JP2017144520A - クランプ装置 - Google Patents
クランプ装置 Download PDFInfo
- Publication number
- JP2017144520A JP2017144520A JP2016028795A JP2016028795A JP2017144520A JP 2017144520 A JP2017144520 A JP 2017144520A JP 2016028795 A JP2016028795 A JP 2016028795A JP 2016028795 A JP2016028795 A JP 2016028795A JP 2017144520 A JP2017144520 A JP 2017144520A
- Authority
- JP
- Japan
- Prior art keywords
- clamp
- sleeve
- diameter portion
- main shaft
- jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 42
- 239000010959 steel Substances 0.000 claims abstract description 42
- 230000007246 mechanism Effects 0.000 claims abstract description 30
- 239000010720 hydraulic oil Substances 0.000 claims description 2
- 238000004904 shortening Methods 0.000 abstract description 2
- 230000008602 contraction Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/24—Chucks characterised by features relating primarily to remote control of the gripping means
- B23B31/26—Chucks characterised by features relating primarily to remote control of the gripping means using mechanical transmission through the working-spindle
- B23B31/261—Chucks characterised by features relating primarily to remote control of the gripping means using mechanical transmission through the working-spindle clamping the end of the toolholder shank
- B23B31/263—Chucks characterised by features relating primarily to remote control of the gripping means using mechanical transmission through the working-spindle clamping the end of the toolholder shank by means of balls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/117—Retention by friction only, e.g. using springs, resilient sleeves, tapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/24—Chucks characterised by features relating primarily to remote control of the gripping means
- B23B31/26—Chucks characterised by features relating primarily to remote control of the gripping means using mechanical transmission through the working-spindle
- B23B31/261—Chucks characterised by features relating primarily to remote control of the gripping means using mechanical transmission through the working-spindle clamping the end of the toolholder shank
- B23B31/265—Chucks characterised by features relating primarily to remote control of the gripping means using mechanical transmission through the working-spindle clamping the end of the toolholder shank by means of collets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/12—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for securing to a spindle in general
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/309352—Cutter spindle or spindle support
- Y10T409/309408—Cutter spindle or spindle support with cutter holder
- Y10T409/309464—Cutter spindle or spindle support with cutter holder and draw bar
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gripping On Spindles (AREA)
Abstract
Description
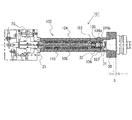
2,102:主軸
3,103:主軸の内部空間
4,104:主軸体
4a,104a:前側小径部分
4b,104b:前側大径部分
4c:後側小径部分
4x:拡径部分
4d:後側大径部分
5,105:クランプスリーブ
6,106:貫通孔
7,107:鋼球
8,108:ドローイングボルト
8a:他端部の前面
9:ドローイングスリーブ
10:皿バネ
11,110:係合壁
11b:係合壁の後面
12:貫通孔
13:鋼球
14:クランプジグ
14a:ジグ大径部分
14y:ジグ縮径部
14b:ジグ小径部分
15:連結部材
20:油圧シリンダ
21:ピストンロッド
30:工具ホルダ
31:プルスタッドボルト
32:頭部
2,102:主軸
3,103:主軸の内部空間
4,104:主軸体
4a,104a:前側小径部分
4b,104b:前側大径部分
4c:後側小径部分
4x:拡径部分
4d:後側大径部分
5,105:クランプスリーブ
6,106:貫通孔
7,107:鋼球
8,108:ドローイングボルト
8a:他端部の前面
9:ドローイングスリーブ
10,110:皿バネ
11:係合壁
11b:係合壁の後面
12:貫通孔
13:鋼球
14:クランプジグ
14a:ジグ大径部分
14y:ジグ縮径部
14b:ジグ小径部分
15:連結部材
20:油圧シリンダ
21:ピストンロッド
30:工具ホルダ
31:プルスタッドボルト
32:頭部
Claims (3)
- 工具が取り付けられた工具ホルダを回転主軸装置の主軸に着脱可能に装着するためのクランプ装置であって、
前記主軸を構成する中空状の主軸体と、該主軸体の内部空間に軸方向に沿って摺動可能に配置された円筒状のクランプスリーブと、前記主軸体の前方内径領域に前記クランプスリーブの外径と一致する前側小径部分とこれより拡径した前側大径部分とを有し、前記クランプスリーブの先端部分が前記主軸体の内径領域での移動により前記前側大径部分から前記前側小径部分への移動によって工具ホルダの先端に接続されたプルスタッドボルトに対して締め付けるクランプ状態が得られると共に、前記クランプスリーブの先端部分の前記前側小径部分から前記前側大径部分への移動によって前記プルスタッドボルトに対する締め付けが緩められるアンクランプ状態が得られるクランプ機構を備えたクランプ装置において、
前記クランプスリーブの工具ホルダとは対向側の後端に一端が接続されたドローイングボルトと、
前記主軸体の内部空間の前記クランプスリーブと対向側に軸方向に沿って摺動可能に配置された円筒状のドローイングスリーブと、
前記ドローイングスリーブ内に後端から摺動可能に挿入され、主軸の工具ホルダに対向する側の往復駆動機構に接続されて主軸体内を軸方向に往復動されるクランプジグと、を備え、
前記ドローイングボルトは、他端部が前記ドローイングスリーブの前端部と弾性部材を介して係合されており、
前記ドローイングスリーブは、後端側の周上に等角度間隔で形成された複数個の貫通孔と、各貫通孔に嵌め込まれて貫通孔の外側と内側とに移動可能な該ドローイングスリーブの厚みより直径の大きい鋼球とを備え、
前記主軸体の内径領域の工具ホルダと対向する後側に、前記ドローイングスリーブの外径に一致する後側小径部分と、これより後側にテーパ状に拡径する拡径部と、該拡径部に連続する一定径の後側大径部分とが設けられており、
前記クランプジグは、
前記ドローイングスリーブの内径に一致するジグ大径部分と、該ジグ大径部分の後端側にテーパ状に縮径するジグ縮径部と、該ジグ縮径部に連続する一定径のジグ小径部分とが設けられており、
前記往復駆動機構による前進によって前記ドローイングスリーブ内でその他端部と係合する前記ドローイングボルトを前記弾性部材の付勢力に抗して前方に押し出して前記クランプスリーブを前進させることで前記クランプ機構を前記アンクランプ状態とすると共に、
前記往復駆動機構による後退によって前記鋼球を介して係合する前記ドローイングスリーブをその貫通孔が前記主軸体の内径領域の後側大径部分に達して前記鋼球が該後側大径部分と前記ジグ大径部分との間で保持される位置まで後退させ、後退したドローイングスリーブによって前記弾性部材の付勢力を介して前記ドローイングボルト及び前記クランプスリーブを後退させることで前記クランプ機構を前記クランプ状態とすることを特徴とするクランプ装置。 - 前記往復駆動機構は、油圧シリンダであり、油圧シリンダの作動油によって往復駆動するピストンロッドに前記クランプジグが接続されていることを特徴とする請求項1に記載のクランプ装置。
- 前記クランプ機構は、前記クランプスリーブの前端側の周上に等角度間隔で形成された複数の貫通孔と、該貫通孔にそれぞれ嵌め込まれて貫通孔の外側と内側とに移動可能な該ドクランプスリーブの厚みより直径の大きい鋼球と、を備えていることを特徴とする請求項1または2に記載のクランプ装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016028795A JP6158969B1 (ja) | 2016-02-18 | 2016-02-18 | クランプ装置 |
| TW106104587A TWI641443B (zh) | 2016-02-18 | 2017-02-13 | 夾持裝置 |
| EP17753273.6A EP3417992B1 (en) | 2016-02-18 | 2017-02-16 | Clamp device |
| CA2983431A CA2983431C (en) | 2016-02-18 | 2017-02-16 | Clamp device |
| US15/740,838 US10369634B2 (en) | 2016-02-18 | 2017-02-16 | Clamp device |
| PCT/JP2017/005711 WO2017142018A1 (ja) | 2016-02-18 | 2017-02-16 | クランプ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016028795A JP6158969B1 (ja) | 2016-02-18 | 2016-02-18 | クランプ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6158969B1 JP6158969B1 (ja) | 2017-07-05 |
| JP2017144520A true JP2017144520A (ja) | 2017-08-24 |
Family
ID=59272917
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016028795A Active JP6158969B1 (ja) | 2016-02-18 | 2016-02-18 | クランプ装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10369634B2 (ja) |
| EP (1) | EP3417992B1 (ja) |
| JP (1) | JP6158969B1 (ja) |
| CA (1) | CA2983431C (ja) |
| TW (1) | TWI641443B (ja) |
| WO (1) | WO2017142018A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210006823A (ko) * | 2019-07-08 | 2021-01-19 | 산제트 인터내셔널 컴퍼니, 리미티드 | 공작기계의 칼자루 잠금 및 잠금 해제 구조 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6158969B1 (ja) | 2016-02-18 | 2017-07-05 | キタムラ機械株式会社 | クランプ装置 |
| TWI663027B (zh) * | 2018-07-30 | 2019-06-21 | 晟進科技股份有限公司 | Multi-purpose chuck |
| DE102019102158B4 (de) * | 2019-01-29 | 2022-01-20 | Gebr. Heller Maschinenfabrik Gmbh | Plandrehkopf und Verfahren zum Spannen und zum Lösen eines Werkzeugs in bzw. aus einer Werkzeugaufnahmeeinrichtung des Plandrehkopfes |
| CN112643613B (zh) * | 2020-12-28 | 2024-08-13 | 永康市骏一工贸有限公司 | 一种四方套电镐 |
| CN112757064B (zh) * | 2020-12-31 | 2023-03-07 | 綦江齿轮传动有限公司 | 磨床传动机构 |
| CN115156962B (zh) * | 2022-06-22 | 2023-06-27 | 沈阳飞机工业(集团)有限公司 | 一种大直径薄壁套的内孔加工夹具 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5761438A (en) * | 1980-09-25 | 1982-04-13 | Nissan Motor Co Ltd | Tool shank holder |
| JPS6357132A (ja) * | 1986-08-25 | 1988-03-11 | Makino Milling Mach Co Ltd | 主軸のクランプ装置 |
| US20110074121A1 (en) * | 2009-09-25 | 2011-03-31 | Eugen Hangleiter | Chuck with stationary actuator |
| WO2013132358A1 (en) * | 2012-03-09 | 2013-09-12 | Innse-Berardi S.P.A. | Accessory with system for coupling it with a spindle of a machine tool |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6158969A (ja) | 1984-08-29 | 1986-03-26 | Hitachi Ltd | スタ−タのピニオンクラツチ |
| JPH0611441B2 (ja) * | 1986-04-28 | 1994-02-16 | 豊田工機株式会社 | 主軸工具クランプ装置 |
| JPH01153203A (ja) * | 1987-12-09 | 1989-06-15 | Hitachi Ltd | 自動ツールロック装置 |
| EP0782897B1 (en) * | 1996-01-03 | 2002-06-12 | Industrial Technology Research Institute | Tool pulling force magnification mechanism of spindle |
| DE202014104118U1 (de) * | 2014-09-03 | 2015-12-04 | Narr Beteiligungs Gmbh | Spannvorrichtung |
| JP6158969B1 (ja) | 2016-02-18 | 2017-07-05 | キタムラ機械株式会社 | クランプ装置 |
-
2016
- 2016-02-18 JP JP2016028795A patent/JP6158969B1/ja active Active
-
2017
- 2017-02-13 TW TW106104587A patent/TWI641443B/zh active
- 2017-02-16 EP EP17753273.6A patent/EP3417992B1/en active Active
- 2017-02-16 CA CA2983431A patent/CA2983431C/en active Active
- 2017-02-16 US US15/740,838 patent/US10369634B2/en active Active
- 2017-02-16 WO PCT/JP2017/005711 patent/WO2017142018A1/ja unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5761438A (en) * | 1980-09-25 | 1982-04-13 | Nissan Motor Co Ltd | Tool shank holder |
| JPS6357132A (ja) * | 1986-08-25 | 1988-03-11 | Makino Milling Mach Co Ltd | 主軸のクランプ装置 |
| US20110074121A1 (en) * | 2009-09-25 | 2011-03-31 | Eugen Hangleiter | Chuck with stationary actuator |
| WO2013132358A1 (en) * | 2012-03-09 | 2013-09-12 | Innse-Berardi S.P.A. | Accessory with system for coupling it with a spindle of a machine tool |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210006823A (ko) * | 2019-07-08 | 2021-01-19 | 산제트 인터내셔널 컴퍼니, 리미티드 | 공작기계의 칼자루 잠금 및 잠금 해제 구조 |
| KR102211811B1 (ko) * | 2019-07-08 | 2021-02-04 | 산제트 인터내셔널 컴퍼니, 리미티드 | 공작기계의 칼자루 잠금 및 잠금 해제 구조 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3417992B1 (en) | 2023-04-05 |
| CA2983431A1 (en) | 2017-08-24 |
| US20180354042A1 (en) | 2018-12-13 |
| EP3417992A4 (en) | 2019-10-30 |
| US10369634B2 (en) | 2019-08-06 |
| TW201731623A (zh) | 2017-09-16 |
| WO2017142018A9 (ja) | 2017-11-16 |
| JP6158969B1 (ja) | 2017-07-05 |
| TWI641443B (zh) | 2018-11-21 |
| EP3417992A1 (en) | 2018-12-26 |
| WO2017142018A1 (ja) | 2017-08-24 |
| CA2983431C (en) | 2019-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6158969B1 (ja) | クランプ装置 | |
| WO2010090261A1 (ja) | 工作機械の主軸装置 | |
| US10646929B2 (en) | Clamping device and machining unit comprising such a clamping device | |
| GB1276863A (en) | Improvements in or relating to chuck assemblies | |
| JP2020131305A5 (ja) | ||
| JP6196497B2 (ja) | 工作機械 | |
| KR102184191B1 (ko) | 척킹력 조정 기능을 갖춘 선반의 주축대 | |
| CN103894641A (zh) | 一种外顶式内涨夹套 | |
| JP6766457B2 (ja) | コレットチャック | |
| US20080156154A1 (en) | Lathe | |
| CN210010476U (zh) | 一种后拉式胀紧筒夹 | |
| CN204975390U (zh) | 车床用装夹机构 | |
| JP4393214B2 (ja) | チャック装置 | |
| CN110732863B (zh) | 一种小卡圈安装工具及安装方法 | |
| JP2656047B2 (ja) | 内外径加工用チヤツク | |
| JP2010089157A (ja) | 摩擦圧接機に用いるチャック装置 | |
| JP2010214568A (ja) | アンクランプ装置,主軸装置,及びマシニングセンター | |
| JP3396198B2 (ja) | 主軸移動型自動旋盤のコレットチャックのクランプ・アンクランプ装置 | |
| CN108098680B (zh) | 一种用于加工中心的定位的种销机构 | |
| JP2019084635A (ja) | チャック装置 | |
| CN218946942U (zh) | 一种凸轮筒夹具 | |
| TWM573257U (zh) | Push rod actuating device for machine tool | |
| JP2004202607A (ja) | 工作機械の主軸装置 | |
| SU1220867A1 (ru) | Зажимной патрон к токарному станку | |
| JP2016203305A (ja) | チャック装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170531 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6158969 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |