電線は、コイルとして、各種電気・電子機器など、電気特性(耐電圧性)や耐熱性を必要とする分野に利用可能である。例えば、本発明の絶縁電線はモーターやトランス等に用いられ、高性能の電気・電子機器を構成できる。特にHVやEVの駆動モーター用の巻線として好適に用いられる。このように、本発明によれば、本発明の絶縁電線をコイルとして用いた、電気・電子機器、特にハイブリッドカー(HV)及び電気自動車(EV)の駆動モーターを提供できる。
本発明の絶縁電線をコイル加工して形成したコイルとしては、特に限定されず、長尺の絶縁電線を螺旋状に巻き回したものが挙げられる。このようなコイルにおいて、絶縁電線の巻線数等は特に限定されない。通常、絶縁電線を巻き回す際には鉄芯等が用いられる。
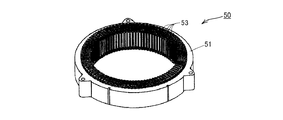
ステータ50は、電線セグメント54が本発明の絶縁電線で形成されていること以外は従来のステータと同様の構成とすることができる。すなわち、ステータ50は、ステータコア51と、例えば図5に示されるように、図1〜図4のいずれかに示す構成を有する本発明の絶縁電線からなる電線セグメント54がステータコア51のスロット52に組み込まれ、開放端部54aが電気的に接続されてなるコイル53とを有している。図2または4に示す構成を有する絶縁電線を用いた場合、このコイル53は、絶縁紙の外周上の接着層とスロット52とが固着されて固定化された状態となっている。ここで、電線セグメント54は、スロット52に1本で組み込まれてもよいが、好ましくは図6に示されるように2本一組として組み込まれる。このステータ50は、上記のように曲げ加工した電線セグメント54を、その2つの末端である開放端部54aを互い違いに接続してなるコイル53が、ステータコア51のスロット52に収納されている。このとき、電線セグメント54の開放端部54aを接続してからスロット52に収納してもよく、また、絶縁セグメント54をスロット52に収納した後に、電線セグメント54の開放端部54aを折り曲げ加工して接続してもよい。
本発明の絶縁電線は、断面形状が矩形の導体を用いているため、例えば、ステータコアのスロット断面積に対する導体の断面積の比率(占積率)を高めることができ、電気・電子機器の特性を向上させることができる。
<製造例7>
図4に示す構造を有する実施例7の絶縁電線を製造した。
−導体41−
導体41として、断面平角(長辺3.2mm×短辺2.4mmで、四隅の面取りの曲率半径r=0.3mm)の平角導体(酸素含有量15ppmの銅)を用いた。
ポリアミドイミド(PAI)ワニス(商品名:HI406、日立化成社製)を、導体41の断面形状と相似形のダイスを使用して、導体41の表面に塗布し、炉内温度550℃に設定した炉長8mの焼付け炉内を通過時間15秒となる速度で通過させた。この塗布、焼付けを21回繰り返して、厚さ60μmのPAIからなる硬化した絶縁層42(下表1における絶縁層(A))を形成した。
押出機のスクリューは、30mmフルフライト、L/D=20、圧縮比3を用いた。材料はポリエーテルエーテルケトン(PEEK)(ソルベイスペシャルティポリマーズ社製、商品名:キータスパイアKT−820、比誘電率3.1)を用い、押出温度条件は次のようにした。
(押出温度条件)
C1:300℃
C2:380℃
C3:380℃
H :390℃
D :400℃
C1、C2、C3は押出機内のシリンダー温度を示し、樹脂投入側から順にC1、C2、C3の3ゾーンの温度をそれぞれ示す。Hはヘッド部、Dはダイス部の温度を示す。押出ダイを用いてPEEKの押出被覆を行った後、10秒の時間を空けて水冷して絶縁層42の外側に厚さ60μmの絶縁層43(下表1における絶縁層(B))を形成した。
ポリエーテルイミド(PEI)樹脂(商品名:ウルテム1000、サビック社製)をNMPに溶解させワニス化し、導体41の断面形状と相似形のダイスを使用して、絶縁層43の表面に塗布し、炉内温度550℃に設定した炉長8mの焼付け炉内を通過時間15秒となる速度で通過させた。この塗布、焼付けを3回繰り返して、厚さ10μmのPEIからなる接着層44(下表1における接着層(A))を形成した。
ポリエチレンナフタレート(PEN)フィルムの両面にアラミド繊維の不織布で被覆された絶縁紙(デュポン社製、商品名:NOMEX)を通線しながら、紙巻用設備を用いて通線方向を軸としてらせん状に複数層、絶縁紙を巻き付けることにより、接着層44の表面に絶縁紙46(絶縁紙からなる層)を形成した。
絶縁紙46を形成した絶縁電線を所定の長さに切断し、1組5本として、スプレー塗装装置にセットした。ポリエステルエラストマー樹脂(商品名:社製)をNMPに溶解させワニス化したものを、90mm/秒の速さで1往復塗装し、その後200℃15分乾燥させることで、厚さ10μmのポリエステルエラストマーからなる(下表1における接着層(B))を形成した。
各層を形成する樹脂の種類と各層厚を下表1に示す通りに変更したこと以外は、上記製造例7と同様にして、下表に示す実施例2〜12、比較例1〜5の絶縁電線を得た。
なお、下表1おいて、「−」は層または絶縁紙を設けなかったこと等を意味する。
−接着層を構成する樹脂の250℃における引張弾性率−
表1に記載の接着層(A)および(B)に使用する熱可塑性樹脂について、厚さ1.6mmのダンベル片(ASTM D 638)を準備し、動的粘弾性測定装置DMA8000(商品名、パーキンエルマー社製)を用いて引張弾性率を測定した。引張モードにより、1Hzで、10℃/分の昇温速度で50〜270℃まで昇温しながら引張弾性率を測定し、250℃における引張弾性率を取得した。
上記製造例における、絶縁紙を形成する前の層構成を有する電線2本(各実施例、比較例においてそれぞれ2本)を用いて固着力の測定を行った。絶縁紙を形成する前の層構成を有する電線2本の間に短冊状に切断した絶縁紙を挟み込み、重ね合わせた長さが200mmとなるように断面における長辺を形成する面同士を絶縁紙を介して重ね合わせて密着し、280℃10分間の加熱処理に付して密着面全体を固着させた。この電線を恒温槽付引張試験機(島津製作所社製、商品名:オートグラフ AGS−J、恒温槽温度:200℃)にセットし、50mm/minの引張速度で重ね合せた電線の両端を互いに反対方向に引っ張った。2本の電線の固着状態を破断するのに要した強度を固着力とし、下記基準により評価した。本試験において、評価は「B」以上が合格レベルであり、「A」は特に優れたレベルである。
固着力が2.0MPa以上:A
固着力が0.5MPa以上2.0MPa未満:B
固着力が0.5MPa未満:C
製造した各絶縁電線の部分放電開始電圧の測定には、部分放電試験機「商品名:KPD2050」(商品名、菊水電子工業社製)を用いた。
各絶縁電線を、2本の絶縁のフラット面同士を長さ150mmに亘って隙間がないように密着させた試験試料を作製した。この試験試料の2本の導体間に電極をつなぎ、温度25℃にて、50Hzの交流電圧かけながら連続的に昇圧し、10pCの部分放電が発生した時点の電圧をピーク電圧(Vp)で読み取った。ここで、「フラット面」とは、平角形状の絶縁電線の断面形状において、長辺(図1〜4において左右方向に沿う辺)が軸線方向に連続して形成する面をいう。したがって、上記試験試料は、例えば、図2に示される絶縁電線2の上方又は下方に別の絶縁電線2を重ねた状態になっている。
ピーク電圧が、1000(Vp)以上であった場合を「A」とし、700(Vp)以上1000(Vp)未満であった場合を「B」とし、700(Vp)未満であった場合を「C」とした。本試験において、評価は「B」以上が合格レベルであり、「A」は特に優れたレベルである。
絶縁電線における接着層(A)と絶縁紙(絶縁紙からなる層)との密着性を、下記曲げ加工性試験により、評価した。
製造した各絶縁電線から長さ300mmの直状試験片を切り出した。この直状試験片のエッジ面の絶縁紙または接着層(B)から絶縁紙の中央部に、専用冶具を用いて、長手方向と垂直方向との2方向それぞれに、深さ約5μmで長さ2μmのキズ(切り込み)をつけた(このとき、絶縁紙と接着層(A)とは密着しており、剥離していない)。ここで、エッジ面とは、平角形状の絶縁電線の断面形状において、短辺(厚さ、図1〜4において上下方向に沿う辺)が軸線方向に連続して形成する面をいう。したがって、上記キズは、例えば、図4に示される絶縁電線4の左右側面のいずれか一方の側面に、設けられている。
このキズを頂点として、直径1.0mmの鉄芯を軸として直状試験片を180°(U字状)に曲げ、この状態を5分間維持した。直状試験片の頂点付近に発生する接着層(A)と絶縁紙との剥離の進行を目視で観察した。
本試験において、絶縁紙または接着層(B)から絶縁紙に形成した、いずれのキズも拡張せず、絶縁紙が接着層(A)から剥離していなかった場合を「合格」とし、絶縁紙または接着層(B)から絶縁紙に形成したキズの少なくとも1本が拡張して、絶縁紙の全体が接着層(A)から剥離した場合を「不合格」とした。
PAI:ポリアミドイミド(商品名:HI406、日立化成社製、ワニス)
PI:ポリイミド(商品名:Uイミド、ユニチカ社製、ワニス)
PEst:ポリエステル(商品名:ネオヒート8242、東特塗料社製、ワニス)
PEEK:ポリエーテルエーテルケトン(商品名:キータスパイアKT−820、ソルベイスペシャルティポリマーズ社製)
PPS:ポリフェニレンスルフィド(商品名:DICPPS FX−2100、DIC社製、樹脂を溶融させた後、押出被覆して層を形成)
PES:ポリエーテルスルホン(商品名:スミカエクセル4800G、住友化学社製、使用時にNMPを用いてワニス化)
PEI:ポリエーテルイミド(商品名:ウルテム1000、サビック社製、使用時にNMPを用いてワニス化)
PPSU:ポリフェニルスルホン(商品名:レーデルR5800、ソルベイスペシャルティポリマーズ社製、使用時にNMPを用いてワニス化)
PET:ポリエチレンテレフタレート(商品名:TR8550、帝人社製、樹脂を溶融させた後、押出被覆して層を形成)
エポキシ樹脂:ビスフェノールA型エポキシ樹脂(商品名:1004、三菱化学社製、使用時にMEKを用いてワニス化)
ポリエステルエラストマー:商品名:ペルプレン、E450B、東洋紡社製、使用時にNMPを用いてワニス化
ポリアミドエラストマー:商品名:ペバックス、2533SP01、アルケマジャパン社製、使用時にNMPを用いてワニス化
PSU:ポリスルホン(商品名:ユーデルP3703、ソルベイスペシャルティポリマーズ社製、使用時にNMPを用いてワニス化)
PEI+PAI:PEI80質量部とPAI20質量部を混合したもの

絶縁層(A):導体の外周面上に形成された絶縁層
絶縁層(B):絶縁層(A)の外周面上に形成された絶縁層
接着層(A):絶縁層(A)または絶縁層(B)の外周面上に形成された接着層
接着層(B):絶縁紙の外周面上に形成された接着層
厚さ:単位はμm
弾性率:250℃における引張弾性率
さらに、実施例7〜12の絶縁電線は、絶縁紙の外周上に接着層を有するため、ステータコアのスロット内に絶縁電線を挿入した後に、接着層(B)を構成する樹脂のワニスをスロットに投入し、絶縁電線とスロットとを固定する工程を省略することができる。
11、21、31、41 導体
12、22、32、42 絶縁層
33、43 絶縁層
13、23、34、44 接着層
14、24、35、45 樹脂被覆層
15、25、36、46 絶縁紙
26、47 接着層
50 ステータ
51 ステータコア
52 スロット
53 コイル
54 電線セグメント
54a 開放端部
Claims (5)
- 断面が矩形の導体の外周に絶縁層を有し、該絶縁層の外周に接着層を有し、該接着層の外周に絶縁紙を有する絶縁電線であって、
前記接着層の厚みが2〜50μmであり、前記接着層を構成する樹脂が、融点を持たず、かつ250℃における引張弾性率が0.9×107〜1.2×108Paである絶縁電線。 - 前記接着層が、ポリエーテルスルホン、ポリフェニルスルホンおよびポリエーテルイミドからなる群から選択される少なくとも1種の樹脂を含有する、請求項1に記載の絶縁電線。
- 前記絶縁紙の外周に接着層を有する、請求項1又は2に記載の絶縁電線。
- 請求項1〜3のいずれか1項に記載の絶縁電線からなるコイル。
- 請求項4に記載のコイルを有する電気・電子機器。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016040748A JP2017157460A (ja) | 2016-03-03 | 2016-03-03 | 絶縁電線、コイル及び電気・電子機器 |
| EP17760089.7A EP3425640A4 (en) | 2016-03-03 | 2017-03-01 | INSULATED WIRE, COIL AND ELECTRICAL / ELECTRONIC DEVICE |
| CN201780014252.1A CN108713231A (zh) | 2016-03-03 | 2017-03-01 | 绝缘电线、线圈和电气/电子设备 |
| PCT/JP2017/008162 WO2017150625A1 (ja) | 2016-03-03 | 2017-03-01 | 絶縁電線、コイル及び電気・電子機器 |
| KR1020187025382A KR20180118660A (ko) | 2016-03-03 | 2017-03-01 | 절연 전선, 코일 및 전기·전자 기기 |
| US16/117,678 US10498184B2 (en) | 2016-03-03 | 2018-08-30 | Insulated wire, coil, and electrical or electronic equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016040748A JP2017157460A (ja) | 2016-03-03 | 2016-03-03 | 絶縁電線、コイル及び電気・電子機器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017157460A true JP2017157460A (ja) | 2017-09-07 |
Family
ID=59743937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016040748A Pending JP2017157460A (ja) | 2016-03-03 | 2016-03-03 | 絶縁電線、コイル及び電気・電子機器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10498184B2 (ja) |
| EP (1) | EP3425640A4 (ja) |
| JP (1) | JP2017157460A (ja) |
| KR (1) | KR20180118660A (ja) |
| CN (1) | CN108713231A (ja) |
| WO (1) | WO2017150625A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107390258B (zh) * | 2017-09-12 | 2019-03-22 | 广东电网有限责任公司电力科学研究院 | 一种绝缘纸上放电点的确认方法 |
| JP7220213B2 (ja) * | 2017-11-13 | 2023-02-09 | エセックス フルカワ マグネット ワイヤ ユーエスエイ エルエルシー | 内部空洞を有する巻線物品 |
| JP7043294B2 (ja) * | 2018-03-07 | 2022-03-29 | 本田技研工業株式会社 | 回転電機 |
| US20230083970A1 (en) * | 2019-03-29 | 2023-03-16 | Essex Furukawa Magnet Wire Usa Llc | Magnet wire with thermoplastic insulation |
| EP3948900A4 (en) * | 2019-03-29 | 2022-11-02 | Essex Furukawa Magnet Wire Usa Llc | MAGNET WIRE WITH THERMOPLASTIC INSULATION |
| CN114334289B (zh) * | 2021-02-24 | 2023-03-10 | 佳腾电业(赣州)有限公司 | 一种绝缘电线制备方法、绝缘电线和电子/电气设备 |
| US11814599B2 (en) * | 2022-03-31 | 2023-11-14 | Afton Chemical Corporation | Durable magnet wires and lubricating fluids for electric and hybrid vehicle applications |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015098638A1 (ja) * | 2013-12-26 | 2015-07-02 | 古河電気工業株式会社 | 絶縁ワイヤ、コイルおよび電気・電子機器ならびに皮膜剥離防止絶縁ワイヤの製造方法 |
| WO2015186730A1 (ja) * | 2014-06-03 | 2015-12-10 | 古河電気工業株式会社 | 絶縁ワイヤおよびその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007166731A (ja) | 2005-12-12 | 2007-06-28 | Nissan Motor Co Ltd | 回転電気モータ及びワニス含浸方法 |
| JP2010056049A (ja) | 2008-08-30 | 2010-03-11 | Furukawa Electric Co Ltd:The | 絶縁電線およびその製造方法 |
| JP5438951B2 (ja) | 2008-11-28 | 2014-03-12 | 日東シンコー株式会社 | プリプレグシート |
| JP5695937B2 (ja) * | 2011-03-01 | 2015-04-08 | 日東シンコー株式会社 | モータ用絶縁シート |
| JP5391341B1 (ja) * | 2013-02-05 | 2014-01-15 | 古河電気工業株式会社 | 耐インバータサージ絶縁ワイヤ |
| CA2893045A1 (en) * | 2013-02-07 | 2014-08-14 | Furukawa Electric Co., Ltd. | Insulated wire and motor |
| JP6093266B2 (ja) | 2013-08-08 | 2017-03-08 | トヨタ自動車株式会社 | セグメントコイル及びステータ |
| JP6026446B2 (ja) * | 2014-01-10 | 2016-11-16 | 古河電気工業株式会社 | 平角絶縁電線および電動発電機用コイル |
-
2016
- 2016-03-03 JP JP2016040748A patent/JP2017157460A/ja active Pending
-
2017
- 2017-03-01 WO PCT/JP2017/008162 patent/WO2017150625A1/ja active Application Filing
- 2017-03-01 CN CN201780014252.1A patent/CN108713231A/zh active Pending
- 2017-03-01 EP EP17760089.7A patent/EP3425640A4/en not_active Withdrawn
- 2017-03-01 KR KR1020187025382A patent/KR20180118660A/ko not_active Application Discontinuation
-
2018
- 2018-08-30 US US16/117,678 patent/US10498184B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015098638A1 (ja) * | 2013-12-26 | 2015-07-02 | 古河電気工業株式会社 | 絶縁ワイヤ、コイルおよび電気・電子機器ならびに皮膜剥離防止絶縁ワイヤの製造方法 |
| WO2015186730A1 (ja) * | 2014-06-03 | 2015-12-10 | 古河電気工業株式会社 | 絶縁ワイヤおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3425640A1 (en) | 2019-01-09 |
| KR20180118660A (ko) | 2018-10-31 |
| CN108713231A (zh) | 2018-10-26 |
| EP3425640A4 (en) | 2019-10-23 |
| US20180375396A1 (en) | 2018-12-27 |
| US10498184B2 (en) | 2019-12-03 |
| WO2017150625A1 (ja) | 2017-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017150625A1 (ja) | 絶縁電線、コイル及び電気・電子機器 | |
| US10566109B2 (en) | Insulated wire, coil and electrical or electronic equipment | |
| JP6974330B2 (ja) | 絶縁電線、コイルおよび電気・電子機器 | |
| JP7423509B2 (ja) | 絶縁ワイヤ、コイル及び電気・電子機器 | |
| JP6839695B2 (ja) | 絶縁電線、モーターコイルおよび電気・電子機器 | |
| WO2016039350A1 (ja) | 絶縁電線、コイルおよび電気・電子機器ならびに絶縁電線の製造方法 | |
| US11232885B2 (en) | Insulated wire, method of producing insulated wire, coil, rotating electrical machine, and electrical or electronic equipment | |
| WO2017094789A1 (ja) | 自己融着性絶縁電線、コイル及び電気・電子機器 | |
| US10366809B2 (en) | Insulated wire, coil, and electric or electronic equipment | |
| JP2017117681A (ja) | 自己融着性絶縁電線、コイル及び電気・電子機器 | |
| JP7257558B1 (ja) | 絶縁電線、コイル、回転電機および電気・電子機器 | |
| JP6490505B2 (ja) | 絶縁電線、コイル及び電気・電子機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171107 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20171228 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20171228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180306 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180320 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180618 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180626 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20180713 |