JP2017100264A - ワイヤ放電加工装置 - Google Patents
ワイヤ放電加工装置 Download PDFInfo
- Publication number
- JP2017100264A JP2017100264A JP2015237431A JP2015237431A JP2017100264A JP 2017100264 A JP2017100264 A JP 2017100264A JP 2015237431 A JP2015237431 A JP 2015237431A JP 2015237431 A JP2015237431 A JP 2015237431A JP 2017100264 A JP2017100264 A JP 2017100264A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- ingot
- ultrasonic
- cutting
- electric discharge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 92
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 34
- 238000013459 approach Methods 0.000 claims abstract description 4
- 238000003754 machining Methods 0.000 claims description 59
- 230000001902 propagating effect Effects 0.000 claims description 3
- 230000010355 oscillation Effects 0.000 abstract description 12
- 239000002699 waste material Substances 0.000 description 27
- 239000000243 solution Substances 0.000 description 14
- 235000012431 wafers Nutrition 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000035939 shock Effects 0.000 description 3
- 238000009763 wire-cut EDM Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000009760 electrical discharge machining Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000012224 working solution Substances 0.000 description 1
Images


Landscapes
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
【課題】インゴットを放電ワイヤで切断することで発生する切削屑を適切な方向に流動させ排出する。
【解決手段】ガイドローラ41A〜41Fの軸方向に間隔をあけ複数回巻回されるワイヤ2と、ガイドローラの軸方向とインゴットIの延在方向とを平行に保持する保持部8と、ワイヤ2で構成される切断ワイヤ部20に保持部8を接近させる送り手段7と、インゴットIと切断ワイヤ部20との電極間に高周波電力を印加する手段31と、インゴットIと切断ワイヤ部20とを溶液L内に沈める水槽10とを備え、溶液Lに超音波を供給する超音波供給手段5を含み、超音波供給手段5は、切断ワイヤ部20に隣接し位置づけられる柱状超音波発振部50と、発振部50に高周波電力を供給する高周波電源51とをワイヤ放電加工装置1に備え、発振される超音波を切断ワイヤ部20の延在方向に沿って電極間に向かって進行させつつインゴットIを切断する。
【選択図】図1
【解決手段】ガイドローラ41A〜41Fの軸方向に間隔をあけ複数回巻回されるワイヤ2と、ガイドローラの軸方向とインゴットIの延在方向とを平行に保持する保持部8と、ワイヤ2で構成される切断ワイヤ部20に保持部8を接近させる送り手段7と、インゴットIと切断ワイヤ部20との電極間に高周波電力を印加する手段31と、インゴットIと切断ワイヤ部20とを溶液L内に沈める水槽10とを備え、溶液Lに超音波を供給する超音波供給手段5を含み、超音波供給手段5は、切断ワイヤ部20に隣接し位置づけられる柱状超音波発振部50と、発振部50に高周波電力を供給する高周波電源51とをワイヤ放電加工装置1に備え、発振される超音波を切断ワイヤ部20の延在方向に沿って電極間に向かって進行させつつインゴットIを切断する。
【選択図】図1
Description
本発明は、半導体ウエーハの作製に用いられるインゴットをウエーハ状に切断するワイヤ放電加工装置に関する。
円柱状のインゴットからウエーハを切り出す場合に用いられる装置として、放電式のワイヤ放電加工装置が従来から知られている。このワイヤ放電加工装置では、複数のガイドローラ間に巻回された切断用ワイヤ(ワイヤソー)を、誘電体である加工溶液(水や油等)中でインゴットに接近させ、ワイヤとインゴットとの間に電圧を印加することで、ワイヤとインゴットとの間(電極間)に放電を発生させる。放電が発生すると、その電極間にパルス電流が流れることでより密度の高い放電状態となり、その放電領域内のインゴットの表面の一部が溶融し除去され加工溝が形成されていくことで、インゴットを切断することができる。
このようなワイヤ放電加工装置では、ワイヤとインゴットとの間に放電を発生させてインゴットを切断していることから、ワイヤとインゴットとの間には常に所定間隔の隙間(インゴットとワイヤとが接触はしないが非常に微小な距離となる隙間)が設けられている必要がある。ここで、インゴットが切断されるときにはインゴットの表面の一部が溶融し除去されていくことで切削屑(溶融したインゴットの一部が、再度加工溶液により冷却されて固体化することで生成される切削屑)が発生する。そして、この切削屑がワイヤとインゴットとの間に滞留することにより、ワイヤとインゴットとの間の隙間が無くなる、すなわち、ワイヤとインゴットとが切削屑を介して接続されることで、ワイヤが通電されて切断されてしまうという問題がある。
この問題については、切断によって発生する切削屑の排出を適切に行い、ワイヤとインゴットとの切削屑を介した接触を防止することで解決することができる。そして、切削屑を適切に排出するために、ワイヤを水中において揺動させることで切削屑を流動させて、切削屑の排出を改善するワイヤ放電加工装置がある(例えば、特許文献1参照)。
しかし、上記特許文献1に記載されているようなワイヤ放電加工装置では、ワイヤの揺動方向によっては、切削屑が適切な方向に流動されず、結果として、切削屑の適切な排出が安定して行われないという問題がある。
よって、インゴットをワイヤ放電加工装置で切断する場合においては、ワイヤとインゴットとの接触を防止するために、発生した切削屑を常に適切な方向に流動させて排出するという課題がある。
上記課題を解決するための本発明は、複数のガイドローラと、該ガイドローラの軸方向に間隔をあけて複数回巻回されるワイヤと、該ガイドローラの軸方向とインゴットの延在方向とを平行にした状態でインゴットを保持する保持部と、少なくとも2つの該ガイドローラ間に張られた該ワイヤにより構成される切断ワイヤ部に接近させる方向に該保持部を移動させる切断加工送り手段と、該保持部に保持されるインゴットと該切断ワイヤ部との電極間に高周波電力を印加する高周波電力供給手段と、少なくとも該保持部に保持されるインゴットと該切断ワイヤ部とを加工溶液内に水没させる水槽と、を備えるワイヤ放電加工装置であって、該水槽内の加工溶液に超音波を伝播させる超音波供給手段を含み、該超音波供給手段は、少なくとも該切断ワイヤ部に隣接して切断位置づけられる柱状の超音波発振部と、該超音波発振部に高周波電力を供給し超音波を発振させる第2の高周波電源とを備え、該超音波発振部により発振される超音波を該切断ワイヤ部の延在方向に沿って該電極間に向かって進行させつつ該保持部が保持するインゴットを切断するワイヤ放電加工装置である。
本発明に係るワイヤ放電加工装置においては、前記超音波発振部から発振される超音波により前記水槽内に気泡を発生させ、該気泡を超音波と共に進行させるものとすると好ましい。
本発明に係るワイヤ放電加工装置においては、複数のガイドローラと、ガイドローラの軸方向に間隔をあけて複数回巻回されるワイヤと、ガイドローラの軸方向とインゴットの延在方向とを平行にした状態でインゴットを保持する保持部と、少なくとも2つのガイドローラ間に張られたワイヤにより構成される切断ワイヤ部に接近させる方向に保持部を移動させる切断加工送り手段と、保持部に保持されるインゴットと切断ワイヤ部との電極間に高周波電力を印加する高周波電力供給手段と、保持部に保持されるインゴットと切断ワイヤ部とを加工溶液内に水没させる水槽と、を備えるワイヤ放電加工装置であって、水槽内の加工溶液に超音波を伝播させる超音波供給手段を含み、超音波供給手段は、少なくとも切断ワイヤ部に隣接して位置づけられる柱状の超音波発振部と、超音波発振部に高周波電力を供給し超音波を発振させる第2の高周波電源とを備えることで、超音波発振部により発振される超音波を切断ワイヤ部の延在方向に沿って電極間に向かって進行させつつ保持部が保持するインゴットを切断することができる。そのため、発生した切削屑をインゴットに形成されていく加工溝内から適切な方向(例えば、切断ワイヤ部の延在方向、すなわち、加工溝の延在方向)に流動させて排出することができ、ワイヤとインゴットとの切削屑を介した接触を防止することで、ワイヤが切断されることを防ぐことできる。
また、超音波発振部から発振される超音波により水槽内に気泡を発生させ、気泡を超音波と共に進行させるものとすることで、インゴット内で形成されていく加工溝内において、キャビテーション現象により発生した衝撃波を切削屑に加えることで、より早く適切に加工溝内から切削屑を排出することが可能となる。
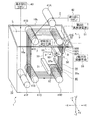
図1に示すワイヤ放電加工装置1は、水槽10内において、保持部8によって保持されたインゴットIを、切断加工送り手段7により電極となるワイヤ2に接近させつつ、高周波電力供給手段31によりインゴットIとワイヤ2との電極間に高周波電力を印加して放電を発生させて、インゴットIを複数箇所で同時にウエーハ状に切断していく装置である。
ワイヤ放電加工装置1に備える水槽10は、例えば、略直方体状に形成されており、誘電体である加工溶液L(例えば、水)を溜めるための容器の役割を果たす。例えば、導電性を有する材料である黄銅、タングステン又はモリブデン等の所定の金属を細線状に形成したワイヤ2とインゴットIとを、水槽10内に溜められた加工溶液L内に水没させ、ワイヤ2とインゴットIとの間に加工溶液Lを設けることにより、ワイヤ2とインゴットIとの間で放電を発生させて、インゴットIを切削していくことが可能となる。インゴットIは、例えば、半導体デバイスウエーハとなる円柱状の単結晶シリコンやSiC等である。
ワイヤ放電加工装置1は、例えば、ワイヤ2を巻回し各ガイドローラ間にワイヤ2を張架するための6つのガイドローラ41A、41B、41C、41D、41E及び41Fを備えている。ガイドローラ41A〜41Fは、同径の円柱状に形成されており、それぞれの軸方向が図示の例においてはY軸方向となっている。なお、ガイドローラの配設数は本実施形態に限定されるものではない。
ガイドローラ41B及びガイドローラ41Eは、水槽10の上方において互いに同じ高さ位置に、X軸方向に所定の間隔を空けて並行に配置されている。ガイドローラ41C及びガイドローラ41Dは、水槽10の下方において互いに同じ高さ位置に、X軸方向に所定の間隔を空けて並行に配置されている。また、ガイドローラ41B及びガイドローラ41CのX軸方向における位置、並びにガイドローラ41E及びガイドローラ41DのX軸方向における位置は、それぞれ同位置となっている。例えば、ガイドローラ41B〜ガイドローラ41Eのそれぞれの各端部は、水槽10の側壁10a及び側壁10bによって、図示しない軸受けを介して回転自在に支持されている。なお、例えば水槽10の底部には、図示しない排液管が接続されており、この排液管には排気装置が接続されている。
図1に示すように、ガイドローラ41Aは、例えば、6つのガイドローラの中でZ軸方向における最も高い位置に配設されているガイドローラである。ガイドローラ41Aの近傍には、例えば1本のワイヤ2をガイドローラ41Aに対して繰り出す送り出しリボン42が配設されている。送り出しリボン42は、例えば、ワイヤ2が巻かれるボビンと、これを回転駆動するボビン駆動モータ等から構成されている。放電加工中においては、送り出しリボン42により、所定の速度でワイヤ2が繰り出されて、ワイヤ2が6つのガイドローラ41A、41B、41C、41D、41E及び41Fの外周面上を走行する。
ガイドローラ41Fは、例えば、6つのガイドローラの中でZ軸方向における最も低い水槽10内の位置に配設されているガイドローラであり、ガイドローラ41Fの上方に配設されワイヤ2を巻き取る巻き取りリボン43に対して、ワイヤ2を送り出す役割を果たしている。
送り出しリボン42から繰り出されたワイヤ2は、ガイドローラ41Aの外周面に架けられ、さらにガイドローラ41B、41C、41D、41Eの順番に各ガイドローラの外周面に形成されたガイド溝410に嵌め込まれながら、これらガイドローラの外周面の一部分(約1/4周)に複数回巻き架けられた後(すなわち、ガイドローラ41B、41C、41D、41Eの軸方向であるY軸方向に所定の間隔をあけて複数回巻回された後)、ガイドローラ42Fに架けられ、巻き取りリボン43によって巻き取られる。そして、ワイヤ2がガイドローラ41B、41C、41D及び41E間において予め定める回数を巻回される(ガイドローラ41B、41C、41D、41E全体に対して周回される)ことで、ガイドローラ41B、41C、41D及び41Eの間において、ワイヤ2の一部が所定の間隔でY軸方向に略平行に並び、各ガイドローラ間に所定の張力で張架された各ワイヤ2からなるワイヤ群が形成された状態となる。
図1に示すように、ガイドローラ41Eとガイドローラ41Dとの間に張られたワイヤ2によるワイヤ群が、インゴットIに+X方向から対向しインゴットIを切断していく切断ワイヤ部20を構成する。すなわち、ワイヤ放電加工装置1では、インゴットIを加工する部分である切断ワイヤ部20に対して、Y軸方向に微小間隔(この微小間隔が、電極間となる)を隔ててインゴットIを対向させて配置し、放電加工を行っていく。
インゴットIは、水槽10内において、保持部8によりガイドローラ41A〜41Fの軸方向であるY軸方向とインゴットIの延在方向とを平行にした状態で保持される。保持部8は、切断ワイヤ部20に対向するように配設された略直方体状の保持基台80と、保持基台80のY軸方向の両端に配設された保持部材81とを備えている。すなわち、インゴットIは、切断ワイヤ部20の延在方向(Z軸方向)とインゴットIの延在方向(Y軸方向)とが直交するように横向きにして保持基台80の側面に設置され、保持部材81によってY軸方向の両側から挟み込まれる等して、保持部8により着脱可能に保持された状態となる。なお、図1に示すように、インゴットIを完全に切断分離するべくインゴットIの直径以上の切断加工送りを行うために、保持基台80の側面にダミーベース80aを配置させ、ダミーベース80aを挟んで保持基台80の側面にインゴットIを設置し固定することで、切断ワイヤ部20がダミーベース80aを切り込むまで切断加工送りしても、保持基台80が放電加工されてしまうことを防ぐことができる。
保持部8は、モータ等から構成される切断加工送り手段7によって、少なくともX軸方向に往復移動可能となっている。インゴットIに対する放電加工時において、切断加工送り手段7は、例えば、コンピューター制御の下で、切断ワイヤ部20に対して接近する方向(図示の例においては、+X方向)に保持部8を加工送りし位置づけた後、さらに所定の加工送り速度(例えば、インゴットIとワイヤ2とが接触しない程度の微小間隔が常に保たれる速度)で加工送りしていく。
例えば、図1に示すように、ガイドローラ41Dの−X方向側の近傍には、保持部8に保持されるインゴットIと切断ワイヤ部20との電極間に高周波電力を印加する高周波電力供給手段31が配設されている。高周波電力供給手段31は、複数の給電子30aからなる給電部30に給電線32を介して接続されている。給電部30の各給電子30aは、切断ワイヤ部20の各ワイヤ2に接触して配置されており、高周波電力供給手段31から高周波電圧が印加されることで、切断ワイヤ部20の各ワイヤ2に対して個別に電流を供給する。また、高周波電力供給手段31は給電線33を介して保持部8の保持基台80に接続されている。なお、例えば、給電部30の上方に、放電加工によりインゴットIから生成された切削屑を回収できる回収部を設けてもよい。
図1に示すように、ワイヤ放電加工装置1は、水槽10内の加工溶液Lに超音波を伝播させる超音波供給手段5を備えている。超音波供給手段5は、少なくとも切断ワイヤ部20に隣接して位置づけられる柱状の超音波発振部50と、超音波発振部50に高周波電力を供給し超音波を発振させる第2の高周波電源51とを備えている。
例えば、柱状の超音波発振部50は、水槽10内に配設された基台部52に対して複数配設されている。なお、図1においては、1つの超音波発振部50のみを図示しており、その他の超音波発振部50については省略して示している。また、超音波発振部50は、複数ではなく1つのみ配設されているものとしてもよい。
超音波発振部50は、例えば、柱状に形成されたホーン型のものであり、金属で形成されたホーン部50Aと、金属で形成されホーン部50Aよりも大径のホーン部50Bと、ホーン部50Aとホーン部50Bとの間に挟みこまれて配設されている振動素子50Cとを備えている。振動素子50Cは、例えば、その厚みが厚くなったり薄くなったりする圧電効果を有するクォーツなどの単結晶等である。振動素子50Cには、図示しない端子が接続されており、この端子を介して基台部52に接続された第2の高周波電源51から高周波電力が供給される(すなわち、振動素子50Cに対して交流電圧が印加される)ことで、振動素子50Cは高周波電力を機械振動に変換することができる。そして、超音波発振部50は、振動素子50Cが発する機械振動により、ホーン部50Aの先端部分が軸方向(図1に示す矢印R方向)に高速振動することで、超音波を発生させる。
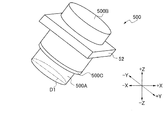
なお、ワイヤ放電加工装置1に配設する超音波発振部50を1つのみとする場合、図2に示すように、ホーンの形状を、その断面が長楕円状になる柱状のものとすると好ましい。例えば、図2に示す超音波発振部500は、少なくともホーン部500Aの長軸D1が、図1に示す切断ワイヤ部20の横幅(Y軸方向における幅)以上になるように形成されている。振動素子500C及びホーン部500Aよりも大径のホーン部500Bは、図1に示す超音波発振部50と同様に、超音波発振部500に備えられている。超音波発振部500が、図1に示すワイヤ放電加工装置1に配設された場合には、超音波発振部500は、その長軸D1が、ワイヤ2が配列される方向(図1に示すガイドローラ41Dの延在方向であるY軸方向)と同方向に延びるように位置付けられる。
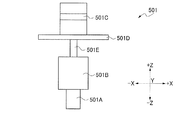
また、超音波発振部50から発振させる超音波振動を大きくするために、ワイヤ放電加工装置1に配設される超音波発振部は、図3に示す超音波発振部501のように構成されていてもよい。図3に示す超音波発振部501は、金属で形成されたホーン部501Aと、金属で形成されホーン部501Aよりも大径のホーン部501Bと、ホーン部501B上にブースター501Eを介して接続されるフランジ部501Dと、フランジ部501D上に配設される振動素子501Cとを備えている。超音波発振部501においては、超音波振動がゼロまたは小さくなるノード(ノード領域)にフランジ部501Dを配設し、かつ、超音波振動を増幅するブースター501E(径が小さな細軸)を介してフランジ部501Dとホーン部501Bとを接続していることから、図1に示す超音波50よりも大きな超音波振動を発振させることができる。
なお、本実施形態においては、超音波発振部50は、基台部52に接続されたZ軸方向移動手段59によってZ軸方向に往復移動可能であるとともに、図示しない傾き調節部によって+Y方向側からみて時計回り方向に向かってホーン部50Aの角度を可変可能に構成されているが、例えば、予め切断ワイヤ部20の斜め上後方(図示の例においては、切断ワイヤ部20よりも+X方向側の水槽10内の上方にある位置)に固定して配設されていてもよい。
以下に、図1、図4〜5を用いて、図1に示すインゴットIをワイヤ放電加工装置1により切断する場合の、ワイヤ放電加工装置1の動作及び切断方法について説明する。
インゴットIの切断においては、まず、図4に示すように、送り出しリボン42からワイヤ2が所定の速度で繰り出され、ワイヤ2が6つのガイドローラ41A、41B、41C、41D、41E及び41Fの外周面上を走行する。また、高周波電力供給手段31により、所定の周波数の高周波電圧が給電部30に対して印加され、図1に示す各給電子30aから切断ワイヤ部20の各ワイヤ2に対して個別に電流が供給されていく。
また、保持部8に保持されたインゴットIが切断加工送り手段7によって+X方向に送られる。そして、インゴットIが切断ワイヤ部20に対して徐々に接近していくことで、切断ワイヤ部20とインゴットIとのX軸方向における距離が所定の微小間隔(例えば、数μmから数十μm程度)になったときに、保持部8に保持されるインゴットIと電極である切断ワイヤ部20を構成する各ワイヤ2との電極間に放電が発生する。
この放電が連続して発生するように、切断ワイヤ部20とインゴットIとの微小間隔を維持しながら、インゴットIを徐々に+X方向に向かって移動させることにより、インゴットIが放電加工され溶融していくことで、切断ワイヤ部20を構成するY軸方向に並列する各ワイヤ2の本数分の図5(A)、(B)に示す加工溝MがインゴットIに対して−X方向に向かって形成されていく。
上述した放電加工時においては、超音波供給手段5により水槽内10の加工溶液Lに超音波が伝播される。すなわち、例えば、図4に示すZ軸方向移動手段59により、超音波発振部50がZ軸方向に移動し、所定の位置に位置づけられる。例えば、超音波発振部50は、切断ワイヤ部20に隣接する斜め上後方(図示の例においては、切断ワイヤ部20よりも+X方向側の水槽10内の上方にある位置)に位置づけられる。そして、例えば、図示しない傾き調整部により、ホーン部50Aの軸方向が、+Y方向側からみて切断ワイヤ部20の延在方向(−Z方向)に対して270度方向に僅かに傾斜するように(すなわち、図示しない傾き調整部により、ホーン部50の先端は、+Y方向側からみて、−Z方向から−X方向に向かって時計周り方向に僅かに円運動する)、超音波発振部50を傾けてセットする。なお、図示しない傾き調整部によるホーン50の傾斜角度の調整により、図示の例のように、ガイドローラ41Eとガイドローラ41Dとの間の切断ワイヤ部20の延在方向(Z軸方向)を軸に、ホーン部50の先端を支点に+X方向に角度θ(θは、5度から20度)傾けるとよい。
次いで、第2の高周波電源51から所定周波数の高周波電力が超音波発振部50に供給されることで、ホーン部50Aの先端部分が軸方向(図に示す矢印R方向)に振動して、矢印R方向に進行する超音波Uが発振される。
図5(A)、(B)に示すように、発振された超音波Uは、保持部8に保持されたインゴットIとワイヤ2との電極間に向かってX軸及びZ軸に対して傾斜する方向から切断ワイヤ部20の各ワイヤ2の延在方向(−Z方向)に沿って進行していく。また、超音波Uの進行方向に加工溶液Lによる水流が発生する。放電加工により形成される加工溝MがインゴットIに対して−X方向に向かって進行していくとともに、インゴットIの溶融した一部分が加工溶液Lにより冷却されることで加工溝M内には切削屑Dが生成される。この切削屑Dは、インゴットIと切断ワイヤ部20のワイヤ2との電極間に向かって−Z方向に進行してくる超音波Uとそれによって生み出される水流とによって、切断ワイヤ部20の各ワイヤ2の延在方向(−Z方向)へと押し流されて加工溝M内から排出されていく。すなわち、押し流された切削屑Dは、形成されていく加工溝Mの下端側から排出されていく。
また、第2の高周波電源51から供給する高周波電力の周波数を、例えば、キャビテーション現象が発生する所定の周波数に設定することで、発振された超音波Uにより、加工液体L中の気体分子が気泡となって水槽10内に発生する。この気泡も超音波Uによって生み出された水流により、インゴットIと切断ワイヤ部20のワイヤ2との電極間に向かって−Z方向に進行していく。例えば、切削屑Dに接触した気体分子の気泡が破裂することで、切削屑Dに衝撃波が加わるキャビテーション現象が発生するため、切削屑Dが加工溝M内からより早く排出することができる。
上記のように、ワイヤ放電加工装置1においては、水槽10内の加工溶液Lに超音波Uを伝播させる超音波供給手段5を含み、超音波供給手段5は、少なくとも2つのガイドローラ41Eとガイドローラ41Dとの間に張られたワイヤ2により構成される切断ワイヤ部20に隣接して位置づけられる超音波発振部50と、超音波発振部50に高周波電力を供給し超音波Uを発振させる第2の高周波電源51とを備えている。そのため、超音波発振部50により発振される超音波Uを、保持部8に保持されたインゴットIと切断ワイヤ部20の各ワイヤ2との電極間に向かって、切断ワイヤ部20の延在方向(−Z方向)に沿って進行させつつ、保持部8が保持するインゴットIを切断することができる。したがって、切削屑DをインゴットIに形成されていく加工溝M内から適切な方向(本実施形態においては、主に−Z方向)に流動させて排出することができ、ワイヤ2とインゴットIとの切削屑Dを介した接触を防止することで、ワイヤ2が切断されることを防ぐことができる。
また、第2の高周波電源51から供給する高周波電力を、キャビテーション現象が発生する所定の周波数に設定して、超音波発振部50から発振される超音波により水槽10内に気泡を発生させ、気泡を超音波Uと共に進行させることで、加工溝M内においてキャビテーション現象による衝撃波を切削屑Dに加えることで、加工溝M内からより早く適切に切削屑Dを排出することが可能となる。
上記のように、超音波発振部50から超音波を発振させながら放電加工を進行させることで、切断ワイヤ部20におけるY軸方向に並列する各ワイヤ2の本数分の加工溝Mが、それぞれインゴットIの直径と同距離分だけ−X方向に進行していくことにより、インゴットIは完全切断されて複数枚のウエーハが作製される。
なお、本発明に係るワイヤ放電加工装置1は上記実施形態に限定されるものではなく、また、添付図面に図示されている各構成の大きさや形状等についても、これに限定されず、本発明の効果を発揮できる範囲内で適宜変更可能である。例えば、本実施形態においては、超音波発振部50を、切断ワイヤ部20に隣接する斜め上後方に位置づけているが、例えば、超音波発振部50を、保持部8に保持されたインゴットIと切断ワイヤ部20の各ワイヤ2との電極間の上方に位置づけて、超音波を発振させるものとしてもよい。
1:ワイヤ放電加工装置 10:水槽 10a、10b:水槽の側壁
2:ワイヤ 20:切断ワイヤ部
30:給電部 30a:給電子 31:高周波電力供給手段 32、33:給電線
41A、41B、41C、41D、41E、41F:ガイドローラ
42:送り出しリボン 43:巻き取りリボン
5:超音波供給手段
50:超音波発振部 50A、50B:ホーン部 50C:振動素子
51:第2の高周波電源 59:Z軸方向移動手段
500:超音波発振部 D1:長軸
501:超音波発振部 501D:フランジ部 501E:ブースター
7:切断加工送り手段
8:保持部 80:保持基台 80a:ダミーベース 81:保持部材
I:インゴット
L:加工溶液 M:加工溝 D:切削屑 U:超音波
2:ワイヤ 20:切断ワイヤ部
30:給電部 30a:給電子 31:高周波電力供給手段 32、33:給電線
41A、41B、41C、41D、41E、41F:ガイドローラ
42:送り出しリボン 43:巻き取りリボン
5:超音波供給手段
50:超音波発振部 50A、50B:ホーン部 50C:振動素子
51:第2の高周波電源 59:Z軸方向移動手段
500:超音波発振部 D1:長軸
501:超音波発振部 501D:フランジ部 501E:ブースター
7:切断加工送り手段
8:保持部 80:保持基台 80a:ダミーベース 81:保持部材
I:インゴット
L:加工溶液 M:加工溝 D:切削屑 U:超音波
Claims (2)
- 複数のガイドローラと、該ガイドローラの軸方向に間隔をあけて複数回巻回されるワイヤと、該ガイドローラの軸方向とインゴットの延在方向とを平行にした状態でインゴットを保持する保持部と、少なくとも2つの該ガイドローラ間に張られた該ワイヤにより構成される切断ワイヤ部に接近させる方向に該保持部を移動させる切断加工送り手段と、少なくとも該保持部に保持されるインゴットと該切断ワイヤ部との電極間に高周波電力を印加する高周波電力供給手段と、該保持部に保持されるインゴットと該切断ワイヤ部とを加工溶液内に水没させる水槽と、を備えるワイヤ放電加工装置であって、
該水槽内の加工溶液に超音波を伝播させる超音波供給手段を含み、
該超音波供給手段は、
少なくとも該切断ワイヤ部に隣接して位置づけられる柱状の超音波発振部と、該超音波発振部に高周波電力を供給し超音波を発振させる第2の高周波電源とを備え、
該超音波発振部により発振される超音波を該切断ワイヤ部の延在方向に沿って該電極間に向かって進行させつつ該保持部が保持するインゴットを切断するワイヤ放電加工装置。 - 前記超音波発振部から発振される超音波により前記水槽内に気泡を発生させ、該気泡を超音波と共に進行させる請求項1記載のワイヤ放電加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015237431A JP2017100264A (ja) | 2015-12-04 | 2015-12-04 | ワイヤ放電加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015237431A JP2017100264A (ja) | 2015-12-04 | 2015-12-04 | ワイヤ放電加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017100264A true JP2017100264A (ja) | 2017-06-08 |
Family
ID=59017899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015237431A Pending JP2017100264A (ja) | 2015-12-04 | 2015-12-04 | ワイヤ放電加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017100264A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108890055A (zh) * | 2018-06-28 | 2018-11-27 | 广东工业大学 | 一种利用快走丝电火花制备微细气泡表面的方法 |
| CN109128408A (zh) * | 2018-11-12 | 2019-01-04 | 厦门大学 | 一种辅助电火花线切割加工的低频振动装置 |
-
2015
- 2015-12-04 JP JP2015237431A patent/JP2017100264A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108890055A (zh) * | 2018-06-28 | 2018-11-27 | 广东工业大学 | 一种利用快走丝电火花制备微细气泡表面的方法 |
| CN109128408A (zh) * | 2018-11-12 | 2019-01-04 | 厦门大学 | 一种辅助电火花线切割加工的低频振动装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10300542B2 (en) | Wire electrical discharge machining apparatus and method of manufacturing semiconductor wafer | |
| US4321450A (en) | Method of and apparatus for electrical discharge machining with a vibrating wire electrode | |
| JP2010260151A (ja) | ワイヤ放電加工装置及び放電加工方法 | |
| JP2017100264A (ja) | ワイヤ放電加工装置 | |
| JP5825143B2 (ja) | 放電加工装置 | |
| JP5968200B2 (ja) | ワイヤ放電加工装置とその方法、薄板製造方法および半導体ウエハ製造方法 | |
| JP6397738B2 (ja) | ウェーハの製造方法 | |
| US4358655A (en) | Method and apparatus for electroerosion machining with a vibrating wire electrode | |
| JP2016140927A (ja) | ウェーハの製造方法及びマルチワイヤ放電加工装置 | |
| JP6558542B2 (ja) | 放電加工方法 | |
| US4458130A (en) | Immersion-type traveling-wire electroerosion machining method | |
| JP2008213103A (ja) | ワイヤソーの加工液供給装置 | |
| JP3421661B2 (ja) | 放電加工装置および放電加工方法 | |
| JP2016040058A (ja) | ウェーハの製造方法 | |
| JP6429321B2 (ja) | ウェーハの製造方法及びマルチワイヤ放電加工装置 | |
| JP6719637B2 (ja) | ワイヤソーによる溝加工装置とその方法 | |
| WO2013073225A1 (ja) | ワイヤ放電加工装置および半導体ウエハ製造方法 | |
| JP6558538B2 (ja) | ワイヤーの接続方法 | |
| JP2016036860A (ja) | マルチワイヤ放電加工装置 | |
| JP7580681B1 (ja) | ワイヤ放電加工装置、ワイヤ放電加工方法、およびウエハの製造方法 | |
| JP6647469B1 (ja) | ワイヤ放電加工装置 | |
| JP2017185604A (ja) | 放電マルチブレードソー | |
| JP6795899B2 (ja) | ワイヤソー、クーラント供給装置、及び被加工物の加工方法 | |
| JP4309825B2 (ja) | ワイヤソー | |
| JP7282277B1 (ja) | ワイヤ放電加工装置、ワイヤ放電加工方法およびウエハの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181016 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190618 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191212 |